Publisher’s version / Version de l'éditeur:
Materials Science and Technology Conference and Exhibition 2009, MS and T'09. Volume 4, pp. 2290-2298, 2009
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la
première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca.
Questions? Contact the NRC Publications Archive team at
PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca. If you wish to email the authors directly, please see the first page of the publication for their contact information.
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Effect of gas temperature on the microstructure and properties of cold sprayed copper coatings
Zou, Y.; Rezaeian, A.; Qin, W.; Yue, S.; Szpunar, J. A.; Irissou, E.; Legoux, J.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
NRC Publications Record / Notice d'Archives des publications de CNRC:
https://nrc-publications.canada.ca/eng/view/object/?id=0bab4091-a948-4606-aad2-52da179c15de https://publications-cnrc.canada.ca/fra/voir/objet/?id=0bab4091-a948-4606-aad2-52da179c15de
Effect of Gas Temperature on the Microstructure and Properties of Cold
Sprayed Copper Coatings
Y. Zou, A. Rezaeian, W. Qin, S. Yue, J. A. Szpunar
Department of Mining and Materials Engineering, McGill University, Montreal, QC, Canada E. Irissou, J. Legoux
Industrial Materials Institute (IMI), National Research Council Canada (NRC), Boucherville, QC, Canada
Keywords: Cold spraying, Plastic deformation, Recrystallization, Electron backscatter diffraction characterization (EBSD), Metallic powder
Abstract
Cold spray is a relatively new coating technology by which metallic coatings can be produced using low-temperature (300-800 °C) processing gas and high-velocity (500-1200 m/s) powder particles. In this paper, copper coatings were produced under the same gas pressure but different gas temperatures (100, 200, 400 and 600 °C). The properties and microstructure of as-sprayed coatings were tested and characterized to investigate the effect of gas temperature. We found that in higher gas temperature the deposition efficiency is increased and the porosity is decreased. The microhardness of the coatings can be decreased with increasing gas temperature, which is interpreted in terms of recrystallization in the cold spray process.
Introduction
The cold spray technology is a relatively new method for producing dense and tightly bonded coatings or free-standing structures, particularly suitable for the materials sensitive to heat and oxidation [1-4]. During this process, metallic powder particles are accelerated to supersonic velocity by high pressure gas, and they impact with a substrate and previously deposited particles to form a coating due to severe plastic deformation and related phenomena at the interfaces [2]. The quality of cold sprayed coatings is influenced by the particle velocity and particle temperature, which can be controlled by main gas temperature (or inlet temperature) and pressure (or inlet pressure) [1-3,5]. A typical cold spray system is shown in Figure 1. The process involves preheating the gas flow under the main gas temperature and combining it with the particles-gas mixture from the high-pressure powder feeder in a premixing chamber. When the particles impact the substrate surface at high velocity, the particle’s kinetic energy is converted into mechanical deformation and thermal energy. The main gas temperature plays a significant role in particle velocity, which can be expressed by the equation [3]:
υ = (γRT/Mw) 1/2
(1)
Where γ is the ratio of specific heats, R is the gas constant (8314 J/kmol K), T is gas temperature, Mw is the molecular weight of the gas. So particle velocity (i.e. gas velocity) was
Materials Science and Technology (MS&T) 2009 October 25-29, 2009, Pittsburgh, Pennsylvania • Copyright © 2009 MS&T’09®
increased by the increased gas temperature. The main gas temperature can also increase the particle temperature, which can introduce thermal energy to the substrate during the impact [3,6]. Both the mechanical deformation and thermal energy caused by gas temperature can influence the microstructure and further the properties of the as-sprayed coatings. However, nearly all the reports [2,3,5,7-9] on the temperature effect so far are based on numerical simulation or macroscopic morphology characterization, in which the particles are presumed as continuity without considering the crystalline structure in the particles. In this paper, crystalline structure transformation in the particle during the process is considered and the effect of gas temperature on the properties of as-sprayed coatings is studied.
