HAL Id: cea-02438361
https://hal-cea.archives-ouvertes.fr/cea-02438361
Submitted on 14 Jan 2020
HAL is a multi-disciplinary open access
archive for the deposit and dissemination of
sci-entific research documents, whether they are
pub-lished or not. The documents may come from
teaching and research institutions in France or
abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est
destinée au dépôt et à la diffusion de documents
scientifiques de niveau recherche, publiés ou non,
émanant des établissements d’enseignement et de
recherche français ou étrangers, des laboratoires
publics ou privés.
A nuclear electromechanical press for fuel manufacturing
in hot cell and associated die compaction modelling
J.-P. Bayle, V. Reynaud, C. Brenneis, F. Gobin, M. Gennisson, E. Tronche, C.
Ferry, V. Royet
To cite this version:
J.-P. Bayle, V. Reynaud, C. Brenneis, F. Gobin, M. Gennisson, et al.. A nuclear electromechanical
press for fuel manufacturing in hot cell and associated die compaction modelling. World nuclear
exibition (WNE), Jun 2016, Paris, Le Bourget, France. �cea-02438361�
© CHAMPALLE S.A.S. - 2016 – no part of this document may be copied or disseminated without prior written approval of CHAMPALLE
Some of visuals are courtesy of CEA-France.
A nuclear electromechanical press for fuel manufacturing
in hot cell and associated die compaction modelling
J-P. Bayle a*, V. Reynaud b, C. Brenneis a, F. Gobin a, M. Gennisson a, E. Tronche a, C. Ferry a, V. Royet aa
DEN/MAR/DTEC/SDTC/LTAP
b
Champalle company, 151 rue Ampère ZI Les Bruyères 01960 PERONNAS, France
Introduction
Fuel pellet manufacturing in a hot cell requires simple, effective operations and robust technologies. For reasons of criticality, waste release, the degradation of liquids hydrogenated under irradiation, and to avoid any contamination of hydraulic systems, oil cannot be present. The compaction cycle must be fully mastered to minimize rejects or the need for any grinding. For fast reactors of the future, pellet production rates must be higher and process automation is inevitable rather than slower unitary production. Any powder holdup must be minimized and mono-punch uniaxial presses seem to be a good solution. It must be remembered that pellet production hot cell volumes give limited space for remote handling operations, and airlock entrance
diameters are very narrow. Materials and methods
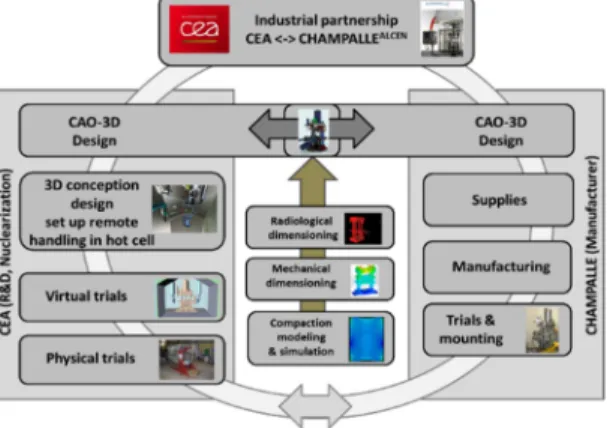
One of the fuel manufacturing processes originates in a conventional process from the powder metallurgy industry and enables pellet shaping in dies, followed by sintering. The fuel pellet shaping is currently done manually in hot cells. Manufacturing automation and a better control of the shaping parameters were tested during this study. The press concerned was built in a partnership between the CEA and Champalle, pooling the skill sets of Champalle, for their press manufacturing experience, and the CEA, for pellet compaction research and nuclearization (Figure 1).
