Publisher’s version / Version de l'éditeur:
Thermosets 2011 - From Monomers to Components, Proceedings of the 2nd International Conference on Thermosets, 2011-09-21
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca.
Questions? Contact the NRC Publications Archive team at
PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca. If you wish to email the authors directly, please see the first page of the publication for their contact information.
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Improvement of the processing of polyurethane reinforced by glass
and cellulosic fibres
Busnel, Frédéric; Ton That, Minh Tan; Denault, Johanne; Bélanger, Christian
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
NRC Publications Record / Notice d'Archives des publications de CNRC: https://nrc-publications.canada.ca/eng/view/object/?id=37fb32ec-757b-4a5d-bc7b-67fc8646d129 https://publications-cnrc.canada.ca/fra/voir/objet/?id=37fb32ec-757b-4a5d-bc7b-67fc8646d129
Improvement of the processing of polyurethane reinforced by glass
and cellulosic fibres
Frédéric Busnel, Minh-Tan Ton That, Johanne Denault, Christian Bélanger
Industrial Materials Institute, National Research Council, Boucherville, Quebec, Canada
Introduction
Polyurethanes (PU) are well-known for their versatility in performance and processing which can be satisfied for various applications such as adhesive, coating, furniture, composite, etc. Depending on the type of monomers, formulation and processing used, PU products can be fabricated in different forms including panel, foam, fibre, and film, etc. In the composite market, PUs could take a more important place because several criteria have helped to increase its use relatively to other conventional thermosetting matrices such as unsaturated polyester or vinylester. Beside the great versatility of PU in term of processing the aspect of no volatile emission, such as styrene in polyester and vinylester resins, during processing and the ease of incorporation of renewable bio-based polyols in the PU resins are also the great advantages [1].
These research works on the processing of polyurethane composites have been conducted with two kinds of fibres. Glass fibres have been chosen because they are the most common used on the market and so are well documented. Cellulosic fibres, in this case flax fibres, are more and more considered for the reinforcement of polymers since they show many advantages in thermosetting composite including good mechanical properties, low density, biodegradability and a low energy consumption for composite fabrication. However, the structure of flax fibres is very complex. Each single flax fibre can be considered as a laminate composite reinforced by helical cellulosic fibres held in place by a matrix of non-cellulosic component (hemicelluloses, lignin, and pectin) [2]. Compared with glass fibres, which are continuous and isotropic, flax fibres are anisotropic and discontinuous (l ≅ 30-40 mm)[3].
To deal with the highly reactivity of isocyanate component in PU, composite processing must be preserved from humidity as much as possible thus infusion appears to be an interesting low cost tooling technique to produce composites of good quality. In this study the composites produced were reinforced by unidirectional (UD) fibres. Under transverse direction, mechanical properties are mainly influenced (but not only) by matrix failure strain and the quality of the fibre/matrix interface [3]. The observation of these two criteria should be good
indications of the composite quality. This paper will discuss about the way to improve the processing of PU composites.
Materials and Methods Materials
The PU matrix used is the grade RTM 902 provided by Bayer. In a first step, isocyanate/polyol ratio in weight recommended by Bayer was used, i.e. 140/100. In a second step, to observe the influence of reactivity of isocyanate on infusion process, two other ratio were employed, i.e. 100/100 and 160/100. The UD E-glass fibres were kindly supplied by JB Martin and have a suface density of 306 g/m2. UD flax fibres were purchased from CRST (Centre de recherche en substrat textile) and have a surface density of 150 g/m2.
Infusion process
Numerous tests have been conducted to find the best compromise to prepare bagging of fibre release film and fibre layers and infusing the PU matrix into the mold as well. The processing temperature of 80ºC was found to be the most appropriate for this process and this particular PU system. The PU matrix, the mix of isocyanate and polyol, must be preheated at 80ºC under vacuum (30 psi) for 8 minutes prior to infusion. After bagging preparation, the mold with fibres was preheated at 80ºC for 30 minutes under vacuum (30 psi). This preheating offers several advantages. Firstly, it limits the temperature gap between layers and matrix and secondly, it decreases the residual humidity presented on fibre’s surface. The latter one is more important in the case of flax fibres which often absorb a high amount of moisture very quick in the air.
Infusion was conducted under vacuum of 30 psi at 80ºC. Once the layers was infused, the system was first cured at 80ºC at 18 psi vacuum for 30 minutes and finally post cured without vacuum at 150ºC for 2 h. In order to improve the molding composite products a second process, so-call infusion-compression process, has been studied with the same condition but with a cure and a post cure under compression at 2.5 tons (Fig.1).
Figure 1: Infusion+compression process
Morphology and microstructures
Scanning electron microscopy (SEM) was carried out on the polished surfaces to observe porosity and fibre’s distribution and on the fractured surfaces resulted from mechanical testing to evaluate the failure mode.
Mechanical testing
The tensile and bending testing were carried out according to ASTM-D638 and ASTM-D790, respectively. All these tests were conducted under the transverse direction of fibres.
Results and discussion Influence of processing
SEM images (Fig.2) show that without compression much more porosity can be clearly seen in the glass composite. The same behaviour is also observed with flax fibre composites although much more porosity can still be observed in flax fibre composites (which are not shown here). In general, this porosity has a direct influence on mechanical properties of the composites as it initiates failure during testing. Moreover, the porosity prevents a wetting of fibres allowing a good load transfer from the matrix to the fibres. Thus it is not surprised to see in Table 1 that specific mechanical properties for a transverse loading are improved for both types of fibres with the use of infusion+compression. Flax fibre composites have lower properties than glass fibre composites mainly because of the greater porosity.
