Pour l'obtention du grade de
DOCTEUR DE L'UNIVERSITÉ DE POITIERS UFR des sciences fondamentales et appliquées
Pôle poitevin de recherche pour l'ingénieur en mécanique, matériaux et énergétique - PPRIMME (Poitiers)
(Diplôme National - Arrêté du 7 août 2006)
École doctorale : Sciences et ingénierie en matériaux, mécanique, énergétique et aéronautique -SIMMEA (Poitiers)
Secteur de recherche : Milieux denses, matériaux et composants
Présentée par :
Sébastien Chollet
Étude des modifications microstructurales de superalliages à base nickel induites par nitruration assistée plasma
Directeur(s) de Thèse : Claude Templier, Luc Pichon
Soutenue le 14 novembre 2014 devant le jury
Jury :
Président Thierry Czerwiec Professeur des Universités, Université de Lorraine Rapporteur Thierry Czerwiec Professeur des Universités, Université de Lorraine
Rapporteur Daniel Monceau Directeur de recherche, CIRIMAT-ENSIACET de Toulouse Membre Claude Templier Professeur des Universités, Université de Poitiers
Membre Eric Andrieu Professeur des Universités, Université de Toulouse Membre Marjorie Cavarroc Co-pilote Réseaux Matériaux et Procédés, SAFRAN, Paris Membre Frédéric Danoix Chargé de recherche CNRS, Institut des matériaux de Rouen Membre Jonathan Cormier Maître de conférences, ISAE-ENSMA de Poitiers
Pour citer cette thèse :
Sébastien Chollet. Étude des modifications microstructurales de superalliages à base nickel induites par nitruration assistée plasma [En ligne]. Thèse Milieux denses, matériaux et composants. Poitiers : Université de Poitiers, 2014. Disponible sur Internet <http://theses.univ-poitiers.fr>
THESE
pour l’obtention du Grade de
DOCTEUR DE L’UNIVERSITE DE POITIERS
(Faculté des Sciences Fondamentales et Appliquées) (Diplôme National - Arrêté du 7 août 2006)
Ecole Doctorale : Sciences et Ingénierie
en Matériaux, Mécanique, Energétique et Aéronautique Secteur de Recherche : Milieux denses, matériaux et composants
Présentée par :
Sébastien CHOLLET
************************Etude des modifications microstructurales de superalliages à base nickel
induites par nitruration assistée plasma
************************ Directeurs de Thèse : C.TEMPLIER, L.PICHON ************************ Soutenue le 14 novembre 2014 devant la Commission d’Examen
************************
JURY
T.CZERWIEC Professeur des Universités, Université de Lorraine, Institut Jean Lamour, Nancy
Rapporteur D. MONCEAU Directeur de Recherche CNRS, CIRIMAT,
ENSIACET, Toulouse
Rapporteur E.ANDRIEU Professeur des Universités, ENSIACET, CIRIMAT,
Toulouse
Examinateur M.CAVARROC Co-pilote Réseaux Matériaux et Procédés, SAFRAN Examinateur J.CORMIER Maître de Conférences, ISAE-ENSMA, Institut P’, Poitiers Examinateur F.DANOIX Chargé de Recherche, Groupe de Physique des Matériaux,
Rouen
Examinateur C.TEMPLIER Professeur des Universités, Université de Poitiers, Institut P’,
Poitiers
Remerciements
Avant d’entrer dans le cœur du sujet, je tiens tout d’abord à remercier tous ceux qui m’ont
apporté leur aide dans de nombreux domaines comme les connaissances nécessaires et les différentes techniques mais également le soutien moral.
Pour cela, je remercie en premier lieu mes directeurs de thèse, Claude TEMPLIER, Luc PICHON et Jean Baptiste DUBOIS pour leur disponibilité et leur confiance durant ces trois
années, ce qui m’a permis de mener à bien mes travaux de recherche et ainsi terminer ma
thèse.
Je tiens également à remercier l’ensemble des personnes qui ont contribués à la réalisation de
ces travaux : Jonathan CORMIER et Patrick VILLECHAISE pour l’approvisionnement en
matériaux et leurs précieux conseils, Baptiste LARROUY avec qui j’ai mené des expériences
communes, Michel DROUET, Anne-Marie Archambault, Alain DECLEMY, Dominique EYDI et Patrick TANGUY pour la réalisation des manipulations et leurs interprétations.
Je remercie également Thierry CZERVIEC et Daniel MONCEAU de m’avoir fait l’honneur d’être rapporteurs de ce manuscrit ainsi qu’Éric ANDRIEU, Marjorie CAVARROC, Jonathan CORMIER, Frédérique DANOIX et Claude TEMPLIER d’avoir accepté de participer à ce
jury.
Enfin, je tiens tout particulièrement à remercier l’ensemble des doctorants présent lors de ma
thèse : Maxime VALLET, Mustapha NENICHE, Wajdi SAÏDI, Wenbo YU et Jonathan MICHEL.
THESE
pour l’obtention du Grade de
DOCTEUR DE L’UNIVERSITE DE POITIERS
(Faculté des Sciences Fondamentales et Appliquées) (Diplôme National - Arrêté du 7 août 2006)
Ecole Doctorale : Sciences et Ingénierie
en Matériaux, Mécanique, Energétique et Aéronautique Secteur de Recherche : Milieux denses, matériaux et composants
Présentée par :
Sébastien CHOLLET
************************Etude des modifications microstructurales de superalliages à base nickel
induites par nitruration assistée plasma
************************ Directeurs de Thèse : C.TEMPLIER, L.PICHON ************************ Soutenue le 14 novembre 2014
devant la Commission d’Examen
************************
JURY
T.CZERWIEC Professeur des Universités, Université de Lorraine, Institut Jean Lamour, Nancy
Rapporteur D. MONCEAU Directeur de Recherche CNRS, CIRIMAT,
ENSIACET, Toulouse
Rapporteur E.ANDRIEU Professeur des Universités, ENSIACET, CIRIMAT,
Toulouse
Examinateur M.CAVARROC Co-pilote Réseaux Matériaux et Procédés, SAFRAN Examinateur J.CORMIER Maître de Conférences, ISAE-ENSMA, Institut P’, Poitiers Examinateur F.DANOIX Chargé de Recherche, Groupe de Physique des Matériaux,
Rouen
Examinateur C.TEMPLIER Professeur des Universités, Université de Poitiers, Institut P’,
Poitiers
INTRODUCTION ... 3
CHAPITRE 1. CONTEXTE DE L’ETUDE ... 7
1. LES SUPERALLIAGES A BASE NICKEL ... 7
1.1. Introduction. ... 7
1.2. Conception et élaboration des superalliages à base Ni ... 8
1.2.1. Influence de la composition chimique sur la structure et les propriétés ... 8
1.2.2. Evolutio des p o d s d’ la o atio et i flue e su les p op i t s des supe alliages ... 11
2. LA NITRURATION ... 15
2.1. Les principales techniques de nitruration ... 15
3. LA NITRURATION PLASMA DES SUPERALLIAGES ... 18
3.1. Effet de la température et du temps de nitruration sur la microstructure ... 18
3.2. Effet de la structure induite après nitruration sur les propriétés ... 21
CHAPITRE 2. MATERIAUX ETUDIES ET PROCEDURES EXPERIMENTALES... 25
1. LES MATERIAUX ... 25
1.1. Superalliages de structure polycristalline ... 25
1.1.1. Co ditio s d’ la o atio et o positio s hi i ues ... 25
1.1.2. Structure et microstructure des alliages ... 27
1.2. Superalliages à structure colonnaire ... 35
1.3. La structure monocristalline ... 38
2. PROCEDURES EXPERIMENTALES ... 41
2.1. Préparation des échantillons ... 41
2.2. Procédé de nitruration ... 42
2.2.1. Description du réacteur ... 42
2.2.2. Conditions expérimentales ... 43
2.3. Techniques de caractérisation ... 44
2.3.1. Te h i ues d’o se vatio et d’a al se hi i ue ... 45
2.3.2. Te h i ues d’a al se des phases ... 46
2.3.3. Te h i ue d’a al se de la topog aphie de su fa e ... 46
2.3.4. R su des diff e tes te h i ues d’a al se utilis es pou l’ tude de os at iau ... 47
CHAPITRE 3. NITRURATION A BASSE TEMPERATURE ... 51
1. LA NITRURATION DE LA PHASE ... 51
