HAL Id: hal-01252614
https://hal.archives-ouvertes.fr/hal-01252614
Submitted on 2 Aug 2016
HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
From in Situ HT-ESEM Observations to Simulation:
How Does Polycrystallinity Affects the Sintering of
CeO2 Microspheres?
G.I. Nkou Bouala, Nicolas Clavier, Sylvain Martin, Jacques Léchelle, Julien
Favrichon, H.P. Brau, Nicolas Dacheux, Renaud Podor
To cite this version:
G.I. Nkou Bouala, Nicolas Clavier, Sylvain Martin, Jacques Léchelle, Julien Favrichon, et al.. From in Situ HT-ESEM Observations to Simulation: How Does Polycrystallinity Affects the Sintering of CeO2 Microspheres?. Journal of Physical Chemistry C, American Chemical Society, 2016, 120 (1), pp.386-395. �10.1021/acs.jpcc.5b10465�. �hal-01252614�
From in situ HT-ESEM Observations to Simulation: How Does
Polycristallinity Affects the Sintering of CeO
2Microspheres?
G.I. Nkou Bouala
1, N. Clavier
1,*, S. Martin
2,J. Léchelle
3,4, J. Favrichon
5,
H. P. Brau
1, N. Dacheux
1and R. Podor
1.
1. ICSM, UMR 5257 CEA/CNRS/ENSCM/Université de Montpellier, Site de Marcoule - Bât. 426, BP 17171, 30207 Bagnols/Cèze cedex, France
2. Ecole Nationale Supérieure des Mines, SPIN-EMSE, CNRS:UMR5307, LGF, 42023 Saint-Etienne, France
3. CEA,DEN,DTEC,SECA,LCC, Site de Cadarache – Bât. 717, 13108 St-Paul lez Durance, France 4. CEA,DEN,DEC,SESC,LLCC, Site de Cadarache – Bât. 352, 13108 St-Paul lez Durance, France 5. CEA,DEN,MAR,UG-UST,STIC,GPSI, Site de Marcoule – Bât. 180, 30207 Bagnols/Cèze cedex, France
* Corresponding author : Dr. Nicolas CLAVIER
ICSM – UMR 5257 CEA/CNRS/UM/ENSCM Site de Marcoule – Bât 426
BP 17171
30207 Bagnols sur Cèze France
Phone : + 33 4 66 33 92 08 Fax : + 33 4 66 79 76 11
Abstract
The in situ observation of the first stage of sintering of cerium dioxide microspheres was
performed using an environmental scanning electron microscope at high temperature
(HT-ESEM). The associated morphological modifications were described quantitatively for
systems constituted by two single crystal grains, on the one hand, and by two polycrystalline
particles, on the other hand. Particularly, the in situ HT-ESEM observations, and subsequent
image analysis with homemade image process software, led to assess the evolution of several
parameters of interest during isothermal heat treatments, such as neck size, particles radii,
dihedral angles between the spheres and distance between the grains centers. It was then
possible to evaluate the activation energies associated to the neck formation for both systems
studied, then to identify the different mechanisms involved. The diffusion process operating
during the first stage of sintering was also pointed out. Furthermore, the comparison of the
results obtained from polycrystalline particles and single crystals, and their confrontation with
data coming from numerical computation, led to assess the influence of polycristallinity on
the sintering kinetics. For all the conditions tested, sintering degree was found to be enhanced
for polycrystalline particles, mainly because of the contribution of the mechanical
rearrangement of crystallites during the neck’s elaboration and of the existence of diffusion
paths within the particles. On this basis, polycristallinity should be considered during
numerical computations in order to provide predictive models for the first step of sintering.
Keywords
Introduction
Sintering can be defined as the transformation of a powdered compact into a cohesive
material under heating at high temperature1,2,3. It appears as a key-step in the preparation of
numerous technical ceramic materials as it drives both density and microstructure of the final
objects, which could influence significantly the physico-chemical properties during their
life-cycle. Sintering is usually described through three consecutive steps leading to the
densification of ceramic materials. The initial stage involves the elaboration of necks between
the grains and leads to the mechanical consolidation of the material4. The intermediate stage is
then dedicated to the elimination of open porosity between the grains while the final one aims
to the elimination of closed porosity through grain growth mechanisms.
The last two stages of sintering are mostly studied experimentally. Particularly, dilatometry
and SEM observations are frequently used to monitor, quantify and understand the
modifications undergone by the samples during their densification 3,5. Conversely, only few
experimental works 6,7 were until now devoted to the kinetics of neck elaboration because of
the difficulties linked to the direct observation of a sample on a microscopic scale during a
heat treatment. This stage is then generally mainly described through numerical simulations
using simplified systems constituted by two spherical single crystals in contact 8,9,10. Among
the various methods used to report the modifications of the sample during this stage of
sintering, one can cite molecular dynamics11; the Monte Carlo method12 or the Discrete
Elements Method (DEM)13. All of them involved some approximations on the grain
morphology (supposed to be spherical) as well as on their crystalline state (single crystal) for
the description of sintering. The geometrical assumptions can be avoided using a Monte Carlo
method 14. However, the Monte Carlo time step which is used in these simulations is not
related to physical time. Moreover, this method is not able to represent the competition
results obtained can hardly provide a robust and predictive description for the evolution of
ceramic materials during the first stage of sintering. In these conditions, an experimental study
of neck formation including direct observation of sample modifications should allow to point
out the differences between modelling and experimental results, which could be linked to the
hypothesis made in models, particularly concerning the polycristallinity of the samples.
In the present study, we report the first experimental observations of the initial stage of
sintering for CeO2 microspheres by using Environmental Scanning Electron Microscopy at
high temperature (HT-ESEM). The use of HT-ESEM allowed the in situ observation of the
samples during long term heat treatments up to 1225°C under various atmospheres15,16,17.
Moreover, among other ceramic materials of interest, cerium oxide was targeted because of its
wide range of applications, starting from its use in heterogeneous catalysis 18, but also as an
additive for glasses, a stabilizer for ZrO2, a glass polisher 19, or a surrogate material for PuO2
-based nuclear fuels in the nuclear industry 20.
