T
T
H
H
È
È
S
S
E
E
En vue de l'obtention duD
DO
OC
C
TO
T
OR
RA
AT
T
D
D
E
E
L
L’
’U
U
NI
N
IV
VE
E
RS
R
SI
IT
TÉ
É
D
DE
E
T
T
OU
O
UL
L
OU
O
U
SE
S
E
Délivré par L’UNIVERSITE PAUL SABATIER – TOULOUSE III Spécialité : GENIE CIVIL
JURY
M. Jean-Michel TORRENTI Président du jury
M. Jean PERA Rapporteur
M. Jian-Fu SHAO Rapporteur
M. Xavier BOURBON Examinateur
M. Gilles ESCADEILLAS Examinateur
M. Alain SELLIER Examinateur
M. Anaclet TURATSINZE Examinateur
M. Abdellatif HASNI Membre invité
Ecole doctorale : Mécanique, Energétique, Génie civil et Procédés Unité de recherche : Laboratoire Matériaux et Durabilité des Constructions
Directeur de Thèse : Gilles ESCADEILLAS
Présentée et soutenue par Guillaume CAMPS Le 10 Septembre 2008
Etude des interactions chemo-mécaniques
pour la simulation du cycle de vie d’un
Je tiens tout d’abord à remercier mes trois directeurs de thèse, Gilles Escadeillas, Alain Sellier et Anaclet Turatsinze, qui chacun dans sa spécialité m’a énormément apporté, conseillé et aidé et sans qui tout cela n’aurait pas été possible. Merci plus particulièrement à Alain de m’avoir fait découvrir le monde de la modélisation, un aspect de la recherche que je ne connaissais pas, merci pour les heures passées devant l’ordinateur à m’apprendre, à m’expliquer et à m’aider. Merci à Anaclet pour le temps qu’il m’a consacré, d’avoir suivi de près l’ensemble des travaux expérimentaux et pour les discussions qui m’ont tant apporté. Merci à tous pour votre confiance, votre soutien et vos encouragements. Travailler avec vous durant ces trois années a été un réel plaisir et j’espère sincèrement que nous continuerons à collaborer dans le futur.
Je tiens à remercier l’ANDRA (l’Agence Nationale pour la gestion des Déchets RAdioactifs) qui a financé ce projet et plus particulièrement Xavier Bourbon pour avoir suivi l’évolution de ce travail avec intérêt ainsi que pour ses précieux conseils.
Je souhaite aussi remercier le CEBTP SOLEN d’Elancourt et notamment Abdellatif Hasni pour avoir réalisé une partie de la campagne expérimentale, me permettant ainsi de consacrer plus de temps à la modélisation.
Je remercie également Ginette Arliguie, directrice du laboratoire lorsque j’ai commencé ma thèse et Gilles Escadeillas, directeur actuel, pour m’avoir accueilli au sein du LMDC pendant ces trois années de thèse.
Je tiens à remercier Jean Péra et Jian-Fu Shao pour avoir accepté d’être rapporteur de ce mémoire de thèse et pour leurs commentaires constructifs vis-à-vis des travaux effectués. Je remercie également Jean-Michel Torrenti d’avoir accepté de présider mon jury de thèse ainsi que pour ses remarques avisées.
Je tiens ensuite à remercier l’ensemble des membres du LMDC pour ces années passées ensemble. Je souhaite particulièrement remercier René Boujou et Bernard Attard au service mécanique et Maud Schiettekatte et Simone Julien au service chimie. Merci pour votre aide et pour le temps que vous m’avez consacré.
Plus particulièrement, je souhaite remercier les membres du bureau 316 : Rachida, Jérôme, Youcef, Jean-Chills, Nordine et Etienne. J’ai passé trois années inoubliables en votre compagnie. Merci pour votre bonne humeur, vos encouragements et surtout de m’avoir supporté, je sais que cela n’a pas dû être facile tous les jours notamment ces derniers mois. Merci pour les heures passées à discuter de tout et de rien, pour les débats passionnés et aussi pour les coups de gueule. Ca va me manquer !
Merci aussi à Samir, Paco, Rackel, Pauline et Nicolas avec qui je passe toujours de bons moments au labo ou à l’extérieur et aux membres du bureau-d’en-face : Pierre-Yves, Fabrice, Camille et Sam. Bonne continuation à vous tous.
Je terminerai en remerciant encore une fois Jérôme et Samir. Que ce soit au laboratoire ou en dehors, j’ai passé ces dernières années dans une super ambiance grâce à vous deux. Merci de m’avoir fait penser à autre chose qu’au bouleau. A vous maintenant de mettre en œuvre la « méthode Allemande » et de finir en beauté.
Pour finir je tiens à remercier mes parents et mon frère pour m’avoir toujours soutenu et encouragé, pour m’avoir laissé faire mes choix et avoir cru en moi. Merci pour tout ce que vous avez fait depuis 26 ans et pour tout ce que vous continuerez de faire.
Résumé
La démonstration de sûreté pour les colis et ouvrages en béton de stockage de déchets radioactifs repose en partie sur la modélisation qui intègre généralement une dégradation chimique (lixiviation) et des sollicitations mécaniques plus ou moins complexes dont des variations dimensionnelles et du fluage. Ces phénomènes sont pour la plupart préjudiciables notamment vis-à-vis de la fissuration. Afin d’y remédier, l’Andra envisage de fabriquer les conteneurs de stockage en béton renforcés de fibres métalliques.
L’objectif de ce travail de thèse est de permettre la mise au point d’un modèle pour simuler le cycle de vie d’un conteneur de stockage de déchets radioactifs fabriqué en béton renforcé de fibres. Ce modèle permet la prédiction du comportement des bétons en phase d’hydratation et à long terme.
Une campagne expérimentale a été effectuée sur quatre bétons (dont deux renforcés de fibres) afin de caractériser leurs propriétés physiques. La première partie de ce travail a été consacrée à l’étude de l’évolution du comportement des bétons en phase d’hydratation. Nous avons étudié l’évolution des propriétés mécaniques ainsi que l’augmentation de l’adhérence entre les fibres et la matrice cimentaire. La seconde partie a été consacrée à l’étude de l’évolution du comportement des bétons soumis à une décalcification accélérée au nitrate d’ammonium. Des essais sur bétons dégradés ainsi que des essais de fluage sur des éprouvettes en immersion dans du nitrate d’ammonium ont été effectués.
Différents modèles ont été mis au point de manière indépendante afin de déterminer l’évolution de l’hydratation et des champs de température, la décalcification, le comportement mécanique des bétons renforcés de fibres ainsi que le fluage. Ces différents modules ont ensuite été couplés afin de simuler le comportement des bétons soumis à différents types de sollicitations et de comparer les prévisions aux résultats expérimentaux.
Mots clés : Béton renforcé de fibres, modélisation, comportement mécanique, propriétés de
Abstract
The modelling of the chemo-mechanical behaviour of concrete is needed to demonstrate the safety of concrete package for long term nuclear waste storage. This modelling must integrate chemical evolutions like hydration at early age and degradations at long term (leaching) coupled with more or less complex physical phenomena: shrinkage, basic and drying creep, these phenomena combined with the mechanical loading leading to an anisotropic concrete damage. In order to limit the sensitivity of cracking, Andra plans to develop steel fibre reinforced concrete package.
The objective of the study is to supply informations to develop the chemo-mechanical constitutive model for the fibre reinforced concrete. The model considers both the early age and the long term behaviour of the concrete.
To fit the model parameters, a first part of an experimental program, on two plain and two fibre-reinforced concretes, consists in performing maturity tests in order to determine the evolution of the mechanical properties according to the hydration development and notably the bond between fibres and cementitious matrix. A second part of the experimental program consists in studying the long term behaviour of fibre reinforced concrete subjected to an accelerated leaching. On one hand, mechanical tests are carried out on degraded concrete; on the other hand compressive and flexure creep tests are carried out on specimens kept in ammonium nitrate baths.
Several independent models were proposed in order to predict hydration, leaching, mechanical behaviour of fibre-reinforced concrete and creep. These models were coupled to predict the behaviour of concrete subject to chemical and mechanical degradation. Results have been compared with the ones obtained with experiments.