1.1. Etude des profils de concentration ... 52
1.2. Identification des phases par diffraction des rayons X ... 54
1.3. Topographie de surface et réponse élasto-plastique ... 58
1.4. Etude de la structure fine à la surface du Ha230 ... 64
1.5. Conclusio su la it u atio de la phase γ ... 67
2. COMPORTEMENT DE LA PHASE ’ LORS DU PROCESSUS DE NITRURATION ... 68
2.1. Etude des profils de concentration ... 68
2.1.1. Matériaux à structure polycristalline (U720 et N18) ... 68
2.1.2. Matériaux à structure colonnaire (Mar-M200) ... 73
2.1.3. Matériaux à structure monocristalline (MC2 et MC-NG) ... 75
2.2. Identification des phases par diffraction des rayons X. ... 77
2.2.2. Matériaux à structure monocristalline ... 80
2.3. Etude de la épa titio de l’azote e t e les diffé e tes phases ... 83
2.3.1. Matériaux à structure polycristalline ... 83
2.3.2. Matériaux à structure monocristalline ... 88
2.3.3. Détermination de la teneur en azote dans les différents précipités ... 94
2.4. Topographie de surface et réponse élasto-plastique ... 97
2.4.1. Matériaux à structure polycristalline ... 97
2.4.1. Matériaux à structure colonnaire et monocristalline ... 101
3. ORIGINE DE DIFFERENCE DE COMPORTEMENT DES PRECIPITES FACE A L’INCORPORATION DE L’AZOTE ... 105
3.1. Effet de la taille des précipités ... 105
3.2. Effet de la cohérence entre précipités et matrice ... 108
3.3. Effet de la co positio chi i ue de la phase γ’. ... 110
4. CONCLUSION SUR LE TRAITEMENT DE NITRURATION A 400°C ... 115
CHAPITRE 4. ETUDE A PLUS HAUTE TEMPERATURE ... 120
1. STABILITE THERMIQUE DE LA COUCHE NITRUREE ... 120
1.1. Le matériau de référence Ha230 ... 120
1.1.1. Etudes des profils de concentration ... 120
1.1.2. Identification des phases par diffraction des rayons X ... 122
1.1.3. Topographie de surface et réponse élasto-plastique ... 124
1.1.3.1. Sur la zone masquée ... 124
1.1.3.2. Sur la zone nitrurée ... 130
1.1.4. Co lusio su les o s ue es d’u e uit su le Ha ... 135
1.2. Co po te e t de la phase γ’ lo s d’u ecuit à °C ... 136
1.2.1. Etude des profils de concentration ... 136
1.2.1.1. L’U ... 136
1.2.1.2. Le MC2 ... 137
1.2.2. Identification des phases par diffraction des rayons X ... 139
1.2.2.1. L’U ... 139
1.2.2.2. Le MC2 ... 140
1.3. Topographie de surface et réponse élasto-plastique ... 142
1.3.1. Su fa e de l’U ... 142
1.3.1.1. Sur la zone masquée ... 142
1.3.1.2. Sur la zone nitrurée ... 145
1.3.2. Surface du MC2 ... 147
1.3.2.1. Sur la zone masquée ... 147
1.3.2.2. Sur la zone nitrurée ... 147
1.4. Co sé ue ce d’u ecuit post it u atio à 9 °C du a t heu es d’u MC o ie té < > .... 150
1.4.1. Modifications morphologiques ... 150
1.4.2. Identification des phases par diffraction des rayons X ... 152
1.5. Co sé ue ce d’u ecuit post it u atio à °C du a t heu es du MC ... 154
1.5.1. Modifications morphologiques ... 154
1.5.2. Identification des phases par diffraction des rayons X ... 158
1.6. Co clusio su les co sé ue ces d’u ecuit des écha tillo s it u és à °C ... 159
2. ETUDE DU TRAITEMENT A 650°C DURANT 1 HEURE ... 160
2.1. Nitruration à 650°C du matériau de référence Ha230 ... 161
2.1.1. Etude des profils de concentration ... 161
2.1.2. Identification des phases par diffraction des rayons X ... 162
2.2. Co po te e t de la phase γ’ lo s d’u e it u atio à °C ... 165
2.2.1. Etude des profils de concentration ... 165
2.2.1.1. L’U ... 165
2.2.1.2. Le MC2 ... 166
2.2.2. Identification des phases par diffraction des rayons X ... 167
2.2.2.1. L’U ... 167
2.2.2.2. Le MC2 ... 169
2.2.3. Topographie de surface et réponse élasto-plastique ... 170
2.2.3.1. L’U ... 170
2.2.3.2. Le MC2 ... 174
2.3. Conclusion sur le traitement de nitruration durant 1 heure à 650°C. ... 176
CONCLUSION ET PERSPECTIVES ... 181
1
3
Introduction
De os jou s, l’a ie i o da le est utilisé comme matériau de structure dans des
se teu s t s va i s o e la o st u tio , l’auto o ile, la o se vatio ali e tai e,
l’ e gie, la sa t ... L’u e des p op i t s les plus i t essa tes est sa sista e à la corrosion. Cette résistance provient de sa fa ult à s’auto-protéger en formant de façon
spontanée à sa su fa e u fil o ple e d’o de et d’h d o de de h o e, appel
« couche passive ». Cette ou he de l’o d e du a o t e d’ paisseu entraîne alors une
très faible vitesse de corrosion. Ces différents aciers inoxydables peuvent se classer en quatre grandes familles possédant chacune leurs propres caractéristiques : aciers inoxydables austénitiques, aciers inoxydables martensitiques, aciers inoxydables ferritiques et aciers inoxydables austéno-ferritiques également appelés « duplex »
Dans ce qui suit, nous allons nous intéresser uniquement aux aciers inoxydables aust iti ues a e so t de loi les plus e plo s et les plus o us. Ce t pe d’a ie est essentiellement employé dans le domaine industriel comme la tuyauterie, les équipements
pou les p oduits hi i ues… où le ph o e de du isse e t supe fi iel et l’a lio atio
à la corrosion des pièces sont des atouts majeurs [1]. Dans la plupart des applications, les
propriétés mécaniques de ces aciers sont satisfaisantes et ne nécessitent pas d’a lio atio .
Cependant, dans certains cas comme par exemple pour les grappes de commande des réacteurs nucléaires à eau pressurisée (REP), ces aciers ne sont pas utilisables, soit à cause de leurs propriétés mécaniques insuffisantes, soit en raison de leur sensibilité à certains modes particuliers de corrosion comme la corrosion sous contrainte [2].
Pour répondre en partie à ce genre de difficultés, de nombreuses recherches sur le
t aite e t de su fa e de es at iau o t pe is d’a lio e leu s p op i t s a i ues
notamment en fatigue et en fluage.
Dans le cas d’environnements encore plus agressifs à de très hautes températures,
ce sont les superalliages à base Ni qui sont utilisés, par exemple pour les turbines aéronautiques et terrestres. En effet, ces matériaux métalliques combinent de hautes caractéristiques mécaniques dans un large domaine de températures et une excellente te ue à la o osio et/ou à l’o datio . Cependant, pour permettre leur utilisation dans des
4
conditions toujours plus sévères de fonctionnement, et augmenter la durée de vie des pièces, un traitement de surface pourrait être une solution tout comme dans le cas des aciers inoxydables austénitiques.
Dans ce contexte, le traitement de surface de nitruration assistée plasma de différents types de superalliages à base Ni a été expérimenté. Pour mener à bien cette étude, nous avons sélectionné des superalliages à base Ni très différents aussi ie d’u point de vue de la microstructure que de la composition chimique et nous avons alors
comparé leur réponse à une nitruration à celle de l’a ie i o da le aust iti ue L et
d’u alliage CoC . Cette o pa aiso doit ous pe ett e de o p e d e o e t l’azote
agit dans toutes ces phases austénitiques, à la fois selon leurs différentes compositions chimiques (alliages à base Fe, Co et Ni) et à la fois selon la présence de précipités. Une fois ces différents mécanismes mieux compris, des conditions de traitement optimales pourront
être envisagées afin d’a lio e leu s p op i t s mécaniques.