More specifically, the study of cerium dioxide sintering was performed using both
polycrystalline and single crystal particles, in order to compare the behavior of systems close
to those used in models with real materials. In situ HT-ESEM studies were thus performed
between 1000°C and 1225°C under air atmosphere. Processing the micrographs series
allowed the quantification of several parameters of interest (grains and neck diameters,
distance between the grains …). Their variation versus temperature was then used to
determine the mechanisms controlling the sintering of both systems and the corresponding
activation energies. Finally, experimental data obtained for both kinds of particles studied
were compared to results coming from mechanistic numerical simulations (using the
SALAMMBO code), which led to evaluate the influence of polycristallinity on the sintering
Experimental
1.1. Synthesis of polycrystalline and single crystal CeO2 microspheres
The preparation of cerium oxide powders with spherical grains was performed through a
wet-chemistry route derived from the protocol reported in the literature by Minamidate et al. 21.
During the synthesis, a 1.03 M cerium (III) solution obtained by dissolution of Ce(NO3)3.6
H2O salt (supplied by Sigma-Aldrich) in deionized water was used as a starting reagent. 0.4
mole of cerium was then mixed with 0.025 mole of urea dissolved in water, used as a
complexing reagent, leading to a final volume of about 50 mL.
The as obtained mixture was first pre-aged at room temperature for 72 hours, then transferred
into a Teflon-lined container and finally heated at 90°C for about 4.5 hours on a sand bath.
The white precipitate obtained was collected by centrifugation at 4500 rpm, washed twice
with deionized water and ethanol, and dried overnight in an oven at 60°C. As already reported
in our previous work, XRD pattern of the prepared powder advocated for the formation of
cerium oxocarbonate Ce2O(CO3)2 .nH2O 22. Moreover, SEM observations revealed that the
precipitate was made up of microspheres, with diameter ranging from 300 to 800 nm (Figure
1a). Polycrystalline CeO2 spheres could then easily be obtained from the conversion of these
precursors above 400°C (Figure 1b).
Figure 1 : SEM observations of the CeO2 microspheres dispersed on a Pt-Au10 thin foil (a). Details of the
polycrystalline particles obtained after 3 min of isothermal heat treatment at 1100 °C (b) and of single crystal microspheres prepared after 180 min of isothermal heat treatment at 1100 °C (c).
Moreover, heating of cerium oxide microspheres at high temperatures (typically above
1000°C), led the number of crystallites constituting the microspheres to decrease gradually
22,23
. As the initial morphology was systematically retained (Figure 1c), it was then possible
to prepare spherical CeO2 single-crystals thanks to a heat treatment at 1100°C during 3 hours.
1.2. Sample preparation
Prior to their observation during in situ HT-ESEM experiments, all the samples were prepared
according to the following procedure. First, 5 mg of cerium oxide microspheres were
dispersed in 1 mL of acetone; a drop of this mixture was then deposited at the surface of a 2
mm2 Pt-Au10 thin foil. This substrate was specifically selected in order to remain chemically
inert on the whole range of temperature investigated (i.e. 1000°C-1225°C) in order not to
influence significantly the microstructural evolution of the sample during the sintering
experiments.
The SEM observations of the surface of the Pt-Au10 thin foil where the CeO2 microspheres
have been deposited show a good dispersion of the grains forming spontaneously systems
constituted by two or more grains in contact (Figure 1a). The systems composed of two
grains were used for the experimental investigation of first stage of sintering with
polycrystalline and single crystal grains.
1.3. HT-ESEM experiments
The in situ high temperature experiments were performed with a FEI Quanta 200
field-emission ESEM (Environmental Scanning Electron Microscopy) equipped with a 1500 °C hot
stage16,24. For the sintering of CeO2 microspheres, the HT-ESEM experiments were realized
sample preparation, the Pt-Au10 thin foil was transferred into the furnace directly attached in
the microscope chamber. The sample was then heated at about 40°C.min.−1 up to a
temperature ranging between 1000°C and 1225°C, then maintained on an isotherm all along
the experiment. In the case of the sintering of polycrystalline grains, a 15 min. holding time
was carried out at 700°C in order to convert the precursors into oxide. When the targeted
temperature was reached, secondary electron mode images were recorded continuously with a
frequency of 2 to 60 images per minute during all the heat treatment using a gaseous
secondary electron detector (GSED)25.
1.4. Image processing
The SEM images recorded in situ were then processed for the determination of characteristic
data. Image processing was performed following a two-step process. First, the extraction of
the grain contours was processed using the Fiji software26,27 and the specific Trainable Weka
Segmentation plugin 28. Then, these images were used for the direct determination of several
parameters generally computed in the two grains models describing the morphological
modifications occurring during the first stage of sintering. To achieve this goal, homemade
software ImageJu was developed 29 and allowed the determination of such parameters from
the segmented images. With this method, neck and grain radii, distance between the centers of
the grains, neck radius of curvature and dihedral angles were directly determined (Figure 2).
The associated error attached to these values was found to depend on the heating time. Indeed,
at the start of the isothermal plateau, the image appeared to be unstable because of external
perturbations due to temperature stabilization. At this step, the images were then recorded
with a scanning rate of 1s and the relative error on the data obtained through images analysis
experiment with the stabilization of the image, and reached about 5 % for scanning rates
comprised between 5 and 10 µs.
Figure 2 : Characteristic parameters retained to describe the first stage of sintering of a two-grain system.
2.5 Numerical calculations
The SALAMMBO code used for numerical calculations in this study is a model in
development on a sub-granular scale (i.e. crystallographic grains of materials are meshed) for
the simulation of solid state sintering of ceramics 30. It aims at describing grain and pore size
evolution during a free (or under gas pressure) sintering.
Free surfaces and grain boundary local changes in principal curvature radii induce an extra
stress upon the outer boundaries of the grains. Grains are considered as single crystals with an
elastic constitutive law. Navier-Lamé equations are solved in the bulk of each grain with, as
von Neumann boundary conditions, the sum of the gas pressure and of the extra stress
mentioned before. It gives the 3D-displacement field and hence the density of the elastic
Resulting changes in Gibbs free energy along the grain interfaces (free surfaces and grain
boundaries) induce surface and grain boundary mass transport according to Fick’s first law.