Keywords: Fibre-reinforced concrete, modelling, mechanical behaviour, transfer properties,
INTRODUCTION GENERALE ... 11
CHAPITRE I : REVUE BIBLIOGRAPHIQUE ... 17
INTRODUCTION... 19
I-1.LE BETON RENFORCE DE FIBRES... 20
I-1.1. Mécanismes de fonctionnement des fibres dans le béton ... 20
I-1.2. Les fibres : optimisation de leur utilisation... 23
I-1.2.1. Choix du type de fibres... 23
I-1.2.2. Influence du dosage en fibres ... 25
I-1.2.3. Influence de l’orientation préférentielle des fibres... 27
I-2.LE BETON RENFORCE DE FIBRES EN PHASE D’HYDRATATION... 29
I-2.1. Chimie du béton en phase d’hydratation... 29
I-2.1.1. Hydratation du ciment ... 29
I-2.1.2. Porosité ... 32
I-2.1.3. Effets des additions minérales, granulats, fibres ... 33
I-2.1.4. Détermination du degré d’hydratation... 35
I-2.1.5. Modélisation de l’hydratation... 35
I-2.2. Comportement physique en phase d’hydratation ... 39
I-2.2.1. Evolution des propriétés mécaniques ... 39
I-2.2.2. Modélisation du comportement mécanique au jeune âge en fonction de l’hydratation ... 42
I-3.COMPORTEMENT DU BETON A LONG TERME... 47
I-3.1. Chimie de la décalcification ... 47
I-3.1.1. Phénoménologie de la lixiviation ... 47
I-3.1.2. Lixiviation simple et accélérée ... 48
I-3.1.3. Modélisation de la décalcification ... 57
I-3.2. Comportement physique des bétons dégradés... 61
I-3.2.1. Propriétés mécaniques ... 61
I-3.2.2. Propriétés de transfert ... 66
I-3.2.3. Modélisation de la dégradation mécanique des bétons ... 68
I-3.2.4. Modélisation du comportement des bétons renforcés de fibres... 70
I-3.3. Couplage chemo-mécanique... 72
CONCLUSIONS ET OBJECTIFS DU TRAVAIL... 83
CHAPITRE II : PROPRIETES PHYSIQUES DES BETONS ANDRA ... 85
INTRODUCTION... 87
II-1.MATERIAUX D’ETUDE... 87
II-1.1. Matériaux d’étude de laboratoire ... 87
II-1.1.1. Matériaux ... 88
II-1.1.2. Fabrication des bétons ... 91
II-1.2. Matériaux industriels ... 94
II-2.CARACTERISATION DES BETONS FABRIQUES EN LABORATOIRE... 97
II-2.1. Maturométrie des bétons ANDRA ... 97
II-2.1.1. Chaleurs d’hydratation ... 97
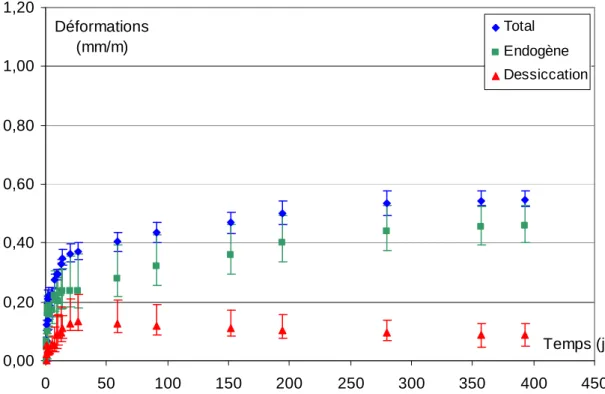
II-2.1.2. Retrait ... 99
II-2.1.3. Résistances en compression et modules d’élasticité ... 103
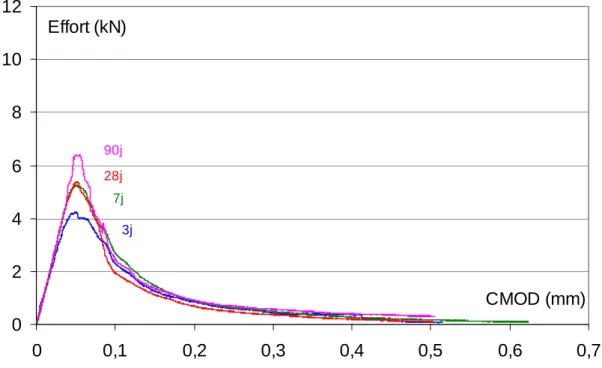
II-2.1.5. Flexion 3 points ... 112
II-2.2. Comportement à long terme : Influence de la décalcification des bétons ... 117
II-2.2.1. Dégradation chimique ... 118
II-2.2.2. Porosité à l’eau et masses volumiques ... 119
II-2.2.3. Comportement mécanique... 121
II-2.2.4. Propriétés de transfert... 132
II-2.3. Conclusion des travaux sur les bétons de laboratoire ... 139
II-3.CARACTERISATION DE BETONS FABRIQUES INDUSTRIELLEMENT... 140
II-3.1. Caractérisation mécanique ... 141
II-3.1.1. Porosité et masse volumique ... 141
II-3.1.2. Résistance en compression... 142
II-2.1.3. Modules d’élasticité ... 143
II-3.1.4. Comportement en traction directe ... 144
II-3.1.5. Comportement en flexion 3 points ... 146
II-3.2. Propriétés de transfert ... 149
II-3.2.1. Coefficient de diffusion... 149
II-3.2.2. Perméabilité à l’air ... 150
II-3.3. Conclusion des travaux sur le conteneur ... 151
CONCLUSION... 152
CHAPITRE III : MODELISATION DES COUPLAGES CHEMO-MECANIQUES.. 155
INTRODUCTION... 157
III-1.HYDRATATION... 157
III-1.1. Equations constitutives et implantation numérique du couplage T-C ... 158
III-1.2. Application ... 162
III-1.2.1. Données... 162
III-1.2.2. Résultats ... 163
III-2.DECALCIFICATION... 166
III-2.1. Equations constitutives et implantation numérique ... 167
III-2.2. Applications ... 169
III-2.2.1. Données... 169
III-2.2.2. Résultats ... 183
III-3.MODELE MECANIQUE... 187
III-3.1. Endommagement... 187
III-3.1.1. Equations constitutives ... 187
III-3.1.2. Traitement de la localisation par méthode locale... 190
III-3.1.3. Traitement de la localisation par la théorie non locale (2nd gradient)... 193
III-3.1.4. Approximation élasto-plastique pour le calcul des structures ... 197
III-3.2. Fluage ... 198
III-3.2.1. Equations constitutives ... 199
III-3.2.2. Application... 202
III-4.COUPLAGES TCM ... 204
III-4.1. Couplage en phase d’hydratation : hydratation, température, mécanique ... 204
III- 4.1.1. Modélisation complète (modèle élasto-plastique avec endommagement) 204 III- 4.1.2. Modélisation simplifiée (élasto-plasticité)... 208
III- 4.2.1. Modélisation du couplage faible décalcification / comportement mécanique
... 215
III- 4.2.2. Modélisation du couplage faible décalcification / fluage ... 219
CONCLUSION... 223
CONCLUSION GENERALE ET PERSPECTIVES... 225
ANNEXES... 231
ANNEXEA :FICHES TECHNIQUES DES MATERIAUX... 233
ANNEXEB :MODES OPERATOIRES DES EXPERIENCES... 242
ANNEXEC :TABLEAU RECAPITULATIF DES EPROUVETTES D’ESSAIS... 249
ANNEXED :EFFET DU SUPERPLASTIFIANT SUR LES QUANTITES DE CHALEUR DEGAGEES EN PHASE D’HYDRATATION... 251
ANNEXEE :COMPARAISON DES RESULTATS D’ESSAIS DE FLEXION 3 POINTS POUR DES EPROUVETTES DE DIMENSIONS DIFFERENTES... 253
ANNEXEF:DETERMINATION DU COEFFICIENT DE DIFFUSION EFFECTIF... 256
ANNEXEG:COURBES D’EVOLUTION DE LA PERTE DE MASSE EN FONCTION DU TEMPS DES EPROUVETTES DE RETRAIT... 258
REFERENCES BIBLIOGRAPHIQUES ... 259
Contexte de l’étude
La loi du 30 décembre 1991 [Loi du 30 décembre 1991] définit le cadre de la gestion des déchets radioactifs en France. Elle a créé l’Agence Nationale pour la gestion des Déchets Radioactifs (Andra), un établissement public industriel et commercial chargé de la gestion à long terme des déchets. Sa mission consiste à répertorier et à localiser les déchets radioactifs, établir des spécifications de conditionnement et de stockage, contribuer aux programmes de recherche et de développement concernant la gestion de ces déchets, concevoir des centres de stockage et en assurer la gestion.