Figure 1. Schematic diagram of the cold spray system
Experimental Procedure
Commercial gas atomized copper powder was used as the feed stocks powder in the present study. The powder was deposited to form coatings by a cold spray system (Kinetic 3000 CGT, Germany). Nitrogen was used as the processing gas. To investigate the temperature effect, the gas pressure (P inlet) was maintained at 30 bar and the gas temperature (T inlet) was chosen as 100, 200, 400 and 600 °C. The average velocities (V) of particles at onset of impact were tested using a DPV-2000. Deposition efficiency (DE) is calculated by the weight of deposited powder over the weight of the total powder used. For the porosity measurement, the cross-section of as-sprayed coatings were examined using backscatter electron mode in JEOL-840 electron scanning microscopy (SEM). Micro-hardness measurement of the cross-section of as-sprayed coating was performed ClarkTM micro-hardness machine. The spraying parameters for experiments and properties of the as-sprayed coatings can be seen in Table 1.
Table 1 The spraying parameters for experiments and properties of the as-sprayed coatings (more details in Reference [10]) No. T inlet (°C) P inlet (bar) Processing gas V (m/s) DE (%) Porosity (%) Micro-hardness (HV) 1 100 30 N2 -- -- -- -- 2 200 30 N2 624 68.5 1.8 142 3 400 30 N2 682 97.6 0.6 144 4 600 30 N2 732 97.5 0.1 134
The as-received powder morphology, the top surfaces and cross-sections of as-sprayed coatings were characterized by a Philips XL30 FEG-SEM system. For EBSD, both the as-received powder and as-sprayed coating were mounted, mechanically grounded, polished, and finally polished in colloidal silica to remove the deformed surface layer. The voltage was 20 KV and the step size was 50 nm. In the Euler angle maps presented in this paper, blue, red and green levels are proportional to the three Euler angles, respectively. EBSD pattern quality maps obtained by the Kikuchi pattern quality were used for a general measurement of the local defect density and lattice strain.
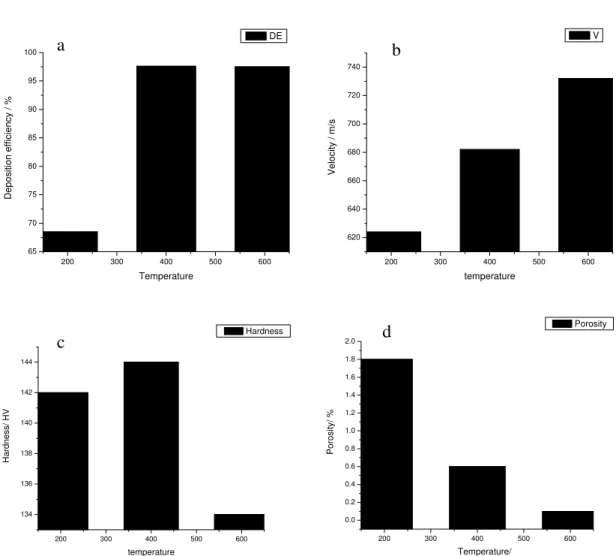
Results and Discussion Coating Properties 200 300 400 500 600 65 70 75 80 85 90 95 100 Depos it ion ef fi cien cy / % Temperature DE 200 300 400 500 600 620 640 660 680 700 720 740 Ve lo c ity / m/s temperature V 200 300 400 500 600 134 136 138 140 142 144 Hardness / HV temperature Hardness 200 300 400 500 600 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 Po ro s ity / % Temperature/ Porosity
Figure 2 The effect of gas temperature on coating properties: (a) average particle velocity, (b) deposition efficiency (DE), (c) porosity and (d) microhardness
The effect of gas temperature on the average particle velocity, deposition efficiency, porosity and micro-hardness are shown in Figure 2. It is seen that in Figure 3a that the average particle velocity is increased with increasing gas temperature. It is because that higher particle
a b
Frequency ( % ) 0 20 40 60 80 100 120 0 2 4 6 8 10 12 Particle Size (µm) Cu
velocities generally caused by higher gas velocities, which can simply increased using higher temperature as equation (1).
As shown in Figure 2b, the deposition efficiency was increased from 68.5% to 97.6% with the gas temperature increased from 200 °C to 400 °C, but it reached the deposition limit in the temperature over 400 °C. The increased deposition efficiency is caused by the higher plastic deformation and more thermal effect in the interfaces due to increased particle velocities and particle temperature.