Since matter is almost incompressible, locally accumulated matter on grain surfaces makes
the surface move (second Fick’s law). This results in an irreversible shape evolution of grains
during the sintering fabrication stage.
2. Results and discussion
2.1. Microstructural evolution
The in situ HT-ESEM study of the first stage of CeO2 microspheres sintering allowed the
direct observation of the morphological modifications occurring on a pair of grains during an
isothermal heat treatment. Such modifications are clearly evidenced on the ESEM images
series gathered in Figure 3 as an example for polycrystalline and single crystal particles
(T = 1050°C). Videos are also supplied as supplementary material for another couple of
systems studied at T = 1150°C.
The microstructural modifications occurring on the assembly during sintering can be directly
observed with a time resolution of 1 to 30 seconds. For both systems, a neck between the
microspheres was first formed and then grew continuously. Same modifications occurred for
the other sintering temperatures studied, i.e. in the 1100°C-1225°C range, but with different
kinetics. Also, the neck growth was systematically more pronounced for the polycrystalline
grains compared to single crystal systems in the same sintering conditions. For example, after
120 min. of heating at 1050°C, the neck between polycrystalline grains of about 450 nm was
about 250 nm in diameter while it only reached about 180 nm for single crystals of similar
Figure 3 : In situ HT-ESEM observation of CeO2 microspheres sintering on a Pt-Au10 substrate at
1050°C: (a) polycrystalline material and (b) single-crystal particles.
Moreover, for the polycrystalline microspheres, neck growth was simultaneously
accompanied by the gradual decrease of crystallites number within the grains. Indeed, after 30
min. of heat treatment at 1050°C, the mean size of crystallites was about 25 nm whereas it
could reach up to 100 nm after 120 min. A similar behavior was already observed previously
for the crystallites growth within isolated CeO2 microspheres 22. For this system, a gradual
decrease of the crystallites number was evidenced versus heating time, the mean size of
crystallites shifting from about 50 nm after 30 min at 1050°C to 100 nm after 120 min.
Additionally, the observations performed in our study for a couple of particles revealed that
when applying heat temperatures above 1150°C, the crystallite number decreased rapidly until
2.2. Evolution of parameters of interest
All the ESEM images recorded for these systems at different temperatures were then
processed to highlight the variation of the parameters of interest used for description of the
first step of sintering.
As previously detailed, both Fiji and the homemade ImageJu software were used for image
processing in order to determine for each image the values of several parameters of interest
such as the neck size, grain radius, etc. (Figure 2). As instance, the evolution of these
parameters recorded during a heat treatment at 1100°C is shown in Figure 4.
The evolution of neck radius during sintering is reported in Figure 4a for polycrystalline (r ≈
250 nm) and single crystal particles (r ≈ 200 nm). In such conditions, it is useful to precise
that the differences induced by the variation of particles diameter between the two systems
studied remained negligible regarding to the uncertainty attached to the image analysis. For
single crystals, the neck grows very fast during the first 10 min. of heating then reaches a
constant value of about 90 nm. Conversely, at the same temperature, the neck that develops
between polycrystalline grains grows continuously to reach 200 nm after 60 min. of heating.
The trend initially sketched from the HT-ESEM micrographs is thus confirmed and argues for
a faster and more complete sintering of polycrystalline systems.
Simultaneously to neck growth, an increase of the angle formed by the tangents of the two
grains in the neck region was also observed. For single crystal-based systems used in
numerical models, this angle is generally referred to as the dihedral angle, and its value driven
by the equilibrium of forces at the triple point between two crystals in contact and air. Hence,
this value does not reflect a strict physical reality for polycrystalline systems since it exists as
many dihedral angles as crystal/crystal/air junctions in the system. However, such dihedral
spherical particles with a geometrical approach. As stated for the neck’s diameter, the increase
in the angle values is also faster for polycrystalline grains than for single crystal microspheres
(Figure 4b).
Figure 4 : Evolution of various parameters of interest during sintering of polycrystalline (●) and single crystal (∎∎∎∎) CeO2 microspheres at 1100°C: (a) neck radius, (b) dihedral angles, (c) relative grains radii and
(d) relative distance between the grain centers. On these curves, only one point out of ten is reported to provide a better readability of the results.
Conversely, the variation of the grains radii (r1 and r2) and of the distance between the grains
centers (D) is similar for both types of systems studied; these parameters are weakly, if not,
comparable for both systems and reaches about 10% after 100 min of sintering at 1100°C
(Figure 4c). As detailed in a previous work 22, such decrease in the grains size is mainly due
to the inter-granular rearrangement as well as pores and defects elimination during heating for
polycrystalline systems. In this case, pore and defects elimination is enhanced by grain
boundary diffusion in the bulk of spheres.
In addition, the variation of the grains radii is accompanied by the slight decrease of distance
between grains centers (Figure 4d) which accounts for the densification of the two grains
system 4,31. It is to be noted that such a phenomenon is generally associated with the second
stage of sintering (characterized by the elimination of the open porosity), and responsible for
the macroscopic shrinkage of the compacts. Nevertheless, the observations performed in situ
during this study clearly evidence that the beginning of the densification is concomitant with
the neck formation, i.e. that there is not a clear boundary between the first and second stages
of sintering. As a matter of fact, a similar trend was also observed by Lange 32 during the
sintering of zirconium oxide compact with polycrystalline grains and single crystal grains
assemblies.
2.3. Neck growth mechanisms and associated activation energies
During the first stage of sintering, the progression of the neck’s elaboration is generally
represented by a dimensionless parameter which makes it possible to compare the
morphological changes occurring in systems constituted by grains with different sizes. The
so-called sintering degree (y) is then defined as the ratio of neck and grains radii (y = x/r) 3,33.
