Enrichissement en vitamine D des fromages de type
Cottage et Camembert
Mémoire
Benoit Crevier
Maîtrise en sciences et technologie des aliments
Maître ès sciences (M. Sc.)
Québec, Canada
Résumé
Le but de ce projet était d’enrichir le fromage Cottage et le fromage Camembert en vitamine D sans perte ni contamination du lactosérum. Pour le fromage Cottage, son procédé de fabrication présente un avantage particulier, car la vitamine D peut être ajoutée après l’étape du soutirage. Il n’y a donc pas de perte de vitamine D pendant l’égouttage, ni de modifications des propriétés du fromage. Pour le Camembert, il a été possible d’éliminer l’étape de soutirage grâce au concept de «pré-fromage liquide» obtenu en combinant un rétentat d’ultrafiltration de lait écrémé à de la crème. La vitamine D a été ajoutée à ce «pré-fromage liquide» qui possède la même composition qu’un Camembert avant sa transformation en fromage. Avec cette technique, l’égouttage du lactosérum est absent et la perte en vitamine D est nulle, mais les propriétés microbiologiques, physico-chimiques et sensorielles des fromages s’en trouvent modifiées.
Table des matières
Résumé ... iii
Table des matières ... v
Liste des tableaux ... ix
Liste des figures ... xi
Remerciements ... xiii
Introduction ... 1
1. Chapitre 1 : Revue de la littérature ... 3
1.1. La vitamine D ... 3
1.1.1. Historique ... 3
1.1.2. Synthèse chez l’humain ... 3
1.1.3. Effet santé ... 4
1.1.4. Concentration chez les humains ... 5
1.2. Consommation de lait et de fromages au Canada ... 6
1.3. Enrichissement des fromages en vitamine D ... 6
1.3.1. Enrichissement du fromage Cottage ... 7
1.3.2. Enrichissement du fromage Camembert ... 8
1.4. L’ultrafiltration ... 9
1.4.1. Principe ... 9
1.4.2. Fromages fabriqués à partir de laits concentrés par ultrafiltration ... 9
1.4.3. Fromages fortifiés en vitamine D fabriqués à partir de laits concentrés par ultrafiltration ... 10
1.5. But, hypothèses et objectifs ... 11
1.5.1. But ... 11
1.5.2. Hypothèses ... 11
1.5.3. Objectifs ... 11
Chapitre 2 : Enrichissement du fromage Cottage en vitamine D ... 13
2.1. Introduction ... 13
2.2. Matériel et méthodes ... 14
2.2.1. Préparation des ingrédients destinés à la production fromagère ... 14
2.2.3. Préparation du fromage Cottage ... 16
2.2.4. Méthodes d’analyse ... 17
2.3. Résultats et discussion ... 20
2.3.1. Composition des fromages ... 20
2.3.2. Évolution des populations microbiennes ... 21
2.3.3. Évolution du pH des fromages ... 23
2.3.4. Analyse sensorielle de la crème ... 24
2.3.5. Stabilité de la vitamine D pendant la fabrication et l’entreposage ... 24
2.4. Conclusion ... 27
Chapitre 3 : Enrichissement du fromage Camembert en vitamine D ... 29
3.1. Introduction ... 29
3.2. Matériel et méthodes ... 31
3.2.1. Ingrédients ... 31
3.2.2. Ferment lactique et flore de surface ... 31
3.2.3. Tests préliminaires ... 32
3.2.3.1. Dispersion de la vitamine D dans le lait concentré ... 32
3.2.3.2. Répartition de la vitamine D dans les fractions laitières ... 32
3.2.3.3. Sensibilité de la microflore de surface à la vitamine D ... 33
3.2.4. Préparation du lait des fabrications fromagères ... 34
3.2.4.1. Écrémage ... 34
3.2.4.2. Ultrafiltration ... 34
3.2.4.3. Production de la crème à 60% de matières grasses ... 34
3.2.5. Fabrication du fromage Camembert ... 34
3.2.5.1. Fromage 1X (témoin) ... 35
3.2.5.2. Fromage 3,5X (égouttage réduit) ... 36
3.2.5.3. Fromage 7X (sans égouttage) ... 36
3.2.6. Analyses microbiologiques ... 37
3.2.7. Analyses physico-chimiques ... 37
3.2.7.1. pH ... 37
3.2.7.2. Composition des fromages ... 37
3.2.7.3. Pouvoir tampon ... 38
3.2.7.5. Protéolyse primaire, secondaire et tertiaire ... 40
3.2.7.6. Vitamine D ... 40
3.2.8. Analyse sensorielle ... 40
3.2.9. Analyses statistiques ... 41
3.2.10. Prélèvement des échantillons ... 41
3.3. Résultats ... 42
3.3.1. Dispersion de la vitamine D dans le lait concentré ... 42
3.3.2. Répartition de la vitamine D après écrémage et coagulation du lait ... 42
3.3.3. Sensibilité des levures et moisissures à la vitamine D ... 43
3.3.4. Composition des laits de fromagerie ... 44
3.3.5. Composition des fromages ... 44
3.3.6. Composition des lactosérums ... 46
3.3.7. Évolution du pH ... 46
3.3.8. Évolution des populations microbiennes ... 48
3.3.9. Évolution du lactose et de l’acide lactique ... 49
3.3.10. Pouvoir tampon ... 50
3.3.11. Évolution de la protéolyse ... 51
3.3.12. Évaluation de la texture ... 54
3.3.13. Analyse sensorielle ... 56
3.3.14. Distribution et stabilité de la vitamine D dans les fromages ... 57
3.4. Discussion ... 58
3.5. Conclusion ... 65
4. Conclusion générale ... 67
5. Bibliographie ... 69
Annexe A : Analyses des fromages de type Camembert pendant l’affinage ... 75
Annexe B. Valeurs de probabilités des analyses statistiques présentées au Chapitre 2 ... 77
Liste des tableaux
Tableau 2-1. Composition des fromages de type Cottage témoins (sans vitamine) et enrichis à 55 UI/g de vitamine D après 14 jours d’entreposage à 4 °C. ... 21
Tableau 3-1. Composition des laits de fromagerie avant ensemencement ... 44
Tableau 3-2. Composition, rendements fromagers et bilans de fabrication des fromages Camembert 1X, 3,5X et 7X après 14 jours d’affinage. ... 45
Tableau 3-3. Composition des lactosérums issus des fabrications fromagères des laits 1X et 3,5X. 46
Tableau A-1. Analyses des fromages de type Camembert pendant l’affinage... 75
Tableau B-1. Valeurs de probabilités1 mesurant l’effet des différentes productions sur la
composition des fromages Cottage témoins et enrichis après 14 jours d’entreposage à 4°C. ... 77
Tableau B-2. Valeurs de probabilités1 mesurant l’effet des différentes productions sur les valeurs de pH des fromages Cottage entreposés 1-7-14-21 jours à 4°C. ... 77
Tableau B-3. Valeurs de probabilités1 mesurant l’effet de l’enrichissement en vitamine D sur les populations bactériennes (mésophiles totaux, thermophiles totaux, lactobacilles totaux) mesurées dans les fromages Cottage témoins et enrichis entreposés 1-14-21 jours à 4°C. ... 77
Tableau B-4. Valeurs de probabilités1 mesurant l’effet des différents traitements technologiques appliqués à la crème enrichie en vitamine D... 78
Tableau B-5. Valeurs de probabilités1 mesurant l’effet des différentes productions sur la
concentration en vitamine D dans le fromage entier pendant 21 jours d’entreposage à 4°C ... 78
Tableau C-1. Valeurs de probabilités1 mesurant l’effet des différentes formulations sur la
composition des laits des fromages 1X, 3,5X et 7X. ... 79
Tableau C-2. Valeurs de probabilités1 mesurant l’effet des différentes productions et du temps sur le pH des fromages 1X, 3,5X et 7X. ... 79
Tableau C-3. Valeurs de probabilités1 mesurant l’effet des différentes productions, de la zone et du temps sur le pH des fromages 1X, 3,5X et 7X. ... 79
Tableau C-4. Valeurs de probabilités1 mesurant l’effet des différentes productions et du temps sur la population de bactéries mésophiles et de mycètes dans les fromages 1X, 3,5X et 7X. ... 80 Tableau C-5. Valeurs de probabilités1 mesurant l’effet des différentes productions sur la
composition des fromages 1X, 3,5X et 7X. ... 80
Tableau C-6. Valeurs de probabilités1 mesurant l’effet des différentes productions sur la
composition minérales des fromages 1X, 3,5X et 7X. ... 80
Tableau C-7. Valeurs de probabilités1 mesurant l’effet des différentes productions et du temps sur la teneur en sucres et acides organiques des fromages 1X, 3,5X et 7X. ... 80