Le premier chapitre est un rappel bibliographique dont la première partie est un e ueil su les a a t isti ues et les diff e ts odes d’ la o atio des supe alliages à ase
Ni. La seconde partie rappelle les principaux résultats d’ tudes a t ieu es o e a t des
traitements de nitruration de tels alliages.
Les caractéristiques des différents superalliages utilisés pour cette étude (microstructure et composition chimique), les conditions de nitruration ainsi que les
techniques de a a t isatio fo t l’o jet du hapit e .
Le chapitre 3 concerne les résultats obtenus suite au traitement de nitruration à 400°C. Cette partie se décompose en plusieurs sous-parties en fonction des phases et des structures de nos matériaux. Nous avons comparé dans un premier temps le comportement
de la seule phase austénitique selon u’il s’agit d’u e ase Fe, Co ou ie Ni, puis e suite
lorsque cette phase contient des précipités de phase ’.
Le chapitre 4 concerne une étude à plus haute température (650°C) approchant la te p atu e d’usage des matériaux. Pour cela, nous avons commencé par étudier la stabilité de la couche formée suite au traitement de nitruration à 400°C lo s d’un recuit à 650°C. Ensuite, nous avons effectué la nitruration directement à haute température.
5
Chapitre 1 :
Chapit e . Co texte de l’étude
7
Chapit e . Co texte de l’étude
1.
Les superalliages à base nickel
1.1.
Introduction.
Le terme « superalliages » fut utilisé pour la première fois peu de temps après la
Seconde Gue e o diale pou d i e u g oupe d’alliages sista t à des te p atu es
lev es pou u e utilisatio da s les oteu s à tu i e d’a o efs. Cepe da t, ’est dès le
19ème si le ue o e e l’histoi e des supe alliages, ave l’ la o atio des p e ie s
alliages Ni-Cr-Mo pa l’a glais Cha les Pa so s lui pe etta t d’a lio e les pe fo a es
de ses turbines à vapeur [3]. Une définition de ces alliages a été donnée par Chester T. Sims
en 1972 [4] : « Un superalliage est un alliage basé sur les éléments du groupe VIIIB,
développé pour une utilisation à température élevée, combinant résistance mécanique et stabilité de surface ». Ainsi, les superalliages actuels, essentiellement à base nickel, cobalt et
fer, sont des alliages complexes prése ta t d’e elle tes p op i t s a i ues
(notamment en fluage et fatigue) à hautes températures (au-delà de 0,7 fois leur température de fusion (Tf)), métallurgiquement stable, ils possèdent une bonne résistance à la o osio et à l’o datio à haud. Abondant et produit en France (Nouvelle Calédonie),
utilis s da s u p e ie te ps da s les oteu s d’avio , leu utilisatio s’est te due à de
nombreux autres domaines : turbines aéronautiques et terrestres principalement, mais aussi industries pétrolières et gazières, moteur de fusées, industrie nucléaire, outils, accessoires di au … où ils sont soumis à des températures élevées et des sollicitations mécaniques sévères [5], [6].
Parmi les différentes familles de superalliages, les superalliages à base Ni qui sont
utilisés principale e t da s les pa ties haudes des tu i es dis ues, au es, … , p se te t
une grande diversité tant en termes de o positio u’e te es de microstructure. Les
premiers superalliages à base Ni o t t o te us à pa ti de l’alliage i kel-chrome « 80/20 »
Chapit e . Co texte de l’étude
8
ajouta t u e fai le ua tit d’alu i iu et de tita e [7]. Depuis, afin de répondre aux
e ige es de plus e plus e t es i pos es pa les oto istes, des a lio atio s ’o t
ess d’ t e alis es su es alliages e joua t su les o positio s hi i ues ai si ue su les te h i ues d’ la o atio et les traitements thermiques. Une description non exhaustive de l’i flue e des p i ipau pa a t es d’ la o atio o positio hi i ue, te h i ues d’ la o atio su les a a t isti ues i ost u tu e et p op i t s des supe alliages à base Ni est exposée dans les paragraphes suivants [8].
1.2.
Conception et élaboration des superalliages à base Ni
Diverses étapes sont nécessaires en fonction des propriétés recherchées : en premier lieu, une optimisation de la composition chimique afin de définir les phases
souhaitées ; un choix de p o d d’ la o atio voie lassi ue ou tallu gie des poud es ;
puis pour finir un enchaînement de traitements thermiques, étape critique car elle influe di e te e t su la i ost u tu e de l’alliage et pa o s uent sur ses propriétés mécaniques [9].
1.2.1. Influence de la composition chimique sur la structure et les propriétés
Les superalliages à base Ni so t des at iau poss da t u e at i e dite , phase
de type austénitique, qui est une solution solide de structure cubique à face centrée
désordonnée à base de Ni o te a t g ale e t des l e ts d’additio s e
substitution) contribuant à son renforcement tels que Co, Cr, Mo, et W (Figure 1) [10]. En effet, les rayons atomiques différents de ces éléments de substitution provoquent une distorsion du réseau impliquant une augmentation de la résistance au glissement des dislocations.
Suivant le type de superalliage, cette matrice est généralement renforcée par la précipitatio d’u e se o de phase dite ’, qui est une phase stable de formule chimique Ni3(Al,Ti,Ta) [5], [6], [10], [11], [12]. Cette phase est un composé intermétallique dérivé de la
9
structure cubique à faces centrées : au centre des faces de la maille cubique, on trouve les atomes de nickel ou ceux des éléments de substitution (Cr, Co, Mo, W) et sur les sommets les ato es d’alu i iu ou eu des l e ts de su stitutio Ti, Ta, N . Cet a a ge e t
atomique correspond à la structure ordonnée, dénommée L12 (« notation
Struckturbericht ») [13]. Cette phase présente un faible écart de paramètre de maille avec elui de la at i e lui autorisant une certaine cohérence avec celle-ci (Figure 1).
Figure 1 : Représentation schématique des principales phases dans les superalliages à base Ni [14]
E agissa t su la o positio hi i ue de l’alliage, o peut o te i des p ipit s
autres que ceux de phase ’, qui participent eux aussi au renforcement de la matrice. Parmi
es phases, o t ouve pa e e ple la phase ’’ ui est u e phase tasta le, o donnée, de
composition Ni3Nb, de structure quadratique centrée de type DO22 ou ie la phase ,
gale e t appel e β, de structure orthorhombique de type DOa, qui est la phase stable de
Ni3Nb [15].
Les superalliages à base Ni peuvent également être renforcés par la présence de carbures, nitrures et/ou de borures précipitant préférentiellement aux joints de grains. Le renforcement est observé à basse température si la fraction volumique des a u es/ o u es ’est pas t op i po ta te. Da s le as o t ai e, ela peut avoi u e influence néfaste sur la vitesse de fluage ainsi que sur la résistance à la rupture [4]. Parmi les carbures, deux catégories se distinguent : les carbures primaires de formule MX (où M= Ti, N , Mo, … et X=C, N) et les carbures dits secondaires de formule M6C, M7C3 et M23C6
Chapit e . Co texte de l’étude
10
en Mo, W, et Cr. Ces carbures étant riches en Ni, Nb, Mo, Cr, leur précipitation s’a o pag e souve t d’u appauv isse e t i po ta t de la at i e e vi o a te e l e ts d’alliage tels ue C et N [16]. L’ajout d’ l e ts d’additio permet donc le e fo e e t de la phase di e te e t pa solutio solide ou ie pa le iais de la
formation de précipités d’aut es phases (voir Tableau 1).
Eléments Effets positifs recherchés Effets négatifs
Cr
Renforce la phase , améliore la résistance à
la o osio à haud et à l’o datio , formation de carbures M23C6*
Formation de carbures M23C6*, favorise la formation de TCP
Mo Renforce la phase , formation de carbures
M6C et MC*
Formation de carbures M6C et MC*, augmente la densité
W Renforce la phase Favorise la formation de TCP,
augmente la densité
Ta Renforce la phase ’, a lio e la sista e
à l’o datio , fo atio de a u es MC*
Formation de carbures MC*, augmente la densité
Ti Renforce la phase ’, fo atio de a u es
MC* Formation de carbures MC*
Al Précipitation de la phase ’, a lio e la
sista e à l’o datio .
Nb, V Renforce la phase ’, précipitation des
phases ’’ et , formation de carbures MC* Formation de carbures MC*
Co Renforce la phase , augmente le solidus et
peut augmenter ou diminuer le solvus.