In this study, the neck radius (x) and the mean grains radius (r = (r1+r2)/2) were determined by
image analysis and the evolution of the sintering degree was plotted for both single crystal
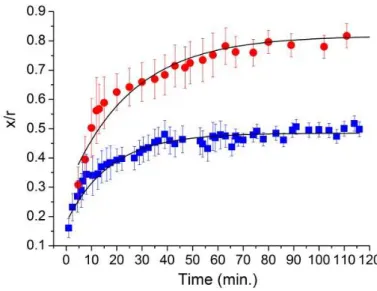
As expected, the evolution of the sintering degree appeared to be driven by the variation of
neck size for both systems: whatever the experimental conditions explored, the sintering
degree was thus systematically higher for the polycrystalline grains than for the single
crystals. Such an observation appeared to be consistent with the early results reported by
Slamovitch and Lange for ZrO2 spherical particles 34. For polycrystalline particles, their
microstructural observations showed that because the crystallites composing the microspheres
exhibited growth, the crystallites embedded in the neck region were unable to maintain an
equilibrium configuration. Hence, the polycrystalline system never reached a steady-state
whereas single crystals rapidly formed a neck with constant size in the same sintering
conditions. The crystallinity of the powders then turns out to be a very important parameter
which influences the sintering behavior at the microscopic and macroscopic scales 23,32 and
should be considered carefully.
Figure 5 : Evolution of the sintering degree (y = x/r) during sintering of two polycrystalline (●) and single crystal (∎∎∎∎) CeO2 microspheres at T = 1100°C. Fitting of the data was performed using a simple
exponential law for the polycrystalline grains and using the general kinetic law of neck growth for single crystal grains.
In order to determine the sintering kinetics constants, the evolution of the sintering degree
determined for each isothermal treatment (1050°C – 1225°C) was then fitted using different
analytical sintering models. For single crystal particles, the general law of neck growth
developed during the 1950’s to model the first stage of sintering was used 1,5,3 :
= . (1)
Where y = x/r denotes the sintering degree, k is a kinetic constant, t is the duration of heat
treatment, and n and m are exponents characteristic of the diffusion process involved (i.e.
mainly surface, volume or grain boundary diffusion).
It is to be noted that such a model could also be used to describe the linear shrinkage of a
pellet during sintering. Its application was massively used in the field of ceramic materials,
since it allowed the identification of diffusion mechanisms and of kinetics parameters through
macroscopic measurements (the Dorn’s method, based on dilatometry, being probably one of
the most common approach). In this study, the general law described above was used for the
first time at the microscopic level and led to determine effective kinetics constants at different
temperatures (Table 1).
The k values obtained were further plotted into an Arrhenius diagram in order to determine
the activation energies corresponding to the first stage of sintering in the two systems
considered. For the one based on single crystal particles, the activation energy was found to
516 ± 27 kJ.mol-1 (Figure 6a). This value is consistent with those previously reported in the
literature for the sintering of bulk cerium dioxide. However, it is clearly located in the upper
limit of the wide range of values reported by various authors and obtained under different
experimental conditions 25,35. As a matter of example, Florio et al. determined a value of 325
Table 1 : Kinetics constant obtained during the sintering of polycrystalline grainswith exponential law ( =
. ( ) + ) and single crystal grains with the law of neck growth ( = . ).
Temperature (°C)
Single crystal grains Polycrystalline grains k' = (k/rm)1/n k ln(k) a0 k ln(k) 1050 0.17 2.26×104 10.03 -62.87 0.016 -4.14 1100 0.22 1.75×105 12.07 -28.01 0.035 -3.33 1150 0.29 6.24×105 13.34 n.d. n.d. n.d. 1200 0.36 2.98×106 14.90 -14.19 0.070 -2.65 1225 n.d. n.d. n.d. -6.67 0.15 -1.89 n.d. : not determined
Figure 6 : Arrhenius diagram and activation energies determined during sintering at different temperature (between 1050°C – 1225°C) for (a) single crystal grains (∎∎∎∎) and (b) polycrystalline grains (●).
For the polycrystalline grains-based system, the experimental data was modeled with an
exponential function (Figure 5). Indeed, the general law previously used was developed
based on the hypothesis of single crystals and cannot apply to polycrystals for which there is
actually no model available in the literature. Hence, a simple first-order law was considered
and allowed the determination of sintering kinetics:
6.7 6.8 6.9 7.0 7.1 7.2 7.3 7.4 7.5 7.6 10 11 12 13 14 15 (a) 1/T (10-4xK) ln ( k ) 6.6 6.7 6.8 6.9 7.0 7.1 7.2 7.3 7.4 7.5 7.6 -4.5 -4.0 -3.5 -3.0 -2.5 -2.0 -1.5 (b) ln ( k ) 1/T (10-4xK)
= . ( ) + (2)
Where y = x/r denotes the sintering degree, y0 the sintering degree à t = 0, k the kinetic
constant, t the duration of heat treatment and a0 a constant.
On this basis, the activation energy determined by using the Arrhenius diagram from the
values gathered in Table 1 was about 186 ± 31 kJ.mol-1 (Figure 6b). Such a value is
significantly lower than that determined for the single crystal grains system, indicating that
the mechanisms involved in the neck’s formation, and more generally in the global
morphology’s evolution, are different between the two systems considered.
For polycrystalline particles, activation energy is significantly lower than the values generally
reported in the literature for the sintering of bulk CeO2, which are commonly associated to
pure matter diffusion between the grains 36,37. Conversely, the value obtained in this work is
more likely representative of two mechanisms occurring concomitantly (at least partially)
during the heat treatment. At the beginning of heating, several crystallites with nanoscale size
are present in the region of contact between the two grains. The formation of the neck is then
probably driven by the reorganization of crystalline planes in the same orientation, which
promotes the formation of a continuous lattice between the grains. This crystalline plane
reorganization then leads to the formation of the neck between the grains constituted by many
crystallites. Such a mechanical rearrangement was previously described by some authors and
known as Oriented Attachment (OA) 38. For CeO2 the activation energy associated with this
mechanism ranged between 52 ± 4 kJ.mol-1 39 and 95 ± 15 kJ.mol-1 22.
After its initial formation, the neck between the polycrystalline grains was still formed by
several nanoscale crystallites. Indeed, the Oriented Attachment (OA) mechanism only led to a
moderate growth of crystallites that retain a nanoscale size, and to a decrease of grains
driven by the Oriented Attachment (OA) but by diffusive processes between the two grains.
