HAL Id: hal-01006833
https://hal.archives-ouvertes.fr/hal-01006833
Submitted on 3 Dec 2018
HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
Experimental and numerical approaches of laser assisted
turning
Guénaël Germain, Patrick Robert, Jean-Lou Lebrun, Philippe Dal Santo,
Arnaud Poitou
To cite this version:
Guénaël Germain, Patrick Robert, Jean-Lou Lebrun, Philippe Dal Santo, Arnaud Poitou. Experimen-tal and numerical approaches of laser assisted turning. International Journal of Forming Processes, 2005, 8, pp.347-361. �hal-01006833�
Science Arts & Métiers (SAM)
is an open access repository that collects the work of Arts et Métiers ParisTech researchers and makes it freely available over the web where possible.
This is an author-deposited version published in: https://sam.ensam.eu
Handle ID: .http://hdl.handle.net/10985/10056
To cite this version :
Guénaël GERMAIN, Patrick ROBERT, Jean-Lou LEBRUN, Philippe DAL SANTO, Arnaud POITOU - Experimental and numerical approaches of Laser assisted turning - International Journal of Forming Processes - Vol. 8, p.347-361 - 2005
Any correspondence concerning this service should be sent to the repository Administrator : archiveouverte@ensam.eu
1 INTRODUCTION
The research program carried out by ENSAM aims to show the viability of the process of laser assisted machining (LAM) in industry. The objectives are multiple: ensure an as wide as possible versatility of the process and guarantee an increase in the profitability of the whole operation.
LAM has mainly been studied to machine materials known as `non machinable' such as ceramics or carbides or considered as difficult to machine (nickel based or titanium based alloys…). Moreover it is of primary importance to be able to handle these materials because they are more and more used for their high mechanical characteristics. Very specific LAM applications showed the advantage of this process for this type of materials [1,2,3,4].
But to be viable it is also necessary to guarantee the versatility and the flexibility of the LAM. It can also be used to machine more traditional metals with a better productivity and without lubrication. Dry machining allows an economy on the purchase and the reprocessing of the lubricants and thus satisfies the most advanced ecological standards. Moreover, a light heating of the part can improve machining by softening sulphides inclusions.
In order to make the process more profitable, one can also use it to carry out a thermal surface treatment located directly on the production machine tool.
All these aspects must be taken into account and optimized to show the advantage of the laser assistance compared to a conventional machining. For this study the LPMI, in ENSAM Angers, is equipped with a REALMECA lath coupled to a ROFIN 2,5 kW YAG laser. The NC unit controls in real time the two axes of motion of the cutting tool and five axes for the movements of the laser (three translations and two rotations).
The machine is instrumented with a force dynamometer (Kistler) for the measurement of the three cutting force components during machining. A temperature measurement can be carried out by an infra-red camera and, a measurement of the heat flux in the tool will be soon possible.
2 PARAMETERS INFLUENCE
The principle of laser assisted machining is simple. It consists to heat locally and, in an intense way, the part upstream of the cutting tool in order to soften the material and thus to improve machining.
ABSTRACT: A research program on laser assisted machining (LAM) has begun at ENSAM Angers. Its goal is to show the reliability of this process in the industrial world. This process showed its effectiveness on very specific machining (ceramics, hard materials ...). It remains to determine its applicability on many materials and to show its versatility on various machining strategies. The comprehension of the thermomechanical phenomena involved, and the optimization of the cutting and heating parameters, is essential. In the present study, we show for a non hardened steel, the role of Laser assistance to improve the roughness even for high cutting parameters beside different aspects of modelling for heating strategy and chip formation.
Key words: Laser Assisted Machining, turning, roughness, heating modeling, chip formation
Experimental and numerical approaches of Laser assisted turning
G. GERMAIN
1, P. ROBERT
1, J-L. LEBRUN
1, P. DAL SANTO
1, A. POITOU
21
LPMI / ERTGI - ENSAM, 2 bd du Ronceray, 49000 Angers France
URL: http://an-si-web.angers.ensam.fr e-mail: guenael.germain@angers.ensam.fr
2
Institut GeM, ECN - 1 rue de la Noé, 44000 Nantes France
Fig. 1. Principle of the laser assistance 2.1 Materials
The first tests were carried out on a low alloyed steel (42CrMo4) to show the interest of the laser assistance on traditional steels. The tests in progress are carried out on bearing chromium steel (100Cr6) with a hardness higher than 50HRc and under various structures (more or less carbides). The continuation of the study will be carried out on nickel and titanium alloys
2.2 Laser parameters and cutting parameters
Various machining were carried out with a cBN turning insert of geometry CNMA 12 04 08 S01020E CB20 and a holder PCLNL 20 20 K 12. The effects of the parameters have been studied within experiments using Taguchi Method.