Les déchets sont classés en trois catégories :
- Les déchets A : déchets à vie courte (durée de vie inférieure à 30 ans) faiblement et moyennement radioactifs. Ils représentent 90% des déchets produits mais seulement 5% de la radioactivité totale.
- Les déchets B : déchets de faible et moyenne activité contenant des radioéléments de période longue. Ils représentent 8% des déchets produits.
- Les déchets C : déchets de haute activité, à fort dégagement de chaleur et à longue période, qui représentent 2% de la production.
Seuls les déchets A sont stockés dans les centres de surface. Pour les déchets B et C, la loi du 30 décembre 1991 a permis de lancer une campagne de recherche afin de développer le stockage de longue durée en couche géologique profonde. En 2005, un dossier de faisabilité a été présenté en clôture des quinze années de recherches qui étaient identifiées dans la loi de 1991. Depuis le 28 juin 2006 et la promulgation d’une autre loi, une étape a été entamée devant aboutir à la création d’un stockage en formation géologique profonde.
Depuis 1998, le site de Bure en Meuse/Haute-Marne a été choisi pour accueillir un laboratoire d’expérimentation souterrain. Ce site se caractérise par une succession de couches géologiques calcaires et argilo-marneuses. C’est dans l’une de ces couches, celle du Callovo-Oxfordien, constituée de roches argileuses ou d’argilite, située entre -400m et -600m, qu’est implanté ce laboratoire méthodologique.
L’objectif d’un centre de stockage est de faire en sorte que les radionucléides ne soient relâchés dans la biosphère qu’avec un impact radiologique acceptable. Les stockages sont donc conçus suivant le principe de confinement multibarrières.
Il est prévu d’utiliser les matériaux cimentaires dans le cadre du stockage en couche géologique profonde, en tant que barrière ouvragée (figure 1) et pour la réalisation des colis de stockage des déchets B (figure 2).
Figure 1 : Représentation du centre de stockage souterrain
Figure 2 : Conteneur de stockage de déchets de type B
Le béton a été choisi car il présente de nombreux avantages notamment dans le cadre du stockage souterrain. Il développe d’importantes résistances en compression, une large gamme de matériaux cimentaires est disponible et permet donc de formuler des bétons adaptés à différentes applications ou contraintes. De plus, en fonction des formulations, il est possible d’obtenir d’intéressantes propriétés de transfert lui conférant des capacités de confinement importantes.
Cependant, ses faibles performances en traction et sa sensibilité à la décalcification sont préjudiciables vis-à-vis de la fonction de stockage de déchets à long terme. En effet, durant
son cycle de vie, le béton sera soumis de nombreuses sollicitations pouvant conduire au développement de la fissuration et la décalcification se fera au détriment de la capacité de confinement :
• l’hydratation ou les échanges hydriques avec le milieu environnant engendrent des tensions capillaires à l’origine d’un phénomène de retrait pouvant conduire à la fissuration. Des variations dimensionnelles d’origine thermique peuvent aussi entraîner les mêmes effets. • en cas de choc, ou de chute du colis durant la manutention.
• à long terme, la resaturation des tunnels va aussi entraîner une décalcification du béton par l’eau souterraine. Cet effet couplé aux sollicitations de fluage issues du mode de stockage par empilement ou par une possible convergence du tunnel sur les conteneurs va affecter les propriétés de transfert et entraîner une diminution des propriétés mécaniques et favoriser le développement des fissures.
Objectif de la thèse
Afin de limiter le développement de la fissuration dans le béton, l’Andra envisage la fabrication de conteneurs en béton renforcé de fibres. Les fibres confèrent au béton un caractère ductile en assurant une capacité portante résiduelle importante même pour des niveaux d’ouverture de fissures élevés. Dans le cas d’une chute, ce renfort doit contribuer à limiter la fragilité des conteneurs et à augmenter la capacité d’absorption d’énergie. Ils gardent alors leur continuité structurale et restent manipulables malgré le choc. Par ailleurs, en limitant l’ouverture des fissures, un tel renfort contribue à réduire la progression d’agents agressifs en profondeur. Un des objectifs de ce travail est de quantifier les effets bénéfiques de ce renfort dans le cadre du stockage de déchets radioactifs.
La prédiction du comportement à long terme du béton, dans le cadre du stockage de déchets radioactifs à vie longue, passe obligatoirement par la modélisation. Il est donc nécessaire de développer des modèles permettant la simulation du comportement des bétons durant les différentes phases de leur cycle de vie. Cette approche impose forcément la détermination la plus fine possible des propriétés du matériau ainsi que leur évolution dans le temps et les conditions d’exploitation.
Le premier chapitre de ce mémoire est consacré à une revue bibliographique dans le but de comprendre le comportement du béton durant les différentes phases de son cycle de vie, les
effets d’un renfort par des fibres ainsi que les modélisations associées aux différents phénomènes mis en jeu.
Le deuxième chapitre est consacré à la caractérisation des propriétés physiques de deux bétons de référence Andra (à savoir un BHP de CEM I et un de CEM V) et de deux bétons renforcés de fibres formulés à partir des deux non fibrés. L’objectif est de quantifier l’effet des fibres et de la fumée de silice dans les compositions renforcées de fibres. Les résultats obtenus seront utilisés pour la mise au point d’un modèle chemo-mécanique et sa validation. Le troisième chapitre est consacré au développement du modèle chemo-mécanique, à son calage et à sa validation pour la simulation du cycle de vie des bétons renforcés de fibres. Nous présentons d’abord les différents modules du modèle que sont l’hydratation, la décalcification, le comportement mécanique du béton renforcé de fibres et le fluage, puis leur couplage correspondant aux conditions d’exploitation ainsi que la comparaison des prévisions de ce modèle aux résultats expérimentaux.
CHAPITRE I :
Introduction
La mise au point d’un modèle permettant la simulation du cycle de vie d’une structure en béton renforcé de fibres nécessite la connaissance de son comportement et sa mise en œuvre numérique à chaque étape de sa vie. Pour cela, il faut étudier les deux phases les plus critiques pour le béton dans le cadre d’un stockage de déchets de haute activité à vie longue :
- la phase d’hydratation durant laquelle, en parallèle avec le développement de sa résistance mécanique, le béton est soumis à des gradients de températures et des variations de teneur en eau pouvant engendrer des contraintes importantes et donc de la fissuration ;
- le comportement à long terme durant lequel, dans le cadre du stockage de déchets radioactifs, le béton va être soumis à des dégradations couplées d’origines chimiques et mécaniques.
Les fibres, dans le béton, apportent de nombreux avantages, notamment sur le comportement mécanique sous sollicitation de traction. Leur utilisation nécessite néanmoins la connaissance des mécanismes et des précautions d’emploi. La première partie de cette revue bibliographie sera consacrée à l’étude des effets des fibres dans le béton.
La deuxième partie de ce chapitre sera consacrée à l’étude du comportement du béton en phase d’hydratation. Nous présenterons à la fois l’aspect chimique de l’hydratation ainsi que l’évolution des caractéristiques physiques au cours du temps. Les modélisations associées seront explicitées.
Nous analyserons ensuite le comportement du béton à long terme, du point de vue des dégradations chimiques (lixiviation simple et accélérée) et de l’endommagement mécanique. Nous présenterons les modèles permettant le calcul de dégradations chimiques puis des modèles permettant de simuler le comportement sous sollicitations mécaniques des bétons. Nous terminerons cette revue bibliographique avec la présentation de modèles de couplage chemo-mécaniques.
L’analyse et la conclusion de cette étude bibliographique nous permettrons de préciser les contours des objectifs de notre travail en terme d’effets à prendre en compte dans la modélisation et en terme de travail expérimental à mettre en œuvre afin de simuler le cycle de vie des colis de stockage de déchets radioactifs fabriqués en béton renforcés de fibres.
