DEVELOPPEMENT D'UNE METHODE POUR QUALIFIER LA DEFORMATION D'UN PRODUIT ISSU D'UN TRAITEMENT THERMIQUE. APPROCHES EXPERIMENTALE ET NUMERIQUE
274
0
0
Texte intégral
Figure
![Figure I - 9 : Algorithme de résolution des domaines couplés thermo-métallo-mécanique [ALI00]](https://thumb-eu.123doks.com/thumbv2/123doknet/3037561.85560/27.892.240.650.619.1126/figure-algorithme-résolution-domaines-couplés-thermo-métallo-mécanique.webp)
![Figure I - 22 : Décomposition des signatures de déformation d’un flanc de denture [BAU06] 3.3](https://thumb-eu.123doks.com/thumbv2/123doknet/3037561.85560/36.892.139.760.427.580/figure-décomposition-signatures-déformation-flanc-denture-bau.webp)
![Figure I - 24 : a) Prédiction des déformations après trempe d’un cylindre et b) minimisation sur une bague de roulement [SCHU06]](https://thumb-eu.123doks.com/thumbv2/123doknet/3037561.85560/37.892.132.794.710.982/figure-prédiction-déformations-trempe-cylindre-minimisation-bague-roulement.webp)
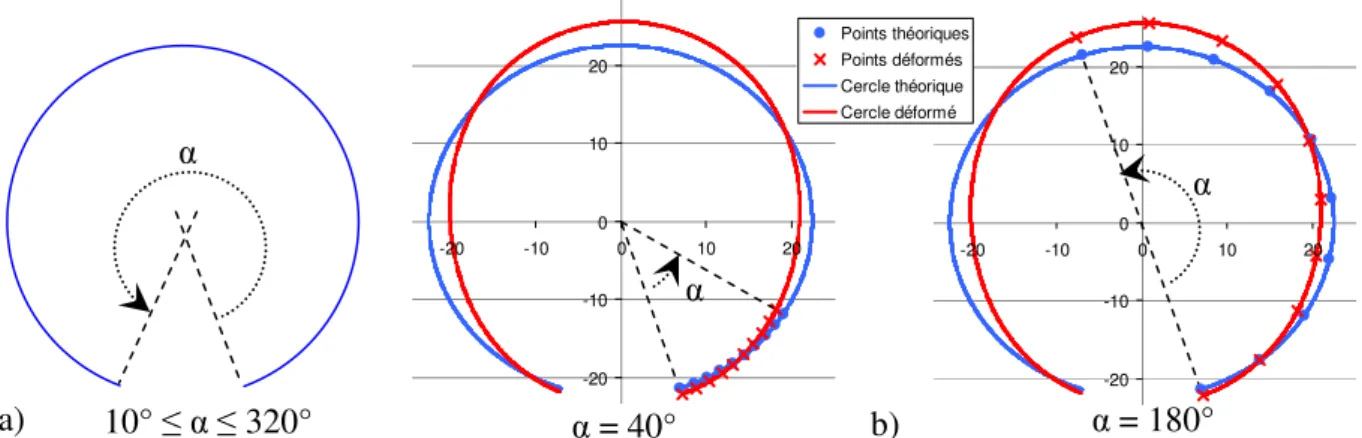
