Méthodologie d'analyse et de rétro-conception pour l'amélioration énergétique des procédés industriels
335
0
0
Texte intégral
Figure




+7





Outline
Modélisation et simulation du site
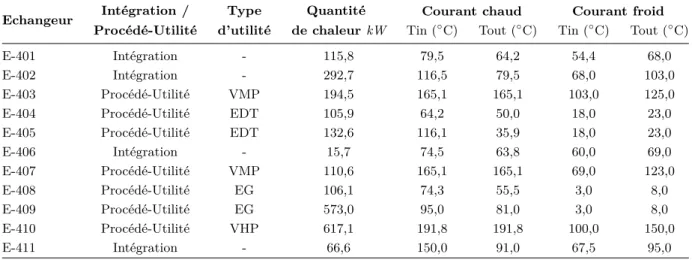
Étape 2.1.1 : Analyse globale du réseau d’échangeurs existant
Évaluation du MER avec une conservation complète de l’intégration nominale
L’exergie chimique d’un flux matière
Les irréversibilités évitables et inévitables : état de l’art
Vers une analyse exergétique : efficacités exergétiques
Conclusion sur l’analyse exergétique
Évaluation de l’exergie de transit
Documents relatifs