I-1. Le béton renforcé de fibres
Le béton est un matériau de construction composite constitué de granulats agglomérés par un liant. Il est le matériau de prédilection dans le génie civil car il présente de nombreuses caractéristiques avantageuses pour la construction de structures, notamment sa résistance en compression élevée. Néanmoins, il s’agit d’un matériau au comportement fragile sensible à la fissuration qui conduit à la diminution des performances mécaniques à des niveaux de déformation faibles.
Le béton armé permet de compenser cette fragilité. Des barres d’armature dans le béton, en reprenant les efforts à travers la fissure dans les zones tendues, permettent d’augmenter les performances mécaniques à l’échelle de la structure.
Une méthode différente consiste à agir non pas au niveau de la structure, mais à l’échelle du matériau. Elle consiste à renforcer le béton par des fibres. Avec un choix approprié du type de fibres, de leur taille ainsi que de leur dosage, il est possible d’inhiber la propagation des premières microfissures. Les fibres, en assurant le transfert de contraintes à travers la fissure, limitent son ouverture et sa propagation. La localisation de la macrofissuration est ainsi retardée, limitant ainsi la fragilité du matériau.
Pour des déplacements importants, la localisation de la fissure finit par s’imposer. On se retrouve donc avec un comportement structural dans lequel les fibres confèrent une capacité portante résiduelle relativement importante.
Depuis plus de 40 ans maintenant [Romualdi et al. 1964], les effets d’un renfort de fibres dans les matériaux cimentaires sont étudiés dans le but d’améliorer les caractéristiques mécaniques des bétons, notamment après la localisation des fissures.
I-1.1. Mécanismes de fonctionnement des fibres dans le béton
Rossi a décrit le comportement vis-à-vis de la fissuration du béton renforcé de fibres et des structures en béton fibré en fonction de la sollicitation imposée [Rossi 1998]. Dans le cas des efforts de traction, des microfissures apparaissent, suivies de leur connexion et de la formation de macrofissures, jusqu’à la rupture de la structure. Les fibres peuvent coudre les microfissures, et retarder la formation des macrofissures conférant ainsi une capacité portante résiduelle et une ductilité à l’échelle de la structure.
De plus, l’action des fibres est grandement influencée par leur orientation et le mode d’application des efforts. Dans le cas de fissures provoquées par les efforts en traction, les fissures s’ouvrent selon la direction normale à leurs lèvres et les fibres travaillent en traction. Dans le cas des fissures provoquées par des efforts de compression, il y a des mouvements tangentiels par rapport aux lèvres des fissures, les fibres sont donc fléchies et travaillent dans des conditions moins favorables (faible rigidité en cisaillement). C’est pourquoi les effets d’un renfort de fibres sont peu visibles en compression pour les bétons de compacité courante.
Les propriétés du béton renforcé de fibres sont le résultat de plusieurs facteurs comme les propriétés de la matrice, la distribution des fibres et les conditions d’interface entre les fibres et le béton. D’après Bentur et Mindess [Bentur et al. 1990], il existe deux stades de comportement lors du chargement d’un béton renforcé de fibres. Au départ, les déformations sont les mêmes pour les fibres et pour la matrice. Le mécanisme de résistance est le transfert des efforts de la pâte aux fibres par des cisaillements qui augmentent linéairement jusqu’au stade de fissuration. Après cet événement, si l’effort de cisaillement demandé est plus grand que la résistance au cisaillement fibre – matrice, le mécanisme de résistance principal devient le frottement, au cours du déchaussement de la fibre.
Durant un essai sur du béton renforcé de fibres, lors du chargement jusqu’au pic, les fibres n’interviennent pas. Durant cette phase, les fibres se déforment comme le béton. A l’approche du pic de résistance, des microfissures se développent jusqu’à la localisation d’une macrofissure. Les fibres entrent en jeu une fois l’ouverture de cette macrofissure suffisante. Elles pontent à ce moment la fissure en transmettant les efforts au béton dans lequel elles sont ancrées. Les efforts résiduels repris diminuent ensuite au fur et à mesure que les fibres se cassent ou se déchaussent en fonction de leur nature et de celle de la matrice qui les enveloppe.
Il est donc nécessaire d’avoir une ouverture de fissure suffisante afin que les fibres soient sollicitées. C’est pour cela que les fibres interviennent peu durant la phase de chargement et de développement des microfissures. De plus, les fibres doivent avoir des dimensions compatibles avec le type de fissures, le niveau de résistance du béton et la taille des granulats. Pour les microfissures, il est conseillé d’utiliser des fibres courtes et en grande quantité, et pour les macrofissures, des fibres longues en moins grande quantité afin d’assurer une bonne ouvrabilité. Dans le cas où la rupture peut arriver à l’interface matrice-granulats, il est recommandé d’utiliser des fibres d’une longueur correspondante à 2 à 3 fois le diamètre
maximal des granulats de manière à assurer un ancrage suffisant dans la matrice cimentaire [Johnston 1996].
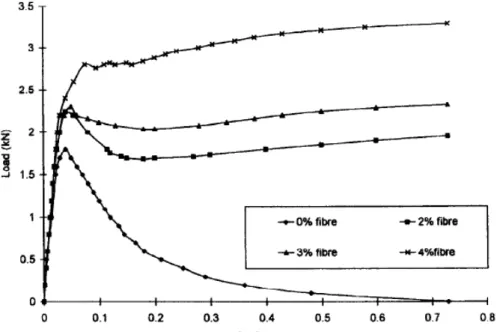
L’effet des fibres est donc surtout perceptible en traction. Un béton sans renforts, une fois fissuré, n’est capable de supporter que de faibles efforts par endommagement et ponts de matière. Ceci se traduit par une chute brutale de contraintes reprises, comme le montre la courbe de comportement en traction directe correspondant à une teneur en fibre de 0% sur la figure I-1 [Taylor et al. 1997]. Avec un renfort de fibres, les contraintes dans la fissure sont transmises au béton. Les fibres, en cousant la fissure, assurent une continuité structurale et permettent au béton d’avoir un comportement ductile en lui conférant une capacité portante post-fissuration.
Figure I-1 : Comportement en traction directe en fonction du pourcentage en fibres [Taylor et al. 1997]
L’étude du comportement en traction par flexion permet de mieux mettre en évidence l’effet d’un renfort de fibres via le gradient de déformation. L’addition de fibres entraîne une augmentation de résistances et une augmentation de la ductilité (figure I-1). Le comportement post-fissuration est significativement amélioré. L’augmentation de la résistance résiduelle est due aux ponts et liaisons créés par les fibres, placés stratégiquement et qui cousent les fissures. Lorsque les résistances résiduelles sont supérieures à la résistance au pic, on dit que le béton a un comportement ductile durcissant. Le processus de rupture se développe lors de la perte de ces liaisons et du déchaussement des fibres ou de la rupture de ces dernières. Ce
phénomène est fonction de la forme, de la taille des fibres et de leur adhérence à la matrice cimentaire.
Le comportement en compression n’est que peu influencé par la présence des fibres. Les fissures créées ne permettent pas aux fibres d’être sollicitées suffisamment pour améliorer significativement le comportement du béton.
Néanmoins, le comportement des bétons renforcés de fibres, quel que soit le type de sollicitation, dépend fortement du type de fibres choisi, de leur géométrie, de leur distribution et de leur orientation ainsi que de la compacité du béton qui les contient.
I-1.2. Les fibres : optimisation de leur utilisation
I-1.2.1. Choix du type de fibres
Il existe différents types de fibres dont les caractéristiques chimiques, physiques et mécaniques diffèrent selon leur nature ou leur géométrie.
Les fibres couramment utilisées pour la fabrication de bétons renforcés de fibres sont généralement métalliques, synthétiques, de verre ou naturelles. Selon leur utilisation, ces différents types de fibres présentent des avantages ou des inconvénients. Certaines sont affectées par des dégradations chimiques dans les matériaux cimentaires ou présentent un mauvais comportement dans les milieux alcalins (certaines fibres de verre ou fibres naturelles).
Leur géométrie est très variable (figure I-2). Les fibres les plus utilisées sont les fibres droites. C’est l’adhérence de ces fibres avec la matrice cimentaire qui diminue la fragilité du béton par amélioration du comportement post fissuration.