Tableau C-8. Valeurs de probabilités1 mesurant l’effet des différentes productions et du temps sur la variation de protéolyse primaire (dWSN), secondaire (dTCA) et tertiaire (dPTA) des fromages 1X, 3,5X et 7X. ... 81
Tableau C-9. Valeurs de probabilités1 mesurant l’effet des différentes productions et du temps sur le pouvoir tampon des fromages 1X, 3,5X et 7X. ... 81
Tableau C-10. Valeurs de probabilités1 mesurant l’effet des différentes productions sur la
composition des lactosérums issus de la fabrication des fromages 1X et 3,5X. ... 81
Tableau C-11. Valeurs de probabilités1 mesurant l’effet des différentes productions et de la zone sur la fermeté (IN) et l’adhésivité (OUT) des fromages 1X, 3,5X et 7X. ... 82
Tableau C-12. Valeurs de probabilités1 mesurant l’effet des différentes productions, de la zone et du temps sur la concentration en vitamine D des fromages 1X, 3,5X et 7X. ... 82
Tableau C-13. Valeurs de probabilités1 mesurant l’effet des différentes productions sur le rendement et le bilan de masse des fabrications des fromages 1X, 3,5X et 7X. ... 82
Tableau C-14. Valeurs de probabilités1 mesurant l’effet des différentes répétitions du test de dispersion, de la zone de prélèvement et du temps de brassage sur la concentration en vitamine D d’une matrice laitière concentrée en protéines. ... 83
Tableau C-15. Valeurs de probabilités1 mesurant l’effet des différentes répétitions du test d’écrémage et de la fraction laitière sur la concentration en vitamine D de chacune de fractions laitières. ... 83
Liste des figures
Figure 1-1. Métabolisme de la vitamine D (Tiré intégralement de Thacher, 2011) ... 4
Figure 2-1. Évolution de la population de bactéries mésophiles dans le fromage Cottage durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 22
Figure 2-2. Évolution de la population de bactéries thermophiles dans le fromage Cottage durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 23
Figure 2-3. pH des fromages Cottage témoins et enrichis en vitamine D (55 UI/g) durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 24
Figure 2-4. Concentration en vitamine D dans la crème suite aux traitements technologiques
appliqués durant la préparation de la crème. Les barres d’erreur représentent les ESM. ... 25
Figure 2-5. Concentration en vitamine D dans le fromage Cottage entreposé à 4°C pendant 21 jours. Les barres d’erreur représentent les ESM. ... 26
Figure 3-1. Schéma des points de mesure du test de texture ... 40
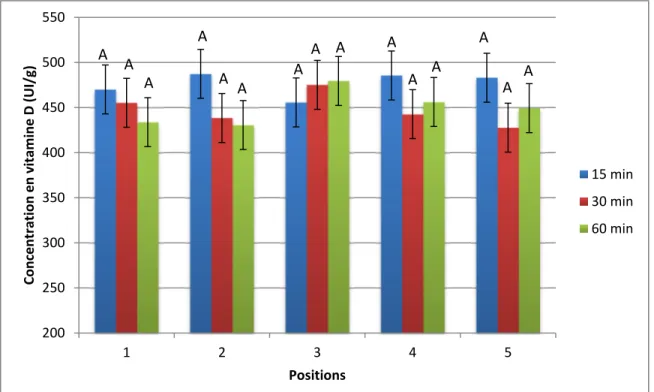
Figure 3-2. Concentration de la vitamine D (UI/g) en fonction du temps d’agitation et de la position de l’échantillon (1 : 6h – Surface du lait; 2 : 3h – 5 cm de profondeur; 3 : 12h – 8,5 cm de
profondeur; 9h – 12 cm de profondeur; 5 : au centre – fond de la cuve). Les barres d’erreur
représentent les ESM. ... 42
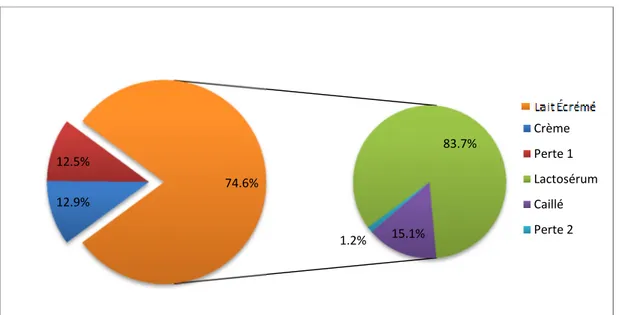
Figure 3-3. Répartition de la vitamine D (UI/g) dans les différentes fractions laitières après
écrémage du lait entier (diagramme de gauche) et coagulation du lait écrémé (diagramme de droite). ... 43
Figure 3-4. Croissance des trois microorganismes en présence de vitamine D à trois concentrations. (A) Geotrichum candidum; (B) Kluyveromyces lactis; (C) Penicillium candidum; (i) 0 UI/mL; (ii) 5000 UI/mL; (iii) vitamine D émulsifiée pure [209 000 UI/mL] ... 44
Figure 3-5. Évolution du pH du fromage entier (croûte + cœur mélangés) en fonction du temps (Jour 0 : Caillé après égouttage; Jour 1 : Fromage avant salage; Jour 14 : Fromage à la sortie du hâloir; Jour 35 : Fromage entreposé à 4°C). Les barres d’erreur représentent les ESM. ... 47
Figure 3-6. Moyenne globale des pH du cœur et de la croûte des fromages sur l’ensemble des jours. Les barres d’erreur représentent les ESM. ... 47
Figure 3-7. Évolution de la population du ferment lactique dans les différents fromages durant la production (Jour 0 et Jour 2), durant l’affinage (Jour 14) et durant l’entreposage à 4°C (Jour 35). Les barres d’erreur représentent les ESM. ... 48
Figure 3-8. Évolution de la microflore fongique en fonction du temps (Jour 0 : Caillé en fin de production; Jour 2 : Fromage après salage; Jour 14 : Fromage à la sortie du hâloir; Jour 35 :
Figure 3-9. Évolution de la concentration en lactose et en acide lactique des fromages pendant l’affinage et l’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 50
Figure 3-10. Capacité tampon au jour 14 des trois types de fromages Camembert (1X; 3,5X et 7X). Les barres d’erreur représentent les ESM. ... 51
Figure 3-11. Évolution de la capacité tampon durant l’affinage des fromages à 4°C. Les barres d’erreur représentent les ESM. ... 51
Figure 3-12. Variation de l’azote soluble dans l’eau par rapport à l’azote total (ΔNSE/NT) des trois fromages (1X, 3,5X et 7X) pendant l’affinage et l’entreposage à 4°C. Les barres d’erreur
représentent les ESM. ... 52
Figure 3-13. Variation de l’azote soluble dans l’acide trichloroacétique par rapport à l’azote total (ΔTCA/NT) des trois fromages (1X, 3,5X et 7X) pendant l’affinage et l’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 53
Figure 3-14. Variation de l’azote soluble dans l’acide phosphotungstique par rapport à l’azote total (ΔPTA/NT) des trois fromages (1X, 3,5X et 7X) pendant l’affinage et l’entreposage à 4°C. Les barres d’erreur représentent les ESM. ... 53
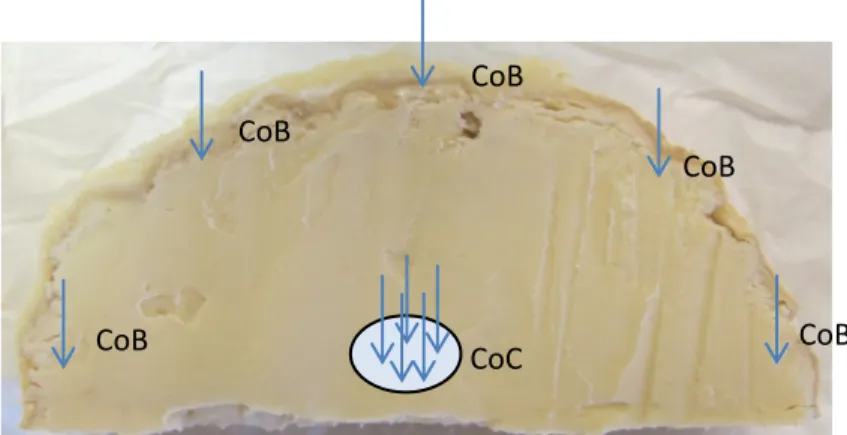
Figure 3-15. Évaluation de la fermeté des fromages en fonction de la zone de mesure (CoB = Cœur-Bord; CoC = Cœur-Centre; CrB = Croûte-Cœur-Bord; CrC = Croûte-Centre). Les barres d’erreur
représentent les ESM. ... 55
Figure 3-16. Évaluation de l’adhérence des fromages en fonction de la zone de mesure (CoB = Cœur-Bord; CoC = Cœur-Centre; CrB = Croûte-Bord; CrC = Croûte-Centre). Les barres d’erreur représentent les ESM. ... 56
Figure 3-17. Évaluation qualitative de 5 attributs (intensité globale, salé, acide, amer et élasticité) des fromages 1X, 3,5X et 7X sur une échelle à 6 niveaux (0 = très faible; 6= très élevé). ... 57
Figure 3-18. Évolution de la concentration de la vitamine D (UI/g) après salage (Jour 2), après une semaine de maturation dans le hâloir (Jour 7), à la sortie du hâloir (Jour 14) et après un entreposage de 2 semaines à 4°C (Jour 35). La moyenne entre le coûte et le cœur est représenté par la ligne horizontale. Les barres d’erreur représentent les ESM. ... 58
Remerciements
J’aimerais tout d’abord remercier mon directeur, le Dr Jean-Christophe Vuillemard de l’Université Laval, pour la confiance qu’il a eue envers moi en me confiant ce projet. J’aimerais également remercier mon co-directeur, le Dr Daniel Gelais du CRDA de St-Hyacinthe, pour son support quotidien tant au niveau académique que moral. Ensemble, ils ont su m’apporter tout le soutien nécessaire à ma réussite et à mon cheminement durant mes études graduées.
Je tiens à signifier toute l’appréciation que j’ai pour le personnel de l’équipe du Dr Daniel St-Gelais qui a participé à l’avancement et la réussite de ce projet en particulier Sophie Turcot et Annie Caron qui ont contribué significativement à la réussite de mon projet Je tiens à mentionner le travail du maître fromager Gaétan Bélanger qui m’a permis d’apprendre les principes de fabrication fromagère et les techniques de transformation du lait. Il est important de souligner également le travail de Jacinthe Fortin et Nancy Graveline du département d’analyse sensorielle, de Denis Bélanger du département de services analytiques ainsi que de Germaine Enyoh Forkwa, ma stagiaire, qui a été d’une aide très précieuse.
