Estimation des propriétés physiques du coke à l’aide de
technique d’émission après impact acoustique
Mémoire
Elias Ishak
Maîtrise en génie chimique - avec mémoire
Maître ès sciences (M. Sc.)
Estimation des propriétés physiques du coke à l’aide de
technique d’émission après impact acoustique
Mémoire
Elias Ishak
Sous la direction de :
Carl Duchesne, directeur de recherche
Duygu Kocaefe, codirectrice de recherche
Résumé
La production d'aluminium par le procédé de Hall-Héroult est influencée, entre autres, par la variation des propriétés de l'anode précuite en carbone. Les propriétés de celles-ci sont plus difficiles à contrôler en raison de la dégradation de la qualité et l'augmentation de la variabilité des propriétés des particules de coke de pétrole utilisées pour fabriquer les anodes en carbone. Actuellement, les propriétés du coke sont mesurées en laboratoire, sur des petits échantillons et sur une base peu fréquente. D'où l'importance de développer une méthode rapide et non destructive qui pourra être intégrée à la chaîne de production d'anodes et qui mesurera en temps réel les propriétés des particules de coke permettant d’ajuster la formulation de la pâte d’anode, telles que la densité apparente et la porosité ouverte des particules de coke. Dans une étude précédente, un montage d'analyse acoustique a été conçu et testé pour estimer la densité et la porosité des particules de coke en utilisant la transformée de Fourier (FFT) pour la décomposition en fréquences des signaux sonores, couplée à des méthodes de régression multivariées pour l'estimation de modèles prédictifs. Cette étude vise à améliorer les résultats de prédiction par l’utilisation de la transformée en ondelettes continue (CWT) et à appliquer la méthode proposée à des mélanges de particules de coke ayant une plus grande plage de variations dans leurs propriétés. Cette méthode de décomposition temps-fréquence permet d’obtenir une signature acoustique plus spécifique des particules de coke de différentes tailles et provenant de plusieurs fournisseurs. Le potentiel de l’approche proposée semble très prometteur en raison de la bonne capacité prédictive de la densité apparente et de la porosité ouverte des particules obtenues jusqu’à présent, sur des échantillons non-mélangés et mélangés provenant de différentes fournisseurs et tamisés en plusieurs fractions de tailles granulométriques.
Abstract
The production of primary aluminum using the Hall-Héroult process is influenced by the variations in pre-baked carbon anode properties. Controlling their quality is a challenge due to the raw material quality degradation and variability. Petroleum coke is one of the main raw materials used to produce the carbon anodes. Currently, coke properties are measured in laboratory by using small samples and on an infrequent basis. Therefore, it is important to develop a fast and non-destructive sensing method that can be integrated into the anode production line in order to measure in real time coke particle properties allowing to adjust the anode paste formulation, such as the apparent density and open porosity of the coke particles. In a previous study, an experimental set-up based on an acoustic analysis was developed and tested to estimate the density and the porosity of coke particles. Fourier Transform (FFT) was used for frequency decomposition of the acoustic signals, and multivariate regression methods to analyze the FFT signal features and predict coke properties. This study aims at improving the predictive performance of the model by using the Continuous Wavelet Transform (CWT) and apply the proposed technique to mixtures of coke particles having a wider range of properties. This time-frequency decomposition method allows capturing the acoustic signature of coke particles of different sizes obtained from several suppliers. So far, the approach shows promising results for predicting the apparent density and the open porosity of mixed and unmixed coke particles obtained from different suppliers and sieved into several size classes.
Table des matières
Résumé ... ii
Abstract ... iii
Table des matières... iv
Liste des figures ... viii
Liste des tableaux ... xi
Liste des abréviations, sigles, acronymes ... xiii
Remerciements ... xv
Introduction ... 1
0.1. L’importance de l’aluminium pour le Québec ... 1
0.2. Procédé Hall-Héroult ... 2
0.3. Fabrication des anodes de carbone précuites ... 4
0.3.1. Matières premières ... 4
0.3.2. Méthodologie de fabrication des anodes en carbone ... 7
0.4. Problématique ... 8
0.5. Objectifs ... 10
0.6. Contenu du mémoire... 11
Chapitre 1 : Revue de littérature ... 12
1.1. Mesure de la densité de Scott vibrée (VBD) ... 12
1.1.1. Corrélation entre la VBD et la porosité des particules de coke ... 13
1.1.2. Prédiction de la densité de Scott vibrée (VBD) du coke calciné ... 13
1.1.3. Effets des tailles des particules de coke calciné et des étapes de broyage sur la VBD ... 14
1.1.4. Aperçu des méthodes ASTM et ISO pour mesurée la VDB ... 14
1.1.5. Amélioration de la répétabilité des mesures de la densité de Scott vibrée (VBD) ... 15
1.1.6. Mesure de la densité de Scott vibrée (VBD) du coke par imagerie numérique.. 15
1.2. Mesure de la densité à l’hélium ... 16
1.3. Mesure de la porosité ... 16
1.3.1. Technique de laboratoire pour calculer la porosité ouverte ... 17
1.3.3. Exemples d’application de la méthode d’émission acoustique après impact pour
la mesure de propriétés de matériaux autres que les particules de coke ... 17
1.3.4. Technique d’émission acoustique pour mesurer les propriétés des particules de coke ... 19
Chapitre 2 : Méthodes expérimentales ... 21
2.1. Choix et préparation des échantillons ... 22
2.1.1. Échantillons simples ... 23
2.1.2. Échantillons mélangés ... 23
2.2. Caractérisation des échantillons de coke ... 24
2.2.1. Densité de Scott, densité de Scott vibrée (VBD) et rapport de Hausner ... 25
2.2.2. Densité à l’hélium ... 27
2.2.3. Densité apparente ... 28
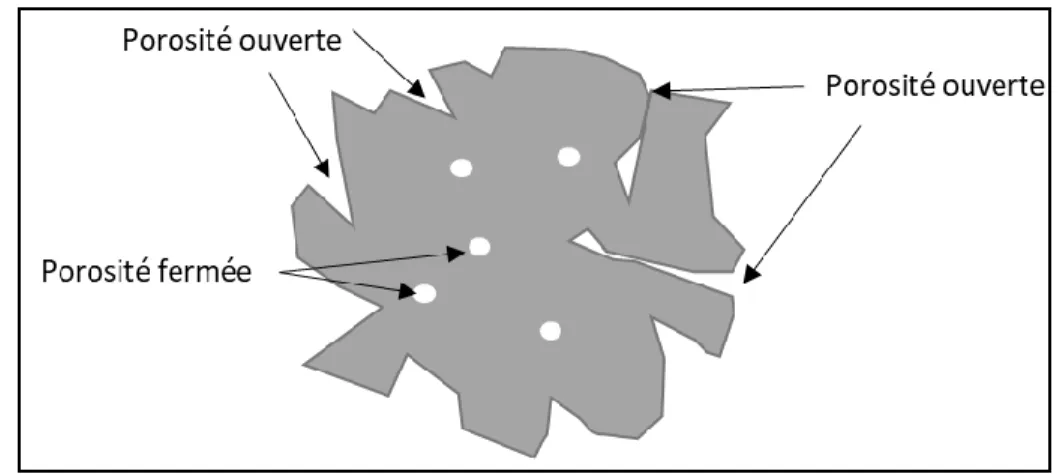
2.2.4. Porosité ouverte... 30
2.2.5. Longueur cristalline... 31
2.3. Mesure de la réponse sonore à l’impact des particules ... 33
Chapitre 3 : Les méthodes de traitement et d’analyse des signaux sonores ... 35
3.1. Forme et Acquisition des signaux sonores ... 35
3.2. Décomposition du signal brut en bandes fréquentielles ... 37
3.3. Filtrage du signal sonore des bandes fréquentielles non pertinentes ... 42
3.4. Extraction des caractéristiques des signaux sonores ... 44
Chapitre 4 : Méthodes de régression à variables latentes ... 47
4.1. Régression à moindres carrés partiels (PSL) ... 47
4.2. Algorithme NIPALS pour un modèle PSL ... 50
4.3. Nombre de variables latentes ... 52
Chapitre 5 : Résultats ... 54
5.1. Choix de la longueur des fenêtres temporelles t... 55
5.2. Échantillons simples de coke et de mégots d’anodes recyclées ... 57
5.2.1. Regroupement des échantillons en fonction de la taille ... 63
5.2.5. Prédiction de la densité apparente des échantillons simples ... 65
5.2.6. Prédiction de la porosité ouverte des échantillons simples ... 65
5.3. Échantillons simples de taille 4 à 9 USM de coke et de mégots d’anodes recyclées 66 5.3.1. Répartition des échantillons simples de coke et de mégot d’anodes recyclées de fraction de taille 4 à 9 USM en fonction de la source ... 71
5.3.2. Densité de Scott des échantillons simples de taille 4 à 9 USM et utilisant du coke et de mégots des anodes recyclées ... 71
5.3.3. Densité de Scott vibrée des échantillons simples de taille 4 à 9 USM et utilisant du coke et de mégots des anodes recyclées ... 72
5.3.4. Rapport d’Hausner des échantillons simples de taille 4 à 9 USM et utilisant différents fournisseurs de coke et des mégots des anodes recyclées ... 72