Il existe des fibres à crochets. Leurs extrémités recourbées développent un ancrage et dissipent une énergie de fissuration par plastification de la fibre [Chanvillard 1993] et par frottement à l’interface avec la matrice.
On trouve aussi des fibres ruban, des fibres à tête d’ancrage ou encore des fibres ondulées dont, qualitativement, les modes de fonctionnement sont les mêmes que ceux cités précédemment.
L’avantage des fibres à crochets ou ondulées est qu’elles développent un ancrage supplémentaire en plus de l’adhérence avec la matrice les rendant plus efficaces que les fibres droites. Cependant, ce type de fibres peut engendrer la formation d’oursins durant la
fabrication entrainant une répartition non homogène dans le béton. Les fibres droites sont généralement utilisées pour pallier à ce problème mais, ne fonctionnant que par adhérence avec la matrice, leur efficacité s’en ressent.
Figure I-2 : Différentes formes géométriques de fibres métalliques [IT-BTP 1993 dans Andra 2005]
L’élancement ou le rapport longueur/diamètre joue un rôle prépondérant dans la maniabilité d’un béton renforcé de fibres (notamment métalliques) [Snyder et al. 1972, Swamy et al. 1974, Hughes et al. 1976 (dans Rossi 1998)]. Pour un dosage en fibre donné, plus l’élancement est important, plus la maniabilité du béton diminue. Rossi explique ceci par deux constatations empiriques [Rossi 1998] :
- pour une longueur de fibre et un volume donnés, plus le diamètre de la fibre sera faible, plus la surface spécifique sera grande. Ceci conduit à des frottements plus importants entre la fibre et la matrice, mais aussi à un nombre de fibres élevé qui augmente la probabilité de contact entre celles-ci. Ceci conduit à une diminution de la maniabilité quand le rapport longueur/diamètre augmente ;
- pour un rapport longueur/diamètre fixe et un dosage en fibres donné, si le diamètre diminue, la longueur va elle aussi diminuer. Selon le raisonnement précédent, ceci conduit à une diminution de la maniabilité ce qui est en décalage avec la réalité car dans ce cas, le poids unitaire de la fibre intervient. Plus elles seront grandes, plus elles auront tendance à passer à travers le fluide visqueux constitué par la pâte de ciment pour entrer en contact avec les granulats c'est-à-dire à des frottements solides et donc à une diminution de maniabilité.
En résumé, pour une maniabilité donnée, on peut utiliser un dosage important de fibres courtes ou un dosage faible de fibres longues.
De même, le rapport longueur de la fibre/diamètre du plus gros granulat est aussi un paramètre prépondérant concernant l’efficacité des fibres dans le béton. Rossi [Rossi 1998] explique que dans le cas où la résistance de l’interface entre la matrice cimentaire et le granulat est inférieure à la résistance du granulat et de la matrice, les fissures se développent à cette interface avant de pénétrer dans la matrice. Si la longueur des fibres est proche du diamètre des plus gros granulats, une majorité d’entre elles ne pourront intercepter efficacement les fissures intergranulaires. Pour que les fibres interviennent au niveau de la structure, il est préconisé dans la littérature un rapport longueur de la fibre/diamètre du plus gros granulat de deux à trois.
Dans le cas où la résistance à l’interface entre la matrice cimentaire et les granulats n’est pas la plus faible, les fissures traversent à la fois la pâte et les granulats. Les fibres peuvent alors être pleinement sollicitées, et l’utilisation de fibres de longueur inférieure à trois fois le diamètre du plus gros granulat peut être envisagée.
- Les fibres utilisées pour cette étude sont de forme droite afin de limiter la formation de pelotes de fibres lors du malaxage à un dosage relativement élevé et pour favoriser une répartition homogène dans le béton.
- Elles sont en inox afin de s’affranchir des effets de corrosion.
- Le rapport entre la longueur de la fibre (30 mm) et le diamètre du plus gros granulat (12,5 mm) est de 2,4 ce qui répond au minima des recommandations en la matière.
I-1.2.2. Influence du dosage en fibres
Optimisation rhéologique
L’ajout de fibres dans un béton à l’état frais nécessite de nombreuses précautions notamment pour éviter la formation de pelotes et limiter le risque d’une orientation préférentielle.
La durée du malaxage influe sur la répartition des fibres au sein du béton frais. Si elle est trop courte, les fibres ne peuvent pas se repartir de manière homogène. Si elle est trop longue, la répartition peut devenir hétérogène du fait de la ségrégation des fibres.
La maniabilité du béton est diminuée par l’ajout de fibres. Plus la quantité de fibres et leur élancement sera fort, plus l’ouvrabilité du mélange sera affecté. Il est donc important
d’utiliser des fibres de dimensions optimales et d’ajuster la composition de la matrice afin de permettre au béton de conserver une maniabilité suffisante.
Lors de la mise en place dans les moules, il faut limiter l’écoulement qui est responsable de l’orientation préférentielle des fibres dont nous parlerons plus spécifiquement dans le paragraphe suivant. L’orientation peut aussi être due à la vibration qu’il est important de limiter voir de supprimer en travaillant avec des bétons autoplaçants et à l’effet de paroi, ce dernier étant plus difficile à contourner.
Optimisation mécanique
La quantité de fibres dans un béton est une caractéristique prépondérante vis-à-vis du comportement post fissuration.
Soit deux fibres, l’une perpendiculaire au plan d’une fissure, l’autre inclinée par rapport à cette fissure. Si les deux fibres sont suffisamment éloignées l’une de l’autre, elles agissent indépendamment vis-à-vis de la fissure, la fibre perpendiculaire étant plus efficace que la fibre inclinée. Le bilan du couple se résume alors à la somme de leurs actions individuelles. En revanche, si la distance entre les deux fibres est telle que l’action de la fibre qui travaille le mieux conduit, en outre, à confiner la fibre qui fonctionne le moins bien (c’est à dire provoquer une étreinte autour de cette fibre), cette dernière verra donc son efficacité vis-à-vis de la fissure accrue. Le bilan devient alors la somme de leurs actions individuelles plus quelque chose qui est la conséquence de leur « entraide », qu’on peut également qualifier de synergie positive.
Au contraire, lorsqu’on rapproche de plus en plus les deux fibres, il arrive un moment où la quantité de pâte de ciment qu’il y a entre elles devient tellement faible que l’enrobage de chaque fibre devient insuffisant (même si l’on augmente la quantité de pâte de ciment avec le pourcentage de fibres pour des raisons de maniabilité) pour assurer un fonctionnement correct de l’interface pâte-fibre. Les fibres travailleront moins efficacement que si elles avaient travaillé sans interactions. Le bilan est alors la somme de leurs actions individuelles moins un effet qui est la conséquence de leur « promiscuité », qu’on peut également qualifier de synergie négative. A partir de ce seuil, plus on ajoute des fibres, moins elles seront efficaces individuellement, et on assistera, au mieux, à une très faible augmentation des caractéristiques mécaniques et, au pire, à une diminution.
Il est évident que le choix de la fibre est lié à la caractéristique mécanique que l’on désire améliorer, par exemple une fibre métallique pour augmenter les capacités portantes, ou une fibre synthétique pour améliorer le comportement post fissuration ou la ductilité des bétons.
Ces seuils de synergie dépendent tous deux du type de fibre, de ses dimensions, du fait que la fibre fonctionne par ancrage réparti le long de la fibre ou concentré à ses extrémités ou encore par adhérence, du type de matrice (plus ou moins compacte) ou de l’orientation des fibres vis-à-vis des fissures.
I-1.2.3. Influence de l’orientation préférentielle des fibres
On parle d’orientation préférentielle des fibres lorsque qu’une quantité de fibres est orientée dans une même direction. Cet effet est généralement dû à la mise en place du béton dans son moule, les fibres s’orientant parallèlement à l’axe d’écoulement.
De même, la vibration du béton peut aussi conduire à de la ségrégation et à une orientation préférentielle des fibres en fonction des axes de vibration qui, sous l’effet de leur poids propre, vont avoir tendance à descendre dans le fond du moule. L’utilisation de l’aiguille vibrante, en plus d’orienter les fibres, peut conduire à des effets de cheminée. Lorsque l’on retire l’aiguille, le béton s’écoule afin de se remettre en place mais les fibres ne suivent pas. Ceci créé des zones sans fibres dans le béton.