As stated above, the activation energy reported in the literature for this second kind of
mechanism is generally between 300 kJ.mol-1 40,41 and 600 kJ.mol-1 36,37. As the global
activation energy determined herein for the sintering of two polycrystalline particles (186 ±
31 kJ.mol-1) is ranging between the values reported for Oriented Attachment and diffusion,
both mechanisms probably occur simultaneously and continuously in our system. A similar
combination of processes was also pointed out during the study of nano-ripening within CeO2
microspheres22, which drives the growth of crystallites during heat treatments at high
temperature. However, during this study, a combination of two exponentials had to be used to
fit accurately the crystallites’ growth kinetics, which accounted for the consecutive character
of the different mechanisms operating. Conversely, the use of such two-exponentials model
did not provide satisfying results when fitting the sintering degree evolution depicted in
Figure 5. Hence, oriented attachment and diffusion are probably more intricate in this case : in some locations of the sample, oriented attachment could still occur while grain boundary
diffusion is already operating elsewhere, which could be viewed as differences in the
advancement state of the sintering process. Among other causes, this is likely to result from
the decrease of liberty degree of crystallites induced by the neck formation.
For the single crystal particles, a significantly higher value of the activation energy was
evidenced (516 ± 27 kJ.mol-1). In this case, the Oriented Attachment (OA) cannot occur
notably because of the particles size (several hundredths of nanometers). So, the only way to
process the neck growth is solid state diffusion. It thus corresponds to the well-known
theoretical model where two spherical grains are in contact, and the formation and growth of
the neck is ensured by mass transport from the grains to the neck area region. It was already
noticed that our value is ranging in the upper limit of the data reported in the literature for
cannot be explained only by considering a variable set of operating conditions (particularly in
terms of heat temperature and atmosphere), it is thus very likely that the polycristallinity of
the powdered samples used during these experiments, along with the potential inner porosity
of the microspheres, impacts strongly the activation energy of sintering.
3.4 Material transport path
Five different diffusion processes are usually supposed to drive sintering: surface diffusion,
volume diffusion, grain boundary diffusion, evaporation-condensation and viscous flow42,43.
Among these mass transport mechanisms, only three lead to the densification of the sample
(i.e. for two grains systems, the decrease of distance between the centers of the grains): grain
boundary diffusion, volume diffusion and viscous flow for the liquid phase sintering. The
identification of the diffusion process during cerium oxide sintering can be obtained by using
the general kinetics law of neck growth and subsequent determination of the n value (3).
Indeed, the n value is specific for a given diffusion mechanism with: n = 2 for viscous flow; n
= 3 for evaporation-condensation; n = 4 for volume diffusion; n = 7 for surface diffusion and
n = 6 for grain boundary diffusion 44,45. In our case, the n value can be determined according to equation (3).
= . !"# = ( ′. )"# (3)
In this latter, the rm parameter is supposed to remain almost unchanged, in good agreement
with the weak variation stated from image analysis in all our operating conditions, which led
k’ = k/rm to be constant. In the case of the system constituted by single crystalline grains, the
be systematically close to 6. As a matter of fact, the sintering of two single crystal CeO2
microspheres is then driven by a grain boundary diffusion mechanism (Figure 4).
Table 2 : Values of n exponent determined during sintering of single crystal grainsby using the general kinetic law of neck growth ( = . ). Temperature (°C) N 1050 5.3 ± 0.9 1100 5.8 ± 0.7 1150 6.5 ± 0.8 1200 5.5 ± 0.6
The general kinetic law of neck growth previously used for the identification of diffusion
mechanism during sintering of single crystal grains systems cannot be applied in the case of
sintering of polycrystalline particles. Thus, for such systems, the Herring's scaling law was
used for the identification of the main mass transport mechanism operating during sintering.
Indeed, this law (4) considers the particles size influence on the microstructural modifications
of the sample during sintering. For the powders (or the grains) with similar shapes and
different sizes under the same sintering experimental conditions, the Herring's scaling law
predicts the relative time required to reach the same sintering degree 46. During sintering of
two systems constituted by two spherical grains in contact with different radii, the ratio
between the times required to reach the same degree of sintering can be expressed as 47,48:
" & =
"
Where r1 and r2 are the grains radii, t1 and t2 the sintering times, and m an exponent specific to
the diffusion mechanism operating during sintering, with m = 1 for viscous flow; m = 2 for
evaporation-condensation; m = 3 for volume diffusion and m = 4 for surface diffusion or grain
boundary diffusion.
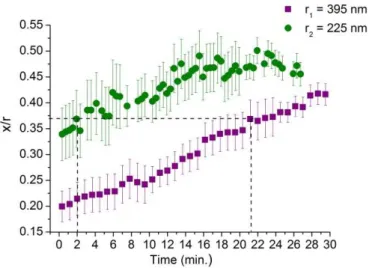
Figure 7 : Evolution of sintering degree (x/r) during heating (T = 1200°C) of two polycrystalline CeO2
microspheres with different sizes: (∎∎∎∎) r1 = 395 ± 10 nm and (●) r2 = 225 ± 10 nm.
Therefore, the Herring scaling law was applied on two polycrystalline grains systems
constituted by grains with different size (r1 = 395 ± 10 nm and r2 = 225 ± 10 nm) and sintered
at 1200°C (Figure 7). For different given sintering degrees (i.e. constant y = x/r value), the
value of the m exponent was calculated and a value close to 4 was systematically obtained
(Table 3). As for single crystals, the prevailing sintering mechanism is thus grain boundary diffusion for polycrystalline grains. In these conditions, the polycristallinity of the particles
appeared to only influence the main type of processes operating during neck elaboration.