5.3.5. Densité apparente des échantillons simples de taille 4 à 9 USM et utilisant du coke et des mégots des anodes recyclées ... 73
5.3.6. Porosité ouverte des échantillons simples de taille 4 à 9 USM et utilisant du coke et de mégot des anodes recyclées ... 73
5.4. Mélanges d’échantillons de coke... 74
5.4.1. Regroupement des échantillons de coke simples et mélangés en fonction de leurs tailles et fournisseurs... 80
5.4.2. Prédiction de la densité de Scott ... 81
5.4.3. Prédiction de la densité de Scott vibrée ... 82
5.4.4. Prédiction du rapport d’Hausner des particules de coke ... 82
5.4.5. Prédiction de la densité apparente des particules de coke ... 82
5.4.6. Prédiction de la porosité ouverte des particules de coke ... 83
5.5. Échantillons formés de mélanges de coke et de mégots d’anodes recyclées ... 83
5.5.1. Regroupement des échantillons simples et mélangées de coke et de mégot des anodes recyclées en fonction de la taille ... 88
5.5.2. Densité de Scott des échantillons simples et mélangées de coke et de mégot des anodes recyclées ... 89
5.5.3. Densité de Scott vibrée des échantillons simples et mélangées de coke et de mégot d’anodes recyclées... 90
5.5.4. Prédiction du rapport d’Hausner des échantillons simples et mélangées de coke et de mégot des anodes recyclées ... 90
5.5.5. Densité apparente des échantillons simples et mélangées de coke et de mégots des anodes recyclées ... 90
5.5.6. Porosité ouverte des échantillons simples et mélangées de coke et de mégot des anodes recyclées ... 91
Conclusion ... 92 Bibliographie ... 95
Liste des figures
Figure 1: Section d’une cuve à électrolyse du procédé Hall-Héroult ... 3
Figure 2: Illustration des étapes de fabrication des anodes de carbone précuites ... 8
Figure 3: Montage de mesure de la VBD par imagerie numérique adapté de [8] ... 16
Figure 4: Montage appliqué pour la caractérisation de croustilles par émission acoustique adapté de [18] ... 18
Figure 5: Montage de détection des grains de blé endommagés adapté de [19] ... 19
Figure 6: Vue globale de la méthodologie sous forme d'un organigramme ... 21
Figure 7: Représentation schématique de la matrice des données Y formée des propriétés physiques mesurées pour chaque échantillon de coke et de mégots d’anodes recyclées .... 25
Figure 8: Montage de mesure du Densité de Scott (SD) et Densité de Scott vibrée (VBD) 26 Figure 9: Différence entre la porosité ouverte et fermée dans un matériau poreux ... 31
Figure 10: Exemple de spectre de diffraction des rayons X, présentant l'angle 2* en fonction de l'intensité [21] ... 32
Figure 11: Illustration schématique du montage utilisé pour mesurer le son émis à l’impact des particules avec une plaque métallique ... 34
Figure 12: Différents types de signaux ... 35
Figure 13: (a) Signal brut émis à l’impact de six particules de coke « F » de taille 4-8 USM. (b) Signal brut émis à l’impact d’un lot de particules de coke « F » de taille 4-8 USM. (c) Signal brut émis à l’impact d’un lot de particules de coke « F » de taille 8-14 ... 37
Figure 14: L’ondelette Morlet en fonction de temps (gauche) et son spectre de fréquence (droite) [25] ... 42
Figure 15: Périodogramme d’un signal sonore obtenu par la décomposition en ondelette continue (Morlet) ... 43
Figure 16: Matrice X (données sonores) ... 46
Figure 17: Méthodologie de la projection sur une structure latente (PSL) ... 50
Figure 18: Fonctionnement de l’algorithme NIPALS pour PSL ... 51
Figure 19: Algorithme NIPALS pour PSL ... 51
Figure 20: Graphique des scores du modèle PSL calibrés sur les échantillons simples de coke et de mégot d’anodes triés par fournisseur et par taille (différents couleurs) de particules. La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines ... 59
Figure 21: Densité de Scott (g/ml) mesurée vs prédite par le modèle PSL pour les échantillons simples. La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines... 60
Figure 22: Densité de Scott vibrée (VBD) (g/ml) mesurée vs prédite par le modèle PSL pour les échantillons simples. La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines ... 60
Figure 23: Rapport d’Hausner mesuré vs prédit par le modèle PSL pour les échantillons simples. La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines ... 61
Figure 24: Densité apparente mesurée vs prédite par le modèle PSL pour les échantillons simples (g/ml). La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines ... 61 Figure 25: Porosité ouverte mesurée vs prédite par le modèle PSL pour les échantillons simples (%). La taille 2 correspond aux particules les plus grossières considérées dans ce modèle et la taille 5 les plus fines ... 62 Figure 26: Graphique des scores du modèle PSL calibrés sur les échantillons simples de coke et de mégots de taille 4 à 9 USM triés par fournisseur (différents couleurs) de
particules ... 68 Figure 27: Densité de Scott mesurée vs prédite par le modèle PSL pour les échantillons simples de taille 4 à 9 USM (g/ml) ... 68 Figure 28: Densité de Scott vibrée mesurée vs prédite par le modèle PSL pour les
échantillons simples de taille 4 à 9 USM (g/ml) ... 69 Figure 29: Rapport d’Hausner mesuré vs prédit par le modèle PSL pour les échantillons simples de taille 4 à 9 USM ... 69 Figure 30: Densité apparente mesurée vs prédite par le modèle PSL pour les échantillons simples de taille 4 à 9 USM (g/ml) ... 70 Figure 31: Porosité ouverte mesurée vs prédite par le modèle PSL pour les échantillons simples de taille 4 à 9 USM (%) ... 70 Figure 32: Graphique des scores du modèle PSL calibrés sur les échantillons simples et mélangé de coke ... 77 Figure 33: Densité de Scott mesurée vs prédite en calibration pour les échantillons de coke simples et mélangés (g/ml) ... 77 Figure 34: Densité de Scott vibrée (VBD) mesurée vs prédite en calibration pour les
échantillons simples de coke et les mélanges (g/ml) ... 78 Figure 35: Rapport d’Hausner mesuré vs prédit en calibration pour les échantillons de coke simples et les mélanges ... 78 Figure 36: Densité apparente mesurée vs prédite en calibration pour les particules de coke simples et les mélanges (g/ml)... 79 Figure 37: Porosité ouverte mesurée vs prédite en calibration pour les échantillons de coke simples et les mélanges (%) ... 79 Figure 38: Graphique des scores du modèle PSL calibré sur les échantillons simples et mélangés de coke et de mégot d’anodes triés par fournisseur et par taille (différents
couleurs) de particules ... 85 Figure 39: Densité de Scott mesurée vs prédite en calibration pour les échantillons simple et mélangées de coke et de mégots d'anodes recyclées (g/ml) ... 86 Figure 40: Densité de Scott vibrée mesurée vs prédite en calibration pour les échantillons simple et mélangées de coke et des mégots des anodes recyclées (g/ml) ... 86 Figure 41: Rapport d’Hausner mesuré vs prédit en calibration pour des échantillons simples et mélangées de coke et des mégots des anodes recyclées ... 87
Figure 43: Porosité ouverte mesurée vs prédite en calibration pour les échantillons simples et mélangées de coke et des mégots d'anodes recyclées (%) ... 88
Liste des tableaux
Tableau 1: Fractions granulométriques du coke utilisé dans la formulation des anodes ... 6 Tableau 2: Tailles des particules de coke et de mégots d’anodes recyclées en fonction des fournisseurs... 23 Tableau 3: Échantillon de mélange de fournisseur et de taille utilisé... 24 Tableau 4: Influence de la longueur des fenêtres t sur la variance expliquée par les modèles PSL en calibration pour les échantillons excluant la taille 1 ... 56 Tableau 5: Influence de la longueur des fenêtres t sur la variance expliquée par les modèles PSL en calibration pour les échantillons avec toutes les tailles ... 56 Tableau 6: Variance des propriétés (Y) expliquée par le modèle PSL en calibration (R2) et prédites en validation croisée (Q2) par composante et leurs valeurs cumulatives. Modèle PSL calibré sur des échantillons simples de coke et de mégots d’anodes recyclées ... 58 Tableau 7: Pourcentage cumulatif de variance de chacune des propriétés (Y) expliquée par le modèle PSL en calibration (R2cum) et prédites en validation croisée (Q2cum) et leurs