Descitption
Minimizing criticality risks is an important goal for special fuel pellet manufacturing, and is the main reason why the press was designed to operate without oil and is completely electromechanical. It is a uniaxial automatic mono-punch simple effect press (Figure 2), with a die displacement which can be piloted or not. Pellets can be produced by force or displacement piloting. The upper punch and die are mobile at different velocities, while the lower punch is fixed. The die is used for the ejection step with an upper punch pressure support. For the central pellet holes, a needle goes through the lower punch and follows the die displacements. It was decided to use an electric motor with transmission systems with a minimum gap, combining rotary and translatory
mechanisms, for the upper punch and the die. To put the apparatus in a limited hot cell height, the die motorization was placed to one side and the effort transmitted via a toggle joint to the die plate. The press capacity is 10 tons, its maximum height is limited to 1200 mm and the production rate is 1 to 5 cylindrical annular pellets per minute. It weighs 400 kg. The base structure has one lower plate, which is attached to a circular rail built into the hot cell floor. The press can therefore be rotated in order to enable access to any of the five main parts, as required. The first part includes the rigid frame of the press, consisting of the lower and upper plates connected by 4 guide columns. The plates support respectively the motors of the die and of the upper punch. The lower plate holds the fixed lower punch equipped with a displacement sensor. Between these two plates, the upper punch and the die plates slide up and down. Plate displacements are monitored by sensors, and the mobile upper punch is also fitted with a force sensor. The powder load system and displacement motor of the filling shoe are set up on the mobile die plate. The
Figure 2 : Electromechanical press Figure 1 : Development cycle
© CHAMPALLE S.A.S. - 2016 – no part of this document may be copied or disseminated without prior written approval of CHAMPALLE
Some of visuals are courtesy of CEA-France.
filling shoe is moved laterally by an electric motor and a rack system. The powder load system has a tippable powder transfer jar which can be completely connected using remote handling. The press, adapted to nuclear conditions, was patented under a patent shared by the CEA and Champalle.
Installing the apparatus in a hot cell for nuclear fuel production required a modular design and simulation studies, which were carried out using 3D software to show the entry of all modules through the narrow cell airlock. The objective was to validate the modular units’ ability to be assembled, dismantled and maintained by remote handling
techniques. The thirty separate units making up the press first had to go through a 240 mm diameter airlock to enter the hot cell. To be sure the remote handling scenarios were appropriate, virtual reality simulation studies were carried out, taking into account force feedback and inter-connectability between the different units. To confirm the decisions made, the press was set up in a mock-up in the CEA’s Marcoule HERA facility technological platform for real trials and for disassembly and mounting operations with MT120 remote handling (Figure 3). The tool servicing step was validated, and the accurate centring of the upper punch and the die with or without needle were verified.
In parallel, different radiological software checked that the press components’ radiological dimensioning would ensure radiation resistance during operation in a hostile environment. Using the Mercurad® and MCNP® software, the doses received by different press modules, in particular by the sensitive electronic components, were calculated. The calculation results showed that the mini jar case (with powder in the column and in the bottom of the jar) is the most damaging (1655 µGy per hour to the applied force sensor without protection vessel). The lesson learned is therefore to avoid holding up powder during the manufacturing step and to drain out any remaining powder as quickly as possible. The nuclear press enabled the manufacturing of Al2O3 annular pellets with a 10 mm diameter die in the CEA Marcoule mock-up. An AL2O3 powder was used, with a 2% zinc stearate lubrication in the mass. The use of the press with slave die displacement (equivalent to a double effect cycle) can enable cycle optimization and operating, in order to reduce the difference between the minimum and maximum pellet diameters. An optimal operating cycle enabling uniform stress distribution throughout the pellet means the applied and transmitted stresses are equivalent. In the optimization study, several parameters were varied in the compaction cycle. As shown in Figure 3, die start force, time to pass from the force at the beginning of compression to the maximal force, die stroke and compaction speed were taken into account. These optimal settings meant the best pellet quality was obtained, with a lubricant in the powder to ensure it flowed well. The best tolerance of the sintered pellet diameter obtained with the optimization study was 9.015+/-0.012 mm.
Compaction simulation and powder behavior modelling
Compaction simulation enabled cycle optimization studies into density gradients in the green pellet. It was possible to fit all the compaction parameters used with the electromechanical press (compaction cycle parameters of the upper punch and die, geometrical tools, friction coefficients, size and shape of the pellet). To model powder behaviour, models based on ground mechanical modelling were used. Studies were carried out to identify all parameters of the Cam-Clay model and compaction was simulated with Cast3M® finite element software. To improve contact law and avoid convergence problems, the previous software was replaced by Abaqus®. Cam-Clay (CC) and Drucker Prager Cap (DPC) models
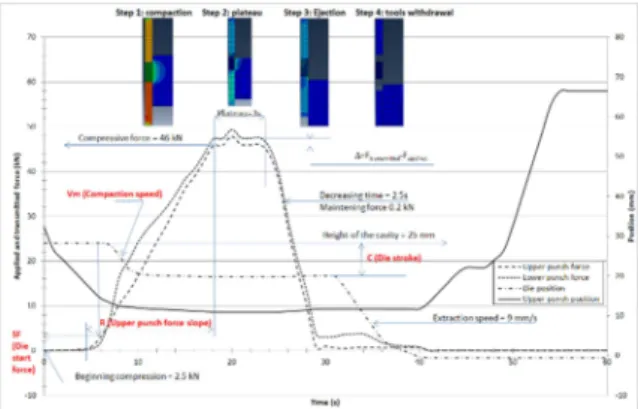
were compared. To illustrate simulations, Von-Mises stresses during step calculations corresponding to the compaction cycle were plotted at the top of Figure 4.The calculation results were shown in simulation study and optimization simulation with best model behaviour is continuing.