Indeed, sintering nanocrystalline aggregates will result in a strong contribution of oriented
attachment that tends to lower the global activation energy. However, it is not expected to
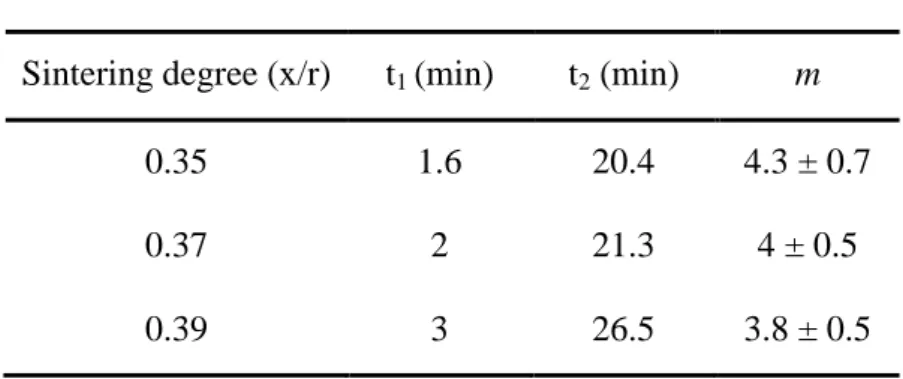
Table 3 : Values of m exponent determined during the sintering of polycrystalline grainsby using the Herring scaling law ((
)= * (
)+ ).
Sintering degree (x/r) t1 (min) t2 (min) m
0.35 1.6 20.4 4.3 ± 0.7
0.37 2 21.3 4 ± 0.5
0.39 3 26.5 3.8 ± 0.5
2.4. Modelling of CeO2 sintering
As already exposed, the main differences in the microstructural modifications occurring in the
polycrystalline and single crystal particles systems is reflected by the significant variation of
sintering degree between both systems for a given time. For all the operating conditions
tested, the evolution of neck size almost reached steady-state for single crystals while the neck
formed between polycrystalline particles kept growing all along the heat treatment. Such a
difference leads to a sintering degree that was generally twice higher for polycrystalline
systems compared to the reference single crystals. On this basis, a comparison with the
evolution of sintering degree calculated by numerical modeling was also performed during
this work in order to evaluate the accuracy of such simulations in the prediction of the kinetics
linked with the first stage of sintering. In this aim, a predictive model using the SALAMMBO
code 49,50 was used. This latter was implemented with the data gathered in the Table 4 51.
Along with the experimental conditions used (temperature) and the topological parameters
evaluated through image analysis to represent the initial geometry of grains in contact,
physical quantities coming from the literature were used. Herein, δDb stands for the product of
the grain boundary diffusion coefficient with the grain boundary thickness, and was calculated
Similarly, δDS corresponds to surface diffusion and was estimated from the relation
established by Jin et al. in the 1200-1390°C range 53 :
,- = (35 ± 1.6) 12453 (67 8&. 91") (5)
with EA = 458 ± 14 kJ.mol-1. The molecular volume of the diffusion species, Ω, and the
surface tension, γS, were taken from the same work. In this latter case, as γS varies from 1.12
to 2.43 J.m-2 with the crystalline orientation, an upper value was considered.
Table 4 : Input data used for modelling of single crystal grains sintering.
E x p er im en ta l
Temperature (°C) Grain radii (nm) Initial neck size (nm)
1100 200 47 L it er a tu re δDb (m3.s-1) 52 δDS (m3.s-1) 53 Ω (m3) 52 γS (J.m-2) 54 10-24 10-24 10-29 2.43
The comparison between modelling and experimental results for the single crystal particles
evidenced a very good correlation between the two sets of data (Figure 8). Indeed, the
evolution of sintering degree followed a similar trend despite slight differences in the absolute
values of y. Such small discrepancies could mainly be assigned to the morphology of the
particles used in the experimental study which were evidently not perfectly spherical. Apart
from this negligible bias, the code used for the calculations thus appeared to fit very nicely the
experimental results. On this basis, it could be used to forecast the behavior of CeO2 single
crystal microspheres in other operating conditions, mainly in terms of heating time and
isostructural actinides-based oxides (such as ThO2, UO2 and PuO2) which are of great interest
in the nuclear fuel cycle although they remain difficult to handle experimentally.
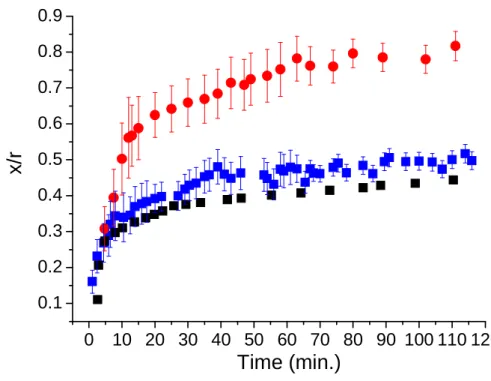
Figure 8 : Comparison between experimental results and modelling during sintering of two CeO2
microspheres at T = 1100°C: (●) polycristalline grains, (∎∎∎∎) single crystal grains and (∎∎∎∎) modelling of single crystal grains sintering.
Conversely, and as expected from the results previously reported above, the simulated curve
exhibited a significant deviation from the polycrystalline particles, i.e. from what is probably
closest to a real material, even if the trends depicted for both data sets remain similar. This
difference once again confirms the influence of the polycrystallinity of the grains on the
sintering evolution, due to the contribution of mechanical reorganization of the crystallites in
the neck region and to grain boundaries internal to spherical particles which act as diffusion
short-circuits. On this basis, the model developed could for now only provide qualitative
guidelines, but will not result in a reliable and quantitative prediction of the sintering degree
evolution and morphology’s variation.
0 10 20 30 40 50 60 70 80 90 100 110 120 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Time (min.)
x
/r
Both rearrangement and simulation of a great number of particles would be necessary for such
a simulation. Such a work has already been undertaken by Martin with a simplified crystallite
description Erreur ! Signet non défini.. Another model has been designed and developed by
Pino-Munoz et al. 55 in order to simulate the evolution of crystallites in contact taking into account
diffusions mechanisms based on the level-set method. It already handles correctly a big
number of crystallites (typically up to 100) but without a full coupling between grain
boundary, surface and bulk diffusion. It recently 56 has taken into account chemical
interdiffusion but, in the same way as SALAMMBO, this model does not account for
3. Conclusion
The use of in situ HT-ESEM as a tool for the investigation of the first stage of sintering of
CeO2 microspheres allowed the first direct observation of the morphological modifications of
the samples during isothermal heat treatment. During these in situ observations a difference of
evolution between the polycrystalline grains and single crystal grains was clearly observed.