erreurs d'estimation (RMSEE) ... 58 Tableau 8: Identification des échantillons à l’aide d’un code de couleur et alpha-numérique ... 59 Tableau 9: Variance des propriétés (Y) expliquée par le modèle PSL en calibration (R2) et
prédites en validation croisée (Q2) par composante et leurs valeurs cumulatives. Le modèle PSL est calibré sur des échantillons simples de coke et de mégots de taille -4 +9 USM (taille 1 uniquement) ... 66 Tableau 10: Pourcentage cumulatif de variance de chacune des propriétés (Y) expliquée par le modèle PSL en calibration (R2cum) et prédites en validation croisée (Q2cum) et leurs
erreurs d'estimation (RMSEE) pour les particules simples de taille 1 ... 67 Tableau 11: Code de couleur et identification des échantillons à l’aide d’un code alpha-numérique ... 67 Tableau 12: Code de couleur et identification des échantillons simples et mélanges à l’aide d’un code alpha-numérique ... 75 Tableau 13: Variance des propriétés (Y) expliquée par le modèle PSL en calibration (R2) et prédites en validation croisée (Q2) par composante et leurs valeurs cumulatives. Le modèle
PSL est calibré sur des échantillons simples et mélangés de coke ... 76 Tableau 14: Pourcentage cumulatif de variance de chacune des propriétés (Y) expliquée par le modèle PSL en calibration (R2
cum) et prédites en validation croisée (Q2cum) et leurs
erreurs d'estimation (RMSEE) pour les particules simples et les mélanges ... 76 Tableau 15: Variance des propriétés (Y) expliquée par le modèle PSL en calibration (R2) et prédites en validation croisée (Q2) par composante et leurs valeurs cumulatives. Modèle
PSL calibré sur des échantillons simples et mélangés de coke et échantillons simples de mégots d’anodes recyclées ... 84 Tableau 16: Pourcentage cumulatif de variance de chacune des propriétés (Y) expliquée par
Tableau 17: Code couleur et identification des échantillons simples de particules de coke et de mégots et des mélanges à l'aide d'un code alpha-numérique ... 85
Liste des abréviations, sigles, acronymes
SD: Scott Density (Densité de Scott)
VBD: Vibrated Bulk Density (Densité de Scott vibrée) HR: Hausner Ratio (Rapport d’Hausner)
FFT: Fast Fourier Transform
CWT: Continuous Wavelet Transform
A: Nombre de variable latente
T et U: Matrice des scores W et C: Matrice des loadings
E et F: Matrice des erreurs de prédiction
NIPALS: Nonlinear Iterative PArtial Least Squares PSL-DA: Partial Least Square Discriminant Analysis CCD: Charge Couple Device
RGB: Red Green Bleu LED: Light Emitting Diode ρ: Symbole de la densité
Remerciements
Je voudrais dans un premier temps remercier mon directeur de recherche, Professeur Carl Duchesne, qui m’a permis de réaliser ce projet de recherche au sein de son laboratoire. Merci pour sa patience, la très grande qualité de ses conseils et pour sa disponibilité.
Je tiens à remercier ma codirectrice de recherche, Professeure Duygu Kocaefe, pour ses nombreux conseils pertinents et les discussions tout au long de ce projet.
Je remercie également les professionnels de recherche du REGAL de l’Université Laval Donald Picard et Guillaume Gauvin qui ont contribué à résoudre une partie du problématique du projet.
Je remercie mes collègues de bureau pour leur gentillesse, leurs encouragements et leurs soutient.
Je remercie mes parents, pour leur soutien constant et leurs encouragements. Un grand merci à mon frère Ramzi pour son soutien.
Introduction
L’aluminium ne se trouve pas dans la nature en raison de sa forte réactivité chimique avec l’oxygène. L’aluminium existe sous forme de roches riches en alumine (Al2O3) et en oxyde
de fer nommé bauxite. Il a été estimé que 8 % du globe terrestre est composé d’aluminium et que c’est le deuxième élément métallique le plus abondant sur terre après le silicium [1]. À partir du procédé « Bayer », on extrait l’alumine en poudre à partir de la bauxite. En passant par le procédé d’électrolyse « Hall-Héroult », l’alumine en poudre est transformée en aluminium liquide.
0.1. L’importance de l’aluminium pour le Québec
Le Québec est le quatrième producteur mondial d’aluminium primaire avec 6 % de production mondiale, derrière la Chine occupant 57 % de production mondiale, le Moyen-Orient avec 8.75 % et la Russie avec 6.3 % [2]. Ce domaine offre pour le Québec 30 000 emplois directs bien rémunérés dont 10 000 au sein des entreprises de production de l’aluminium primaire et 20 000 d’autres emplois liés à la filière aluminium. D’autre part, le Québec produit 90 % de l’aluminium primaire sur le territoire Canadien et 65 % au niveau de l’Amérique du nord [3].
L’industrie de production de l’aluminium primaire au Québec a débuté ses activités à Shawinigan en 1901. Avec le temps, ce secteur industriel a commencé à s’étendre dans plusieurs localités au Québec, par exemple au Saguenay-Lac-Saint-Jean, à Baie-Comeau et à Sept-Îles, qui représentent les deux tiers de la production québécoise. Comme le Québec produit près de 97 % [4] de son électricité sous forme hydroélectrique, ceci permet aux industries de fabrication d’aluminium primaire de produire l’aluminium avec un faible coût de fabrication et une plus faible empreinte environnementale. Avec environ 10 % d’exportations d’aluminium québécois et 6 000 établissements qui travaillent dans ce domaine, l’industrie d’aluminium constitue depuis longtemps une industrie d’importance stratégique pour l’économie du Québec.
La demande mondiale pour l’aluminium augmente de 5 % par année depuis les 20 dernières années. Cette augmentation, combinée à la forte compétition au niveau international, poussent les grands producteurs d’aluminium à améliorer leurs techniques dans le but d’augmenter la production et la qualité de leurs produits tout en réduisant leurs impacts environnementaux. Le territoire québécois compte neuf alumineries appartenant à trois grandes entreprises produisant l’aluminium primaire, soit Rio Tinto Alcan, Alcoa Canada et Aluminerie Alouette. La capacité de production de l’aluminium primaire était évaluée à 2.8 millions de tonnes d’aluminium en 2017 [5].
Les caractéristiques qui font en sorte que la demande de l’aluminium est en croissance dans une large gamme d’applications sont :
➢ Sa légèreté (2.7 g/cm3) [1]. Elle a mené à son utilisation dans plusieurs domaines
d’application automobile et aérospatiale où le poids est un facteur important.
➢ Sa capacité à se déformer facilement sans se rompre dans des opérations telles que le moulage, l’usinage et l’extrusion.
➢ Sa résistance élevée à la corrosion grâce à la couche passive protectrice qui se forme rapidement à sa surface lorsqu’il est exposé à l’air.
➢ Sa grande conductivité thermique et électrique.
0.2. Procédé Hall-Héroult
Dans le but de produire de l’aluminium liquide primaire à partir de l’alumine, le procédé Hall-Héroult est le plus utilisé commercialement. Ce procédé a été inventé simultanément par Paul Héroult en France et Charles Martin Hall aux États-Unis en 1886 [6].
À l’intérieur d’une cuve d’ électrolyse (Figure 1), le courant électrique est acheminé par des anodes, représentées par des blocs rectangulaires en carbone, immergées dans un bain électrolytique (AlF3 - NaF) nommé cryolite [6]. Un bloc cathodique est également disposé
au fond de la cuve afin de collecter le courant électrique pour l’acheminer vers une autre cuve. En effet, les cuves sont électriquement connectées en série.