Je voudrais exprimer la reconnaissance que j’ai envers mes parents Bernard et Sylvie pour l’appui dont ils ont toujours fait preuve pour mes projets tant professionnels que personnels. Ils font partie intégrante de ma réussite. Je tiens également à saluer ma sœur, Émilie, qui a toujours su être une source de motivation pour moi.
Ce projet a été rendu possible grâce au financement des Producteurs Laitiers du Canada et à la participation de l’Université Laval et du CRDA de St-Hyacinthe.
À mes parents, Bernard et Sylvie Crevier
Introduction
La vitamine D est un nutriment essentiel au maintien et au développement des os et sert de facteur de transcription dans plusieurs types de cellules (Langlois, 2010). De faibles concentrations de vitamine D ont été associées à un plus grand risque de développer des maladies telles le rachitisme chez l’enfant ou l’ostéomalacie chez l’adulte, à un risque plus élevé de fractures, de chutes, de cancer du sein, du côlon, du rectum et d’adénomes, à une immunité moindre, ainsi qu’aux maladies cardiovasculaires et à d’autres maladies comme la sclérose en plaques (Langlois, 2010). Les résultats obtenus suite à l’Enquête canadienne sur les mesures de la santé de 2007-2009 démontrent qu’environ 10 % de la population canadienne possède un taux de vitamine D sérique (25-hydroxyvitamine D, [25(OH)D]) inférieur au taux recommandé pour le maintien d’une bonne santé osseuse (Langlois, 2010). Le lait de consommation représente la source principale de vitamine D pour les Canadiens, car sa fortification est obligatoire au Canada (Santé Canada, 2012). Par contre, la consommation de lait est en baisse depuis les 20 dernières années (Kazmi et al., 2007; Wagner et al., 2008) et d’autres sources alimentaires contenant de la vitamine D, comme les poissons gras, n’occupent pas une place de choix au sein de l’alimentation canadienne. La consommation des fromages, quant à elle, est en augmentation depuis les deux dernières décennies. En effet, les dernières données du Centre canadien d’information laitière (CCIL) démontrent une augmentation de près de 11% de la consommation annuelle par habitant (CCIL, 2014). L’enrichissement en vitamine D des fromages pourrait alors être une alternative intéressante dans le but d’offrir à la population une source de vitamine D supplémentaire.
Cependant, plusieurs facteurs font encore obstacle à la production et à la mise en marché de fromages fortifiés. Un des problèmes majeurs est la perte de vitamine dans le lactosérum durant l’étape d’égouttage. Techniquement, la vitamine D constitue un contaminant lorsqu’elle se retrouve dans le lactosérum étant donné qu’elle ne fait pas partie de ses constituants naturels.
Le procédé de fabrication du fromage Cottage en deux étapes distinctes offre la possibilité d’ajouter la vitamine D après l’étape d’égouttage. En effet, la production du fromage Cottage consiste en la préparation d’une quantité de grains de caillé acide issue de
la coagulation du lait écrémé. Ces grains sont ensuite mélangés à de la crème selon un ratio 40:60 (Blanchette, 1996). Théoriquement, il est possible d’ajouter la vitamine D à la crème avant le mélange avec les grains et ainsi obtenir un fromage Cottage enrichi en vitamine D sans aucune contamination du lactosérum.
Cependant, ce ne sont pas tous les procédés de fabrication qui permettent cette technique d’enrichissement. En effet, dans le cas du fromage Camembert, une étape d’égouttage est requise après l’ajout de la vitamine D au lait de fromagerie et sa coagulation. Par contre, il est possible, en concentrant le lait par ultrafiltration, de réduire la quantité de lactosérum produit, voire de l’éliminer complètement. En combinant un rétentat d’ultrafiltration avec de la crème, il est possible d’obtenir un «pré-fromage liquide» possédant la même composition que le fromage final (Maubois, 1971). Une fois emprésuré, le pré-fromage liquide se transforme en caillé et produit peu ou pas de lactosérum. De cette façon, il serait théoriquement possible d’enrichir le pré-fromage liquide en vitamine D et d’obtenir un fromage à pâte molle de type Camembert sans perte de vitamine D dans le lactosérum.
1. Chapitre 1 : Revue de la littérature
1.1. La vitamine D1.1.1. Historique
L’histoire de la vitamine D débute en 1822 lorsque Sniadecki fut le premier à reconnaître l’association entre le rachitisme et le manque d’exposition au soleil (Thacher, 2011). Plus tard, vers 1850, l’huile de foie de morue est reconnue comme étant un traitement efficace contre le rachitisme. Ce sont les travaux de Mellaby et McCollum qui ont conduit à la découverte de la vitamine D comme étant l’agent présent dans l’huile de foie de morue ayant des vertus contre cette maladie (Thacher, 2011). C’est vers 1930 que débute l’enrichissement du lait et autres aliments en vitamine D dans le but de faire disparaître le rachitisme en Amérique du Nord et en Europe (Thacher, 2011). La vitamine D existe sous plusieurs formes actives ou inactives. L’ergocalciférol ou vitamine D2
produite par certains champignons ou levures lorsqu’ils sont irradiés par des rayons UVB (Langlois, 2010). Le cholécalciférol ou vitamine D3 est d’origine animale. Elle est présente
dans les poissons gras comme le saumon, dans le lait entier, le jaune d’œuf, le beurre et le fromage gras (O’Mahony, 2011).
1.1.2. Synthèse chez l’humain
Les deux formes de vitamine (D2 et D3) sont converties par le foie en
25-hydroxyvitamine [25(OH)D] qui est ensuite hydroxylé par les reins en 1,25-dihydroxyvitamin D [1,25(OH)2D] qui est la seule forme biologiquement active dans
l’organisme (Thacher, 2011). La synthèse de 1,25(OH)2D est hautement régulée et stimulée
par un faible niveau dans le sang de calcium et de phosphore. Également, les ostéocytes participent à l’inhibition de la synthèse de 1,25(OH)2D (Thacher, 2011). La régulation de la
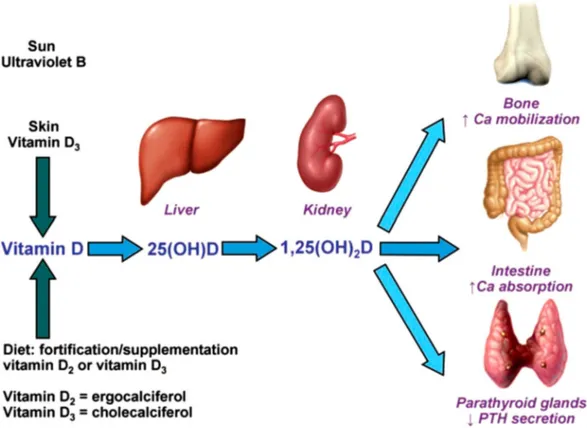
vitamine D dans le sang est également faite au niveau du système endocrinien ajoutant ainsi son l’implication au niveau hormonal. Les sites d’actions de la vitamine D dans le corps humain sont présentés à la figure 1-1.
Figure 1-1. Métabolisme de la vitamine D (Tiré intégralement de Thacher, 2011)
La forme de vitamine D retrouvée dans la circulation sanguine est la 25-hydroxyvitamine D [25(OH)D]. L’évaluation du taux sérique de cette forme est la façon de déterminer le métabolisme de la vitamine D3(Lensmeyer, 2006). En effet, le taux sérique
de 25(OH)D permet d’évaluer la concentration de vitamine D dans le sang issue de la synthèse par la peau sous l’action des UVB et de l’apport endogène par l’alimentation (Langlois, 2010). Certains facteurs physiologiques, environnementaux et personnels peuvent influencer le taux de vitamine D sérique. En effet, la grossesse, la lactation, l’âge, le sexe, l’exposition au soleil (la latitude de vie), l’indice de masse corporelle, le niveau d’adiposité, la pigmentation de la peau et l’alimentation sont tous des facteurs à prendre en compte.
1.1.3. Effet santé
Les bienfaits de la vitamine D les plus connus sont le développement et le maintien d’une bonne santé osseuse. En effet, une des actions principales de ce nutriment est d’aider à la fixation du calcium, un élément essentiel au développement osseux. Plusieurs autres
bénéfices pour la santé lui ont été attribués tel une diminution du rachitisme chez l’enfant ou de l’ostéomalacie chez l’adulte, un risque moins élevé de fractures, de chutes, de cancer, d’adénomes et de développer des maladies cardiovasculaires et d’autres types de maladies comme la sclérose en plaques (Langlois, 2010). Aussi, la vitamine D jouerait un rôle au niveau du fonctionnement du pancréas, du développement fœtal et des fonctions neuronales (Kazmi, 2007).
1.1.4. Concentration chez les humains
La vitamine D agit comme une hormone au sein de l’organisme. Elle est également la seule vitamine qui peut être synthétisée par l’organisme qui transforme le 7-déhydrocholestérol en vitamine D3 sous l’action des rayons UVB (Feldmeyer, 2011). L’apport de vitamine D par l’exposition au soleil serait suffisant si l’ensoleillement tout au long de l’année était adéquat, ce qui n’est pas le cas dans les pays nordiques. Il y a donc des risques de carences en vitamine D au sein d’une population lorsque l’exposition à la lumière du soleil est réduite. Les pays nordiques tels que le Canada, la Russie, ainsi que le nord des États-Unis et de l’Europe sont les plus à risques. En effet, une étude menée à grande échelle au Canada de 2007 à 2009 indique que 10% de la population canadienne présentait un taux de vitamine D sérique (25-hydroxyvitamine D, [25(OH)D]) inférieur au taux recommandé pour le maintien d’une bonne santé osseuse (Langlois, 2010). Selon Whiting et al. (2011), sans la consommation de suppléments alimentaires, près d’un tiers de la population canadienne ne rencontrerait pas les exigences nutritionnelles pendant les mois d’hiver.
