Optimisation des propriétés physiques d'un composite carbone époxy fabriqué par le procédé RFI
129
0
0
Texte intégral
Figure
![Tableau 1.1 Propriétés et applications typiques des résines thermodurcissables les plus répandues [4]](https://thumb-eu.123doks.com/thumbv2/123doknet/2334427.32464/22.892.128.759.678.1113/tableau-proprietes-applications-typiques-resines-thermodurcissables-repandues.webp)
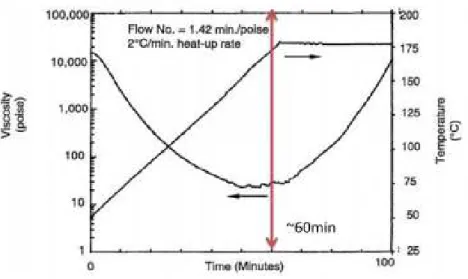
![Figure 1.15 Exemple de cycle standard de cuisson de l'époxy EPON 862/W [63]](https://thumb-eu.123doks.com/thumbv2/123doknet/2334427.32464/50.892.247.648.225.483/figure-exemple-cycle-standard-cuisson-epoxy-epon-w.webp)
+7
![Figure 1.19 Enthalpie et formation de bulles d'air [75]](https://thumb-eu.123doks.com/thumbv2/123doknet/2334427.32464/55.892.278.607.123.446/figure-enthalpie-formation-bulles-d-air.webp)
![Figure 1.21 Validation de la loi de Ghiorse [83] :cas de la traction](https://thumb-eu.123doks.com/thumbv2/123doknet/2334427.32464/60.892.117.804.141.412/figure-validation-loi-ghiorse-cas-traction.webp)
Documents relatifs