Re Renforce la phase , ralentit la
déstabilisation de la structure /’. Augmente la densité
C Formation de carbures* Formation de carbures*
B, Zr
Améliore la résistance à la ductilité des joints de grains, inhibe la croissance des carbures.
Tableau 1: Rôle des p i ipau l e ts d’additio da s les supe alliages à ase Ni [17]
(*) La formation de carbures au sein de ces matériaux est complexe tant en nature, forme taille et localisation (inter-intragranulaire).
11
Cepe da t, l’ajout de e tai s l e ts o duit à u e aug e tatio de de sit de
l’alliage, voi e s’ils so t utilis s e e s, à u e su satu atio , pouva t t e à l’o igi e de la
formation de phases topologiquement compactes (TCP). La plus connue est la phase σ et
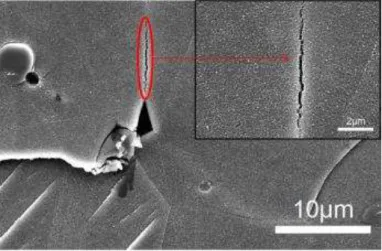
leur composition peut s’ i e (Cr, Mo)x(Ni,Co)y où x et y peuvent varier de 1 à 7. Elles précipitent sous forme de fines plaquettes à partir des joints de grains. De par leur forme et leu g a de du et , es phases o stitue t u site p f e tiel d’a o çage de fissu es et
elles sont connues pour conduire à un affaissement de la résistance m a i ue de l’alliage et
de sa ductilité. De plus, leur formation appauvrit la matrice en éléments durcissants et par conséquent, ces deux effets conjugués conduisent à une baisse de la durée de vie en fluage et en fatigue [13].
1.2.2. Evolutio des p o d s d’ la o atio et i flue e su les p op i t s des
superalliages
La composition chimique à elle seule ne suffit pas à déterminer les propriétés fi ales de l’alliage. Seule sa conjonction avec des p o d s d’ la o atio et de traitements thermiques adaptés permet un contrôle fin de la microstructure (taille et orientation des grains, distribution, taille et morphologie des précipités, … : les choix des procédés et des
paramètres utilisés sont donc fo da e tau pou l’opti isatio des supe alliages et ’o t
ess d’ t e améliorés.
Jus u’au a es 70, les superalliages se présentaient uniquement sous forme de
polycristaux élaborés par voie conventionnelle ou bien par métallurgie des poudres. L’ la o atio conventionnelle s’effe tue pa fusio au fou à i du tio sous vide (VIM : Vaccum Induction Melting) suivie par une nouvelle fusion au four à électrode consommable sous vide (VAR : Vaccum Arc Remelting) ou bien sous laitiers pour les lingots devant être
corroyés1 [16]. Co e a t la tallu gie des poud es, le p o essus de ise e œuv e le plus
utilisé est le filage à la presse à partir de poudres, menant à l’o te tio de billettes qui seront ultérieurement forgés par forgeage isotherme [18].
Chapit e . Co texte de l’étude
12
Afi d’o te i u e i ost u tu e po da t au o je tifs souhait s, les propriétés des superalliages sont optimisées par un traitement thermique ultérieur consistant en une mise en solution de la (ou des) phase(s) durcissante(s), suivie d’u ou deu palie s de vieillissement. Ce traitement, utile pour homogénéiser chimiquement agit essentiellement sur la taille des grains et sur la répartition des phases durcissantes. Il existe deux familles courantes de traitements de mise en solution [19], [20]:
- mise en solution subsolvus, à une température inférieure à la température
de dissolution des p ipit s ’I, ces précipités subsistent alors aux joints de
grains. La mise en solution est alors partielle car seuls les précipités ’ intragranulaires sont dissous. Ce traitement a pour but de conserver une taille de grain très fine, pour optimiser les propriétés de traction et de fatigue, au détriment de la tenue en fluage.
- mise en solution supersolvus, à une température située entre la
température de dissolution des précipités ’I et la température de brûlure2
de l’alliage. La mise en solution est alors totale. Ce traitement permet de
dissoudre les précipités ’, e t aînant le grossissement de la taille de grains.
La tenue en fluage est alors améliorée.
La vitesse de refroidissement lors de la trempe est également un facteur majeur de la répartition des précipités ’. Plus la vitesse de ef oidissement est élevée, plus la précipitation ’ est fi e, ais plus les is ues de tapu es3 et de création de contraintes
internes générant des d fo atio s e ou s d’usi age ou des a o çages de fatigue
prématurés augmentent.
Les traitements de vieillissement (placement des alliages à des températures comprises entre 600 et 800°C pour des durées allant typiquement de quelques heures à uel ues dizai es d’heu es ont pour but de précipiter le maximum de phases durcissantes, de a u es et de o u es et d’opti iser leu o phologie. L’o je tif est d’o te i des précipités stables pour des applications de longues durées.
2 Dégradation irréversible par fusion partielle
13
Au cours des dernières décennies, les p o d s d’ la o atio des supe alliages à
base Ni ont considérablement évolué : ils confèrent à ces derniers des températures
d’utilisatio plus élevées ai si u’u e du e de vie e fluage à u e te p atu e do e
nettement améliorée comme l’illust e la Figure 2 [6]. Par exemple, le passage des alliages
polycristallins à grains équiaxes aux alliages polycristallins obtenus par solidification dirigée colonnaire (dans les années 1960) puis aux alliages monocristallins (dans les années 1970 et 1980), a permis d’ li i e les joi ts de g ai s transverses à la direction principale de
sollicitation a i ue ui taie t des sites p ivil gi s d’i itiatio de fissu es (Figure 3). Une
meilleure résistance en fluage a ainsi été obtenue [21].
Da s le as des alliages o o istalli s, la o s à l’aide d’u p o d dit de BRIDGMAN, le retrait de certains éléments comme le carbone, le zirconium ou le bore a
o duit à l’aug e tatio des te p atu es d’utilisatio et u e eilleu e ho og isatio
de la microstructure [22]. Différentes générations de superalliages monocristallins ont vu le jour[23], se différenciant selon leurs éléments d’additio et leurs quantités et non des
propriétés intrinsèques des alliages. La 1ère génération se caractérise par la présence de Cr,
Co, Mo, W, Al, Ti, Ta, Nb et V. Au sein de cette génération, les principales différences de composition chimiques proviennent de leur concentration en éléments réfractaires, comme
W, Mo ou Ta, leu pe etta t d’aug e te la du e de vie e te p atu e. Les alliages de
2nde génération se caractérise pa u e o positio e Re pouva t alle jus u’à % massique.
La présence de ette l e t pe et de dui e la i ti ue de oales e e de la phase ’,
du i la at i e et gale e t aug e te l’ a t pa a t i ue (différence de paramètre de aille e t e les phases et ’ e t e les phases et ’ a lio a t la sista e au fluage et à
la fatigue à haute température. La 3ème génération peut o te i jus u’à 6% massique de Re
ce qui commence à poser des problèmes comme la formation de phases fragiles plus
fa ile e t au sei de la at i e ou ie l’appa itio de g ai s pa asites. La 4ème génération
de superalliages se caractérise par le remplacement partiel de Re par du Ru afi d’a lio e
la sta ilit i ost u tu ale de l’alliage. En effet, en présence de Re, le Ru évite la formation
de ces phases fragiles. Cepe da t, au fu et au esu e de l’ajout de es l e ts, la te eu
en Cr dans ces alliages ’a ua t à elle ess e de di i ue i pli ua t u e di i utio de la
résistance à la corrosion et à l’o datio à haute te p atu e [24]. La 5ème génération de
Chapit e . Co texte de l’étude
14
mais également pa ses te eu s e Re et Ru ajust es afi d’o te i u d sa o d
paramétrique élevé [25] afin de combiner à la fois résistance au fluage et à la fatigue et sista e à la o osio et à l’o datio à haute te p atu e .
Figure 2 : Evolution de la tenue en fluage des superalliages depuis leur émergence dans
les années 1940 [3] ; deu d’e t e eu e tou s e ouge se o t utilisés pour cette
étude
Figure 3 : Evolution de la microstructure des superalliages et influence sur la résistance en fluage pour des alliages à base Ni [26]
15
2.