Plusieurs études ont été effectuées afin de montrer l’influence de l’orientation préférentielle des fibres sur le comportement mécanique des bétons. Casanova [Casanova 1996], après avoir coulé un bloc de béton en orientant les fibres verticalement, a carotté ce bloc dans trois directions. Il a ensuite effectué des essais de flexion 3 points et ainsi caractérisé l’influence de l’orientation des fibres. Les résultats obtenus sont présentés sur la figure I-3.
Figure I-3 : Influence de l’orientation des fibres sur le comportement en flexion [Casanova 1996]
Lorsque les fibres sont orientées perpendiculairement à l’axe de la fissure (cas de l’orientation horizontale), les fibres jouent leur rôle de couture de la fissure et permettent d’obtenir des résistances résiduelles importantes pour de grandes ouvertures de fissures. A l’inverse, lorsqu’elles sont orientées parallèlement à l’axe de la fissure, il n’y a pas, ou peu, de fibres pour coudre la fissure, on retrouve donc un comportement post fissuration semblable à celui d’un béton sans renfort de fibres. Le cas des fibres orientées en diagonales montrent que celles-ci cousent aussi la fissure et permettent d’avoir un comportement post fissuration intéressant mais un peu moins important que celui des fibres orientées de façon optimale.
De la même manière que l’orientation des fibres joue un rôle prépondérant sur le comportement mécanique des bétons, cette orientation peut aussi avoir une influence sur les propriétés de transfert. Comme dans le cas d’un béton où l’interface entre la pâte et les granulats, appelée aussi auréole de transition, est une zone où les caractéristiques de la pâte ne sont pas les mêmes qu’au cœur de celle-ci, la zone à l’interface entre une fibre et la pâte de ciment a des caractéristiques différentes. La différence de porosité ou de tortuosité pourrait conduire, dans le cas de fibres orientées, à la création de chemin préférentiels qui contribueraient à augmenter les processus de transfert et donc à obtenir des coefficients de diffusion ou de perméabilité plus importants que dans le cas de bétons sans renforts de fibres ou avec des fibres réparties de manière homogènes.
Les rares références disponibles sur le sujet [Toutanji et al. 1998, Miloud 2005] n’étudient jamais les effets des fibres seules, les compositions des bétons renforcés de fibres contiennent toujours une addition afin d’améliorer la compacité et donc les comparaisons avec des bétons de référence (sans fibres et sans additions) ne permettent pas de déterminer l’influence exacte des fibres.
Pour éviter une orientation préférentielle des fibres, il convient de prendre un maximum de précaution lors du coulage du béton pour bien les répartir dans l’élément. Une solution consiste à modifier les bétons afin qu’ils deviennent autoplaçants et qu’ils ne nécessitent plus de vibration. Il faut être aussi prudent lors du coulage et éviter de faire parcourir au mélange des distances importantes aussi bien dans les manchons que dans les coffrages. Les conclusions des essais de laboratoire sont à considérer avec précaution si on ne peut pas reproduire par la suite les conditions de mise en place in-situ.
Pour limiter les effets préjudiciables imposés par la vibration d’un béton renforcé par des fibres, les bétons de cette étude ont été formulés pour qu’ils répondent à la rhéologie à l’état frais de BAP et aussi à leur mise en place sous le seul effet de la gravité, sans vibration.
Les généralités sur les fibres et leurs fonctionnements dans le béton ont été analysées. Elles permettent au béton de conserver une capacité portante une fois fissurée et limitent l’ouverture des fissures. Cependant, des précautions sont à prendre lors de la mise en place du béton afin d’éviter diverses hétérogénéités ou encore une orientation préférentielle qui modifieraient les propriétés du composites de manière non négligeables.
Il est maintenant possible d’étudier le comportement du composite durant son cycle de vie : sa structuration depuis le gâchage, son comportement durant la phase d’exploitation, son endommagement mécanique et sa dégradation physico-chimique au cours du temps.
I-2. Le béton renforcé de fibres en phase d’hydratation
L’étude du comportement des matériaux cimentaires au jeune âge est primordiale. Lors du gâchage du béton, de nombreuses réactions se produisent. Celles-ci dépendent de la composition du béton et des conditions environnementales. Il va sans dire que le comportement du matériau à long terme dépend de cet historique qu’il est donc nécessaire de maîtriser. Nous allons étudier dans cette partie le phénomène d’hydratation du béton en nous attardant sur la chimie de l’hydratation puis nous analyserons ces effets sur le comportement mécanique des bétons, avec ou sans renfort de fibres. Dans les deux parties, nous présenterons les modélisations existantes concernant ces phénomènes.
I-2.1. Chimie du béton en phase d’hydratation
I-2.1.1. Hydratation du ciment
Le ciment anhydre est un liant hydraulique, qui réagit au contact de l’eau en durcissant. Il permet de lier les mélanges granulaires auxquels il est intégré.
Les ciments utilisés en génie civil sont composés principalement de clinker Portland, qui assure la fonction de liant, et de constituants secondaires. Le clinker Portland est composé de quatre phases :
- Le silicate tricalcique C3S (3CaO.SiO2) 50 à 70% en masse - Le silicate bicalcique C2S (2CaO.SiO2) 15 à 30%
- L’aluminate tricalcique C3A (3CaO.Al2O3) 5 à 10% - L’aluminoferrite tétracalcique C4AF (4CaO.Al2O3.Fe2O3) 5 à 15%
L’ajout d’eau au mélange de ciment anhydre permet d’obtenir une pâte de ciment, milieu poreux constitué de phases solides anhydres et hydratées et d’une solution interstitielle remplissant les pores [Taylor 1990].
Hydratation du C3S
Au contact de l’eau, les grains de C3S réagissent immédiatement pour former des C-S-H. Il s’agit de la période initiale dont la durée est de l’ordre de la minute.
− − + + + → + 2 4 2 2 2 5 3SiO 3H O 3Ca 4OH H SiO Ca (I-1)
( )
OH H O O Si H Ca O H OH SiO H Ca2 2 42 2 2 2 3 2 2 7 2,3 2 3 + + −+ − + → (I-2)Arrive ensuite une période dite “dormante”. Lors de cette période de faible réactivité, il se produit une accumulation d’ions Ca2+ et OH- qui ne sont pas consommés par la réaction précédente. La composition de la solution interstitielle devient de plus en plus sursaturée par rapport à la portlandite jusqu’à ce qu’il y ait précipitation de celle-ci.
( )
22
2OH Ca OH
Ca + + − → (I-3)
La phase suivante est la période de prise. C’est lors de cette période que les réactions d’hydratation s’accélèrent. La précipitation de la portlandite produit un effet de « pompe à calcium » qui augmente la cinétique de réaction de formation des C-S-H. Il s’en suit une période de durcissement. La couche d’hydrate qui enrobe les grains de silicate anhydre devient de plus en plus importante et donc diminue la diffusion de l’eau et des ions ce qui entraîne un ralentissement des réactions.
La réaction globale des réactions d’hydratation des C3S s’écrit :
(
)
(
)
13S y 3 x H C SH 3 x CH Q
C + + − → x y + − + (I-4)
Bien que la stoechiométrie évolue au cours de l’hydratation, on considère une valeur pour le rapport C/S de 1,65 [Brown et al. 1984]. Taylor propose une valeur de y de 3,91 pour un matériau saturé, y dépendant de l’humidité relative interne [Taylor 90]. On a donc :
(
)
1,65 13S y 1,35 H C SH 1,35CH Q
où Q1 est la quantité de chaleur dégagée par la réaction
Hydratation du C2S
Les réactions d’hydratation des C2S sont semblables à celles des C3S. Les principales
différences sont une cinétique plus lente, une plus faible teneur en portlandite (CH) et une plus faible exothermicité. La réaction globale s’écrit pour un rapport C/S de 1,65 :
(
)
1,65 22S y 0,35 H C SH 0,5CH Q
C + + → y + + (I-6)
Hydratation du C3A
La réaction du C3A est très rapide et entraine un dégagement de chaleur très important. Cette
réaction produit une rigidification rapide de la pâte par formation de C3AH6. Pour maitriser ce
phénomène de prise rapide, on ajoute du gypse pour contrôler la réaction qui s’écrit alors sous la forme : 3 Ettringite 32 3 6 2 3A 3CSH 26H → C AS H Q C Gypse + + + 43 42 1 3 2 1 (I-7)
Une fois le gypse consommé, la solution sous saturée vis-à-vis de l’ettringite va entraîner une dissolution de celle-ci pour former du monosulfoaluminate. La réaction globale s’écrit :
3 luminate Monosulfoa 12 4 2 3A CSH 10H → C ASH Q C Gypse + + + 43 42 1 3 2 1 (I-8)
La quantité de gypse introduite va donc influer sur les quantités de C3AH6, d’ettringite et de
monosulfoaluminate dans la pâte.
