Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
Journal of Thermal Spray Technology, 28, 7, pp. 1709-1717, 2019-09-19
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC :
https://nrc-publications.canada.ca/eng/view/object/?id=7a7707cc-3e18-43a9-b164-81aa351468b8 https://publications-cnrc.canada.ca/fra/voir/objet/?id=7a7707cc-3e18-43a9-b164-81aa351468b8
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
For the publisher’s version, please access the DOI link below./ Pour consulter la version de l’éditeur, utilisez le lien DOI ci-dessous.
https://doi.org/10.1007/s11666-019-00917-6
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Permanent magnets produced by cold spray additive manufacturing for
electric engines
Permanent Magnets Produced by Cold Spray Additive Manufacturing for
Automotive Electric Engines
Authors: Jean-Michel Lamarre and Fabrice Bernier, Research Officers, National Research Council of Canada,
75 Boulevard de Mortagne, Boucherville, Qc,
J4B 6Y4
Phone: 450-641-5386
Email: [email protected]
Cold spray additive manufacturing was used for shaping permanent magnets directly on electric motor parts without the need for additional assembly steps. This technique allows low cost fabrication of complex shape electrical motors. The permanent magnets were deposited from a metal-NdFeB composite powder featuring high raw theoretical remanence and coercivity. The role of the powder composition, size distribution and morphology on the deposition efficiency and the magnetic properties will be discussed. The effect of the spray parameters on the quality of the coating and its impact on the magnetic performance will also be examined. The use of robot toolpath programming necessary to spray on motor parts will be illustrated by different examples of complex shape prototypes. The obtained magnetic properties results demonstrate the feasibility of using cold spray additive manufacturing as an effective technology to fabricate motor parts without additional assembly steps.
1. Introduction
Environmental targets imposed in the last few years in several countries led the automotive industry to shift from fossil fuel motors to alternative hybrid and electrical technologies. The spread of these new hybrid and electrical powered vehicles is strongly dependant on their cost. There is thus an important need to identify technologies to reduce the cost of electrical engines. The cost of the magnets in permanent magnet electric motor can represent up to 50% of the total motor cost as illustrated in figure 1 [1]. High cost of the rare earth materials necessary to fabricate permanent magnets and the numerous required assembly steps are responsible for that high fraction. Current techniques used for the assembly of permanent magnets in motors such as adhesives, slots or screws are complex, labour intensive and offer very little flexibility for advanced motor design strategies.
Nowadays, permanent magnets used in electric motor for automotive applications are typically fabricated using high performance Nd-Fe-B
alloys [2]. These materials are unfortunately prone to high temperature degradation and are thus very difficult to process using conventional thermal spray system [3-7].
Figure 1: Cost distribution for the fabrication of an
automotive electrical motor. Adapted from [1].
A previous study from King and al. [8] highlighted that it is possible to process this material using cold spray deposition. However, pure Nd-Fe-B cannot be deposited as it is too brittle hence the use of a soft metallic binder such as aluminium is needed. Material deposition process, coating microstructure, basic magnetic
Bearings 1% Insulation 1% Shaft 2% Rotor Iron 6% Stator Iron 9% Stator Copper 10% Housing 18% Magnets 53%
properties and bonding behavior were presented in our previous work [2]. In the first part of this work, the effect of powder composition, magnetic loading, gas temperature and binder particle size on the magnetic properties will be examined. In order to fill the technology gap between fundamental work and the production of real parts, the second part of this work will describe the use of cold spray additive manufacturing for the low-cost direct shaping of permanent magnets of outer and inner diameter of electric motor parts without the need for additional assembly steps.
2. Methodology 2.1 Powders
Coatings were produced using mechanically pre-mixed magnetic and non-magnetic metallic binder component. Soft metallic binder were either pure spherical aluminium H15 (D50: 20
µm) or spherical aluminium H5 ((D50: 8 µm)
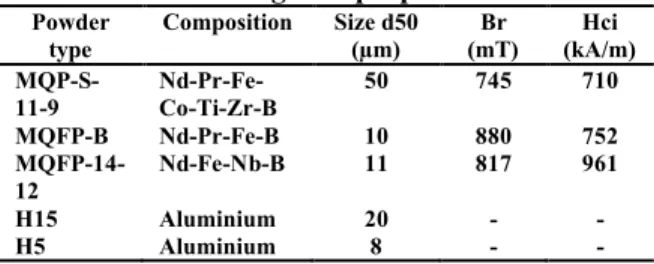
both from Valimet (Stockton, California, USA). Magnetic component was selected from a list of three powders supplied by Magnequench (Singapore): MQP-S-11-9, MQFP-B, MQFP-14-12. More details on the powder characteristics are given in table 1. All powder pre-mixes percentage values given in this paper are in terms of weight %.