La nitruration
Bien que les superalliages aient été optimisés en terme de composition chimique et de i ost u tu e, l’ la gisse e t de leu do ai e de fo tio e e t à des o ditio s encore plus extrêmes (températures, pressions et sollicitations mécaniques toujours plus lev es… et l’augmentation de leur durée de vie (limitée par usure par frottement,
oxydation, corrosion… forment toujours un défi. Très souvent, la limitation de ces matériaux
trouve ses causes au niveau de la surface et de nombreuses recherches portent sur les traitements de celle-ci. Parmi les différentes techniques de traitements de surface existantes (Figure 4), nous traiterons ici du cas de la diffusion de métalloïdes et plus particulièrement de la nitruration.
Très largement employée sur les aciers ferritiques ou austénitiques, la nitruration est un procédé de traitement thermochimique des surfaces métalliques. Selon les conditions de t aite e t appli u es, ou ie l’azote se place dans les sites interstitiels pour former une solutio solide ou ie il se o i e ave e tai s ato es de l’a ie pou fo e des nitrures. Les modifications apportées à une couche superficielle (sur une épaisseur de uel ues µ jus u’à plusieu s entaines de µm) permettent par exemple d’a lio e les p op i t s t i ologi ues sista e à l’usu e, f otte e t, li itatio du g ippage,… ainsi que la résistance à la fatigue et à la corrosion [1], [27], [28], [29], [30].
2.1.
Les principales techniques de nitruration
De manière générale, le traitement de nitruration consiste, à une température
donnée, à plo ge les at iau da s u ilieu sus epti le de de de l’azote à la su fa e.
Les différents processus de nitruration sont a a t is s pa la faço do t l’azote est
introduit dans le matériau [31].
- Par voie liquide comme la nitruration en bain de sel où il existe une réaction
chimique entre le bain de sels fondus à base de a ates al ali s et l’ ha tillo
à traiter.
- En phase gazeuse, l’appo t d’azote est o te u pa disso iatio the i ue de
l’a o ia t pi ue e t à des te p atu es o p ises e t e et °C à
Chapit e . Co texte de l’étude
16
- La nitruration plasma l’azote est a tif à l’ tat d’io s da s u plas a et o plus
à l’ tat ato i ue, o t ai e e t à la it u atio gazeuse englobe différents procédés comme par exemple la nitruration ionique et la nitruration au potentiel flottant. Dans la nitruration ionique, une différence de potentiel est appliquée e t e l’ ha tillo et la pa oi du a teu , o f a t ai si plus d’ e gie au io s qui pénètrent la surface. Dans le cas du potentiel flottant, le plasma est créé en
utilisant un champ radio fréquence et aucun potentiel e te e ’est appli u su
l’ ha tillo .
Figure 4 : Schéma représentant les différentes techniques de traitement de surface [32]
Suivant les caractéristiques des alliages destinés à être nitrurés, il est intéressant de connaître au préalable les avantages ainsi que les inconvénients des différentes techniques citées précédemment. Ceux-ci sont résumés dans le Tableau 2. Les procédés les plus anciens,
17
la nitruration aux bains de sels et la nitruration gazeuse, sont restreints à des gammes de températures élevées (500-600°C) pouvant provoquer des effets néfastes pour les propriétés recherchées dans les superalliages (diminution de la résistance à la corrosion et à l’o datio : cf. §3.1 et §3.2). En effet, si la température est trop haute, cela peut modifier l’ tat i ost u tu al o te u suite au t aite e t de e uit et de vieillisse e t lo s de l’ la o atio du matériau. Plus récemment, la nitruration plasma a été développée dans les années 70 notamment pour le traitement des aciers austénitiques. Malgré son coût élevé,
elle a reçu dava tage d’atte tio e aiso de ses poi ts positifs la ge ga e de
températures, du tio des efflue ts pollua ts… . C’est ette te h i ue ui se a utilis e
dans cette étude pour le traitement des superalliages base à Ni.
Procédés de nitruration Avantages inconvénients
bains de sels Rapide et économique Recyclage des bains, gamme
de température étroite, utilisation de sels fondus
gazeuse ise e œuv e si ple, traitement peu
onéreux, traitement de grosses pièces, traitement en profondeur.
consommation de gaz élevée, ne permet pas de réaliser de combinaison monophasée, utilisation de gaz toxique, gamme de température étroite
plasma ionique décapage de la surface, large gamme de
température, réduction des effluents polluants
matériel couteux, traitement non homogène
potentiel flottant
Rapide, large gamme de température, réduction des effluents polluants, idéale pour pièces de géométries complexes, pas de pulvérisation
coût
Chapit e . Co texte de l’étude
18
3.
La nitruration plasma des superalliages
Da s le do ai e de la it u atio plas a, l’ volutio à la fois la plus e te et la
plus importante concerne les aciers inoxydables austénitiques (ASS = Austenitic Stainless Steel) ainsi que les alliages à base Ni austénitiques. Les modifications induites aussi bien sur le plan microstructural que sur le plan des propriétés mécaniques et chimiques dépendent des températures et durées des traitements.
3.1.
Effet de la température et du temps de nitruration sur la
microstructure
De nombreux travaux ont déjà été réalisés à relativement haute température 450°C) sur des superalliages à base Ni contenant ou non diverses phases telles que : , ’, ’’ et . La nitruration conduit au bout de quelques heures de traitement à des couches d’ paisseu i o t i ue. Par exemple, Aw [33] a obtenu sur un Inconel 718 des couches
nitrurées comprises entre 6 et 8,5 µ d’ paisseu suite à des traitements de nitruration à
des températures allant de 550 à 750°C et des durées de 1 à 16 heures. Suite à la nitruration
de l’I o el à °C du a t heu es, Rizk et al [34] ont obtenu une couche nitrurée
d’e vi o µ d’ paisseu . Sur ce même matériau, Borowski, et al [35], ont obtenu une couche nitruré de 5 µm également suite à un traitement de 6 heures à 560°C. De plus, certains auteurs comme Sun et al ont observé que pour ce genre de matériaux, une épaisseur de couche nitrurée maximale est atteinte pour une température donnée puis, une nouvelle augmentation de celle-ci entraine sa diminution [36]. Cette transition dans la cinétique de nitruration a été expliquée comme étant due à la formation de nanoparticules qui croissent en fonction de la température et du temps de traitement à la surface de
l’ ha tillo e p ha t u e p t atio ult ieu e de l’azote [36]. Des observations
similaires ont été faites dans les ASS, et ces nanoparticules ont été identifiées comme étant des oxydes [37], [38]. Sous de cette surcouche, à ces températures élevées, la couche nitrurée est formée de nitrures, et plus particulièrement de nitrures de chrome du fait de l’i po ta t pou e tage assi ue de et l e t da s les supe alliages à ase Ni [33], [35],
19
[36], [39], [40], [41], [42]. Cepe da t, lo s ue d’aut es l e ts d’additio o e Ti, V ou
Nb sont présents en proportion non négligeable (quelques %.at), ceux-ci peuvent également former des nitrures [43] quelquefois préférentiellement par rapport à CrN, une conséquence de leurs enthalpies de formation plus faible (Tableau 3 [44]).
Nitrure % assi ue d’azote Enthalpie de formation (kJ.mol-1)
Cr2N, CrN 11.8, 21.2 -114, -118 Fe2N, Fe4N 11.2, 5.9 -4, -11 Mo2N, MoN 6.8, 12.7 -69, - Mn4N, Mn3N2 ??, ?? -127, -191 VN 21.6 -251 AlN 34.1.6 -320 TiN, Ti2N 22.6, 11.4 -336, - Si3N4 39.9 -748 Ni3N ?? 0.84
Tableau 3: Enthalpies de formation de quelques nitrures [44].
La nitruration plasma à des températures relativement élevées 450°C) des
superalliages à base Ni conduit donc à la formation de nitrures comme (couche en surface et/ou précipitations plus ou moins dispersée (nitruration interne) dans la matrice) et de fait à un appauvrissement de ces éléments (comme Cr dans le cas de la formation de CrN) au sein de la matrice [40]. Ces modifications structurales induites ont également été remarquées dans le cas des aciers inoxydables austénitiques. En effet, dès 1972, J.P Lebrun montra que leur nitruration à des températures supérieures à 450°C, provoquait la précipitation de nitrures de Cr et ainsi un appauvrissement de cet élément dans la matrice et
donc une altération du caractère inoxydable [45]. Depuis, d’aut es e he hes plus e tes
ont donné des résultats similaires [46]. Pour cette raison, depuis le milieu des années 80, la nitruration à température modérée 450°C) fut mise au point.