Hydratation du C4AF
L’hydratation du C4AF est comparable à celle du C3A mais la vitesse de réaction est plus
lente, la chaleur dégagée est plus faible et les hydrates formés vont contenir du Fe2O3.
Les réactions d’hydratation du C3S et du C3A sont rapides puisqu’elles se produisent surtout
les 28 premiers jours puis n’évoluent que très peu par la suite. Au contraire, l’hydratation du C2S et du C4AF peut se poursuivre pendant plusieurs mois.
Les principaux hydrates formés, qui constituent 90% en masse de la pâte de ciment sont la portlandite Ca(OH)2, les silicates de calcium hydratés C-S-H, l’ettringite
(3CaO.CaSO4.Al2O3.12H2O) noté AFm. Les proportions de chaque hydrate sont présentées
dans le tableau I-1.
Composants C-S-H Portlandite AFt et AFm
Pourcentage en masse 70 20 10
Tableau I-1 : Composition minéralogique indicative du clinker hydraté
A l’état initial, le pH est imposé par les alcalins dans le matériau à une valeur supérieure à 13. Bien qu’elle ne joue pas un rôle important au niveau des propriétés mécaniques, la portlandite va servir de tampon acido-basique et imposer à la solution interstitielle un pH aux environs de 12,5.
Les silicates de calcium hydratés C-S-H sont à l’origine des principales propriétés de la pâte de ciment durcie. Ils forment la structure de base de la pâte, assurent une part essentielle dans la résistance mécanique des matériaux cimentaires et sont responsables notamment de la prise. La caractérisation des C-S-H se fait par l’utilisation du rapport C/S où C désigne la quantité d’oxyde de calcium CaO et S la quantité de Silice SiO2. Ce rapport varie entre 1,5 et 2 pour
les ciments Portland.
I-2.1.2. Porosité
La porosité de la pâte de ciment joue un rôle non négligeable sur les propriétés du matériau et notamment sur les propriétés de transfert. La taille des pores peut varier entre 1 nanomètre et 1 millimètre. Ils sont généralement classés par familles correspondant à leur taille :
- les pores des hydrates qui sont les plus petits. Ils varient entre le nanomètre et la dizaine de nanomètres. Ils correspondent aux espaces entre les feuillets de C-S-H ou entre les particules du gel. Cette porosité est approximativement constante quel que soit le degré d’hydratation (28% de la porosité totale) ;
- les pores capillaires dont la taille varie de 10 à 500 nanomètres. Il s’agit des espaces non comblés entre les grains de ciment par les hydrates. Cette porosité va évoluer avec l’avancement des réactions d’hydratation et le rapport E/C ;
- la dernière classe de pore, dont la taille peut aller jusqu’à une échelle millimétrique correspond à la porosité due aux bulles d’air entraînées, aux microfissures et fissures apparaissant lors de l’exploitation du matériau voire aux défauts de mise en œuvre.
La présence de granulats modifie l’arrangement des grains de ciment par effet de paroi et la distribution de l’eau dans le mélange [Ollivier 1981]. Ceci entraine des modifications locales
du rapport E/C. Cette zone autour des granulats est appelée « auréole de transition ». Cette répartition des rapports E/C autour des granulats engendre des valeurs de porosité plus élevées dans l’auréole de transition plus faibles dans la pâte.
C’est la porosité interconnectée qui va influer sur les valeurs des propriétés de transfert. Plus cette porosité sera importante, plus la diffusion sera grande [Tognazzi 1998].
I-2.1.3. Effets des additions minérales, granulats, fibres
Les additions minérales dite « pouzzolaniques » sont des additions renfermant de la silice ou de l’alumine. La silice réactive, notamment, va réagir avec l’hydroxyde de calcium de la pâte de ciment pour créer des C-S-H « secondaires », les C-S-H « primaires » étant ceux obtenus par hydratation directe du C3S et du C2S.
Les cendres volantes
Les cendres volantes sont des poudres minérales fines obtenues par dépoussiérage des fumées émises par des chaudières brûlant du charbon. Leur composition est variable puisqu’elles dépendent de l’origine des charbons et du mode de combustion.
Les cendres entraînent un accroissement de la porosité et de la taille des pores aux premiers âges à cause d’un ralentissement des réactions d’hydratation. A plus long terme, les effets de l’hydratation du clinker sont renforcés et entraînent une porosité totale du même ordre de grandeur, mais aussi une diminution de la taille des plus gros pores. Le développement de ces réactions nécessite la présence d’eau d’où l’importance de la conservation du matériau dans une ambiance humide durant la phase d’hydratation.
Les fumées de silice
Les fumées de silice sont des poudres minérales très fines obtenues par condensation et dépoussiérage des fumées de fours utilisés pour la constitution de silicium ou d’alliages tel que le ferro silicium. Leur emploi avec un fluidifiant permet de réduire la quantité d’eau pour une consistance donnée, la porosité ainsi formée est donc réduite. Les fumées de silice réduisent les dimensions des plus gros pores, modifient la structure des C-S-H formés par réaction pouzzolanique et diminuent les valeurs des rapports C/S.
Les laitiers de hauts fourneaux
Les laitiers vitrifiés de hauts fourneaux résultent de la fusion des stériles présents dans le minerai de fer. Il s’agit d’un liant hydraulique latent qui renferme de la silice, de la chaux, de l’alumine et du magnésium. C’est la trempe du laitier en fusion à la sortie du fourneau qui donne un produit vitrifié (la teneur en phase cristalline est d’environ 10%). Le matériau est donc instable thermodynamiquement et forme des silicates et des aluminates de calcium en présence d’eau (composé hydraulique latent). Son hydratation est plus lente que celle du clinker nécessitant une conservation en ambiance humide plus longue. Au jeune âge, il se forme d’avantage d’ettringite mais les résistances initiales sont plus faibles.
Le béton
Il s’agit d’un mélange d’eau, de ciment et de granulats (sable et gravillons). Après la prise, il se forme un milieu poreux constitué d’un squelette granulaire, de pâte de ciment hydratée et de vides occupés par de l’air ou par une solution interstitielle chargée en ions calcium, hydroxyles et alcalins (K+, Na+).
Les granulats modifient les propriétés de transfert par rapport à une pâte de ciment. Lors des réactions d’hydratation, il se forme une zone plus poreuse aux interfaces pâte-granulats qui favorise les processus de diffusion. Il s’agit des auréoles de transition. En revanche, les granulats sont généralement imperméables et sont donc des obstacles qui ralentissent les transferts. La présence de granulats augmente la longueur à parcourir lors d’un phénomène de diffusion et va donc diminuer les valeurs des coefficients de diffusion effectifs.
Le béton renforcé de fibres
L’ajout de fibres dans le béton vient améliorer la ductilité et le comportement post fissuration de celui-ci comme décrit dans la première partie de cette revue bibliographique.
Les ciments utilisés pour ce travail de thèse sont des ciments Portland CEM I et des ciments composés aux cendres et aux laitiers CEM V/A (soit 56% de clinker au minimum et 44% d’addition au maximum). Ces ciments ont été choisis car ils répondent au respect des différentes propriétés recherchées (propriétés physiques et chimiques) et aux exigences spécifiées en matière de stabilité physico-chimique des matériaux dans les conditions imposées par le massif du Callovo-Oxfordien, notamment une résistance chimique aux sulfates.