Moreover, advanced image processing allowed the determination of original and fundamental
kinetics data that are typical of the processes occurring during the initial stage of densification
in both cases: 186 ± 31 kJ.mol-1 for polycrystalline grains and 516 ± 27 kJ.mol-1 for single
crystal grains.
The interpretation of the activation energies values led to the identification of the sintering
mechanism: the Orientated Attachment (OA) and the diffusion for polycrystalline grains and
pure diffusion for the single crystal grains. That is to say that the presence of several
crystallites in the grains will induce a rapid evolution of the sintering degree due to the fast
formation of contacts between crystallites in the neck region.
In addition, the comparison of experimental data and modelling shows a good correlation
between the experimental data and modeling for the single crystal grains. But also the
difference between sintering degree of polycrystalline grains and single crystal grains
obtained by modeling. So, the single crystal grains generally used as sintering simplified
model is not representative of the evolution of the polycrystalline grains systems, generally
involved during sintering of ceramic materials. It is therefore important to take into account
the presence of several crystallites during modelling of the first stage of sintering, for a better
Acknowledgements. Authors would like to thank the Materials Federative Project included in the NEEDS program (Nucléaire, Energie, Environnement, Déchets, Société) of CNRS for
its continuous financial support.
Supporting Information Available. Videos obtained from the HT-ESEM observation of single-crystal and polycrystalline microspheres sintering at T = 1150°C. This information is
References
1. German, R.M. Sintering: from Empirical Observations to Scientific Principles, Elsevier Butterworth-Heinemann, Oxford, U.K., 2014.
2. Kuczynski, G.C. Physics and chemistry of sintering, Adv. Coll. Interface Sci., 1972, 3, 275-330.
3. Kang, S.J.L. Sintering: Densification Grain Growth and Microstructure, Elsevier Butterworth-Heinemann, Oxford, U.K., 2005.
4. Kuczynski, G.C. The Mechanism of Densification During Sintering of Metallic Particles, Acta Metall., 1956, 4, 58-61.
5. Bernache-Assolant, D. Chimie-physique du frittage, Hermes, Paris, France, 1993. 6. Kuroiwa, D. A Study of Ice Sintering, Tellus, 1961, 13, 252-259.
7. Thomas, G.: Fulrath, R.M. Electron microscopy and structure of materials : proceedings, University of California Press, Berkeley, U.S.A., 1971.
8. Wakai, F.; Brakke, K.A. Mechanics of Sintering for Coupled Grain Boundary and Surface Diffusion, Acta.
Mater., 2011, 59, 5379-5387.
9. Raut, J.S.; Bhagat, R.B.; Fichthorn, K.A. Sintering of Alumina Nanoparticles: A Molecular Dynamics Study, Nanostruct. Mater., 1998, 10, 837-851.
10. Zhang, W.; Schneibel, J.H. Sintering of Two Particles by Surface and Grain Boundary Diffusion - A Two Dimensional Numerical Study, Acta Metall. Mater., 1995, 43, 4377-4386.
11. Wakai, F. Modeling and Simulation of Elementary Process in Ideal Sintering, J. Am. Ceram. Soc., 2006,
89, 1471-1484.
12. Bordère, J.S.; Bernard, D. Full Resolution of the Monte Carlo Iime Scale Demonstrated through the Modelling of TwoAmorphousParticles Sintering, Comput. Mater. Sci., 2008, 43, 1074-1080.
13. Martin, S.; Parekh, R.; Guessasma, M.; Lechelle, J.; Fortin, J.; Saleh, K. Study of Sintering Kinetics of Bimodal Powders : a Parametric DEM Study, Powder Technol., 2015, 270, 637-645.
14. Pan, H.; Ko, S.H. The Solid State Neck Growth Mechanisms in Low Energy Laser Sintering of Gold Nanoparticles: a Molecular Dynamics Simulation Study, J. Heat Transf., 2008, 130, 1-7.
15. Podor, R.; Ravaux, J.; Brau, H.P. in Scanning Electron Microscopy, Viacheslav Kazmiruk Ed, InTech,
Rijeka, Croatia, 2012, 3, 31-54.
16. Knowles, R.W.; Hardt, T.A. High Temperature Specimen Stage and Detector for an Environmental Scanning Electron Microscope, EU Pat. EP 1 003 200 B1, 1996.
17. Gregori, J.; Kleebe, H.J.; Siegelin, F.; Ziegler, G. In Situ SEM Imaging at Temperatures as High as 1450°C,
J. Elec. Microsc., 2002, 54, 347-352.
18. Jacobs, G.; Williams, L.; Graham, U.; Sparks, D.; Davis, B.H. Low-Temperature Water-Gas Shift: In-Situ DRIFTS-Reaction Study of a Pt/CeO2 Catalyst for Fuel Cell Reformer Applications, J. Phys. Chem. B,
2003, 107, 10398-10404.
19. Hirano, M.; Kato, E. Hydrothermal Synthesis of Nanocrystalline Cerium(IV) Oxide Powders, J. Am.
Ceram. Soc., 2011, 50, 7150-7161.
20. Kim, H.S.; Joung, C.Y.; Lee, B.H.; Oh, J.Y.; Koo, Y.H.; Heimgartner, P. Applicability of CeO2 as a
Surrogate for PuO2 in a MOX Fuel Development, J. Nucl. Mater., 2008, 378, 98-104.
21. Minamidate, Y.; Yin, S.; Sato, T. Synthesis of Monodispersed Rod-like and Spherical CeO2 Particles by
Mild Solution Process, Mater. Sci. Eng., 2009, 1, 012003.
22. Nkou Bouala, G.I.; Clavier, N.; Léchelle, J.; Mesbah, A.; Dacheux, N.; Podor, R. In Situ HT-ESEM Study of CeO2 Nano-Ripening : Toward a Control of Nanostructure, Ceram. Intern., 2015, 41, 14703-14711.
23. Anumol, E.A.; Viswanath, B.; Ganesan, P.G.; Shi, Y.; Ramanath, G.; Ravishankar, N. Surface Diffusion Driven Nanoshell Formation by Controlled Sintering Mesoporous Nanoparticle Aggregates, Nanoscale, 2012, 2, 1423-1425.