Figure 1: Section d’une cuve à électrolyse du procédé Hall-Héroult
L’alumine est alimentée à l’intérieur de la cuve à électrolyse de manière semi-continue à l’aide de plusieurs alimentateurs distribués de façon uniforme dans la cuve. Un courant électrique d’environ 400-600 kA entre par les anodes. En plus de participer directement à la réaction électrolytique, il permet de chauffer la cuve par effet Joules et de maintenir une température d’environ 960 °C. Ceci permet de chauffer les anodes qui fournissent le carbone nécessaire à la réaction. La réaction globale de production de l’aluminium par le procédé Hall-Héroult est la suivante :
2Al2O3(diss) + 3C (solide)énergie→ 4Al (liquide) + 3 CO2 (gaz) (0.1) Par la suite, ce courant quitte la cellule en traversant la nappe d’aluminium liquide, le bloc et les barres cathodiques pour se diriger à la cuve voisine dans la série.
L’aluminium liquide produit via le procédé Hall-Héroult s’accumule au fond de la cuve sur la cathode où il est siphonné périodiquement et transféré au centre de coulée pour les opérations de purification et de première transformation.
Les principaux extrants de ce procédé sont l’aluminium liquide, des émissions gazeuses constituées principalement de CO2 et de perfluorocarbones. Ces gaz sont traités par épuration
à sec afin de récupérer les perfluorocarbones pour éviter qu’ils ne soient relâchés dans l’atmosphère. Étant donné que les anodes sont consommées par la réaction électrolytique, elles doivent être remplacées périodiquement. Afin d’éviter de contaminer d’aluminium liquide avec d’autres métaux provenant de l’assemblage anodique, celles-ci sont retirées de la cuve avant qu’elles ne soient consommées complètement. Cet autre extrant, appelé le mégot d’anode, est démantelé de l’assemblage anodique, nettoyé et broyé afin d’être réutilisé dans la formulation des nouvelles anodes.
0.3. Fabrication des anodes de carbone précuites
Il existe deux types de technologie pour la production de l’aluminium et la fabrication des anodes en carbone : Söderberg et précuite [1]. Vu l’énorme pollution causée par la technologie Söderberg et la facilité de capturer à la source les gaz volatiles de la technologie précuite, la technologie Söderberg est actuellement en disparition et l’industrie de production d’aluminium primaire utilise presque uniquement des anodes précuites. Dans le cadre de ce projet de recherche, nous nous intéresserons qu’à la fabrication des anodes précuites.
En général, une anode précuite est fabriquée à partir d’une pâte d’anode qui contient environ 85 % d’agrégats sec formés de 65 % coke de pétrole calciné et de 20 % de mégots d’anodes recyclés. Le brai de goudron utilisé pour lier ces agrégats forme le 15 % restant. La pâte d’anode est formée en blocs anodiques par pressage ou vibrocompaction avant d’être cuite à haute température afin d’obtenir les propriétés mécaniques et électriques désirées.
0.3.1. Matières premières
En principe, les anodes vertes sont des mélanges de coke de pétrole, de brai de goudron et des mégots d’anodes recyclées. Les différentes matières premières entrant dans la fabrication d’anodes précuites sont présentées dans les sous-sections suivantes.
0.3.1.1. Le coke de pétrole
Définition du coke en général :
D’une manière générale, le coke est un matériau carboné et peut contenir des matières minérales. Il est obtenu par l’intermédiaire du procédé de carbonisation.
Coke vert ou coke cru :
Le coke vert est le premier produit solide de la carbonisation et provenant des résidus pétroliers. Il est obtenu par une décomposition thermique ayant un haut point d’ébullition à une température inférieure à 900 °K. Ce type de coke est riche en matières volatiles qui seront libérées à une température inférieure à 1600 °K [1].
Coke calciné :
Le coke calciné est obtenu par un traitement thermique du coke vert jusqu’à environ 1600 °K [1]. Le coke de pétrole calciné est utilisé comme principal matériau dans la fabrication des anodes étant riche en carbone. Le coke de pétrole calciné est utilisé dans l’industrie de l’aluminium en raison de sa petite taille et de sa teneur en matières volatiles qui en prolonge sa propre durée de vie [1].
Shot coke :
Le shot coke possède un très faible pourcentage de porosité et un coefficient de dilatation thermique élevé. Il est ainsi formé au bas de l’unité de cokéfaction. Comme ce type de coke ne possède pas des pores en surface, le brai de goudron ne peut pas pénétrer à l’intérieur afin de le lier à d’autres particules de coke. C’est une des raisons pour lesquelles il n’est pas utilisé dans le procédé de fabrication des anodes en carbone. Ce type de coke a tout de même été utilisé dans cette étude afin d’élargir la plage de variation des propriétés du coke.
0.3.1.2 Fractions de coke utilisées
Le coke calciné est utilisé dans la fabrication des anodes sous forme de fractions granulométriques réparties entre des morceaux grossiers d’agrégats, des morceaux
intermédiaires et des particules fines qui ressemblent à des poussières. Cette distribution granulométrique de coke influence directement la densité, la résistivité électrique, la réactivité, la composition chimique et la distribution de la taille des pores des anodes en carbone. Le Tableau 1 illustre les différentes fractions et intervalles de taille utilisé dans la fabrication des anodes précuites.
Tableau 1: Fractions granulométriques du coke utilisé dans la formulation des anodes Fraction Numéro de classe Classe de taille (US mesh) Classe de taille (mm)
Grossière 1 +4 +4.75 2 -4+8 -4.75+2.38 3 -8+16 -2.38+1.41 4 -16+30 -1.41+0.6 Intermédiaire 5 -30+50 -0.6+0.3 6 -50+100 -0.3+0.15 Fine 7 -100+200 -0.15+0.074 8 -200 -0.074
0.3.1.3 Mégot d’anode recyclés
Les anodes en carbone seront consommées dans les cellules d’électrolyse pour une durée d’environ 25 jours. Une fois que ces anodes seront retirées des cellules d’électrolyse, elles doivent être refroidies, nettoyées des contaminants du bain électrolytique, broyées et recyclées. Finalement, des mégots d’anodes recyclés de catégories dures et molles sont obtenus à la fin de ce processus. Grâce à leurs propriétés physiques, chimiques et mécaniques intéressantes, ces mégots d’anode recyclés sont utilisés comme une autre classe d’agrégats dans la formulation de nouvelles anodes. Par contre, leur richesse en sodium peut augmenter leur réactivité.
trois rôles importants dans la formulation de la pâte d’anode. Il est facilement absorbé par la surface des particules de coke, il pénètre dans les pores vides des particules de coke et agit pour lier les agrégats entre eux. Le brai de goudron se décompose pendant la cuisson de l’anode en formant des liaisons solides entre les particules de coke par carbonisation afin d’améliorer la résistance mécanique et la conductivité électrique au niveau de la cuve d’électrolyse. Le maintien d’une concentration optimale de brai de goudron dans la formulation de la pâte l’anode peut empêcher des rétrécissements excessifs, ainsi que la formation des fissures et des porosités dans la structure des anodes en carbone [7].
0.3.2. Méthodologie de fabrication des anodes en carbone
De façon générale, les usines de fabrications d’anode en carbone utilisent deux ou plusieurs sources de coke achetées de différents fournisseurs. Ce coke de pétrole est stocké dans des silos dédiés d’une capacité d’environ 30 000 tonnes/silos.
Après concassage, broyage et tamisage, le coke de pétrole de plusieurs fournisseurs sont mélangés dans le but d’obtenir un agrégat ayant les propriétés désirées. Du brai de goudron liquide de différents fournisseurs sont également mélangés dans un endroit à part puis envoyés vers l’usine de formulation de la pâte d’anode. Pendant ce temps, les mégots d’anodes sont nettoyés, concassés, broyés et retournés vers l’usine de formulation de la pâte d’anode. Les mégots d’anode doivent être bien nettoyés, dans le cas contraire, ceci pourrait avoir un impact négatif sur la qualité des anodes.
La Figure 2 illustre les différentes étapes du procédé de fabrication des anodes précuites en carbone. Une fois que la pâte d’anode est prête, elles sont formées en blocs rectangulaires puis compactées à l’aide d’une presse ou vibro-compactée. Par la suite, elles sont cuites pour une durée de 90 à 180 heures dans un four de cuisson à une température maximale de 1100 °C.
Les critères d’une anode de bonne qualité sont :
➢ Elle doit avoir de bonnes propriétés électromécaniques sachant que la résistivité électrique est de l’ordre de 55 µΩm, et que sa résistivité mécanique à la rupture est de l’ordre de 40-60 MPa.