Figure 2: SEM micrographs of hard magnetic
Nd-Fe-B powders. Top left: Magnequench MQP-S-11-9.
Top right: Magnequench MQFP-B. Bottom right:
SEM micrograph of coating deposited with maximum MQP-S-11-9 content. Bottom left: SEM micrograph of coating deposited with maximum MQFP-B content.
As can be observed from table 1, magnetic powders of various morphologies and sizes were used. Indeed, MQS-11-9 powder size distribution is rather coarse (D50= 50 µm) and particles are
spherical while both powder MQFP-B and MQFP-14-12 consist of smaller angular particles (D50= 10-11 µm). According to King et al. [8],
maximum magnetic loading content for MQS-11-9 is around 55 to 60% which is also what was observed in our preliminary experiments (figure 2, bottom left). Smaller angular powders allowed for better magnetic content (up to 70%) as exhibited in the bottom right of figure 2. In order to maximize magnetic performance, powders MQFP-B and MQFP-14-12 were favored for the remaining of the experiments.
Table 1: Powders magnetic properties
Powder type Composition Size d50 (µm) Br (mT) Hci (kA/m) MQP-S-11-9 Nd-Pr-Fe-Co-Ti-Zr-B 50 745 710 MQFP-B Nd-Pr-Fe-B 10 880 752 MQFP-14-12 Nd-Fe-Nb-B 11 817 961 H15 Aluminium 20 - -H5 Aluminium 8 - -2.2 Spray Parameters
All coatings were produced using a Plasma Giken (Yoriimachi, Japan) PCS 800 gun. Operating gun pressure was varied from 3 to 4.9 MPa. Spray distance was kept at 80 mm for geometrical reasons related to the production of the prototypes. The gun displacement speed was varied from 20 to 300 mm/s with most coatings produced at the standard speed of 100 mm/s. In some cases were temperature control was needed, substrate cooling via air jets and wait time between the passes was used. Coatings were deposited on grit-blasted mild steel (grit 60) or as received 6061 aluminium substrates. Coating thickness was adapted to the measurements requirements but was typically between 1 and 5 mm.
2.3 Magnetic Characterization and Magnetization
Samples for magnetic characterization were cut in cubes of approximately 5 mm X 5 mm X 5 mm dimensions. The substrate was completely
removed. Sample weight and volume were evaluated for density measurements. Coating magnetic volume fraction was evaluated by image analysis of multiple coating cross-section images. Magnetic remanence (Br) and intrinsic coercivity (Hci) were obtained using Hysterisigraph Permagraph L equipment from Magnet Physik (Fishers, Indiana, USA). Measured magnetic quantities are defined in figure 3. Powders were measured prior to deposition in order to obtain reference magnetic properties and compared to manufacturer factsheets to evaluate if the cold spray process degrades the magnetic performance. Remanence and coercivity of the raw powders can be found in table 1.
Figure 3: Typical hysteresis curve obtained during the
magnetic measurements. The remanence (Br) is the y-axis cross-over point while the intrinsic coercivity (Hci) is the x-axis cross-over point.
Prototypes were magnetized by Magnet Physik using a standard in-house procedure consisting of increasing the magnetizing voltage from 500 to 2250V. Between each voltage steps, the magnetic flux was recorded using a fluxmeter.
3. Results and Discussion
The first step towards high magnetic performance of magnets build by cold spray is to find the parameters leading to maximal magnetic loading. Indeed, high magnetic content is needed to obtain a material with good remanence and magnetic density. Unsurprisingly, higher temperature (> 600°C) and pressure (4.9 MPa) yielded better results [8-9]. In a second step towards increasing the magnetic performance, the effects of four parameters were evaluated: 1) powder composition, 2) magnetic loading of the powder pre-mix, 3) gas temperature and 4) binder particle
size. Each of these parameters ended up being important for the final properties. Their effects are described in the next sub-sections.
3.1 Effect of Powder Composition
Figure 4: Coercivity (top) and remanence (bottom) of
coatings produced using two different powder compositions compared to initial powder values. Numbers indicated by a star were adjusted to the coating magnetic volume fraction.
In order to evaluate the effect of the cold spray process on the magnetic properties, two different powder pre-mixes were prepared namely 75% MQFP-14-12 / 25% H15 and 75% MQFP-B / 25% H15. Coatings were fabricated and magnetic properties (coercivity and remanence) were measured. Figure 4 present the recorded values for the deposited coatings as well as the values of the powders. No significant differences were observed when comparing the measured coervicities of the coatings to that of the respective raw powders. Indeed, the coercivity of the MQFP-14-12 coating is about 3% lower than that of the corresponding raw powder while the MQFP-B coating exhibited an increase of about 1%. Both of these numbers are within the measurement uncertainties of the technique.