The position of the laser impact compared to the tool (δ, ∆) is determined by numerical simulation according to the power of the beam and the type of machined material.
This modelling is currently carried out on software ANSYS. The heat flux moves on the surface of the part with a speed equal to the cutting speed. The physical properties of the material (density, heat capacity, conductivity) are temperature dependent. Convection is taken into account on the surface of the part.
Fig. 2. Temperature field induced by the laser beam The distances δ and ∆ (fig. 1) are given so that the formation of the chip is carried out in a zone heated over 500°C. The distance δ must generally remains smaller than 10 mm on carbon steel. We have taken a fixed δ of 10mm, in order to avoid collision with the tool. The ∆ distance is generally fixed at a value equal to the laser spot radius (in our case the radius is 0.8mm).
The calculated heated depth does not exceed some hundredths of millimetre for a single run of the laser beam. The heating strategy was to heat the cylinder and not the chamfer (fig. 3).
Fig. 3. Heating strategies
In this configuration, it is not necessary to heat a significant matter width. The density of power is thus more significant. Moreover, because of the ratio of the laser spot radius to the feed rate, the matter is heated several turns before being removed. The thermal diffusion process then makes it possible to have a more important heated depth.
A Taguchi method for robust design was carried out on 42CrMo4 steel to show the effectiveness of the LAM on usual machining. Two criteria of optimization were raised: cutting force (resultant of the three cutting force components) and the criterion of surface quality Ra (mean roughness). The proceeded parameters selected are cutting speed (Vc), feed rate (f), depth of cut (ap) and the laser power (P). The tests were carried out according to the values of the following table, and were compared with machining without laser assistance.
Table1. Values of parameters
Mini level Max level
Vc (m.mn-1) 150 650 f (mm.rev-1) 0.03 0.1
ap (mm) 0.2 0.7
P (W) 500 2250
The following figures are showing the results of our experiences: for each parameter the mean value of criteria and its extent according to the variations of other parameters.
The cutting force does not vary much according to the power of the laser beam (fig. 4).
Cutting Force (N) 244 218 222 0 50 100 150 200 250 300 350 400 450 500 0 500 2250 Laser Power (W)
Fig. 4. Cutting force according to the power of the beam That is due to the fact that the steel selected is very ductile. The effect of the assistance is thus not significant, contrary to the profits obtained in hardened steels [2,8].
On the other hand, the power of the laser has a very strong influence on the criterion of surface quality, Ra (fig. 5). Mean roughness, Ra (µm) 0,86 0,57 0,38 0 0,5 1 1,5 2 2,5 3 3,5 0 500 2250 Laser Power (W)
Fig. 5. Roughness criterion Ra according to the power of the beam
The assistance allows a total control of the surface quality (roughness) whatever the cutting parameters. The interest of the LAM is undeniable because it allows to very strongly increase the cutting parameters (Vc and f) without degrading the surface quality of the part. Moreover, it allows the machining of traditional steels under very good conditions without lubrication. Removing lubrication is a very economically (cost of fluid purchasing and reprocessing treatment) and practically (antipollution regulations) importance for the cutting industry.
3 MODELLING
Analytical or semi analytical modelling, was carried out to determine the field of temperature in laser assisted machining [5,6,7]. B. Lesourd [8] was interested in modelling of the formation of the chip in LAM, taking a homogeneous temperature of 600°C, without detailing the field of temperature induced by the beam. To understand the thermo physical mechanisms interactions, it is necessary to be able to connect the formation of the chip with the temperature gradients due to the laser heating.
We develop a finite elements modelling to apprehend the contribution of the heating in the deformation during the cutting process.
The ABAQUS/Explicit software is used to model the formation of the chip during machining.
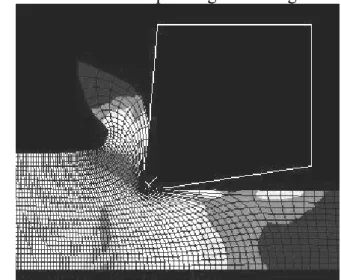
Fig. 6. Von Mises stress field during the simulation of chip formation.