The porosity of the as-sprayed coatings was decreased as increased gas temperature, as shown in Figure 2c. As the equation (1), higher gas temperature increases the particle velocity, and then more kinetic energy of a particle and momentum of each particle in the coating formation were converted into other forms of energy such as plastic deformation, void consolidation, particle-particle rotation, strain, etc. [3], which can reduce the void between particles and decrease the porosity of the coating.
The relationship between microhardness and gas temperature is illustrated in Figure 2d. It is found that the hardness nearly kept constant (about 143 HV) when the gas temperature was in the range of 200-400°C, but the hardness was decreased with the gas temperature rising from 400°C to 600°C. Both the increased particle temperature and the particle velocities can play roles in the hardness of the as-sprayed coatings. On one hand, the more work hardening caused by the increasing particle velocity can increase the hardness. On the other hand, the increasing gas temperature could soften the coating by recrystallization during or after the impact. So the final hardness is the balance between work hardening and recrystallization during the cold spray process in different gas temperatures. More details related to the microstructures will be shown and discussed in the next part.
Microstructure Evolution
As-received powder particles
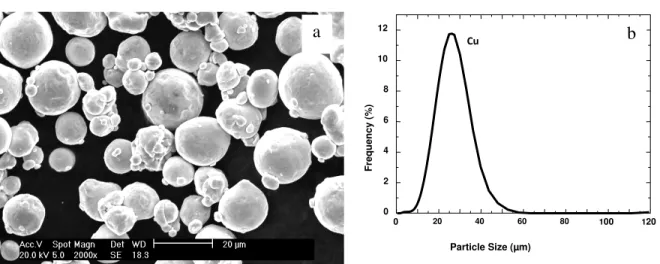
Figure 3 As-received copper powder: SEM micrograph (a) and particle size distribution (b)
As seen in Figure 3a, as-received copper powder particles are in spherical shape, and the size distribution is shown in Figure 3b with the average particle size of 25 µm. Inverse pole figure (IPF) map (Figure 4b) shows typical crystallite of feedstock particles is nearly equaxied and in the size range of 1-10µm. The image quality (IQ) map (Figure 4a) shows relatively high
pattern quality of the grains in as-received powder, implying low defect density and lattice strain. A comparison of as-received powder to as-sprayed coating, discussed later in this paper, distinguishes the implication of grain size and defect density distribution towards explaining the microstructural evolution after cold spraying.
Figure4 EBSD characterization of powder particles: (a) IQ map and (b) IPF map (c) color coded reference: [001] Inverse pole figure of copper
As-sprayed coatings
To compare the morphology of as-sprayed coatings under different gas temperature, both the top surfaces and the cross-sections are characterized by SEM, as shown in Figure 5 and Figure 6. As shown in Figure 5a, the bonded particles on the top surface show irregular shapes with relatively flat morphology, implying that most of the particles are rebounded and have low deposition efficiency. On the coating produced in the higher temperature conditions, the bonded particles are more spherical and the gaps between the particles are fewer and smaller. As shown in Figure 5d, particles were bonded tightly and nearly no gap between them, implying low porosity.
20µm
a b
Figure 5 SEM micrographs of the top surfaces of as-sprayed coatings under the gas temperatures of (a)100°C, (b)200°C, (c) 400°C and (d) 600°C
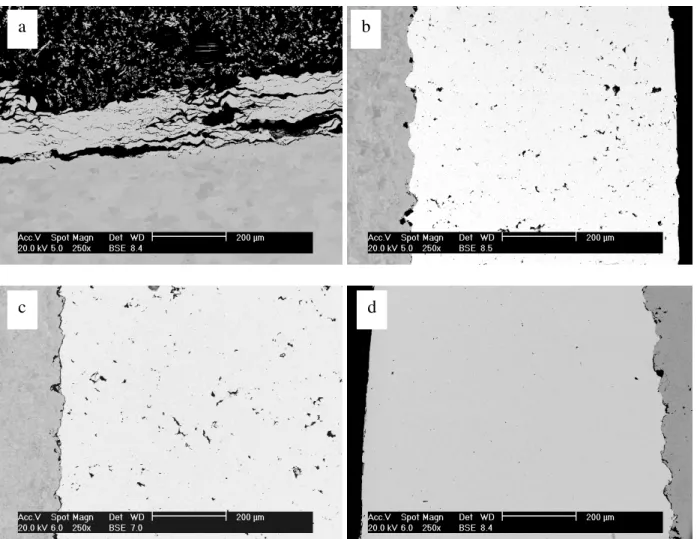
Figure 6 SEM micrographs of the cross-setions of as-sprayed coatings under the gas temperature of (a)100°C, (b)200°C, (c) 400°C, (d) 600°C
The morphologies of the cross-sections of as-sprayed coatings are shown in Figure 6. As shown in Figure 6a, a coating with the thickness of 100µm was on the substrate and the particles
c
a
d
b
are not well bonded with the substrate. Under the gas temperature up to 200°C, the coatings with the thickness more than 500µm were obtained. In addition, the porosity is decreased with the increasing temperature. Nearly no obvious pore is observed in the coating sprayed under the gas temperature of 600°C.