![Figure I - 28 : Interaction nombre de points de mesure - informations a priori sur la pièce [KIL03] Distribution des points](https://thumb-eu.123doks.com/thumbv2/123doknet/3037561.85560/42.892.128.765.204.533/figure-interaction-nombre-points-mesure-informations-priori-distribution.webp)
+7
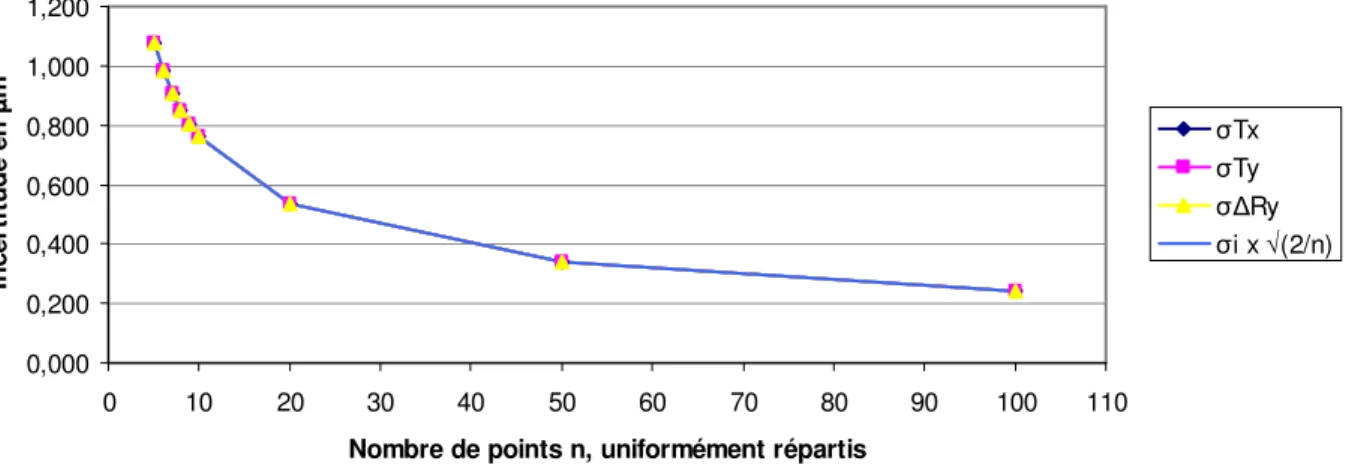
![Figure II - 19 : a) Influence du nombre de points et b) de leur répartition sur les incertitudes [YAU98]](https://thumb-eu.123doks.com/thumbv2/123doknet/3037561.85560/83.892.104.793.85.290/figure-ii-influence-nombre-points-répartition-incertitudes-yau.webp)
Outline
Comment évaluer les éléments mesurés ?
Les différents dispositifs mesurants
Incertitudes d’une machine à mesurer tridimensionnelle
Processus de fabrication
Identification des phénomènes à trois stades de la fabrication du croissant
Augmentation du niveau de détail des signatures des génératrices des cylindres
Analyse des écarts résiduels après dissociation des phénomènes
Nuance 3
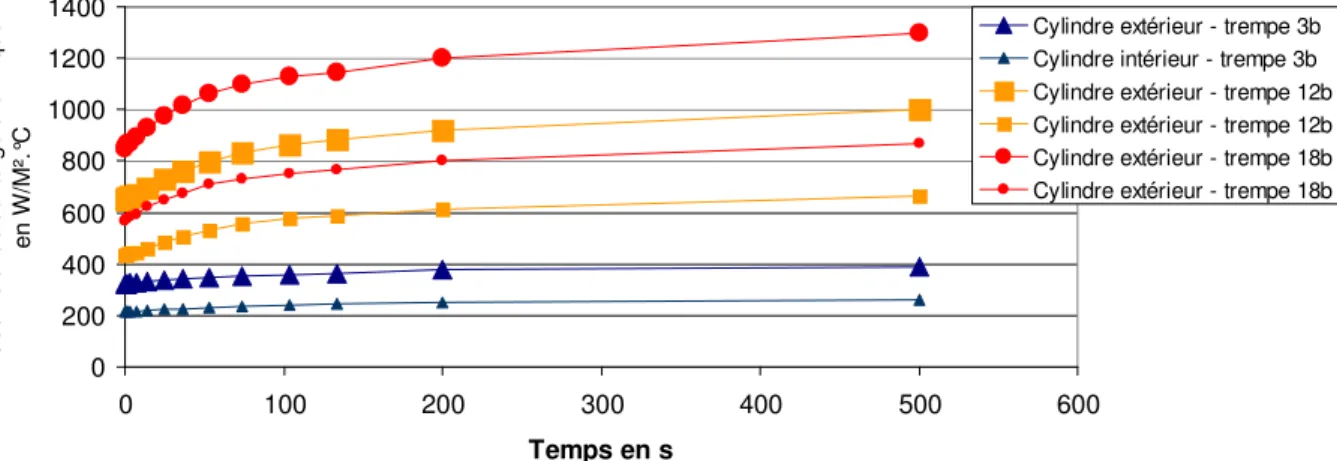
ANALYSE DES SIMULATIONS DE CHAUFFE DES CROISSANTS
Documents relatifs