24. Joly-Pottuz, L.; Bogner, A.; Lasalle, A.; Malchere, A.; Thollet, G.; Deville, S. Improvements for Imaging Ceramics Sintering in situ in ESEM, J. Microsc., 2011, 244, 93-100.
25. Podor, R.; Clavier, N.; Ravaux, J.; Claparède, L.; Dacheux, N.; Bernache-Assollant, D. Dynamic Aspects of Cerium Dioxide Sintering: HT-ESEM Study of Grain Growth and Pore Elimination, J. Eur. Ceram. Soc., 2012, 32, 353-362.
26. ImageJ: Wayne Rasband, http://rsbweb.nih.gov/ij/ (accessed 12.16.2015); Fiji: Johannes Schindelin and al.
27. Abramoff, M.D.; Magalhães, P.J.; Sunanda, R.J. Image Processing with ImageJ, Biophotonics Intern.,
2004, 11, 36-42.
28. Pascau, J.; Mateos Pérez, J.M. Image Processing with ImageJ, Packt publishing Ltd, Birmingham, U.K., 2013.
29. Favrichon, J. / Imageju, https://github.com/jfavrichon/imageju (accessed 12.16.2015).
30. Léchelle, J.; Martin, S.; Boyer, R.; Saikouk, K. A Sub-granular Scale Model for Solid-state Free Sintering : Results on the Evolution of Two Grains, J. Chem. Technol. Metall., 2014, 49, 263-274.
31. Swinkels, F.B.; Ashby, M.F. A Second Report on Sintering Diagrams, Acta Metall., 1981, 29, 259-281.
32. Lange, F.F. Densification of Powder Compacts: An Unfinished Story, J. Eur. Ceram. Soc., 2008, 28, 1509-1516.
33. Lee, W.K.; Eadie, R.L.; Weatherly, G.C.; Aust, K.T. A Study of the Sintering of Spherical Silver Powder— II. The Initial Stage, Acta Metall., 1978, 26, 1837-1843.
34. Slamovich, E.B.; Lange, F.F. Densification Behavior of Single Crystal and Polycrystalline Spherical Particles Zirconia, J. Am. Ceram. Soc., 1990, 73, 3368-3375.
35. Clavier, N.; Podor, R.; Deliere, L.; Ravaux, J.; Dacheux, N. Combining in situ HT-ESEM Observations and Dilatometry: An Original and Fast Way to the Sintering Map of ThO2, Mater. Chem. Phys., 2013, 137,
742-749.
36. Zhang, T.; Hing, P.; Huang, H.; Kilner, J. Sintering and Grain Growth of CoO-doped CeO2 Ceramics, J. Europ. Ceram. Soc., 2002, 22, 27-34.
37. Chen, P.L.; Chen, I. Grain Growth in CeO2: Dopant Effects, Defect Mechanism, and Solute Drag, J. Am. Ceram. Soc., 1996, 79, 1793-1800.
38. Zhang, J.; Huang, F.; Lin, Z. Progress of Nanocrystalline Growth Kinetics Based on Oriented Attachment,
Nanoscale, 2009, 2, 18-34.
39. Scardi, P.; Leoni, M.; Muller, M.; Maggio, R.D. In situ Size-strain Analysis of Nanocrystalline Ceria Growth Mater. Sci. Eng., 2010, 528, 77-82.
40. de Florio, D.Z.; Esposito, V.; Traversa, E.; Muccillo, R.; Fonseca, F.C. Master Sintering Curve for Gd-doped CeO2 Solid Electrolytes, J. Therm. Anal. Calorim., 2009, 97, 143-147.
41. Zhang, T.; Hing, P.; Huang, H.; Kilner, J. Early-stage Sintering Mechanisms of Fe-doped CeO2, J. Mater.
Sci., 2002, 37, 997-1003.
42. Handwerker, C.A. PhD thesis, Massachusetts Institute of Technology, U.S.A. 1983.
43. Gessinger, G.H. Volume Diffusion as Densification Rate-controlling Step in Sintering, Scripta Metall., 1970, 4, 673-675.
44. Coble, R.L. Initial Sintering of Alumina and Hematite, J. Am. Ceram. Soc., 1958, 41, 55-61.
45. Ashby, M.F. A First Report on Sintering Diagrams, Acta Metall., 1974, 22, 275-289.
46. Herring, C. Effect of Change of Scale on Sintering Phenomena, J. Appl. Phys., 1950, 21, 301-303.
47. Kothari, N.C. The Effect of Particle Size on Sintering Kinetics in Alumina Powder, J. Nucl. Mater., 1965,
17, 43-53.
48. Lequitte, M.; Autissier, D. Synthesis and Sintering of Nanocrystalline Erbium Oxide, Nanostruct. Mater., 1995, 6, 333-336.
49. Ajdour, M. PhD thesis, Ecole des Mines de St-Etienne, France, 2006.
50. Ajdour, M.; Léchelle, J.; Valdivieso, F.; Goeuriot, P.; Saikouk, K.; Boyer, R. Sintering Simulation at a Scale Lower than the Grain Size, Adv. Sci. Technol., 2006, 45, 516-521.
51. Martin, S. PhD Thesis, Université de Technologie de Compiègne, France, 2014.
52. Chen, I.W. Grain Boundary Kinetics in Oxide Ceramics with the Cubic Fluorite Crystal Structure and its Derivative, Interf. Sci., 2000, 8, 147-156.
53. Jin, M.; Shimada, E.; Ikuma, Y. Atomic Force Microscopy Study of Surface Diffusion in Polycristalline CeO2 via Grain Boundary Grooving, J. Ceram. Soc. Jap., 2000, 5, 456-461.
54. Feral-Martin, C. PhD Thesis, Université Bordeaux 1, France, 2010.
55. Pino-Munoz, D.; Bruchon, J.; Drapier, S.; Valdivieso, F. Sintering at Particle Scale: An Eulerian Computing Framework to Deal with Strong Topological and Material Discontinuities, Arch. Comput. Method. E, 2014, 21, 141-187.