➢ Elle doit aussi avoir une densité la plus uniforme possible, celle-ci doit être de l’ordre de 1.5 g/cm3, une conductivité thermique de 3 W/m K et une consommation
énergétique minimale.
Figure 2: Illustration des étapes de fabrication des anodes de carbone précuites
0.4. Problématique
La qualité des anodes en carbone précuite dépend des facteurs suivants :
➢ Des propriétés des matières premières utilisées dans la formulation des anodes comme celles du coke, du brai de goudron et des mégots d’anodes recyclées
➢ Des paramètres de production tels que les conditions d’opération des mélangeurs et des vibro-compacteurs, la température et le temps de cuisson, etc.
Un des problèmes les plus importants de l’industrie de production d’aluminium primaire est la dégradation de la qualité et l’augmentation de la variabilité des matières premières entrant dans la fabrication des anodes précuites, surtout au niveau des particules de coke. Les fréquents changements de fournisseurs, effectués dans le but de réduire les coûts d’achat et d’obtenir les propriétés désirées, et les variations de taille des particules de coke ont un impact direct sur la demande en brai de goudron. Celle-ci se définit comme étant la quantité de brai maximisant la densité de l’anode cuite pour un agrégat sec donné.
La formulation des anodes précuite doit être ajustée en fonction des propriétés des matières premières, par exemple :
➢ Quand le taux de porosité est élevé dans les particules de coke, l’ajout du brai de goudron est nécessaire afin de palier à l’augmentation de la surface spécifique des particules de coke et de l’espace inter-particule au niveau de l’anode en général [8]. ➢ Lorsque la distribution granulométrique, la porosité accessible par le brai de goudron,
la forme et la structure des particules de coke changent, ceux-ci modifient la demande en brai de goudron et par conséquent la densité de l’anode [8], [9].
L’ajustement de la formulation de la pâte d’anode précuite a un impact direct sur la densité des anodes, ce qui influence directement la performance du procédé d’électrolyse Hall-Héroult. Dans le but de s’ajuster aux changements de fournisseurs et aux variations de taille des particules, les opérateurs dans les usines de fabrication des anodes mesurent les propriétés du coke de deux à trois fois par jour au laboratoire. Cette procédure utilise des échantillons de petite taille, n’étant pas nécessairement représentatifs de la population, est effectuée peu fréquemment et est chronophage. Ainsi, les propriétés du coke mesurées en laboratoire ne permettent pas d’apporter des ajustements à la formulation anodes en temps réel lorsque des déviations surviennent.
Le développement d’une méthode de mesure rapide et non destructive de la densité apparente et la porosité ouverte des particules de coke pourrait grandement contribuer à améliorer le
contrôle de la qualité des anodes de carbone en aidant les opérateurs à composer avec les variations des matières premières.
0.5. Objectifs
L’objectif principal de ce projet est de poursuivre le développement du système de caractérisation par acoustique d’impacts proposé par Rouget et al. [10]. Cette technique de mesure utilise les signaux sonores émis par des particules de coke lors d’un impact avec une plaque métallique afin de prédire la densité apparente et la porosité ouverte des particules. Cette étude préliminaire a démontré le potentiel de l’approche. Les travaux présentés dans ce mémoire visent, d’une part, à améliorer le processus de traitement et d’analyse des signaux acoustiques et, d’autre part, à démontrer la capacité prédictive de la méthode sur une gamme plus diversifié de mélanges d’agrégats.
Dans le but d’atteindre l’objectif principal, quelques sous-objectifs ont été définis:
➢ Optimiser le montage pour la prise de mesure acoustique sur différents échantillons de coke;
➢ Préparer différents échantillons de coke et des mégots d’anodes recyclés, soit des échantillons simples d’un seul fournisseur et d’une seule taille de particule, et des échantillons de mélangés de plusieurs fournisseurs et/ou de taille;
➢ Mesurer l’émission acoustique des échantillons de coke lors d’impacts avec une plaque métallique;
➢ Bâtir des modèles prédictifs reliant les signaux sonores émis par les échantillons de coke à leurs propriétés physiques mesurées en laboratoire, telles que la densité de Scott, la densité de Scott vibrée (VBD), la densité à l’hélium et de la densité apparente des échantillons de coke.
Ce projet cherche à démontrer qu’à partir des informations extraites des signaux sonores, il serait possible de grouper les échantillons de coke en fonction des fournisseurs (en raison des différences dans leurs propriétés) et de leur granulométrie. De plus, une prédiction des
densité apparente et la porosité ouverte des particules de coke et des mégots d’anodes recyclées.
0.6. Contenu du mémoire
Ce mémoire contient cinq chapitres. À la suite de cette introduction, mettant le projet de recherche en contexte, le premier chapitre fait l’état de la bibliographie liée au projet. Ce chapitre présente d’abord les méthodes utilisées en pratique pour mesurer la densité et la porosité du coke, les efforts qui ont été faits pour améliorer ces types des mesures, ainsi que les méthodes de mesure de la densité de Scott vibrée (VBD) par l’intermédiaire d’une analyse de texture d’image. Une description des méthodes d’émission acoustique suite à l’impact appliquée à quelques exemples de matériaux d’application est ensuite proposée. Ce chapitre se termine par la présentation de la technique d’émission acoustique appliquées aux particules de coke à la base des travaux réalisés dans le cadre de ce projet.
Le deuxième, le troisième et le quatrième chapitre présentent la méthodologie adoptée pour ce projet. Ces chapitres débutent par la partie expérimentale concernant le choix, la préparation et la caractérisation des échantillons de coke (chapitre 2). Ensuite, le traitement, le filtrage et l’analyse des signaux acoustiques sont expliqués (chapitre 3). Finalement, les méthodes statistiques à variables latentes utilisées pour bâtir les modèles prédictifs sont présentées (chapitre 4).
Le cinquième chapitre présente les résultats obtenus. Ce chapitre commence par les résultats concernant les échantillons simples des particules de coke et des mégots d’anodes recyclées, les échantillons de mélange de tailles et fournisseurs.
Le sixième chapitre présente les conclusions et les recommandations pour la poursuite de ce projet de recherche.
Chapitre 1 : Revue de littérature
D’après la recherche bibliographique qui a été faite pour ce projet, toutes les méthodes utilisées en ce moment pour mesurer la densité et la porosité du coke se font d’une manière hors ligne. C’est-à-dire que l’opérateur doit prélever des échantillons de coke dans le but de les caractériser par des analyses au laboratoire. Ces méthodes sont celles traditionnellement utilisée par les alumineries.
Des travaux expérimentaux ont tout de même été réalisés dans le but d’améliorer les performances et la précision des mesures de la densité et de la porosité des particules de coke. Ces travaux seront présentés en fonction de chaque propriété, dans l’ordre suivant : densité de Scott vibrée (VBD), densité à l’hélium et la porosité.
1.1. Mesure de la densité de Scott vibrée (VBD)
La mesure de la densité de Scott vibrée (« Vibrated Bulk Density » ou VBD) est une méthode non destructive et peu coûteuse pour obtenir une indication de la compactabilité des échantillons de coke [11]. Elle est fonction de la densité réelle des particules de coke, de leur forme géométrique, de la porosité interne des particules et de la porosité inter-particulaire. En général, les opérateurs des usines de fabrication des anodes mesurent la VBD deux à trois fois par jour. Ce genre de mesure peut prendre une dizaine de minutes par échantillon. À partir de ces mesures, les opérateurs peuvent anticiper des changements de la demande en brai de l’agrégat sec. Ce contrôle a pour but d’obtenir des anodes ayant une densité élevée. Malheureusement, cette méthode n’est pas applicable en ligne dans la chaîne de production d’anode, car la mesure nécessite des manipulations au laboratoire, ce qui demande du temps. Le reste de cette sous-section présente des travaux faits dans le but d’améliorer cette technique de mesure.
1.1.1. Corrélation entre la VBD et la porosité des particules de coke
Dans le but de prédire la porosité du coke de pétrole, les producteurs d’anode de l’industrie de l’aluminium ont eu recours à diverses mesures, telles que la densité de Scott vibrée (VBD), la porosimétrie à intrusion de mercure (MIP) et la densité apparente de mercure.