Les dernières recommandations émises en 2011 par The Institute of Medecine indiquent que selon l’âge et le sexe, l’apport quotidien recommandé en vitamine D varie entre 600 et 800 UI par jour. La dose minimale nécessaire est de 400 UI par jour et la dose maximale tolérable avant intoxication est fixée à 4000 UI par jour (Tippets, 2012). En effet, une trop grande consommation de vitamine D conduit à une hypercalcémie résultant d’une absorption excessive de calcium par l’intestin et augmente la résorption osseuse (Banville, 2000).
Au Canada, la mesure qui a été mise en place pour pallier au manque d’exposition au soleil des Canadiens est l’enrichissement obligatoire du lait de consommation en
vitamine D. La margarine a également été ajoutée aux produits obligatoirement enrichis (Santé Canada, 2012). D’autres produits tels les yogourts et les jus de fruits sont enrichis en vitamine D sur une base volontaire. Les deux formes de vitamines soient les formes D2 et
D3 peuvent être utilisées à des fins d’enrichissement étant donné qu’elles sont équivalentes
au niveau biologique (Thacher, 2011).
1.2. Consommation de lait et de fromages au Canada
Le lait représente une source de choix pour la fortification en vitamine D. En effet, ce produit animal rejoint un large bassin de consommateurs d’où son enrichissement obligatoire au Canada. Cependant, la consommation de lait est en diminution depuis quelques années. Les dernières données de Statistiques Canada révèlent que la consommation quotidienne des Canadiens de produit laitier ne comporte qu’une demi-portion de lait (Statistique Canada, 2013). De plus, de 1993 à 2012, une diminution de la consommation de lait par année par habitant a été observée, passant de 89,9 L/an à 77,3 L/an. Ceci représente une diminution de près de 15 % (Statistique Canada, 2013). Également, une étude réalisée aux sur les laits de consommation aux États-Unis a démontré qu’il y a une grande variabilité de la concentration en vitamine D présent réellement dans une portion par rapport à ce qui est indiqué sur la fiche nutritionnelle. Sur l’ensemble des échantillons (120), 16 % possédaient des niveaux inférieurs à ce qui était indiqué (Patterson, 2010).
La consommation des fromages a, quant à elle, grandement augmenté. Globalement, une augmentation d’environ 13% de la consommation de fromages a été observée au cours des 20 dernières années (Statistique Canada, 2013). Ceci suggère donc que le fromage pourrait être un aliment intéressant dans une optique d’enrichissement en vitamine D. De plus, une étude a démontré que la vitamine D2 est absorbée plus efficacement lorsqu’elle
provient du fromage que lorsqu’elle est diluée dans l’eau (Johnson, 2005) renforçant ainsi l’idée d’utiliser le fromage comme nouveau vecteur de vitamine D.
1.3. Enrichissement des fromages en vitamine D
Un des problèmes observés lors de l’enrichissement en vitamine D des fromages est la perte d’une partie de la vitamine dans le lactosérum pendant l’étape d’égouttage. La vitamine D, n’étant pas un constituant naturel du lactosérum, elle devient alors un
contaminant qui rend la valorisation du lactosérum plus complexe. En effet, selon la réglementation actuelle sur la composition du lactosérum, la vitamine D est considérée comme un contaminant car elle n’y est pas ajoutée volontairement (Codex STAN 289-1995). L’absence de vitamine D dans le lactosérum est plus avantageuse d’un point de vue légal. Également, la perte de vitamine D dans le lactosérum implique une perte économique étant donné qu’une proportion de la quantité de vitamine ajoutée au lait n’est pas retenue dans la matrice fromagère tel que montré par plusieurs études sur l’enrichissement du fromage Cheddar en vitamine D (Banville, 2000; Upreti, 2002; Johnson, 2005; Kazmi, 2007; Ganesan, 2011, Tippetts, 2012, Boivin-Piché, 2014). Toutes ces études ont confirmé la stabilité et la biodisponibilité dans le temps de la vitamine D dans le fromage Cheddar, l’absence d’influence de la vitamine sur les propriétés physico-chimiques, microbiologiques et sensorielles du fromage Cheddar et du lait. Actuellement, aucune étude n’a été réalisée sur l’enrichissement en vitamine D dans d’autres types de fromages.
1.3.1. Enrichissement du fromage Cottage
L’origine du fromage cottage reste encore inconnue. Plusieurs auteurs lui attribuent les États-Unis comme pays d’origine (Bylund, 1995). Son nom provient principalement du fait qu’il était un fromage typique des villes et villages (Farkye, 2004). Il est populaire en raison du fait qu’il est faible en gras, nutritif et faible en calories (Blanchette, 1996). Le fromage Cottage est un fromage frais non affiné à pâte molle sans croûte. Il est composé de grains de caillé acide de tailles relativement uniformes, de 3 à 12 mm, dispersés dans un mélange crémeux (CODEX STAN 273-1968, 2010). Il possède une humidité d’environ 80% avec un taux de gras variant de 0% à 4% maximum.
Le fromage cottage présente des caractéristiques très intéressantes qui en font un produit de choix pour l’enrichissement en vitamine D. En effet, son procédé de fabrication est divisé en deux grandes étapes indépendantes (Blanchette, 1996). La première étape de sa fabrication consiste en la production de grains de caillé acide qui seront mélangés ultérieurement à de la crème. La deuxième étape consiste à homogénéiser et pasteuriser la crème qui, une fois ajoutée au caillé acide, permet de standardiser la teneur en matières grasses en fonction du pourcentage de gras visé dans le fromage final. Théoriquement, il suffirait d’ajouter la vitamine D à la crème avant les étapes d’homogénéisation et de pasteurisation pour obtenir une crème enrichie en vitamine D qui sera ensuite ajoutée au
caillé acide selon la teneur en gras désirée. Il serait donc possible d’enrichir le fromage Cottage en vitamine D sans perte de vitamine dans le lactosérum.
1.3.2. Enrichissement du fromage Camembert
Le fromage Camembert est un fromage à pâte molle à croûte fleurie affiné en surface. L’humidité du fromage se situe entre 50-55%, son taux de matières grasses est au minimum de 22% et son taux de protéine d’environ 20%. Son procédé de fabrication inclus plusieurs étapes, soit la maturation du lait, l’emprésurage, le coupage, le brassage, le moulage, l’égouttage, le salage, le développement des microflores de surface, l’affinage et l’emballage. L’affinage des fromages de type Camembert est une des étapes primordiales. C’est durant cette période que les enzymes sécrétées par la microflore de surface. Chaque microorganisme utilisé pour l’affinage des fromages Camembert possède une variété unique d’enzymes qui confèrent au fromage les propriétés recherchées. Tout au long de l’affinage des fromages, une multitude de réactions enzymatiques primaires (protéolyse, lipolyse) et secondaires contrôlées par la température, le gradient d’humidité qui s’installe suite à la migration du sel ainsi qu’à l’assèchement graduel de la zone externe, le gradient de pH suite à la croissance des microorganismes de surface vont conduire à la texture et la saveur du fromage.
L’ajout de la vitamine D pourrait avoir un impact sur l’évolution des fromages si celle-ci influence les microorganismes présents ou si elle interagit avec certaines composantes du lait. Aucune étude à ce jour n’a évalué l’impact de la vitamine D sur l’affinage des fromages ou sur la croissance des microorganismes utilisés pour la fabrication et l’affinage des fromages.
Enrichir le fromage Camembert en vitamine D sans contaminer le lactosérum est un défi. En effet, la vitamine D doit être ajoutée au lait de fromagerie servant à fabriquer le caillé, ce qui engendrerait fort probablement des pertes dans le lactosérum lors de l’étape d’égouttage. Cependant, il est possible de réduire ou d’éliminer l’égouttage par la concentration du lait à l’aide du procédé d’ultrafiltration.
1.4. L’ultrafiltration
1.4.1. Principe
L’ultrafiltration (UF) est un procédé de filtration tangentielle baromembranaire permettant de séparer, au niveau moléculaire, différents constituants d’une solution grâce à une membrane possédant des pores d’environ 10-2 – 10-1µm et à une pression variant de 1 à
10 Bar (Bylund, 1995). Plus précisément, l’ultrafiltration sépare les molécules de poids moléculaire de 1000 à 200 000 Da de leur solvant (Mistry, 2004). La séparation du lait par ultrafiltration permet d’obtenir deux fractions: 1) le perméat, constitué d’eau, de lactose, de l’azote non protéique, des minéraux et des vitamines hydrosolubles; 2) le rétentat, constitué de protéines (caséines et protéines sériques), matières grasses, minéraux colloïdaux ainsi que des vitamines liposolubles. L’ultrafiltration du lait se fait à partir de lait écrémé afin d’éviter d’obstruer les pores de la membrane et pour ne pas affecter l’efficacité du procédé.
