Analyse et modélisation de la précipitation de struvite : vers le traitement d'effluents aqueux industriels
Texte intégral
Figure
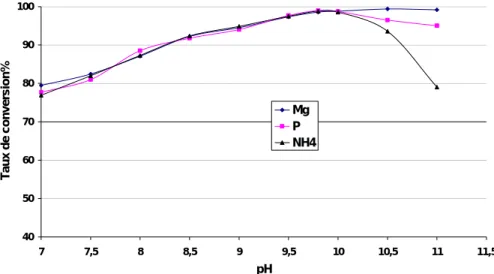
![Figure 3 : Modélisation de la précipitation de la struvite en fonction du pH.[Lee et al, 2003]](https://thumb-eu.123doks.com/thumbv2/123doknet/3645203.107474/31.918.255.649.104.401/figure-modélisation-précipitation-struvite-fonction-ph-lee-al.webp)


![Tableau 4 : Exemple de valeurs d’initialisation pour le calcul du taux de conversion, concentration en mol/L [Mg 2+ ] 4,568 x 10-5 [PO 4 3- ] 2,266 x 10-5 [NH 4 + ] 3,852 x 10-3 [H 2 PO 4 - ] 2,109 x 10-8 [HPO 4 2-] 2,585 x 10-4 [MgOH + ] 9,451 x](https://thumb-eu.123doks.com/thumbv2/123doknet/3645203.107474/87.918.342.572.169.583/tableau-exemple-valeurs-initialisation-calcul-conversion-concentration-mgoh.webp)
Documents relatifs
9 Les structures mises en place pour les chevaux vers 1860 ne sont guère modifiées par la suite : une grande écurie pour les chevaux de trait (à l’origine prévue pour 20 chevaux),
Il publie une série de 96 cas de prothèses totales de hanche infectées pour lesquelles une dépose de la prothèse et une réimplantation en un temps avec scellement par du
Une reunion d'experts internationaux a été organisée par l'ONU 1)1 (Organisation des Nations Unies pour l e Développement industriel) avec la collaboration du Secrétariat au
Par ailleurs, la classe d’actif résidentiel devient relativement plus attractive qu’auparavant, avec notamment une réduction forte de l’écart avec la classe d’actif
Aparna qui a publié l’article que nous avons choisi comme référence, a pu identifier les impuretés du CLP (illustrées dans les figures 16, 17, 18, 19 et 20) dans le produit fini
Comme pour la taille, l'effort peut être estimé soit par analogie avec une faible probabilité de trouver un projet tout à fait similaire, soit par un
Cette année, pas de Campagne à la ville, mais une manifestation avec un format différent : le Jardin Éphémère qui se déroulera du 5 septembre au 10 octobre : ateliers pour
Notre travail est une étude rétrospective d’une série de 25 cas opérés pour une gonarthrose fémoro-tibiale interne avec genu varum par une ostéotomie tibiale de valgisation