To account for the thermal and mechanical phenomena, the material behaviour law must be of thermo-elasto-visco-plastic type and even with a damage criterion for predicting chip shape and
break. The tool, of hardness much higher than the part, can be regarded as an indeformable but heat conducting.
The field of temperature results from the contribution of four sources: the laser spot (heat flux), two zones of friction chip / tool (Z2) and tool / part (Z3) and, of volumic sources of heat within the matter due to the intense plastic deformation within the primary shear band (Z1).
To model friction, we took ` Coulomb-Orowan ' approach, which limits the efforts to a threshold defined according to the shearing yield stress. Generated heat is then distributed between the two involved bodies.
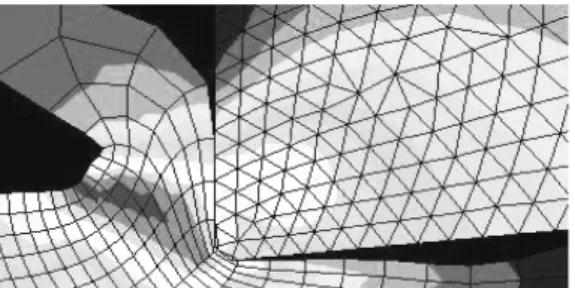
Fig. 7. Distribution of the temperatures in the cutting zone (chip and tool)
The high deformations rate and heat gradients require an ALE formulation (Arbitrary-Lagrangian-Eulerian), with or without remeshing, and a strong thermo mechanical coupling.
Further fully instrumented experiments will allow measuring and confronting the cutting force and, the thermal field and fluxes in the cutting zone with the results of simulation.
4 CONCLUSIONS
Laser assisted machining has already proved its effectiveness for very specific machining. But it must prove its reliability and its profitability on a very broad field to be recognized and used in the industrial world.
In our preliminary study, we have proved that this process allows increasing strongly the cutting parameters while improving the surface quality (roughness). It facilitates machining by avoiding expensive and polluting lubrication. This work continues to study the surface integrity of the part (residual stress, evolution of the microstructure)
after the LAM and, to compare the behaviour of the tool with traditional turning. Moreover, this study will widen to very hard materials, with high behaviour mechanical (100Cr6 steel heat treated, nickel and titanium based alloys…).
A modelling by finite elements of the laser heating coupled with the formation of the chip will facilitate the comprehension of the thermomechanical phenomena induced by the laser assistance.
ACKNOWLEDGEMENTS
This program is supported by the Region Pays de la Loire and the French government within a collaboration of ENSAM Angers, E.C. Nantes and CETIM.
REFERENCES
1. Y. Wang, L.J. Yang and N.J. Wang, An investigation of
laser-assisted machining of Al2O3 particule reinforced aluminium matrix composite, Materials Processing
Technologies 129 (2002) 268-272
2. C. Zhang and Y.C. Shin, An novel laser-assisted truing
and dressing technique for vitrified CBN wheels,
Machine Tools & Manufacture 42 (2002) 825-835 3. T. Malot, Usinage assisté par laser du bore, Thèse
Université de Bourgogne TDIJON 2001/31 (2001) 4. A. Melhaoui, Contribution à l’étude de l’usure d’outil de
coupe en usinage assisté par laser et a l’usinabilité d’une céramique à base d’oxyde de zinc, Thèse Centrale
Paris 1997-04 (1997)
5. J. C. Rozzi, F. E. Pfefferkorn, F. P. Incropera, Y. C. Shin, Transient, three-dimensional heat transfer model
for the laser assisted machining of silicon nitride : I. Comparison of prediction with measured surface temperature histories, International Journal of Heat and
Mass Transfert,43 (2000) 1409-1424
6. J.C. Rozzi, F. P. Incropera, Y. C. Shin, Transfer thermal
response of a rotating cylindrical silicon nitride workpiece subjected to a translating laser heat source, part II : Parametric effect and assessment of a simplified model, Journal of Heat Transfer vol.120 (nov 1998)
7. C. E. Leshock, J-N Kim, Y. C. Shin, Plasma enhanced
machining of Inconel 718 : modeling of workpiece temperature with plasma heating and experimental results, Machine Tools & Manufacture 41 (2001) 877-897
8. B.Lesourd, Etude et modélisation des mécanismes de
formation de bandes de cisaillement intense en coupe des métaux. Application au tournage essisté laser de l’alliage de titane TA6V, Thèse Ecole doctorale de Nantes ED 82-174 (1996).