1.4.2. Fromages fabriqués à partir de laits concentrés par ultrafiltration
L’utilisation de procédés à membranes pour la production fromagère date des années 1960. Depuis, plusieurs fromages sont fabriqués à partir de lait concentré par ultrafiltration. Par exemple, le fromage Havarti 45+ a fait l’objet d’une étude par Benfeldt et al. (2005) et a été fabriqué à partir de lait concentré 1,8; 2,7 et 4,6 fois. Cette technologie a également été utilisée pour la production de fromage frais et de fromage à pâte demi-ferme avec ou sans gras (Rodriguez, 1999). Cependant, la concentration en protéines du lait de production n’est pas suffisamment élevée pour permettre une élimination complète du lactosérum. La mise au point du procédé MMV (Maubois, Mocquot et Vassal) a permis l’apparition d’une technique qui consiste en la formulation d’un pré-fromage liquide qui est obtenu en mélangeant le rétentat d’ultrafiltration à de la crème. Ce mélange, qui possède la même composition que le fromage final, peut ensuite être emprésuré et utilisé dans la fabrication de fromages tels que le Camembert (Maubois, 1971). De cette, façon, aucun lactosérum n’est généré. Ce procédé a permis la création de nouveaux fromages (par exemple le Pavé d’Affinois) en plus de permettre l’amélioration des rendements fromagers, des économies de présure, l’amélioration de l’homogénéité entre les fromages, réduction des pertes de gras dans le lactosérum, simplification des procédé de fabrication et le développement de procédés continus (Hannon, 2005). En 2001, plus de 450 000 tonnes de
fromages ont été fabriquées en traitant le lait par ultrafiltration, démontrant ainsi sa grande popularité au sein de l’industrie fromagère (Mistry, 2004).
Cependant, la technique du pré-fromage liquide engendre des modifications au niveau des propriétés physico-chimiques des fromages. En effet, le rétentat d’ultrafiltration possède un pouvoir tampon beaucoup plus élevé que le lait en raison de la concentration des protéines et des minéraux colloïdaux. Ceci a pour effet d’augmenter la capacité tampon du fromage qui est fabriqué à partir de ce produit. L’augmentation de la capacité tampon a des répercussions importantes sur les cinétiques d’acidification du caillé ainsi que sur la maturation des fromages. Il peut en résulter des défauts tels que l’apparition d’une texture sableuse, grumeleuse et une faible élasticité (Mistry, 2004).
1.4.3. Fromages fortifiés en vitamine D fabriqués à partir de laits concentrés par ultrafiltration
Une seule étude a porté sur l’enrichissement en vitamine D de fromage fabriqué à partir de lait concentré par ultrafiltration (Boivin-Piché, 2014). Les résultats de ces travaux indiquent que la fabrication de fromage Cheddar à partir de rétentats d’ultrafiltration augmente la rétention de la vitamine D dans le caillé. Les résultats ont également montré une réduction de lactosérum produit ainsi qu’une diminution de la perte de vitamine D dans le lactosérum.
L’utilisation du concept de pré-fromage liquide obtenu par concentration du lait par ultrafiltration dans le but d’enrichir des fromages à pâte molle de type Camembert en vitamine D n’a jamais été décrite dans la littérature.
1.5. But, hypothèses et objectifs
Une partie de la population souffrant d’une déficience en vitamine D, il serait pertinent d’élargir la gamme d’aliments enrichis avec ce nutriment essentiel. Le fromage pourrait constituer une alternative intéressante. Cependant, l’enrichissement en vitamine D des fromages sans contamination du lactosérum représente un défi.
1.5.1. But
Le présent projet a pour but de produire des fromages à pâte fraîche de type Cottage et à pâte molle de type Camembert enrichis en vitamine D sans modification de leurs propriétés physico-chimiques, microbiologiques et sensorielles et sans perte de vitamine D dans le lactosérum.
1.5.2. Hypothèses
L’ajout de vitamine D dans la crème permet de produire un fromage de type Cottage enrichi en vitamine D sans aucune perte de vitamines dans le lactosérum et sans affecter les propriétés physico-chimiques, microbiologiques et sensorielles du fromage.
L’utilisation de la technique du pré-fromage liquide permet de produire un fromage de type Camembert enrichi en vitamine D sans égouttage et par conséquent sans perte de vitamine.
1.5.3. Objectifs
Les objectifs et sous-objectifs de cette étude sont les suivants :
1. Fromages à pâte fraîche de type Cottage enrichis en vitamine D
1.1. Valider la méthode d’extraction de la vitamine D dans la crème;
1.2. Évaluer l’impact des étapes de préparation de la crème (homogénéisation, pasteurisation, entreposage) sur la stabilité de la vitamine D;
1.3. Évaluer les propriétés sensorielles de la crème enrichie en vitamine D; 1.4. Fabriquer des fromages Cottage enrichis en vitamine D;
1.5. Déterminer la composition physico-chimique et microbiologique des fromages; 1.6. Déterminer la concentration en vitamine D et sa stabilité dans les fromages.
2. Fromages à pâte molle de type Camembert enrichis en vitamine D
2.1. Valider le protocole d’extraction de la vitamine D dans le Camembert;
2.2. Évaluer la sensibilité des levures et moisissures d’affinage vis-à-vis de la vitamine D;
2.3. Concentrer le lait par ultrafiltration (7X) pour obtenir un pré-fromage liquide; 2.4. Fabriquer des fromages Camembert enrichis en vitamine D à partir de laits
concentrés;
2.5. Déterminer la composition physico-chimique et microbiologique des fromages Camembert ainsi que leur leurs propriétés rhéologiques et sensorielles;
2.6. Déterminer la concentration et la stabilité de la vitamine D dans les fromages Camembert.
Chapitre 2 : Enrichissement du fromage Cottage en vitamine D
2.1. IntroductionLa vitamine D joue un rôle important au niveau de l’absorption du calcium, de la santé osseuse et des fonctions immunitaires. Elle aurait un rôle au niveau du fonctionnement du pancréas, du développement fœtal et des fonctions neuronales (Feldman, 2011). De plus, une carence en vitamine D augmente les risques de développer des maladies telles que le rachitisme chez l’enfant, l’ostéomalacie chez l’adulte ainsi que plusieurs autres maladies chroniques (Langlois, 2010). Selon l’Institute of Medecine of National Academie (Ross, 2011), deux valeurs d’apport quotidien en vitamine D sont recommandées. La première est la «EAR» (Estimated Average Requirement) qui sert de base pour établir les besoins nutritionnels pour la population ainsi que de repère pour établir les guides alimentaires. Elle est fixée à 400 UI par jour. La deuxième est la «RDA» (Recommended Dietary Allowance) qui est la valeur qui permettrait de combler les besoins de la plus grande majorité de la population. Cette valeur est actuellement fixée à 600 UI par jour. Au Canada, de par sa fortification obligatoire, le lait de consommation est une source importante de vitamine D pour la population. Cependant, sa consommation est en constante diminution. En effet, les résultats obtenus suite à l’Enquête canadienne sur les mesures de la santé de 2007-2009 démontrent qu’environ 10% de la population canadienne possède un taux de vitamine D sérique (25-hydroxyvitamine D, [25(OH)D]) inférieur au taux recommandé pour le maintien d’une bonne santé osseuse (Langlois, 2010). De plus, près d’un tiers des Canadiens ne consomment pas de suppléments en vitamine D ce qui cause des carences au niveau nutritionnel chez ses personnes, surtout durant les mois d’hiver où la durée d’ensoleillement est réduite (Whiting, 2011). Il serait donc pertinent d’élargir la disponibilité en aliments enrichis en vitamine D. Dans le contexte actuel où leur consommation est à la hausse, les fromages pourraient être une source alternative intéressante afin de combler les besoins nutritionnels des Canadiens.
Cependant, le problème principal rencontré lors de l’enrichissement en vitamine D du fromage est la perte d’une partie de la vitamine dans le lactosérum tel qu’observé par Banville et al. (2000). La présence de vitamine D dans le lactosérum est considérée comme une contamination étant donné qu’elle n’y est pas naturellement présente. Plusieurs études
portant sur l’enrichissement du fromage Cheddar en vitamine D ont été réalisées, mais aucune sur un autre type de fromage.
Le fromage cottage présente un grand intérêt pour l’enrichissement en vitamine D, en partie grâce à sa faible teneur en gras et en calories (Araújo, 2012) mais surtout en raison de son procédé de fabrication particulier. Un des avantages de ce fromage est que son procédé de fabrication particulier permettrait d’y ajouter la vitamine D sans perte de vitamine dans le lactosérum. Ceci est dû au fait que sa production se fait en deux grandes étapes indépendantes (Blanchette, 1996). La première étape consiste en la production de grains de caillé acide par l’acidification lente du lait à l’aide d’un ferment lactique. La deuxième étape consiste à standardiser, homogénéiser et pasteuriser de la crème. Cette crème est ensuite mélangée aux grains précédemment produits selon un ratio de 40% de crème et de 60% de caillé acide, permettant ainsi de standardiser la teneur en matières grasses en fonction du pourcentage de gras visé dans le fromage final. Si la vitamine D est ajoutée à la crème avant les étapes d’homogénéisation et de pasteurisation, il serait donc possible d’obtenir une crème enrichie en vitamine D qui, après son mélange aux grains de caillé, produira un fromage Cottage enrichi en vitamine D sans perte de vitamine dans le lactosérum ni contamination de celui-ci.
La littérature scientifique rapporte des études qui ont démontré que la présence de vitamine D dans le fromage Cheddar et le lait de consommation n’affectait pas les propriétés microbiologiques (Ganesan, 2011), sensorielles (Upreti, 2002), ni la composition chimique (Banville, 2000) des produits. Par contre aucune étude n’existe pour le fromage Cottage enrichi en vitamine D.
Le but de cette étude était de valider la faisabilité technique d’enrichi un fromage de type Cottage en vitamine D et d’en évaluer l’impact sur les propriétés microbiologiques, physico-chimiques et sensorielles.