I-2.1.4. Détermination du degré d’hydratation
L’avancement des réactions d’hydratation est exprimé par le degré d’hydratation. Ce dernier est défini comme étant le rapport entre la masse de ciment hydraté m à l’instant t et la ch
masse de ciment anhydre mcan à l’origine :
( )
(
( )
)
0 = = t m t m t can chα
(I-9)La mesure de α
( )
t peut être faite par analyse d’image de la quantité d’anhydre à l’instant t ou alors indirectement en se basant sur les conséquences de l’hydratation :- à partir du dégagement de chaleur :
( )
( )
max Q t Q t = α (I-10)
- à partir de la quantité d’eau liée chimiquement :
( )
( )
max n n W t W t =
α
(I-11)- à partir de la résistance en compression :
( )
( )
max c c R t R t =
α
(I-12)I-2.1.5. Modélisation de l’hydratation
De nombreux modèles d’hydratation ont été mis au point afin de déterminer son avancement en fonction des informations accessibles. Au fur et à mesure des années, ils prennent en compte un maximum de phénomène liés à l’hydratation dans le but de fournir des résultats de plus en plus précis.
Modèle d’Avrami
Le modèle d’Avrami [Avrami 1939] permet d’estimer l’évolution du degré d’hydratation des constituants du clinker en fonction du temps :
(
)
(
ci)
i i i =1−exp−a t−bα
(I-13)avec ai,bi,ci déterminés empiriquement en fonction du ciment utilisé.
Dans ce modèle, l’auteur considère que les constituants s’hydratent de façon indépendante ce qui est plus précis que d’autres modèles plus généraux qui traitent de l’hydratation globale du ciment [Gutteridge et al. 1990, Roelfstra et al. 1994].
Néanmoins, ce modèle ne prend pas en compte la thermoactivité de l’hydratation, les paramètres étant propres au ciment étudié.
Modèle de Knudsen [Knudsen 1984]
Il s’agit d’un modèle analytique basé sur la notion de distribution des grains de ciment. On intègre le degré d’hydratation de chaque grain de ciment pondéré par sa densité de distribution de taille des grains correspondant à son rayon afin d’obtenir le degré d’hydratation. On obtient une relation du type :
( )
t b A( )
t t A b b0 + 1 + 2 2 = (I-14)( )
( )
( )
t t t Aα
α
− = 1 (I-15)où - b0,b1,b2 sont des constantes d’ajustement qui dépendent de la température, du type de ciment utilisé et des ajouts
-
α
( )
t est le degré d’hydratation global du cimentCe modèle prend donc en compte les effets de la température et des ajouts mais considère, comme Avrami, que les composés du ciment s’hydratent indépendamment. Il a été implanté dans le code de calcul microstructural CEMHYD3D [Bentz 2000].
Modèle LCPC
Le modèle TEXO développé au LCPC permet de modéliser l’élévation de température du béton au jeune âge à partir d’une loi de cinétique d’hydratation thermoactivée :
( )
− ⋅ = RT Ea A~α
expα
& (I-16)A~ étant l’affinité chimique normalisée [Atkins 1994] caractérisant le comportement chimique du liant étudié et est, dans ce cas, déterminée à l’aide de mesures d’évolution de températures (Tad) lors d’essais de calorimétrie adiabatique. Ulm montre que l’affinité peut aussi être déterminée à l’aide des évolutions de résistances en compression [Ulm et al. 1998].
( )
⋅ = ∞ RTad Ea t ad T Q c A exp ∂ ∂ ~ρ
α
(I-17)( )
⋅ = ∞ 0 0 exp ∂ ∂ -1 ~ RT Ea t Rc Rc Rc Aα
(I-18)Affinité en fonction de l’hydratation Affinité en fonction des résistances en compression
avec ρ la masse volumique du béton en kg/m3, c sa capacité thermique massique en J/(K.kg),
∞
Q la quantité de chaleur pour une hydratation totale en K, tandis que Rc et Rc∞ sont les résistances en compression à l’instant t et pour une hydratation complète du béton en MPa.
Waller étend ce modèle en faisant intervenir les additions pouzzolaniques que l’on retrouve de plus en plus dans les bétons [Waller 1999]. Il a d’abord proposé une loi faisant intervenir le rapport E/C. L’hydratation d’un béton n’étant jamais complète, il a ensuite modifié cette loi tel que :
( )
− − = ⋅ − ⋅ = ∞ ∞ C E avec RT Ea A~α exp α α 1 exp 3,3 α& (I-19)Il propose ensuite d’utiliser deux degrés d’hydratation différents pour le clinker et les additions pouzzolaniques.
Son modèle permet donc la prise en compte du rapport E/C ainsi que l’influence des additions pouzzolaniques pour la détermination de l’affinité chimique du liant. Il est néanmoins seulement utilisable en conditions endogènes car il ne prend pas en compte les effets de variations de teneur en eau dans le matériau.
Modèle Buffo-Lacarrière
Le modèle mis au point par Buffo-Lacarrière [Buffo-Lacarrière et al. 2007] est un modèle multiphasique qui calcule l’hydratation de liants composés dans les structures en béton et les champs de température dans le temps à l’aide des lois de cinétiques d’hydratation de chaque espèces et des équations de conservation de la masse d’eau et de conservation de la chaleur :
(
)
(
)
(
)
(
)
(
)
⋅ ⋅ + ⋅ − = ⋅ ⋅ ⋅ + ⋅ − = =∑
∑
i i T thi i i w th w f Q T grad div T c f Q W grad D div W T W F α λ ρ α α α & & & & r r r 1 , , (I-20)Le vecteur αi représente les degrés d’hydratation des différentes phases αi =
{
α1,α2,...,αn}
La loi de cinétique de la réaction est la suivante :(
) ( ) ( )
i m i ii i
i = A ⋅g α,W ⋅Π r ⋅h T ⋅s
α& (I-21)
où: - Ai est un paramètre de cinétique global - gi est le terme d’activation chimique
- Πi représente l’accessibilité de l’eau aux phases anhydre - hi est l’activation thermique
- si est un paramètre d’effet retard intervenant dans le cas de réactions secondaires (cas des liants composés)
L’allure de la loi cinétique obtenue avec ce modèle (figure I-4) est similaire à celle présentée par d’autres auteurs tel que Ulm [Ulm et al. 1998] ou Cervera [Cervera et al. 2002]
Figure I-4 : Validation de la loi cinétique pour un clinker (en conditions endogènes et isothermes) [Buffo-Lacarrière et al. 2007].
Ce modèle permet aussi de déterminer le dégagement de chaleur produit par l’hydratation et les effets des échanges thermiques avec l’environnement. Les variations de températures sont gérées par la loi de conservation de la chaleur :
(
) (
)
+ + ⋅ ⋅ + ⋅ = ⋅ ites aux conditions initiales conditions f Q T d gra div T c thTi i i lim -λ∑
α ρ & r & (I-22)Les échanges avec l’environnement tel que les températures imposées, les échanges par convection et rayonnement ainsi que les variations des conditions aux limites (flux solaires imposés à la surface) sont pris en compte. Ils sont modélisés à l’aide de conditions aux limites associées à l’équation.
La prise en compte de l’évolution de la concentration en eau due à l’hydratation et aux échanges avec l’environnement est faite à partir de la loi de conservation de la masse d’eau :
![Figure I-6 : Illustration du principe d’utilisation de la méthode de maturométrie [D’Aloia 2004]](https://thumb-eu.123doks.com/thumbv2/123doknet/2232303.16100/48.892.129.771.319.661/figure-illustration-principe-utilisation-methode-maturometrie-aloia.webp)
![Figure I-15 : Profil des phases solides et du pH en fonction de la profondeur après 5 semaines d’attaque par de l’eau sulfatée [Planel 2002]](https://thumb-eu.123doks.com/thumbv2/123doknet/2232303.16100/60.892.203.679.652.934/figure-profil-solides-fonction-profondeur-semaines-attaque-sulfatee.webp)
![Figure I-17 : Essais de traction en fonction du taux de dégradation [Le Bellégo 2001]](https://thumb-eu.123doks.com/thumbv2/123doknet/2232303.16100/65.892.238.646.315.580/figure-essais-traction-fonction-taux-degradation-bellego.webp)
![Figure I-23 : Calage de la loi d’évolution de la microdureté en zone dégradée [Danèse 1997]](https://thumb-eu.123doks.com/thumbv2/123doknet/2232303.16100/80.892.171.715.388.805/figure-calage-loi-evolution-microdurete-zone-degradee-danese.webp)