Lorsque la nitruration de superalliages à base Ni contenant également ces mêmes
phases est alis e à te p atu e od e 450°C), et pour des temps de traitement
Chapit e . Co texte de l’étude
20
phase austénitique cfc. Cette nouvelle phase dite « expansée » est appel e N, m-phase ou
encore S-phase. Observée pour la première fois par Ichii et al [47], elle fut ensuite très
largement étudiée, d’a o d dans le cas des aciers inoxydables austénitiques [46], [48], [49],
[50], [51], [52], [53], [54], [55], [56], [57], [58] et des alliages CoCr [59] puis des superalliages
à base Ni [40], [49], [60], [61], [62], [63]. Cette phase e pa s e N o espo d à l’a ie e
at i e da s la uelle l’azote se t ouve e solutio solide d’i se tio , vraisemblablement dans les sites octaédriques (Figure 5). Néanmoins, en dépit de nombreuses études depuis plus de deux décennies, la structure, la stabilité et les caractéristiques de cette phase relativement complexe ne sont pas encore complètement élucidées. Dans le cas de la
it u atio de l’I o el pa e e ple, la ou he it u e o te ue serait constituée de
deux ou même trois couches distinctes N1, N2 et N3) contenant des teneurs différentes en
azote [42], [49]. Lo s de la it u atio à °C d’u e s ie de i o i s (80, 90, 95 et 100), la
phase expansée a été formée pour tous les alliages sauf pour le nimonic 95. Une première explication réside dans le taux plus important en Al et en Ti dans cet alliage mais aucune
explication ’a e o e t do e avec certitude [61]. De plus, selon les alliages, la phase
e pa s e N se forme et se décompose de façons différentes. En effet, d’après la littérature
[61], [63], la couche nitrurée obtenue sur des superalliages à base Ni semble moins épaisse que celle obtenue sur les aciers austénitiques inoxydables traités dans les mêmes conditions. De plus, la phase expansée semble se décomposer plus facilement en nitrures même à une basse température (400°C) de traitement [42]. Par conséquent, de nombreuses questions concernant sa formation et sa structure sont encore en suspens.
Figure 5 : Illust atio de la phase e pa s e N : les sphères bleues représentent les atomes
d’azote se logea t dans les sites interstitiels (octaédriques) de la phase ep se t e i i e gris
21
Cependant, quelle que soit la structure de la couche formée (nitrures ou phase expansée), selon la température à laquelle est effectué le traitement, son épaisseur
augmente en fonction de la durée selon une loi sensiblement en temps, ’est-à-dire
commandé par les phénomènes de diffusion, comme dans les aciers austénitiques inoxydables [33], [36], [48]. Cependant, la croissance de la couche nitrurée pour une température donnée diffère de la loi de diffusion classique lo s u’u e certaine épaisseur maximale est atteinte.
3.2.
Effet de la structure induite après nitruration sur les propriétés
A relativement haute température (typiquement supérieure à 450°C) ou à température modérée (typiquement inférieure à 450°C) mais avec une durée de nitruration de l’o d e de l’heu e, ous avo s vu u’il avait formation de nitrures et plus
particulièrement de CrN. Leur formation s’a o pag e d’une augmentation de la dureté en
su fa e ai si ue d’u e eilleu e sista e à l’usure. Par exemple, da s le as de l’I o el 625, suite à un traitement à 560°C durant 6 heures, Borowski et al ont obtenu une dureté de surface multipliée par un facteur de l’o d e de 4, une augmentation de la résistance à la
corrosion, à l’usu e ai si u’e fatigue [35]. Des résultats similaires ont été constatés par Aw
et al [33] su l’I o el . En contrepartie, pour certains alliages, et cela a notamment été
démontré dans le cas des ASS, elle peut également conduire à une moins bonne résistance à la corrosion due à l'appauvrissement en Cr dans la matrice [64], [65]. En effet, étant alors lié
à l’azote, le chrome ne peut plus participer à la formation d'une couche d'oxyde de
passivation.
O le ut de la it u atio est d’a lio e les p op i t s a i ues sa s détériorer
la résistance à la corrosion. Pour cela, il est possible de limiter la formation de nitrures en
travaillant à température modérée avec des durées de nitruration acceptables de l’o d e de
l’heu e . En effet, dans ces conditions, la diffusivité de l’azote est toujours significative,
tandis que la mobilité du chrome est limitée [54]. Il est alors possi le d’i s e de g a des
ua tit s d’azote jus u’à ~ %.at [66]) dans la matrice. C’est alo s la formation de la phase
Chapit e . Co texte de l’étude
22
propriétés sans perte de résistance à la corrosion [40], [55], [59], [60]. Cependant, la phase expansée est une phase métastable qui se décompose rapidement en nitrures quand la température du matériau traité augmente [42], [59].
La plupart des études antérieures concernent des matériaux à base Ni renforcés par
la p se e d’ l e t d’additio da s la at i e o e V, N , C , Ta, Al et Ti. Dans le cas
de l’I o el , 601, 690, Nichrome et Nimoni , , … [61], [67], ces études révèlent
ue l’i flue e de e tai s l e ts e solutio solide da s la at i e pe ette t de favo ise l’a so ptio d’azote, ie ue d’u aut e ôt , ils d sta ilise t la phase e pa s e au profit de la formation de nitrures. Dans ces études antérieures concernant la nitruration
de superalliages à base Ni comportant des précipités ’, ’’ ou , ceux-ci ne sont pas
clairement décrit et les matériaux sont considérés comme étant homogènes [55], [68]. Pour une meilleure compréhension des processus et des effets, il nous a semblé essai e d’ tudie le ôle de es p ipit s. Les traitements thermochimiques classiques, conduisant à la précipitation de nitrures (CrN), permettent de durcir de manière significative
ces alliages mais au is ue d’u e pe te de la sista e à la corrosion suite à
l'appauvrissement en Cr dans la matrice. Au contraire, la nitruration à température modérée des a ie s i o da les ASS, phase donne naissance à cette nouvelle phase austénitique
e pa s e N, qui pe et u e eilleu e sista e à la fois à l’usu e et à la o osio . C’est
pourquoi, afin de favoriser la formation de cette nouvelle phase et limiter l'apparition de nitrures, le traitement a été réalisé dans un réacteur de nitruration assistée par plasma à
température modérée (400°C). Il est ainsi possible d’o te i des st u tu es et des p op i t s
spécifiques qui ne peuvent pas être atteintes par nitruration directe à haute température (des températures représentatives de celles qui seraient rencontrées en service). Cepe da t, les te p atu es d’usage des alliages étant très souvent plus élevées, des recuits ultérieurs ont été effectués afin de voir comment la couche nitrurée se comporte.
23
Chapitre 2 : Matériaux
étudiés et procédures
25
Chapitre 2. Matériaux étudiés et procédures expérimentales
1.
Les matériaux
Une large palette de superalliages à base Ni de structure et de composition très
variées a été sélectionnée afin d’ tudie les modifications microstructurales après
traitement de nitruration assistée plasma. Si tous ces superalliages ont en commun une phase avec parfois des compositions significativement différentes, leurs structures
diffèrent par la taille des grains et la p se e d’aut es phases da s des p opo tio s va i es.
L’o je tif de ce travail est d’o te ir les modifications microstructurales qui permettent
d’a lio e les p op i t s a i ues, particulièrement en fatigue. Les joints de grains
transverses à la direction principale de sollicitation mécanique sont des sites privilégiés d’a o çage de fissures en fatigue. En conséquence, la sélection des superalliages étudiés s’est aussi faite su la ase de leu caractère polycristallin, colonnaire ou monocristallin. La description des matériaux présentés dans les parties suivantes est organisée sur la base de cette différenciation.
1.1.
Superalliages de structure polycristalline
Au sein de cette famille, nous avons choisi quatre superalliages qui diffèrent essentiellement à la fois par les fractions volumiques des phases et par la taille des précipités: Haynes® 230 (Ha230), Inconel® 718 DA (IN718), Udimet® 720Li (U720) et N18. Le
Ha a t la o pa Ha es I te atio al, l’IN pa a pe te et l’U et le N18 par
Aubert & Duval.