2.2. Matériel et méthodes
2.2.1. Préparation des ingrédients destinés à la production fromagère
Le lait entier cru destiné aux productions fromagères provenait de la laiterie Chalifoux (Sorel-Tracy, Québec, Canada). Le lait entier (500 kg) a été écrémé à l’aide d’un
séparateur (Alfa-Laval, Type 62181 m-60/1954, Uppsala, Suède) générant 450 kg de lait écrémé et 50 kg de crème. Le lait écrémé (0,06 % de matières grasses, 3,35 % de protéines totales et 9,10 % de solides totaux) a été conservé à 4 °C dans une chambre froide jusqu’à son utilisation pour la production du fromage Cottage. La crème (37,93 % de matières grasses, 1,77 % de protéines totales et 43,04 % de solides totaux) a dû être traitée immédiatement pour éviter une séparation de phase durant son entreposage à 4 °C.
Préparation de la crème. La crème obtenue a été standardisée à 14 % de matières grasses par l’ajout de lait écrémé. La composition globale de la crème après standardisation était de 13,9 % de matières grasses, 2,78 % de protéines totales et 21,09 % de solides totaux. Sa composition a été déterminée par analyseur infrarouge Milko Scan (FT-120, Foss North America, MN, USA). Ensuite, 0,05 % (p/v) de stabilisants ont été ajoutés à la crème. Les deux stabilisants utilisés étaient la gomme de xanthane et la gomme de guar (Tic Gums, Belcamp, MD, 21017 USA) selon un ratio 60/40 %, respectivement. Par la suite, une partie de la crème fut divisée en deux parts égales de 5 kg. La première, non enrichie en vitamine D, a été utilisée pour produire le fromage Cottage contrôle. La seconde partie a été enrichie en vitamine D à une concentration de 140 UI/g avec une formulation commerciale de vitamine D sous forme émulsifiée et hydrosoluble (Kingsway Chocolate Vitamin D Premix, Mississauga, Ontario, Canada). Les deux crèmes ont ensuite subi une homogénéisation en deux temps à 13,8 et 3,45 MPA (Rannie homogenisator, Charlotte, NC, USA) suivie d’une pasteurisation HTST à 85 °C pendant 18 secondes (capacité 100-500 L/hr, Alfa-Laval, Uppsala Suède). Les deux crèmes ont été entreposées dans une chambre froide à 4 °C jusqu’à leur utilisation.
L’analyse de la vitamine D dans la crème a été réalisée avant l’homogénéisation (concentration initiale), après l’homogénéisation, après la pasteurisation ainsi qu’après 3 jours d’entreposage à 4 °C.
2.2.2. Fabrication du caillé
La fabrication du caillé a été réalisée selon la méthode courte, basée sur la technique utilisée par Blanchette et al. (1996). Cent kilogrammes de lait écrémé standardisé à 10 % en solides totaux à l’aide de poudre de lait écrémé («Low-heat», Crino, Agropur, Granby,
Québec, Canada) ont été utilisés lors de chaque production. La composition du lait (0,14 % de matières grasses, 3,69 % de protéines totales et 5,23 % de lactose) a été déterminée par analyseur infrarouge Milko Scan (FT-120, Foss North America, MN, USA). Le lait pasteurisé à 74 °C pendant 18 secondes a ensuite été refroidi à 33°C. Puis, 0,25 mL/L d’une solution à 45 % (p/v) de CaCl2 (Calsol, Chr. Hansen, Fromagex, Rimouski, Canada) a été
ajouté au lait. Ensuite, le lait fut ensemencé à un taux de 5,0 % (p/v) avec le ferment lactique F-DVS FRESCO 1000-21 (Chr .Hansen, Horsholm, Danemark) recommandé pour la production de fromage de type Cottage. Ce ferment est un mélange de cultures mésophiles et thermophiles utilisable en ensemencement direct sélectionnées pour la fabrication de Cottage. Après une heure d’incubation à 33 °C, 0,8 % (v/v) de présure (100 % chymosine, Chy-Max extra, Chr. Hansen, Fromagex, Rimouski, Canada) a été ajouté. L’acidification s’est déroulée sur une période totale de 5 heures conformément aux conditions de fabrication selon la méthode courte. Après coupage réalisé lorsque le pH a atteint 4,70, les grains ont été chauffés graduellement pendant 90 minutes jusqu’à une température de 55 °C. Après la cuisson, un soutirage partiel du lactosérum a été effectué. Par la suite, deux lavages successifs ont permis d’abaisser la température des grains à 7 °C. L’eau du premier lavage était de l’eau à 10 °C, ce qui a permis d’abaisser la température à 25 °C. Le deuxième lavage a été fait avec de l’eau à 4 °C, ce qui a permis de diminuer la température à 7 °C. Les grains ont ensuite été égouttés, pesés et divisés en deux parties égales de 10 kg avant leur mélange avec la crème témoin et la crème enrichie en vitamine D.
2.2.3. Préparation du fromage Cottage
Chaque crème maintenue à 4°C a été salée à l’aide de chlorure de sodium (Hy-Grade, Food grade, Sifto, Canada). Le sel a été ajouté manuellement à un taux de 1,5% (p/p) pour obtenir 0,6 % (p/p) de sel dans le fromage fini. L’addition de sel à la crème a été réalisée le jour de la production fromagère. La crème salée à 4°C a été mélangée aux grains de caillé acide refroidis à 7°C selon un ratio de 40 % de crème pour 60 % de caillé (4,4 kg de crème pour 10 kg de caillé). Cette étape a été répétée pour les deux traitements (fromage témoin et fromage enrichi en vitamine D). Le fromage Cottage a été emballé dans des contenants de plastique (polyéthylène) scellés (IPL Inc., Saint-Damien, Qc, Ca) à raison
d’environ 500 g par pot et entreposé à 4 °C pendant 21 jours. Un total de 4 répétitions a été réalisé pour chacune des fabrications (fromage enrichi et non enrichi).
Afin d’évaluer la migration éventuelle de la vitamine D de la crème vers les grains de caillé, 250 g de fromage Cottage a été placé sur un tamis d’acier inoxydable (Laboratory test sieve, Mesh no.7, Aperture 2-80 mm, Retisch, D42759, Haan, Germany) et a été lavé avec 500 mL de perméat de lactosérum (Agropur, Corneville, St-Hyacinthe, Québec, Canada) réhydraté à 10 % dans le but de retirer la crème qui entoure le grain. Le perméat fut utilisé pour éviter un effet d’osmose de la vitamine D vers le liquide utilisé pour retirer la crème. Un échantillon représentatif d’environ 30 g des grains de différentes tailles a été prélevé et congelé intact.
Tous les échantillons de grains destinés à l’analyse de la vitamine D ont été congelés à -20 °C dans des tubes coniques de 50 mL couverts de papier d’aluminium. Les échantillons liquides de crème ont été congelés dans des vials en verre ambré vissés. La veille de l’analyse, les échantillons ont été décongelés au réfrigérateur à 4°C pendant une nuit.
2.2.4. Méthodes d’analyses
Chaque analyse a été réalisée en triplicata et ce, sur chacune des fabrications et des répétitions à l’exception de l’analyse sensorielle qui n’a pu être réalisée que sur une seule production de crème.
Analyses physico-chimiques. L’évolution du pH a été suivie sur une base hebdomadaire pendant 3 semaines. La composition des fromages a été déterminée après 14 jours d’entreposage. Le pH pendant la fabrication ainsi que pendant l’entreposage a été déterminé à l’aide d’un pHmètre titrateur DL-15 (037-300-01, Mettler-Toledo, Anachemia, Lachine, Québec, Canada) équipé d’une électrode combinée en verre scellé (H011-0001, CA24210-004, VWR International ltée, Ville Mont-Royal, Montréal, Canada). Les lipides totaux (MG) ont été analysés par la méthode Rose-Gottlieb à l’aide d’un extracteur de type Mojonnier (Atherton et Newlander, 1977), l’azote total (NT) par la méthode macro-Kjedahl (AOAC, 1995) à l’aide d’un appareil Tecator Kjeltec (Tecator, Höganäs, Suède) et la teneur en solides totaux (EST) par déshydratation dans un four conventionnel à 100 °C sous vide pendant 5 h (AOAC, 2002). La teneur en humidité (HUM) a été calculée par différence
(100 - EST = HUM). La concentration en chlorure de sodium (NaCl) a été déterminée à l’aide d’un analyseur de chlorure (Corning chloride analyser 926, Nelson-Jameson Inc Marchfiel, WI, USA) (AOAC, 1995), les cendres (CEN) par incinération 16 h dans un four à moufle à 550 °C (AOAC, 1995) et la composition minérale des fromages (CaT, KT, MgT,
PT, NaT, ZnT, FeT en mg/100g) par spectroscopie de plasma à couplage inductif optique à
émission (ICP-OES, Prism for HIGH Dispersion ICP Spectrometer, Teledyne Leeman Labs, Burlington, Ontario, Canada) selon la méthode de St-Gelais et al. (2011).
Analyses microbiologiques. Le dénombrement des bactéries lactiques mésophiles et thermophiles a été réalisé sur milieu M17 Difco (M17 Broth, 5% Lactose, Agar) incubé en anaérobiose, respectivement à 30 °C et 42 °C pendant 48 h.