EBSD of the as-sprayed coatings
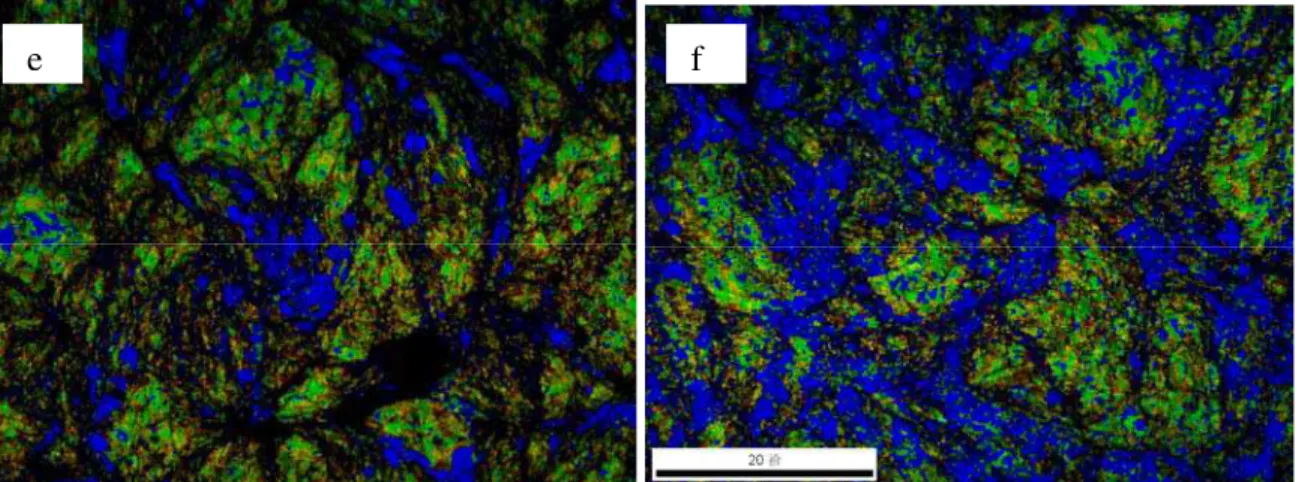
EBSD maps of as-sprayed coating under the gas temperature of 200 °C and 600 °C (Sample 2 and Sample 4) are shown in Figure 7. Inverse pole figure maps with grain boundaries (Figure 7a and 7b) illustrate less low angle boundaries in the Sample 4. Image quality (IQ) maps (Figure 7c and 7d) show more high IQ regions (bright regions) in Sample 4, indicating more strain/defect free grains in the coating produced in higher gas temperature. These phenomena indicate that higher fraction of recrystallization occurred in Sample 4. To further confirm this, Kernel Average Misorientation (KAM) maps are used to illustrate fully recrystallized grains with low KAM (the blue regions). As shown in Figure 7e and 7f, more grains are recrystallized in Sample 4. So, the coating produced in higher gas temperature has more recrystallization, which can be used to explain the decreased microhardness in higher temperature. The recrystallization phenomenon in the as-sprayed coatings may be due to the thermal energy caused by the high-energy impact or/and the particle temperature higher than the recrystallization temperature of copper. More simulation and experimental work are needed to investigate the factors on recrystallization in cold sprayed coatings.