In order to compare the remanence, one has to correct the measured values for the presence of aluminium binder as the coatings are not composed of 100% of the magnetic phase. After making this correction, we have observed a decrease of remanence of 5% and 10% for the MQFP-B and the MQFP-14-12 respectively. Although the following hypotheses were not verified, this effect can possibly be attributed to process degradation via boundary effects due to material oxidation or particles fragmentation. Notice finally, that the higher coercivity of the MQFP-14-12 powder compared to the MQFP-B powder is preserved in the coating.
3.2 Effect of Magnetic Loading
Figure 5: Magnetic measurement graph of coatings
produced using two different powder mix ratio.
Optimizing the final coating magnetic volume fraction is key for magnetic performance. Figure 5 shows the effect of varying the initial pre-mix ratio on the final coating properties. Two powder pre-mixes consisting of 90% MQFP-14-12 and 75% MQFP-14-12 respectively with the remaining weight being aluminium H15 were cold spray processed using a gas temperature of 600°C. Measurement of the coating yielded a negligible change in coercivity (3%) while the remanence is 40% higher for the 90% pre-mix. Volume fraction analysis showed that the magnetic fraction is also 40% higher for the 90% mix and is thus responsible for the magnetic properties improvement.
3.3 Effect of Gas Temperature
Figure 6: Magnetic measurement graph of coatings
produced at different gas temperatures.
One key area of concern is whether the cold spray process hot gas causes a degradation of the magnetic phase properties. In order to test this assumption, coating were prepared at gas temperature ranging from 400 to 800°C using a 90% MQFP-B / 10% H5 pre-mix. Coatings were not deposited at temperature below 400°C as deposition efficiency was very low. Coatings were also produced with substrate cooling via air jet and with waiting pause in between passes. Other process parameters were kept constant. From temperatures ranging from 400°C to 600°C (not shown here), no change were observed on the coercivity and all changes in remanence could be accounted for by a change in the magnetic volume fraction. Cooling and waiting pauses had no effect on the coating properties. Figure 6 shows the magnetic results for the temperatures ranging between 600°C to 800°C. One can observe that there is no difference between the coating properties at 600°C and 700°C. At 800°C, both remanence and coercivity exhibit a small decrease probably indicating the temperature threshold for coating oxidation albeit this effect remains relatively small. From this experiment, we conclude that the thermal effect of the cold spray process on the magnetic properties is at worst small and that the optimal deposition temperature is in the range from 600°C to 700°C.
3.4 Effect of Metallic Binder Powder Size
Finally, the effect of the binder powder size was tested. This was done by preparing powder pre-0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 -1000 -800 -600 -400 -200 0 J ( T) H (kA/m) 90% MQFP 14-12 - 600°C 75% MQFP 14-12 - 600°C
mixes consisting of 90% MQFP-B powder and 10% of H15 and H5 powders respectively. Details on the powder characteristics are given in table 1. Coatings were prepared using standard cold spray procedure described previously. SEM cross-section micrographs are shown in figure 7. One can readily observed that the coating magnetic content is significantly increased by using the H5 powder. Indeed the volume fraction of the MQFP-B powder is about 20% higher in that case. This was also reflected in the magnetic characterization as the 0.45 T remanence was about 20% higher for the H5 mix when compared to the H15 (0.38 T). The increase in the magnetic volume fraction can be explained as follows: in order to adhere to the coating, an impinging NdFeB particle need to impact on a soft aluminium region as shown by King et al. [8]. That region minimum vertical size is given by the particle size.
Figure 7: Cross-section micrograph of coatings
produced with the following initial powder mix: Left: 90% MQFP B – 10% H15, Right: 90% MQFP B – 10% H5.
4. Prototypes
One of the main aims of manufacturing permanent magnets by cold spray additive manufacturing is to build complex shape electrical motors without assembly. To demonstrate that, various prototypes were built.
Figure 8: Electrical motor rotor prototypes produced
using advanced toolpath. Parts are approximatively 17 cm in diameter. Top left: Four bands outer diameter.
Top right: Four bands inner diameter. Bottom left:
Spiral inner diameter. Bottom right: Vertical walls spiral in inner diameter configuration.
Aluminium and mild steel cylindrical parts of a diameter of approximately 17 cm were used. This geometry is very similar to that used for the fabrication of rotor parts. The fabricated prototypes are shown in figure 8.
4.1 Outer Diameter
The first development step was the fabrication of an outer diameter prototype consisting of four wide material stripes as shown in the top left of figure 8. The robot toolpath movement was optimized to minimize time out of the part and thus minimize spray losses, to obtain several millimeters thick deposit in a short amount of time and to obtain near net shapes.
Depositing permanent magnet using cold spray implies that the magnetization of the stator part is performed after deposition. In order to verify the feasibility of this step, prototypes were deposited and machined using wire EDM. Magnetization was performed on mild steel and aluminium parts by Magnet Physik and results are shown in figure 9 for the former. Discussion of the details of the magnetization results is outside the scope of this paper but one can observed that four poles (2 positives, 2 negatives) were successfully formed on the magnetized part.