Analyse de la vitamine D. La vitamine D dans les fromages a été analysée sur une base hebdomadaire durant 21 jours. Pour chaque analyse, le fromage cottage d’un pot (environ 500 g) était réduit en purée à l’aide d’un homogénéisateur (Stomacher 400, Seward Medical, London, UK) pendant 4 minutes à haute vitesse. La vitamine D dans la crème, dans les grains de caillé lavés ainsi que dans le fromage a été déterminée selon la méthode de Wagner et al (2008) modifiée par Boivin-Piché (2014). Les échantillons liquides (1 g) et solides (0,5 g) ont été homogénéisés avec 1 g et 2 g d’eau, respectivement, ainsi qu’avec 0,2 mL d’une solution d’acide ascorbique 0,05 g/mL (L-Ascorbic acid, Antiscorbutic factor* L-Threascorbic acid, Sigma Life Science, St-Louis, MO, USA) à l’aide d’un Ultra-Turrax T25 (Janke & Kunkel, IKA7-Labortechnick, Staufen, Germany, muni d’une sonde 18GN10) dans un tube à extraction en téflon (Nalgen Oak Ridge High-Speed FEP Centrifuge tubes 3114-0050). Ensuite, 1 mL d’une solution de KOH à 60 % (p/v) a été ajouté dans le but de procéder à une saponification à chaud (70°C) dans un bain-marie agitateur (New-Brunswick Scientific, Classic Series, C76, Edison, NJ, USA) pendant 30 min sous agitation à 200 rpm. Après la saponification, les échantillons ont été refroidis 5 min dans la glace pour arrêter la réaction. Ils ont ensuite été laissés 10 min à température pièce avant l’ajout des solvants. 7,5 mL d’un mélange de méthanol et chloroforme 2:1 ont été ajoutés et les échantillons ont été agités au vortex pendant 30 secondes. Ensuite, 2,5 mL de chloroforme (CHCL3) ont été ajoutés puis agités de nouveau au vortex pendant 30
Centra GP8R, Needam, MA, USA) à 1500 g à 4 °C pendant 10 min. La phase organique a été retirée à l’aide d’une pipette en verre. Ensuite, 1,5 mL de chloroforme ont été ajoutés à la phase organique pour une deuxième extraction. Les tubes ont été centrifugés de nouveau à 1500 g à 4 °C pendant 10 min avec la même centrifugeuse. La phase organique a été retirée de la même façon et ajoutée à la première phase extraite. L’ensemble de la phase organique obtenue par la combinaison des deux extractions a été déshydratée sous azote (Racti-Vap, Reacti-Therm, Pierce, Rockford, Il, USA) pour éviter l’oxydation de la vitamine D pendant le séchage. Les culots ont ensuite été réhydratés dans 2 mL d’une solution d’acétonitrile, de méthanol et d’eau (ACN:MeOH:H2O; 49,5:49,5:1) pendant 45
minutes sous agitation à 200 rpm (Orbital shaker, Cole-Parmer, Montréal, Qc, Ca) à température pièce. Les échantillons ont été filtrés sur un filtre 0,45 μm PVDF dans un vial en verre ambré vissé (Agilent, Screw cap, Red PTFE, White silicone, Santa Clara, Ca, USA). La détection de la vitamine dans l’UV à 266 nm a été réalisée par chromatographie en phase liquide à haute performance (HPLC) (Agilent, Series 1200, Santa Clara, CA, USA) sur une colonne de silice C18 (ACE-121-1546 ACE, ACE C18, 150 x 4.6mm, 5μm) à température pièce. La phase mobile utilisée était une solution d’acétonitrile, de méthanol et d’eau (ACN:MeOH:H2O; 49,5:49,5:1). Les conditions d’opération du système HPLC
étaient les mêmes que celles décrites par Boivin-Piché (2014).
Analyse sensorielle. Pour minimiser l’interférence des grains de caillé qui ne contiennent pas de vitamine D, l’analyse sensorielle a été réalisée uniquement sur la crème. Soixante personnes non-entraînées ont participé à un test de similarité permettant de déterminer si les deux crèmes (avec ou sans vitamine) étaient semblables. L’analyse a été réalisée 2 fois à partir des mêmes lots de crème (enrichie et témoin).
Analyses statistiques. Un dispositif expérimental en tiroir à quatre répétitions a été utilisé pour évaluer l’effet de l’enrichissement en vitamine D sur les variables de composition des fromages. Un dispositif en tiroir a été utilisé pour évaluer les effets principaux du facteur fromage et du temps de maturation ainsi que l’interaction fromage x temps. Deux tailles d’unités d’expérimentales composaient le dispositif expérimental. Les niveaux de facteur fromage ont été attribués aléatoirement aux parcelles principales et les sous-parcelles correspondaient aux temps de maturation. Une analyse de la variance
(ANOVA) avec mesures répétées (temps d’échantillonnage différent) a été réalisée avec le logiciel SAS (SAS Institute Inc.) pour déterminer des différences entre les traitements. Les valeurs de probabilité sont présentées à l’annexe B.
2.3. Résultats et discussion
2.3.1. Composition des fromages
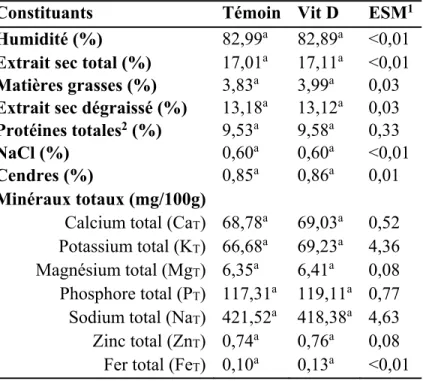
La composition des fromages Cottage est présentée au Tableau 2-1. Selon le Codex Alimentarius (2010), l’extrait sec dégraissé (ESD) du fromage Cottage doit être au minimum de 18 %. Également, selon le Règlement sur les produits laitiers «RPL» (2014), l’humidité du fromage cottage doit être au plus de 80 %. Dans le cas présent, les valeurs d’ESD étaient de 13,18 % et 13,12 % pour le fromage témoin et enrichi respectivement. Les valeurs d’humidité (82,99 % et 82,89 %) étaient donc légèrement supérieures à la norme de composition du fromage Cottage. Cependant, ce problème pourrait être résolu facilement en utilisant une crème avec une teneur en matières grasses plus élevée. Il aurait donc été possible de diminuer la quantité de crème à ajouter et ainsi réduire l’humidité finale du fromage. Bien qu’il n’y ait pas de valeur minimale en matières grasses pour le fromage Cottage, le niveau de référence se situe aux alentours de 4-5 % selon le Codex Alimentarius (2010). Ce taux a globalement été obtenu pour les deux traitements (3,83 % et 3,99 %). Selon le Codex Alimentarius, il n’existe pas non plus de réglementation sur la teneur minimale en protéines à respecter. Araùjo et al (2012) et Blanchette et al (1996) ont obtenu des teneurs en protéines variant entre 11,5 % et 13 %. Par rapport à ces études, les concentrations protéiques observées dans cette étude (9,5 %) étaient légèrement inférieures. Ceci peut être dû à la plus grande teneur en humidité des fromages. La concentration désirée en NaCl de 0,6 % a également été atteinte. Les teneurs en minéraux totaux des deux types de fromages sont conformes à la composition standard d’un fromage Cottage tel que décrit par la Commission canadienne du lait (Commission canadienne du Lait, 2011). Ces résultats sont comparables à ceux obtenus par Banville (2000), Ganesan (2011) ainsi que Wagner (2008) lors de l’incorporation de vitamine D dans le fromage Cheddar qui n’ont pas observé de modification de la composition chimique des fromages. La comparaison de la composition des fromages enrichis et témoins montre que la présence de la vitamine D n’a eu aucun impact significatif (P > 0.05) sur la composition du fromage
Cottage (Tableau 2-1). Il est donc possible de conclure que l’ajout de la vitamine D n’a pas affecté la composition chimique du fromage Cottage.
Tableau 0-1. Composition des fromages de type Cottage témoins (sans vitamine) et enrichis à 55 UI/g de vitamine D après 14 jours d’entreposage à 4 °C.
Constituants Témoin Vit D ESM1
Humidité (%) 82,99a 82,89a <0,01
Extrait sec total (%) 17,01a 17,11a <0,01
Matières grasses (%) 3,83a 3,99a 0,03
Extrait sec dégraissé (%) 13,18a 13,12a 0,03
Protéines totales2 (%) 9,53a 9,58a 0,33
NaCl (%) 0,60a 0,60a <0,01
Cendres (%) 0,85a 0,86a 0,01
Minéraux totaux (mg/100g)
Calcium total (CaT) 68,78a 69,03a 0,52
Potassium total (KT) 66,68a 69,23a 4,36
Magnésium total (MgT) 6,35a 6,41a 0,08
Phosphore total (PT) 117,31a 119,11a 0,77
Sodium total (NaT) 421,52a 418,38a 4,63
Zinc total (ZnT) 0,74a 0,76a 0,08
Fer total (FeT) 0,10a 0,13a <0,01
1 ESM = Erreur standard moyenne
2Protéines totales = N x 6,38
a Les moyennes ayant une lettre semblable dans une même rangée sont non significativement différentes à P ≤ 0,05
2.3.2. Évolution des populations microbiennes
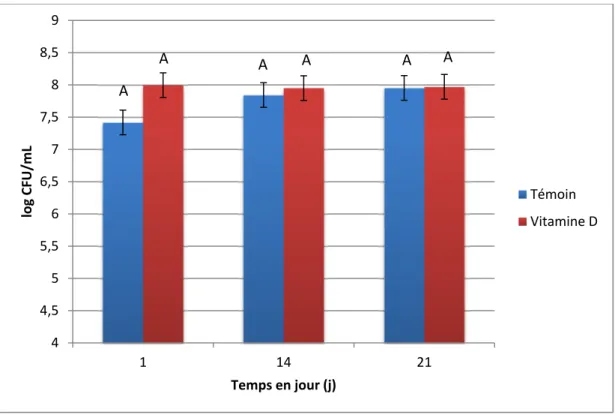
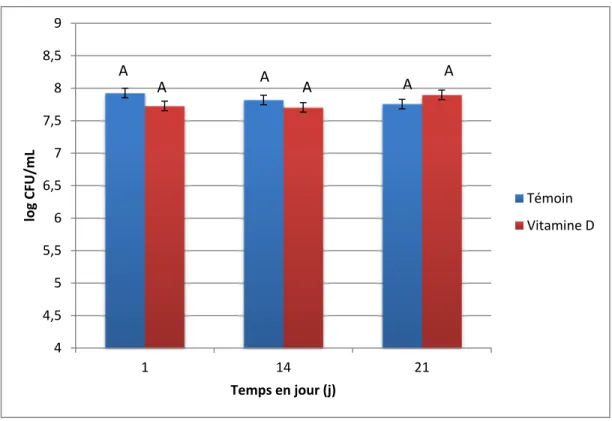
Les figures 2-1 et 2-2 présentent respectivement l’évolution des populations des flores mésophiles et thermophiles des fromages Cottage témoins et enrichis en vitamine D sur une période de 21 jours. L’analyse statistique n’a révélé aucune différence significative (P > 0.05) entre les comptes bactériens mésophiles et thermophiles durant l’entreposage des fromages. En effet, la variation des mésophiles entre le jour 1 et le jour 21 était de + 0,53 log pour le fromage témoin et stable pour le fromage enrichi, tandis que pour les thermophiles, la variation était de - 0,17 log pour le témoin et de + 0,17 log pour le fromage enrichi en vitamine D. Très peu d’études décrivent l’évolution des populations
microbiennes pendant la conservation du fromage Cottage. Le fromage Cottage est un milieu propice à la croissance microbienne en raison de sa très haute teneur en humidité (Araùjo, 2012), mais son bas pH et sa conservation à basse température (4 °C) réduisent l’activité et la croissance microbienne, ce qui explique la stabilité des populations en fonction du temps (Hough, 1999). Les résultats obtenus permettent de conclure que la présence de vitamine D dans le fromage Cottage n’a pas d’effet sur la survie du ferment durant l’entreposage.