a b
Figure 7 EBSD characterization of as-sprayed coatings: IPF maps of Sample 2 (a) and Sample 4(b); IQ maps of Sample 2 (c) and Sample 4 (d); Kernel Average misorientation maps of Sample 2 (e) and Sample4 (f)
Conclusions
In the cold spray process, gas temperature plays an important role in the microstructure and properties of the as-sprayed copper coatings. The deposition efficiency is increased in higher gas temperature and reaches the limit when the temperature is over 400°C. The porosity is decreased with increasing gas temperature and can be as low as 0.1% under the gas temperature of 600°C. The microhardness keeps constant, when the gas temperature is in the range of 200-400°C and decreased with higher temperature of 600°C, which can be explained by the recrystallization during the cold spraying.
Acknowledgments
This work was supported by CFI project NO. 8246, McGill University, Canada.
References
Place references at the end of the article using the following format. References should be referred to in text and numbered sequentially. Use standard abbreviations for journal names. [1] E. Traversa, S. Villanti, G. Gusmano, H. Aono, and Y. Sadaoka, Design of Ceramic
Materials for Chemical Sensors: SmFeO3 Thick-Films Sensitive to NO2, J. Am. Ceram. Soc., Vol 82 (No. 2442-50), 1999, p 127-154
[2] D. Von Der Linde, K. Sokolowski-Tinten, and J. Bialkowski, Laser–Solid Interaction in the Femtosecond Time Regime, Appl. Surf. Sci., Vol 109/110, 1997, p 1-10
[3] D.F. Downey et al., Ion Implantation Technology, Prentice-Hall, 1993, p 65-67
[1] V. K. A. Papyrin, S. klinkov, A. Alkhimov, and V. Fomin, Cold Spray Technology, Elsevier, Amsterdam, 2007
[2] H. Assadi, F. Gartner, T. Stoltenhoff, and H. Kreye, Bonding mechanism in cold gas spraying, Acta Mater. , Vol 51, 2003, p 4379-4394
[3] V. K. Champagne, The Cold Spray Materials Deposition Process, Woodhead Publishing Ltd., CRC, 2007
[4] F. Gartner, T. Stoltenhoff, T. Schmidt, and H. Kreye, The cold spray process and its potential for industrial applications, J Therm Spray Techn, Vol 15, 2006, p 223-232
[5] T. Schmidt, F. Gartner, H. Assadi and H. Kreye, Development of a generalized parameter window for cold spray deposition, Acta Mater. , Vol 54, 2006, p 729-742
[6] J. G. Legoux, E. Irissou and C. Moreau, Effect of substrate temperature on the formation mechanism of cold-sprayed aluminum, zinc and tin coatings, J Therm Spray Techn, Vol 16, 2007, p 619-626
[7] C. Borchers, F. Gartner, T. Stoltenhoff, H. Assadi and H. Kreye, Microstructural and macroscopic properties of cold sprayed copper coatings, J. Appl. Phys. , Vol 93, 2003, p 10064-10070
[8] M. Fukumoto, H. Wada, K. Tanabe, M. Yamada, E. Yamaguchi, A. Niwa, M. Sugimoto, and M. Izawa, Effect of substrate temperature on deposition behavior of copper particles on substrate surfaces in the cold spray process, J Therm Spray Techn , Vol 16, 2007. p 643-650
[9] S. Shin, S. Yoon, Y. Kim, and C. Lee, Effect of particle parameters on the deposition characteristics of a hard/soft-particles composite in kinetic spraying, Surf. Coat. Technol. , Vol 201, 2006, p 3457-3461.
[10] E. I. A. Rezaeian, J. -G. Legoux, R. R. Chromik, and S. Yue, Characterization of cold-sprayed Ni, Ti and Cu coating properties for their optimizations, ITSC-2008, 2008
![Table 1 The spraying parameters for experiments and properties of the as-sprayed coatings (more details in Reference [10]) No](https://thumb-eu.123doks.com/thumbv2/123doknet/14159732.473075/3.918.172.748.930.1053/spraying-parameters-experiments-properties-sprayed-coatings-details-reference.webp)