Le Ha et l’U ous o t t fou is pa l’e t ep ise Tu o a et l’IN et le
N pa l’e t ep ise S e a pa l’i te diai e de J.Cormier et P.Villechaise dans le cadre
d’u t avail olla o atif ave l’a e E&D du DPMM de l’I stitut P’. Les différences entre ces
alliages sulte t de la o positio hi i ue et de la thode d’ la o atio , e ui est
décrit succinctement dans le paragraphe suivant.
1.1.1. Conditions d’ la o atio et o positio s chimiques
Les alliages Ha230, IN718 et U720 sont coulés et corroyés tandis que l’alliage N18
26
en résulte, de quelques micromètres à plusieurs centaines de micromètres, sont donnés dans le Tableau 4. La composition chimique globale est donnée dans le Tableau 5 et la répartition des composants entre les différentes phases a été obtenue à partir de la
littérature (Tableau 6). Contrairement au composé Ni3Al pu , ous e a uo s d’ap s le
Tableau 6, une quantité relativement i po ta te de tita e da s les phases ’ de l’U et du
N ai si u’u e te eu o gligea le en cobalt pour le N18. Le chrome étant un élément ui joue u ôle d te i a t da s l’in o po atio d’azote lo s du p o essus de it u atio
[48], [69], il est intéressant de remarquer u’il est esse tielle e t o te u da s la phase ,
contrairement au tita e, à l’alu i iu , au ta tale et au niobium qui se trouvent dans les
autres phases.
Tableau 4 : traitements thermiques et taille moyenne des grains pour les alliages étudiés (AQ = trempe à l’ai )
Matériaux Ni Cr Fe Al Ti Nb Mo W Co Mn
Ha230 Bal. 26,5 3,4 0,7 0,1 / 1,3 4,8 5,3* 0,6
IN718 (DA) Bal. 20,5 23,3 0,4 0,8 2,9 1,7 / 1,0 0,4
U720 Bal. 17,3 / 5,2 5,9 / 1,8 0,5 14,1 /
N18 Bal. 12,3 0,1 9,1 5,1 3,8 14,8
Tableau 5 : Composition des différents alliages en % at. (éléments principaux seulement); * correspond à un maximum
Materiaux Traitement thermique
Vieillissement des traitements thermiques
taille moyenne des grains
(µm)
Ha230 5 min à 1232°C/AQ / 50
IN718 (DA) / 8h à 720°C, refroidissement à 50°C/h 8h à 620°C, AQ 5-10 U720 (HE) 2h à 1156°C, AQ 24h à 700°C, AQ + 16h à 815°C, AQ 40-500 U720 (HO) 2h à 1158°C, AQ 24h à 700°C, AQ + 16h à 815°C, AQ 100-800 N18 4h à 1165°C, AQ 24h à 700°C, AQ + 4h à 800°C, AQ 15
27
Alliages Phases vol. % Ni Cr Fe Co Al Ti Nb
Autres elements Ha230 100 Bal. 26,5 3,4 5,3* 0,7 0,1 6,7 IN718 (DA) 75 Bal. 22,0 23,8 0,7 0,5 2 2,9 ’ 4 Bal. 0,5 2,1 8,0 9,4 10,2 0,5 ’’ 21 Bal. 0,8 0,9 0,4 4,9 25,1 1 Bal. 3,4 5,3 0,8 3,0 20,4 2,2 U720 55-60 Bal. 34,6 17.6 0,6 3,5 ’ 40-45 Bal. 2,8 5.0 10,1 11,4 2,7 N18 40-45 Bal. 25,7 0,2 25.3 1,9 0,3 8,4 ’ 55-60 Bal. 1,6 6.6 13,0 8,7 2,2
Tableau 6 : Fractions volumiques (%.vol) et compositions chimiques typiques (%.at) des différentes phases dans les différents alliages (valeurs compilées à partir de la littérature
[70], [71], [72], [73]) ; * correspond à un maximum
1.1.2. Structure et microstructure des alliages
Le superalliage Ha230
C’est un alliage avec Cr-W-Mo en solution solide ayant une excellente résistance à
l’o datio à haute te p atu e jus u’à °C , d’e elle tes propriétés mécaniques,
ai si u’u e t s o e sta ilit the i ue dans ce domaine de température. Il est essentiellement utilisé pour les chambres de combustion, les conduites de transition, les gaines de thermocouples et d'autres composants importants de turbines à gaz.
Le Ha230 présente des précipités primaires répartis de manière homogène dans tout le matériau. Ces précipités sont des carbures de type M6C, dont la composition
moyenne est Ni3W3C [74], de st u tu e f ave u pa a t e de aille a ≈ ,11 nm. Cette
précipitation semble due aux processus thermomécaniques subis par le matériau. Un second
type de précipités appa aît da s de a es joi ts de g ai s d s l’ tat de eptio . Ces
précipités sont des carbures riches en chrome de type M23C6 dont la composition moyenne est Cr21(W,MO)2C6, ils sont lamellaires et forment des cellules bien définies aux joints de
28
grains [75]. La répartition entre les différents éléments métalliques dans ces carbures est donnée dans le Tableau 7 [76], [77].
Une micrographie de Ha230 réalisée par microscopie électronique à balayage (MEB)
est présentée sur la Figure 6. O o se ve des g ai s de la phase do t la taille est da s
l’i te valle -60 µm ainsi que des précipités qui sont des carbures de type M6C. Les
carbures de type M23C6, bien moins nombreux, peuvent être observés en MET (Figure 7)
[77]. En dehors de ces carbures, Ha230 est composé de 100 %.vol de phase , tout comme
les ASS et plus pa ti uli e e t le L, au seules diff e es u’il s’agit d’u e ase Ni et
o d’u e ase Fe et u’il o tie t u tau e C ie plus lev ~ , %.at da s Ha et
~18,6 % .at dans le 316L). Pour cette étude, il est donc considéré comme le superalliage de « référence ». La présence des carbures (M6C et M23C6) ne sera pas prise en compte en raison de leur faible proportion (~3 %.vol) [74]. La composition chimique du Ha230 effectivement utilisé est légèrement différente de celle donnée dans la littérature. Le Tableau 8 donne la composition chimique déterminée par analyse dispersive en énergie
(EDS) : o peut ote ue sa te eu e o alt est de l’o d e de , %.at, soit ie i f ieu e
aux 5 %.at maximum annoncés dans la composition nominale (Tableau 5).
Carbures Ni Cr W Mo Fe
M6C 36 27 30 6 1
M23C6 14 74 8 4 /
Matrice 68 27 3 1 2
Tableau 7 : Compositions atomiques moyennes des carbures et de la matrice (sans le carbone) présents dans le Ha230 [76], [77]
Ni Cr Fe Al Ti Mo W Co Mn
bal 27,0 2,0 1,1 0,2 0,6 6,0 0,6 0,4
29
Figure 6 : Micrographie (MEB SE) du Ha230 mettant en évidence les tailles de grains ainsi que les carbures de type M6C
Figure 7 : Image MET du Ha230 mettant en évidence un joint de grain dentelé contenant des carbures (en clair) de type M23C6 [77]
Les superalliages U720
L’alliage U Li est u Udi et où les te eu s e a o e et e o e so t
faibles, Li signifiant « Low-interstitial ». Cette spécificité permet de limiter la formation de
carbures et de borures en liserés lors du vieillissement ther i ue de l’alliage et ai si d’ vite
sa fragilisation [78]. De plus, dans cet alliage, la teneur en chrome a été réduite afin de li ite la fo atio de la phase σ ui est u e phase f agilisa te de pa sa st u tu e e plaquettes constituées de couches atomiques denses séparées par des distances interatomiques importante [78]. Possédant de bonnes propriétés à haute température et
30
notamment une résistance au fluage élevée, l’U720 Li est essentiellement utilisé pour la fabrication par forgeage de disques de turbine de petites dimensions.