Figure 2: PU/glass fibre composite produced by infusion (left) and infusion+compression (right).
Process Glass Fibre Flax Fibre Infusion 11,29(±0,60) 6,12(±0,12) Infusion+
compression
19,79(±0,77) 13,98(±0,55)
Table 1: Specific stress at break under transverse tensile loading.
Influence of isocyanate/polyol ratio
The combined infusion+compression process was used to study the influence of isocyanate/polyol ratio on the composite properties.
Iso/Pol ratio Glass Fibre Flax Fibre 100/100 64,56(±4,21) 48,83(±3,72) 140/100 58,17(±6,05) 37,02(±3,06) 160/100 62,10(±4,02) 28,48(±2,13)
Table 2: Specific stress at break under transverse bending loading according to isocyanate/polyol ratio.
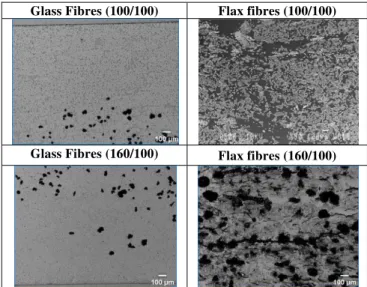
Glass Fibres (100/100) Flax fibres (100/100)
Glass Fibres (160/100) Flax fibres (160/100)
Figure 3: SEM pictures PU/glass fibre and flax fibre composite produced by infusion+compression according to isocyanate/polyol ratio.
Table 2 shows that for an increase of isocyanate/polyol ratio, the specific bending stress at break is approximately the same for composites reinforced by glass fibre if standard deviation is taken into account. However, for flax fibre composites, this property decreases significantly with the increase of isocyanate/polyol ratio. In overall the specific stresses of the flax composites are much lower than those of glass composites. Figure 3 illustrates that the isocyanate/polyol ratio has a more important influence on porosity for flax fibre than for glass fibres. Even if porosity is observed in glass fibre composites, but apparently the porosity amount is quite similar between each other. Thus the ratio does not have significant effect on the composite mechanical properties.
The huge amount of porosity in flax fibre composites has a direct influence on mechanical
properties. The hydrophilic nature of flax fibres probably plays an important role in the reactivity with isocyanate. The production of CO2 by the
reaction between isocyanate and moisture on the fibre surface is the main cause of void in the flax composites. The greater isocyanate/polyol the greater amount of porosity in the flax composite thus reducing significantly the composite mechanical properties. However, on the other hand the greater content of isocyanate may also provide a greater possibility for the reaction between the OH of the flax fibre surface and the isocyanate resulting improvement of interface. It seems that the earlier one has greater control on the properties than the latter one.
SEM observations on fractured surfaces.
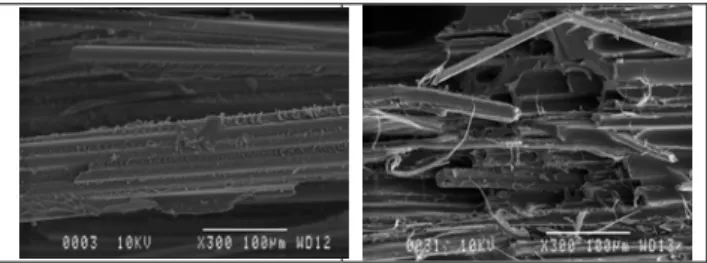
Figure 4 demonstrates that glass fibre composite failure was mainly conducted by fibre/matrix adhesion. As seen previously, transverse mechanical properties of glass fibre composite are not influenced by isocyanate/polyol ratio.
For flax fibres composites, failure is mainly controlled by both fibre/matrix adhesion and porosity. Moreover, another type of failure inside the fibre can also be observed in the case of flax fibre composites at few locations . This cohesive failure shows that transverse mechanical properties of the matrix and/or fibre/matrix interface are better than intrinsic properties of the flax fibre at these specific local fibres.
Figure 4: Fractured surfaces of fibre composite produced infusion+compression for glass(left) and flax fibres(right).
Conclusions
This work has demonstrated that the use of PU thermoset matrix for composite production needs a particular attention in order to limit defects produced by the high reactivity of this thermosetting polymer. Main defects observed come from the creation of porosity during the reaction between isocyanate and moisture/impurity. It is demonstrated that a great preparation of layer and matrix aside may limit this phenomenon during infusion but not fully efficient. The pressure produce by the bagging film with the
vaccum is not sufficient to prevent porosity development. The process must be combined with compression in order to take control on the formation of porosity.
The use of cellulosic fibres demonstrates that their hydrophilic behavior has a great influence on the reactivity with isocyanate. So to optimize the infusion+compression process, isocyanate/polyol ratio must be optimized.
References
[1] Sherman, L.M.: Polyurethane Composites: New alternative to polyester and Vinylester. Plastics Technology, Mars 2006.
[2] Hearle, J.W.S: Theory of mechanical properties of fibrillar structures, Journal of Applied Polymer Science, 7, No.5, 1963, pp.1635-1647.
[3] Baley, C.: Transverse properties of unidirectional plies reinforced by flax fibres, Materials Letters, 60, 2006, pp.2984-2987.
Acknowledgment
Authors are thankful to Bayer and JB Martins for providing PUR matrix and glass fibres, respectively. The authors also would like to thanks for the financial support from the NRC-National Bioproduct Program, Project 2.
Contact
Dr Frédéric Busnel
Industrial Materials Institute
National Research Council Of Canada
75 Boulevard de Mortagne, Boucherville, Quebec Canada J4B 6Y4
Government of Canada
E-mail:Frederic.Busnel@imi.cnrcnrc.gc.ca http://www.nrc-cnrc.gc.ca/imi-imi/index.html