Figure 3 Press in mock-up for remote handling trials
Figure 4 Upper applied and lower transmitted punch forces, die and upper punch depending on time, Von Mises stresses during step calculations corresponding to the compaction cycle
© CHAMPALLE S.A.S. - 2016 – no part of this document may be copied or disseminated without prior written approval of CHAMPALLE
Some of visuals are courtesy of CEA-France.
Results and discussion
To highlight the automatic pellet manufacturing, the focus here is on the capability study realized with the electromechanical press. Machine capability is the ability of the apparatus to reach the required output performance. This takes into account statistical process control and permits a measurement of whether the machine can respect the interval tolerances (defined by the top and bottom targets) given in the specifications. The nuclear press described above was used, and the diameter of the pellet (with hole) in the project specifications was 8.45 +/-0. 09 mm. Altogether, 400 pellets were shaped with the setting parameters given previously. The compaction cycle for the production of 400 annular pellets was carried out. For this study, we used optimization and simulation studies results to obtain a new die diameter with a proportionality law.
The new die diameter was 9.37+/-0.005 mm. The pellets were
shaped in continuous compaction, following a pathway system set up to keep the order and direction of the pellets. This order was monitored to check the press variations (drift) and direction, and to see the side where the upper punch applied the force. All the compaction cycles were recorded in the press data base software. After compaction, each green pellet was measured by laser profilometer (height, and diameter corresponding to height) and weighed with precision scales. A chronological number was written on the side directly in contact with the upper punch. All the pellets (100 per batch) were then placed in an alumina crucible and sintered in a furnace under air. The sintering conditions involved heating at 4°C/min up to 1600°C, then a du ration of 4 hours followed by cooling at 2°C/min (Figure 5). The same measurements were carried out on the pellets after sintering (height, diameter and weight). The springback between the die and green pellet can be seen in the Figure, as well as shrinkage between green and sintered pellets.
As illustrate in Figure 6, the project objective was reached and the average diameter is 8.508+/- 0.021 mm. So, the diameter of the die will need to be reduced because the average diameter is still a little too high but it can be concluded that the process is very capable.
Conclusion and perspectives
Producing fuel pellets in a hot cell could require the use
of new press technology, due to the nuclear constraints and very strict shape criteria. This paper is based on the optimization study of the pressing cycle of the CEA-Champalle electromechanical press, an apparatus which is compact, modular and nuclearized for hot cell operation. It is known that the pressing cycle influences the density gradients in green pellets. In order to predict the diameter tolerance of pellets after sintering, a compaction modelling and simulation program was undertaken. The density card of the pellet enabled the shrinkage to be calculated and compared to experimental results. With lubricant in the powder and new pellet diameter and tolerance, the capability of the press to manufacture 400 pellets with hole was studied in a mock-up with remote handling. Results showed that the die diameter calculated and the press cycle set enabled pellets to be shaped with satisfactory tolerances. Research into powder compaction behaviour will continue, in order to obtain an improved model response with a new powder and using a discrete element method to better take into account the behaviour between aggregates.
Results concerning the use of electromechanical actuators are already used to transfer onto industrial press used with glove box in order to reduce criticity risks by removing any oil tank in the production line. A market is also interested in the results achieved in this development, it is high quality ceramic product manufacturer. The ability to control the press cycle to obtain near net shape product is interesting for them especially when powders involved are complex and expensive. A product based on these development, but without any tele manipulation and nuclearization aspect, will be presented on the market soon.
Figure 5 Sintered Al2O3 pellets with hole