Cet alliage est souvent soumis à deux types de traitements thermiques standards :
si la température de traitement est i f ieu e à elle de dissolutio des ’I °C , il s’agit
d’un traitement subsolvus appelé « High Strength » (HS), dans le cas contraire ; il s’agit d’u traitement supersolvus appelé « Creep Resistant » (CR) [79], [81]. Ils diffèrent essentiellement par leurs températures de mise en solution et conduisent à des
microstructures différentes. Au cours du traitement thermique CR, les p ipit s ’ p i ai es
issus de la solidification du lingot sont dissous, permettant un grossissement des grains de phase . Dans le cas du traitement HS, la croissance des grains est bloquée par les précipités ’ primaires non dissous. Il conduit donc à un matériau à grains fins, optimisé pour la traction
et la fatigue tandis que le t aite e t CR pe et d’o te i un matériau à gros grains optimisé
pour le fluage.
Pour notre étude, nous avons utilisé des alliages U720 ayant subi un traitement CR
(Figure 8), fabriqués chez Aube t et Duval et fou is pa l’e t ep ise Tu o a du g oupe
SAFRAN.
Nous avons prélevé des échantillons dans deux types de disques de turbine pour avoir deux structures différentes:
- Dans les disques à applications aéronautiques, le diamètre des grains est
principalement compris entre 100 et 800 μ pou u e o e e d’e vi o
276 μm en considérant les macles, 374 μm en les excluant. La taille est
relativement homog e da s l’e se le du disque. Cet état microstructural
est qualifié de « Structure Homogène » (HO) (Figure 9.a).
-Dans les disques à appli atio s te est es, la i ost u tu e à l’ helle des
grains se caractérise par une double population : des gros grains (125-500 μm)
entourés par des chapelets de petits grains (40-60 μm). La répartition « en
bandes » gros grains / petits g ai s est guli e à l’ helle centimétrique. La
taille moyenne des grains est de 116 μm en considérant ces deux populations
avec les macles, et de 164 μm en excluant ces dernières. Cet état
31
Figure 8 : Traitement thermique supersolvus avec deux revenus, appliqué aux deux pièces après forgeage [3]
Cette structure bimodale est due à la taille importante de la pièce. Lorsque cette dernière est trop massive, le risque de macro-ségrégation chimique augmente, les
hétérogénéités produites ayant pour effet de modifier la température de solvus des ’. Lo s
du forgeage, les précipités ’ s’alig e t su les lig es de fi age. Lo s du t aite e t de grossissement des grains, les zones où la température de dissolution est plus élevée vont connaître une croissance des grains moindre que celle des zones où la température de dissolution est plus faible. Cet effet est à relier à la présence des gros ’ p i ai es o dissous au niveau des joints de grains qui contribuent à bloquer la croissance granulaire [3].
Pour les deux U720 étudiés (HO et HE), trois catégories de précipités sont présents [3] : des ’ p i ai es de taille micrométrique, des ’ secondaires 10 fois plus petits à l’i t ieu des grains de et des ’ tertiaires de taille nanométrique, localisés entre les secondaires (Figure 10).
32
Figure 10 : Micrographie (MEB SE) et MET de l’Udi et etta t e vide e les
différents précipités présents [3]
Le superalliage N18
Elaboré par Snecma, il a été mis au point vers la fin des années 80 et retenu pour la
fabrication des disques de turbine du moteur M88-2 du Rafale [13]. C’est u alliage
polycristallin élaboré par métallurgie des poudres, e ui a ota e t pe is d’i t odui e
Figure 9 : Co pa aiso des diff e tes i ost u tu es à l’ helle des g ai s a : structure
33
des l e ts d’additio en plus grand nombre et en plus grande quantité. Il existe deux types de N18 : celui à grains fins et celui à gros grains, do t l’o te tio d pe d de la
méthode de forgeage (subsolvus ou supersolvus) tout o e da s le as de l’U mais
ave u e te p atu e de dissolutio des ’I de 1195°C. On traitera ici du seul N18 à grains
fins obtenu par traitement subsolvus (Figure 11. L’alliage N18 comprend également trois
types de précipités ’ apparaissant au cours de son élaboration (Figure 12).
Figure 11 : Traitement industriel standard subsolvus grains fins [13]
Figure 12: Micrographie (MEB SE) du N18 mettant en évidence (a) les grains, (b) les différents précipités présents [73]
L’I o el ou NC FeN selo la o e AFNOR
L’i o el IN est utilisé à des températures comprises entre 450 et 650°C,
sans réduction préjudiciable de ses propriétés de résistance mécanique, même après une longue exposition à ces hautes températures. Largement utilisé par les industries de
34
l’a o auti ue, o le et ouve gale e t da s l’i dust ie de l’ e gie, comme composant
des turbines à gaz (roues et arbre arrière), da s l’i dust ie aérospatiale (moteur de fusée) ou
da s l’i dustrie du nucléaire (générateur de vapeur) [79]. Pour cette tude, l’IN utilis a
subi un traitement thermomécanique appelé DA (Direct Aged). Contrairement au traitement sta da d appel TR pou T e p Reve u, l’alliage e su it pas de de e ise e solutio par hypertrempe à 955°C mais il est revenu directement après le forgeage. Ce procédé permet de ai te i u e st u tu e d’ ouissage et d’ vite la e istallisatio lo s du t aite e t d’h pe t e pe. Da s le as des dis ues de tu i es pa e e ple, e t aite e t pe et l’o te tio d’u e taille de g ai de l’ordre de 5 à 10 µm, tandis que pour une même gamme de fo geage, le t aite e t TR o duit à u e taille de g ai de l’o d e de µ [81]. La Figure 13 schématise le traitement thermique de ce matériau.
Figure 13: Représentation schématique du traitement thermique subit par l’IN (DA)
En plus d'une petite quantité de ’, l’IN718 contient également les phases '' et (la phase
Ni3Nb thermodynamique stable, avec une structure orthorhombique) et quelques précipités (M23C6), (Nb, Ti) C ainsi que des nitrures et des carbonitrures [82] (Figure 14). Même lors
d’u t aitement standard, la phase est e o e p se te lo s de l’h pe t e pe à °C et
limite le grossissement des grains. Les phases durcissantes ' et '' sont quant à elles précipitées lors des deux revenus successifs.
35
Figure 14: Micrographie (MEB SE etta t e vide e a la phase et la phase
’’ da s l’Inconel 718 [79]
Morphologie et distribution en taille des précipités
Les formes ainsi que les tailles moyennes des différents précipités au sein des matériaux utilisés sont reportées dans le Tableau 9.
Matériaux ’ I ’ II ’ III ’’ Ha230 IN718 (DA) 10-15 nm Cubique ou sphérique 20-30 nm disques allongés quelques µm en lamelles plus ou moins allongées U720 quelques µm 100 nm cubique ou en forme de papillon 10-30 nm sphérique N18 1-5 µm 250 nm cubique ou en forme de papillon 20-50 nm sphérique
Tableau 9: Taille moyenne et forme des différents précipités dans les superalliages polycristallins [3], [79], [83]
1.2.
Superalliages à structure colonnaire
Dans cette catégorie, un seul matériau a été étudié, le Mar-M200 qui est utilisé dans les zones chaudes des aubes de turbine des moteurs à réaction. Techniquement de structure polycristalline, le matériau ayant servi à cette étude a été coulé par un procédé de
![Figure 4 : Schéma représentant les différentes techniques de traitement de surface [32]](https://thumb-eu.123doks.com/thumbv2/123doknet/8004595.268272/28.892.123.787.392.971/figure-schéma-représentant-techniques-traitement-surface.webp)
![Figure 7 : Image MET du Ha230 mettant en évidence un joint de grain dentelé contenant des carbures (en clair) de type M 23 C 6 [77]](https://thumb-eu.123doks.com/thumbv2/123doknet/8004595.268272/41.892.221.671.481.789/figure-image-mettant-évidence-joint-dentelé-contenant-carbures.webp)
![Figure 20 : P i ipe de fo tio e e t de l’i te f o t e e lu i e la he [95]](https://thumb-eu.123doks.com/thumbv2/123doknet/8004595.268272/59.892.114.802.302.738/figure-p-ipe-fo-tio-te-lu-la.webp)




![Figure 41 : Ca tog aphie d’o ie tatio istallog aphi ue de l’U a à st u tu e h t og e, à structure homogène [3]](https://thumb-eu.123doks.com/thumbv2/123doknet/8004595.268272/83.892.192.760.362.717/figure-ca-aphie-tatio-istallog-aphi-structure-homogène.webp)