Une étude de la corrélation entre la VBD et MIP, ainsi que l’élaboration d’une méthode de test supérieure répondant aux exigences de l’industrie a été proposée [12]. Ce travail a servi à démontrer qu’il existe une corrélation entre la VBD et la porosité totale obtenue par la méthode de MIP avec un coefficient de détermination supérieur à 89 %. Cela montre que la méthode VBD est suffisamment efficace pour estimer la porosité totale.
Toutefois, ces méthodes ne peuvent pas être déployées en ligne sur une chaîne de production d’anode, puisque les mesures de la porosité totale doivent être faites dans un laboratoire. De plus, ce type de mesure est destructif puisque les particules de coke seront contaminées avec le mercure. Ce test est interdit dans certains pays en raison de sa toxicité. De ce fait, ces particules de coke ne seront plus utilisables dans la fabrication des anodes. Et finalement, ce genre de mesure peut prendre beaucoup de temps.
1.1.2. Prédiction de la densité de Scott vibrée (VBD) du coke calciné
La VBD peut être prédite à partir des propriétés du coke vert, telles que l’indice de capacité de broyage de Hardgrove (HGI) et le contenu en volatiles du coke. Ceci sert de guide pour commander la quantité de coke nécessaire pour la fabrication d’anode en carbone.
Cependant, la précision de ces prévisions n’est pas suffisante pour supporter des décisions d’achat pouvant atteindre des millions de dollars. De plus, les tests de calcination avec une source unique de coke ne peuvent pas être utilisés systématiquement pour la prospection de nouvelle source potentielle de coke [13]. Des recherches ont été faites par Rio Tinto Alcan montrant qu’il y a une corrélation entre la VBD et le degré de calcination (Lc) [13].
1.1.3. Effets des tailles des particules de coke calciné et des étapes de broyage sur la VBD
La taille d’une particule de coke calcinée utilisée dans la mesure de la densité de Scott vibrée (VBD) et la taille d’une particule avant broyage peuvent affecter la VBD. C’est-à-dire que les particules d’origine naturelles ont généralement une densité de tassement et une VBD supérieure aux particules broyées à la même taille [14]. Dans ce dernier travail [14], des données ont été obtenues dans le but d’expliquer la raison pour laquelle les étapes de broyage doivent être contrôlées pour améliorer la répétitivité des mesures de la VBD. Ces données ont montré comment le fonctionnement et la maintenance du concasseur peuvent affecter les mesures de la VBD.
Une variation des mesures de la VBD a également été observée lors de l’usage de la norme ASTM D4922 utilisée pour broyer les échantillons coke calcinés [14]. Le broyage de particules les plus gros conduits généralement à une diminution de la VBD. Il semble que la forme des particules peut également affecter la VBD. Quand les particules ont une surface plus lisse, la VBD serait plus élevée en raison des propriétés de tassement qui sont plus étroites.
1.1.4. Aperçu des méthodes ASTM et ISO pour mesurée la VDB
La densité de Scott vibrée du coke de pétrole est une propriété importante lors de l’évaluation d’un coke destiné à être utilisé dans les anodes pour l’électrolyse primaire de l’aluminium. En plus des normes ASTM D4292 et ASTM D7454, la norme ISO 10236 est aussi utilisée pour déterminer la densité de Scott vibrée (VBD). Des travaux ont été réalisés afin de présenter les différentes méthodes de mesure et de comparer les mesures prises dans plusieurs laboratoires [15].
La comparaison des différentes méthodes a montré que la densité de Scott vibrée présente des sérieuses limites lors la comparaison des résultats provenant des différents laboratoires.
1.1.5. Amélioration de la répétabilité des mesures de la densité de Scott vibrée (VBD)
Tel qu’expliqué précédemment, la mesure de la densité de Scott vibrée (VBD) présente une faible reproductibilité en raison des matériaux utilisés et de la méthode de préparation des échantillons de coke calciné. Ce travail [16] passe en revue les différentes méthodes de mesure de la VBD. De plus, il présente les améliorations de la répétitivité obtenue à partir d’une nouvelle méthode de mesure de la VBD. Celle-ci est basée sur un équipement automatisé, appliquant une pression axiale transversale pour mesurer le volume total des particules.
Le nouvel équipement offre une répétabilité améliorée par rapport aux autres équipements. Ceci peut également être utilisé dans le but de mesurer la densité de l’enveloppe des particules de coke tout en éliminant le problème de l’espace vide inter-particules associées au test de la VBD.
1.1.6. Mesure de la densité de Scott vibrée (VBD) du coke par imagerie numérique
Une méthode d’analyse de la texture d’image prises sur des échantillons en vrac de coke calciné [8] combinée à des méthodes d’analyse multivariée a été proposée dans le but de prédire la densité de Scott vibrée (VBD) à partir des images d’échantillons de coke (Figure 3). Les méthodes de transformée en ondelette discrète (DWT) et de la matrice de co-occurrence de niveau de gris (GLCM) ont été appliquées aux images afin d’extraire des caractéristiques texturales avant l’analyse multivariée.
Les images de tous les échantillons de coke ont été collectées avec la configuration illustrée à la Figure 3. Il se compose d'une caméra à dispositif à transfert de charge (CCD - Prosilica GX2750C, Allied Vision Technologies) pour la collecte d'images couleur (RVB). La caméra était équipée d'un objectif Kowa 50 mm (LM50HC). Un éclairage uniforme des échantillons était essentiel pour faire ressortir la texture, la taille et la forme de la surface des particules [8].
Il a été démontré dans ces travaux que le capteur à base d’images proposé pouvait détecter l’effet des variations de la source, de la taille et de la forme des particules de coke sur la prédiction de la VBD. Par contre, il ne permet pas de tenir compte des fluctuations de la
densité réelle ni de la porosité des particules de coke sur la VBD, ni de tenir compte de fluctuations de ces propriétés dans la formulation des anodes. C’est pour cette raison que nous étudions dans ce mémoire la méthode d’émission acoustique suite à l’impact. Celle-ci pourrait nous permettre de prédire un plus grand nombre de propriétés du coke. Elle pourrait, à tout le moins, servir de complément à la méthode d’imagerie, sinon offrir une alternative avantageuse.
Figure 3: Montage de mesure de la VBD par imagerie numérique adapté de [8]
1.2. Mesure de la densité à l’hélium
La densité à l’hélium du coke est mesurée dans les usines de fabrication des anodes à l’aide d’un pycnomètre à hélium [17]. Cette densité est équivalente à la densité réelle du solide puisque l’hélium peut pénétrer à travers les pores ouverts du coke. L'effet des pores fermés est éliminé autant que possible en utilisant de très petites particules lors de ce test. Le temps de nettoyage et de calibrage d’un pycnomètre à hélium sont compris entre 25 à 30 minutes. À cela s’ajoute la prise de mesure nécessitant de 15 à 20 minutes par échantillon pour obtenir sa densité à l’hélium et sa porosité. Cette méthode est difficilement applicable à de grands volumes de particules en raison du temps d’analyse.
acoustique. Une définition de l’impact sera faite suivi d’une série de travaux concernant la porosité et l’impact acoustique.
1.3.1. Technique de laboratoire pour calculer la porosité ouverte
À partir des valeurs mesurées de la densité à l’hélium (sous-section 2.2.2) et la densité apparente (sous-section 2.2.3), la porosité ouverte est calculée à partir de la formule présentée plus tard, dans la sous-section 2.2.4.
1.3.2. Émission acoustique suite à un impact
L’impact est une collision, choc, heurt entre deux corps quelconques. Ce choc génère un son acoustique. L’amplitude du son est parfois détectable par l’oreille humaine. La technique utilisant l’émission acoustique causée par un impact est utilisé depuis plusieurs années dans divers domaines pour le contrôle de la qualité de différents produits. Entre autres, cette méthode permet d’estimer la densité (ou la porosité) de matériaux. Quelques exemples d’application de cette méthode à des matériaux autres que le coke sont présentées dans la sous-section suivante. La revue de la littérature se terminera avec la présentation d’une application préliminaire de la technique à des échantillons de coke.
1.3.3. Exemples d’application de la méthode d’émission acoustique après impact pour la mesure de propriétés de matériaux autres que les particules de coke
Cette sous-section présente quelques exemples d’application de la méthode d’émission acoustique après impact dans le but de mesurer les propriétés de produits alimentaires comme des croustilles et des grains de blé.
Les signaux vibratoires générés par les morceaux de croustilles d’une usine de Frito-Lay ont été enregistrés au cours d’une expérience par l’intermédiaire d’un accéléromètre et d’un hydrophone comme présenté à la Figure 4. Ces expériences [18] ont été mises en œuvre pour capturer les pseudo-propriétés comme la quantité de cloque (vides ou porosités dans la structure de la croustille) et la fragilité des croustilles (propriétés organoleptiques).