Figure 9: Four-pole prototype was machined using
wire EDM for magnetization. Left: Machined prototype. Right: Resulting magnetic field mapping.
-100 -80 -60 -40 -20 0 20 40 60 80 100 0 50 100 150 200 250 300 350 400 B ra d [m T] Rotational angle [°]
B radial - distance 1 mm from surface
Upper Line Middle Line Lower Line
4.2 Inner Diameter
Some electrical motor applications require the magnets to be positioned on the inner diameter of the rotor parts (see figure 8, top right). In order to achieve this configuration, we use a stationary gun – moving part configuration. The spray deposition was performed at an angle. The main challenge here is toolpath programming as the gun nozzle needs to stay at a constant distant from the part surface while the part angle and position needs to be change while avoiding collision between the gun and the part.
One major advantages of using cold spray to fabricate permanent magnets is the ability to directly deposit very complex shape. In order to demonstrate this capability, increasingly complex toolpath programming was used to achieve a spiral inner diameter design (see figure 8, bottom left). Typically, cold spray trace produce a non-uniform coating thickness from center to side. Near net-shape permanent magnet production required the deposition of square profile. By changing the deposition angle in between passes [10], it was possible to correct the deposited thickness and to obtain the required profile (see figure 8, bottom right).
5. Conclusions
In this work, it was highlighted that it is possible to deposit high density permanent magnets and that using several different NdFeB feedstock. Cold spray process does not degrade significantly the powder properties if process temperatures below 800°C are used. High magnetic content can be achieved with high temperature and pressure process, appropriate pre-mix ratio and with the use of small binder granulometry. Finally, using advanced toolpath programming, cold spray additive manufacturing was successfully used to produce complex shape permanent magnets directly on electrical motor parts that could be used in automotive applications.
6. Bibliography
[1] S. Rogers and S. Boyd, Overview of the DOE Advanced Power Electronics and Electric Motor R&D Program, U.S. Department of Energy Report, 2014.
[2] O. Gutfleisch, M.A. Willard, E. Bruck, C.H. Chen, S.G. Sankar and J.P Liu, Magnetic Materials and Devices for the 21st Century:
Stronger, Lighter and More Energy Efficient, Adv. Mat., 2011, 23, 821-842.
[3] J.J. Wyslocki, Domain Structure of the Arc-plasma Sprayed Nd-Fe-B anisotropic Permanent Magnet, J. Magn. and Magn. Mat., 1992, 104-107, 363-364.
[4] M. Willson, S. Bauser, S. Liu and M. Huang, Plasma Sprayed Nd-Fe-B permanent magnets, J. Appl. Phys., 2003, 93, 7987-7989.
[5] G. Rieger, J. Wecker, W. Rodewald, W. Sattler, Fr.-W. Bach, T. Duda and W. Unterberg, Nd-Fe-B Permanent Magnets (Thick Films) Produced by Vacuum-plasma-spraying Process, J. Appl. Phys., 2000, 87, 5329-5331.
[6] J. A. Gan and C. C. Berndt, Effects of Standoff Distance on Porosity, Phase Distribution and Mechanical Properties of Plasma Sprayed Nd-Fe-B Coatings, Surf. Coat. Techn., 2013, 216, 127-138.
[7] J. A. Gan and C. C. Berndt, Design and Manufacture of Nd-Fe-B Thick Coatings by the Thermal Spray Process, Surf. Coat. Techn., 2011, 205, 4697-4704.
[8] P. King, S.H. Zahiri and M.Z. Jahedi, Rare Earth/Metak Composite Formation by Cold Spray, J. Therm. Spray Tech., 2008, 17 (2), 221-227
[9] F. Bernier and J.-M. Lamarre, Metal NdFeB composite permanent magnets produced by cold spray, EVS 29 Inter. Symposium, Montreal, June 2016.
[10] J. Pattison, S. Celotto, R. Morgan, M. Bray, W. O'Neill, Cold gas dynamic manufacturing: A non-thermal approach to freeform fabrication,
Inter. J. of Mach. Tools & Manu., 2007, 47 (3-4), 627-634
7. Acknowledgements
The authors would like to acknowledge the work of J.-F. Alarie for the coatings deposition as well as the work of S. Mercier for the magnetic characterization, D. de Lagrave for the sample preparation and metallography as well as D. Simard and K. Théberge for SEM evaluation. The authors would also like to thank M. Martin for his help with the robot toolpath programming. Finally, the authors gratefully acknowledge financial support for this project from Natural Resources Canada through its Energy Research and Development Program and the National Research Council through its Vehicle Propulsion Technologies Program.