Figure 0-1. Évolution de la population de bactéries mésophiles dans le fromage Cottage durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM. 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 1 14 21 log CFU/mL Temps en jour (j) Témoin Vitamine D A A A A A A
Figure 0-2. Évolution de la population de bactéries thermophiles dans le fromage Cottage durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM.
2.3.3. Évolution du pH des fromages
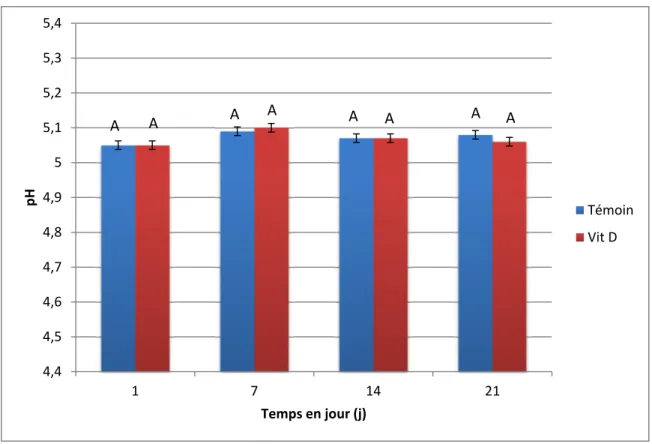
La figure 2-3 présente les valeurs de pH des fromages Cottage témoins et enrichis en vitamine D. La valeur de pH de 5,05 obtenue pour les deux fromages est similaire aux valeurs de fromages Cottage commerciaux (Brocklehurst et Lund, 1985). De plus, durant l’entreposage, le pH est demeuré relativement stable. Ces résultats sont aussi comparables à ceux obtenus par Schmidt et Bouma (1992) qui ont aussi observé une stabilité du pH du fromage Cottage entreposé à 4°C sur une période de 16 jours. La stabilité du pH confirme la faible activité microbienne observée durant l’entreposage des fromages. Aucune différence significative (P > 0.05) n’a été observée entre les traitements ni durant la période d’entreposage. La présence de vitamine D dans le fromage Cottage n’a donc eu aucun impact sur l’activité microbienne pendant l’entreposage des fromages. Ces résultats sont comparables à ceux obtenus par Boivin-Piché (2014) qui n’a observé aucune différence au niveau de l’acidification d’un lait enrichi en vitamine D et ce, jusqu’à une concentration de 5000 UI/mL. 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 1 14 21 log CFU/mL Temps en jour (j) Témoin Vitamine D A A A A A A
Figure 0-3. pH des fromages Cottage témoins et enrichis en vitamine D (55 UI/g) durant 21 jours d’entreposage à 4°C. Les barres d’erreur représentent les ESM.
2.3.4. Analyse sensorielle de la crème
L’analyse sensorielle n’a révélé aucune différence entre une crème enrichie en vitamine D à 140 UI/g et une crème témoin sans vitamine D (résultats non présentés). Ces résultats sont semblables à ceux observés par Ganesan et al (2011) pour qui l’addition de vitamine D n’a été corrélée à aucun développement de flaveurs étrangères dans le fromage Cheddar.
2.3.5. Stabilité de la vitamine D pendant la fabrication et l’entreposage
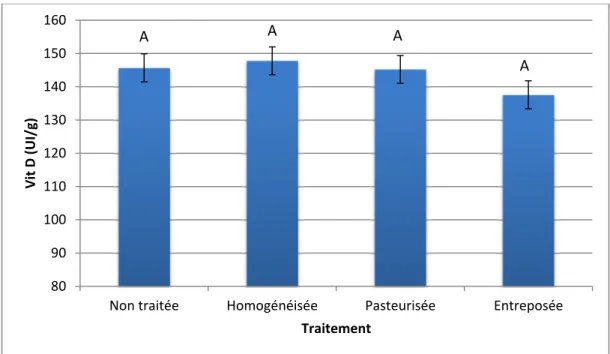
L’impact de l’homogénéisation, de la pasteurisation ainsi que de l’entreposage d’une durée de trois jours sur la stabilité de la vitamine D dans la crème est présenté à la figure 2-4. Les résultats obtenus révèlent que la vitamine D est restée stable durant l’ensemble du processus de préparation de la crème. Les résultats démontrent que la vitamine D commerciale utilisée est résistante à un traitement mécanique
4,4 4,5 4,6 4,7 4,8 4,9 5 5,1 5,2 5,3 5,4 1 7 14 21 pH Temps en jour (j) Témoin Vit D A A A A A A A A
(homogénéisation) ainsi qu’au traitement thermique de pasteurisation HTST et stable durant 3 jours d’entreposage. Ces résultats sont semblables à ceux obtenus par Wagner et al. (2008) et Kazmi et al. (2007) qui ont aussi observé une stabilité de la vitamine D suite à la pasteurisation et à l’homogénéisation du lait.
Figure 0-4. Concentration en vitamine D dans la crème suite aux traitements technologiques appliqués durant la préparation de la crème. Les barres d’erreur représentent les ESM.
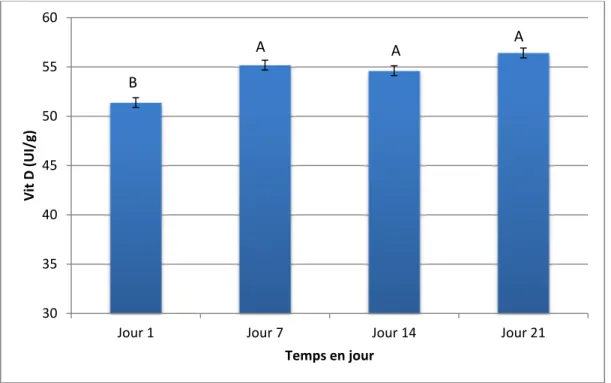
La figure 2-5 présente l’évolution de la concentration en vitamine D du fromage Cottage pendant 21 jours d’entreposage à 4 °C. Les résultats ne concernent que le fromage enrichi en vitamine D étant donné que le fromage témoin ne contenait pas de vitamine D. L’entreposage n’a pas eu d’effet significatif sur la teneur en vitamine D dans les fromages (Figure 2-5). Comme observé précédemment dans la crème, la vitamine D présente une très grande stabilité dans le fromage Cottage, sa concentration étant restée supérieure à 50 UI/g de fromage après trois semaines d’entreposage. Wagner et al. (2008) ont également démontré la stabilité de la vitamine D ajoutée dans un fromage de type Cheddar durant une période d’un an. Une faible différence significative (P > 0,05) a été observée entre le jour 1 et les jours 7, 14 et 21. Les ESM étant très faibles, une différence significative est
80 90 100 110 120 130 140 150 160
Non traitée Homogénéisée Pasteurisée Entreposée
Vit
D
(UI/g)
Traitement
A A A
observable. De plus, l’augmentation de 5 UI/g pendant l’entreposage confirme la stabilité de la vitamine D dans le fromage Cottage.
En combinant les résultats de stabilité du pH, des flores microbiennes et de la vitamine D pendant l’entreposage des fromages, il est possible de conclure que les bactéries présentes dans le fromage Cottage ne métabolisent pas la vitamine D. En effet, Ganesan et al. (2011) soupçonnaient que l’addition de vitamine D pourrait augmenter ou réduire l’activité enzymatique microbienne dans l’éventualité où les ferments lactiques pourraient utiliser la vitamine D comme substrat Les analyses sensorielles réalisées durant ces travaux pourraient indiquer l’absence d’effet de la vitamine D sur la flaveur, que ce soit directement par sa présence ou indirectement par l’activité enzymatique des microorganismes. Il faut également noter qu’aucune trace de vitamine D n’a été détectée dans les grains de fromage durant l’entreposage de 21 jours. Ce résultat démontre l’absence de diffusion de la vitamine D de la crème vers le caillé.
Figure 0-5. Concentration en vitamine D dans le fromage Cottage entreposé à 4°C pendant 21 jours. Les barres d’erreur représentent les ESM.
30 35 40 45 50 55 60
Jour 1 Jour 7 Jour 14 Jour 21
Vit D (UI/g) Temps en jour B A A A