Figure 4: Montage appliqué pour la caractérisation de croustilles par émission acoustique adapté de [18]
Un excellent pouvoir prédictif a été démontré pour ces pseudo-propriétés. La mise en œuvre en ligne de ce capteur sonore permet une prédiction en temps réel de ces pseudo-propriétés. L’hydrophone n’a pas fonctionné correctement, puisqu’il était fréquemment obturé par des particules alimentaires. De plus, la plage de mesure de l’accéléromètre utilisé se limite entre 0 et 5 kHz, pourtant la capacité réelle pouvait aller jusqu’à 20 kHz.
Un autre exemple d’application se concentre sur des grains de blé. L’objectif est de détecter les grains endommagés par les larves d’insectes, ce qui laisse un petit trou percé dans le noyau et donc, un vide dans la structure du blé endommagé (i.e., porosité). Ces dommages affectent négativement la qualité de la farine de blé produite à partir des grains. Un montage expérimental [19] a été fabriqué afin de détecter les grains de blé endommagés par émission acoustique après impact (Figure 5).
Figure 5: Montage de détection des grains de blé endommagés adapté de [19]
L’inspection a été réussi à l’aide d’une transformée de Fourrier discrète (DFT) suivi d’une analyse discriminante linéaire. Cependant, cette analyse a été faite sur une seule source et un type de blé. Il serait intéressant de faire une analyse sur une grande variété de blé.
1.3.4. Technique d’émission acoustique pour mesurer les propriétés des particules de coke
Ce travail étudie la possibilité d’utiliser des techniques d’émission acoustique dans le but de mesurer les propriétés physiques et/ou mécaniques des particules de coke. Un montage expérimental [10] a été mis au point pour enregistrer le son émis par les particules de coke lors de leur impact avec une plaque métallique. Ce travail présente une exploration préliminaire de l’application de l’impact acoustique sur les particules de coke. Le potentiel de cette approche a été testé sur des échantillons de coke ayant différentes propriétés physiques comme la densité et la porosité du coke provenant de différents fournisseurs avec différentes tailles.
Trois types d’analyses ont été réalisées dans ce travail :
➢ La première analyse a pour but de détecter le changement de source. À cet effet, quatre échantillons de même source et fournisseur ont été utilisés avec des mélanges de différents fournisseurs. À partir d’un modèle de régression discriminante PSL-DA, il a été observé que les échantillons mixtes ne se regroupaient pas nécessairement de façon cohérente entre les échantillons simples utilisés pour former ces mélanges. Ils
ont conclu de cette première analyse que les données sonores n’étaient pas récoltées de manière suffisamment fréquente sur les échantillons mixtes afin de bien caractériser leur hétérogénéité. De plus, la transformée de Fourier, n’ayant aucune résolution temporelle, ne serait pas appropriée pour les échantillons mixtes.
➢ La deuxième analyse avait pour objectif de détecter les changements de taille des particules pour des échantillons de même fournisseur et trois tailles différentes à partir d’un modèle PSL-DA. Les conclusions de cette analyse sont très similaires à celles énoncées ci-dessus.
➢ La troisième analyse visait à prédire la densité et la porosité d’échantillons de coke simples et mixtes de différents fournisseurs et de tailles différentes. À partir d’un modèle PSL, de bons résultats de prédiction ont été obtenus pour les deux propriétés. Par contre, ces dernières n’avaient pas été mesurées individuellement sur chaque échantillon, mais plutôt sur les lots de particules d’où provenaient ces échantillons. Ceci ne permettait pas d’évaluer les capacités prédictives de la méthode de manière suffisamment précise.
Dans le cadre de ce travail, les données sonores ont été décomposées en bandes fréquentielles en utilisant la transformée de Fourier continue avant d’être intégrée dans les modèles statistiques multivariés. Avec la transformée de Fourier continue, la notion de temps est perdue, on obtient que l’amplitude des signaux en fonction des fréquences comme information. De plus, le bruit ambiant n’a pas été filtré dans ce travail.
En conclusion, la signature acoustique de chaque type de particules de coke a été corrélée à leurs propriétés physiques en utilisant des modèles à base de statistique multivariée, cependant, il manque beaucoup de précision.
Dans le cadre de ce projet de maîtrise, une transformée en ondelette continue (CWT) est a été utilisée dans le but de décomposer les signaux en fonction du temps et de la fréquence. De plus, un filtre a été appliqué après la CWT dans le but d’éliminer les différentes sources de bruit interférant avec l’analyse. Ceci a permis de ne conserver que l’impact sonore causé
Chapitre 2 : Méthodes expérimentales
Pour donner suite à cette recherche bibliographique, une longue série d’essais au laboratoire a été réalisée afin de démontrer le lien entre les propriétés des particules de coke et leur réponse sonore à l’impact. Sept propriétés ont été mesurées sur chaque échantillon, certaines d’entre elles n’ont pu être prédites avec suffisamment de précision à l’aide des signaux acoustiques (par exemple, la longueur de cristalline).
Le schéma global de la méthodologie qui a été élaborée est présenté à la Figure 6. Celle-ci comporte trois parties.
Figure 6: Vue globale de la méthodologie sous forme d'un organigramme
La première correspond à la caractérisation des propriétés physiques des particules de coke en laboratoire à l’aide de différents protocoles. La deuxième a comme objectif la prise de mesures sonores lors d’un impact entre les particules et une plaque métallique, suivi du
traitement et de l’analyse des signaux sonores afin d’extraire plusieurs caractéristiques des signaux représentant la signature des particules de coke.
Finalement, la troisième étape a comme but d’établir une relation entre les propriétés physiques des particules de coke mesurées en laboratoire et les caractéristiques de la réponse sonore à l’impact des particules. Pour se faire, un modèle de régression statistique multivariée a été calibré dans le but de prédire la densité apparente et la porosité ouverte. L’effet de la taille des particules et des changements de fournisseurs de coke sur la réponse sonore à l’impact a également été étudié à l’aide de ces modèles.
La méthodologie décrite précédemment a d’abord été appliquée sur la réponse sonore de particules individuelles et, par la suite, sur celles obtenues de lots de particules.
Dans ce chapitre, la première partie de la méthodologie exposée à la Figure 6 sera présentée en détails. Le choix, la préparation et la caractérisation des échantillons de coke seront traités dans la première partie de ce chapitre. Le fonctionnement du montage développé pour la prise de mesure d’impacts sonores sera également décrit afin d’analyser les échantillons de coke. Des échantillons simples, triés par classe de taille de particules et par fournisseur ont d’abord été préparés et analysés. Par la suite, des échantillons plus complexes formulés à partir de mélanges de tailles de particules et/ou de deux fournisseurs ont été préparés afin de simuler un mélange d’agrégat sec utilisé dans la fabrication d’anodes de carbone précuites.
2.1. Choix et préparation des échantillons
Dans le but de mesurer la signature sonore de chaque taille de particule et fournisseur (type) de coke, ainsi que celle des mégots d’anodes recyclées, des échantillons simples et mélangés ont été préparés à partir de lots provenant de sept fournisseurs de coke et un fournisseur de mégots d’anodes recyclées. Les échantillons ont été classifiés en cinq classes de tailles différentes. Les signatures sonores de ces échantillons ont permis de les identifier en fonction de leur taille et source (fournisseur), et de prédire leur densité et porosité.
2.1.1. Échantillons simples
Des lots de sept fournisseurs de coke ont été utilisés dans cette étude afin de couvrir une grande plage de propriétés des particules de coke. Ces fournisseurs sont identifiés par les lettres A à G dans le mémoire. Le « shot coke » et les mégots sont identifiés séparément par les lettres S et MA, respectivement. Ils proviennent de sept différents fournisseurs de coke. Les mégots ont été gracieusement fournis par l’aluminerie d’Alcoa à Deschambault (Québec). Tous les échantillons ont été classifiés en en cinq classes de tailles, tel que présenté au Tableau 2. Par ailleurs, certaines classes de tailles n’étaient pas présentes dans certains lots de coke. Les classes de particules disponibles pour chacun des fournisseurs sont identifiées dans le Tableau 2.
