Comportement mécanique et microstructure de filaments céramiques alumine-zircone pour applications à haute température
304
0
0
Texte intégral
Figure
![Figure A-I-7 Evolution de la contrainte à rupture en tension pour la Nextel 610 [WIL, 01]](https://thumb-eu.123doks.com/thumbv2/123doknet/3024907.85054/19.892.189.727.387.642/figure-evolution-contrainte-rupture-tension-nextel-wil.webp)
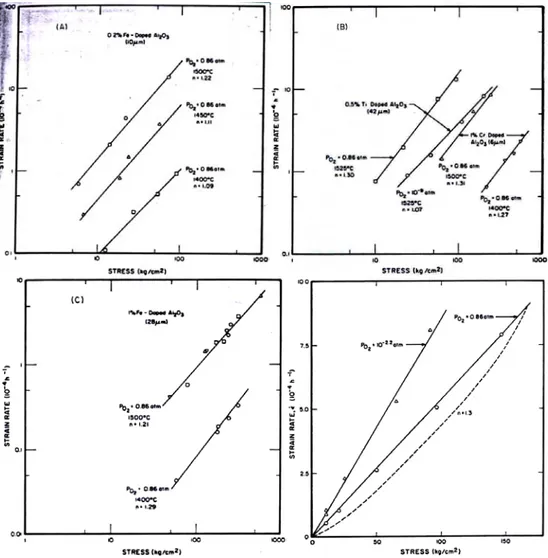
![Figure A-II-6 Carte de déformation à contrainte fixe pour une alumine dopée par 1 et 2 cation% de Fer [LES, 77]](https://thumb-eu.123doks.com/thumbv2/123doknet/3024907.85054/26.892.112.754.139.357/figure-carte-déformation-contrainte-fixe-alumine-dopée-cation.webp)
+7
![Figure C-I-3 Taux de fluage en fonction de la contrainte appliquée des fibres unitaires Nextel 610 [WIL, 93] et des mèches de Nextel 720 [DEL,00] de 3M](https://thumb-eu.123doks.com/thumbv2/123doknet/3024907.85054/88.892.217.678.219.485/figure-fonction-contrainte-appliquée-unitaires-nextel-mèches-nextel.webp)
Documents relatifs