Tableau 2: Tailles des particules de coke et de mégots d’anodes recyclées en fonction des fournisseurs
N° de taille Taille des particules (Mesh) Fournisseur
1 -4 +9 A, B, C, D, E, F, MA 2 -10 +18 A, B, C, D, E, F, G, S, MA 3 -18 +30 A, B, C, D, E, F, G, MA 4 -30 +50 A, B, C, D, E, F, G, MA 5 -48 +80 A, B, C, D, E, F, G, MA 2.1.2. Échantillons mélangés
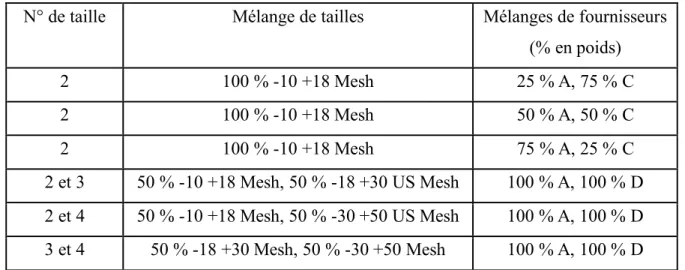
Dans le but de simuler des échantillons plus complexes s’approchant des agrégats secs utilisés dans la formulation des anodes, des échantillons mélangés à partir des échantillons de 2 fournisseurs et/ou classes de tailles de particules ont été préparés. Le Tableau 3 illustre en détails les différents mélanges utilisés dans ce travail.
Tableau 3: Échantillon de mélange de fournisseur et de taille utilisé
N° de taille Mélange de tailles Mélanges de fournisseurs (% en poids) 2 100 % -10 +18 Mesh 25 % A, 75 % C 2 100 % -10 +18 Mesh 50 % A, 50 % C 2 100 % -10 +18 Mesh 75 % A, 25 % C 2 et 3 50 % -10 +18 Mesh, 50 % -18 +30 US Mesh 100 % A, 100 % D 2 et 4 50 % -10 +18 Mesh, 50 % -30 +50 US Mesh 100 % A, 100 % D 3 et 4 50 % -18 +30 Mesh, 50 % -30 +50 Mesh 100 % A, 100 % D Les mélanges ont été préparés en sélectionnant les échantillons de taille et de fournisseurs désirés et en récoltant les quantités nécessaires de chacun de ces échantillons de manière à ce que les proportions en poids voulues soient respectées.
2.2. Caractérisation des échantillons de coke
Plusieurs méthodes ont été utilisées dans le but de mesurer les propriétés physiques des échantillons de coke. La densité de Scott et la VBD ont été mesurées en utilisant la norme ISO 10236 [11]. La densité à l’hélium a été mesurée à l’aide d’un pycnomètre à hélium et la densité apparente au moyen d’un pycnomètre à eau. Le rapport d’Hausner et la porosité ouverte ont été calculées en utilisant ces mesures. La longueur de cristalline a été mesurée par diffraction des rayons X (DRX). Ces caractéristiques ont été rassemblées et organisées dans une matrice de données identifiée par Y dans laquelle chaque colonne correspond à l’une des 7 propriétés physiques mesurées sur les échantillons de coke et de mégots, et les lignes correspondent à chaque échantillon testé. Cette matrice est présentée de façon schématique à la Figure 7.
Figure 7: Représentation schématique de la matrice des données Y formée des propriétés physiques mesurées pour chaque échantillon de coke et de mégots d’anodes recyclées Dans les sous-sections suivantes, les protocoles de mesure de chacune des 7 propriétés physiques est expliqué. Le montage développé pour la prise de mesure d’impacts sonores et son protocole d’utilisation sont ensuite présentés.
2.2.1. Densité de Scott, densité de Scott vibrée (VBD) et rapport de Hausner
La densité de Scott (ou la masse volumique) des particules de coke et de mégots a été mesurée à l’aide du montage expérimental présenté à la Figure 8, basé sur la norme ISO 10236 [11]. Appareils utilisés dans le montage expérimental :
➢ Un alimentateur relié à un système vibratoire (n°2) ➢ Une éprouvette graduée en verre de 250 mL ➢ Un deuxième système vibratoire simple (n°1)
Figure 8: Montage de mesure du Densité de Scott (SD) et Densité de Scott vibrée (VBD) Description du montage :
La Figure 8 illustre le montage expérimental par lequel la densité de Scott a été mesurée avant et après vibration. Ce montage est divisé en deux parties. La première partie a pour but de mesurer la densité de Scott uniquement. Pour se faire, le système vibratoire n°2 est mis en fonction tandis que le système vibratoire n°1 est éteint. Pour la mesure de la densité de Scott après vibration, c’est l’inverse (i.e., système vibratoire n°1 en fonction et le n°2 éteint). L’éprouvette graduée de 250 ml est utilisée dans les deux parties.
Procédure expérimentale :
Un lot des particules de coke est placé sur l’alimentateur suite à la mise en marche du système vibratoire n°2. Les particules de coke commencent à tomber dans l’éprouvette. Quand l’alimentateur est vide, le système vibratoire n°2 est éteint. Une première mesure visuelle du volume de coke contenue dans l’éprouvette est prise en note. Ceci représente la partie 1 où le volume du coke avant vibration est mesuré.
Pour la deuxième partie, le système vibratoire n°1 est mis en marche sachant que le système vibratoire n°2 n’est pas en fonction. L’éprouvette graduée remplie de particules de coke est
vibrée pendant deux minutes. Une deuxième mesure visuelle du volume de coke contenue dans l’éprouvette est prise en note. Il s’agit du volume du coke après vibration [11].
Calcul de la densité de Scott avant et après vibration :
A partir des mesures précédentes du volume du coke avant et après vibration, la densité de Scott avant et après vibration est calculée à partir des formules suivantes :
𝜌𝑆𝑐𝑜𝑡𝑡 𝑎𝑣𝑎𝑛𝑡 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛=
𝑚é𝑐ℎ𝑎𝑛𝑡𝑖𝑙𝑙𝑖𝑜𝑛
𝑉𝑎𝑣𝑎𝑛𝑡 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛 (2.1)
𝜌𝑆𝑐𝑜𝑡𝑡 𝑎𝑝𝑟è𝑠 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛 = 𝑚é𝑐ℎ𝑎𝑛𝑡𝑖𝑙𝑙𝑖𝑜𝑛
𝑉𝑎𝑝𝑟è𝑠 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛 (2.2)
Où (g/ml) représente la masse volumique, m (g) la masse de l’échantillon et V (ml) le volume de l’échantillon mesuré sur le cylindre gradué.
Calcul du rapport de Hausner (« Hausner Ratio ») :
Le rapport de Hausner, aussi appelé « Hausner Ratio » ou HR, est calculé en utilisant les deux densités calculées précédemment. La formule utilisée est la suivante :
𝐻𝑅 =𝜌𝑆𝑐𝑜𝑡𝑡 𝑎𝑝𝑟è𝑠 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛
𝜌𝑆𝑐𝑜𝑡𝑡 𝑎𝑣𝑎𝑛𝑡 𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛 (2.3)
L’interprétation de la valeur de « HR » se fait de manière relative à la forme d’une sphère. En effet, HR = 1 correspond à une sphère parfaite. Plus la valeur de HR est près de 1, plus la forme de la particule s’approche de celle de la sphère. Plus elle s’en éloigne, plus la particule est de forme complexe et différente de la sphère. Cette mesure est pertinente comme indice de compaction des particules.
2.2.2. Densité à l’hélium
Un pycnomètre à hélium Micromeritics (AccuPyc II 1340) [20] a été utilisé pour mesurer le volume des particules de coke. Comme l’eau ne pénètre pas dans les particules de coke contrairement à l’hélium qui pénètre dans les pores ouverts, le pycnomètre à l’hélium a été


![Figure 3: Montage de mesure de la VBD par imagerie numérique adapté de [8]](https://thumb-eu.123doks.com/thumbv2/123doknet/2899345.74596/32.918.272.645.312.573/figure-montage-mesure-vbd-imagerie-numérique-adapté.webp)
![Figure 5: Montage de détection des grains de blé endommagés adapté de [19]](https://thumb-eu.123doks.com/thumbv2/123doknet/2899345.74596/35.918.250.671.104.362/figure-montage-détection-grains-blé-endommagés-adapté.webp)



![Figure 10: Exemple de spectre de diffraction des rayons X, présentant l'angle 2* en fonction de l'intensité [21]](https://thumb-eu.123doks.com/thumbv2/123doknet/2899345.74596/48.918.286.632.194.597/figure-exemple-spectre-diffraction-rayons-présentant-fonction-intensité.webp)