Durabilité de faisceaux électriques - approche multi-échelle des phénomènes de corrosion associés aux connexions entre câbles en alliage d'aluminium 1370 et éléments de connectique en cuivre
263
0
0
Texte intégral
Figure

+7



Outline
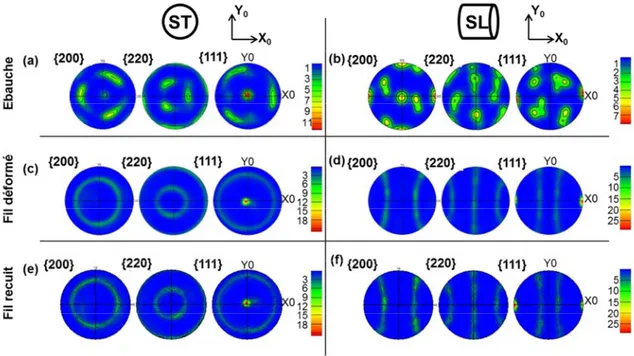
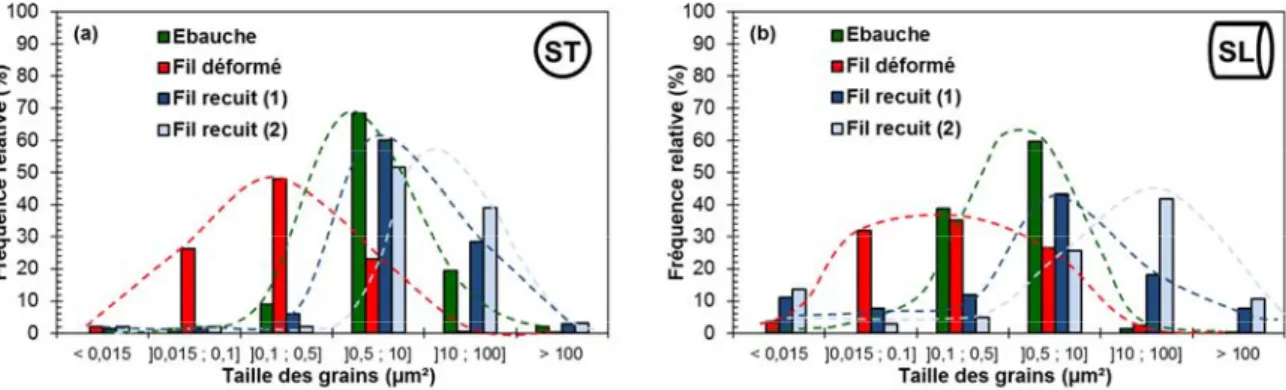
Influence du procédé de mise en forme sur le comportement en corrosion de
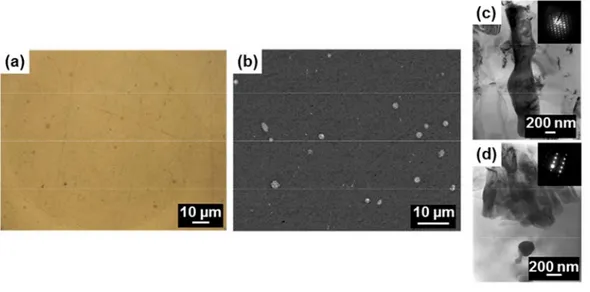
Techniques de microscopie et de caractérisation microstructurale
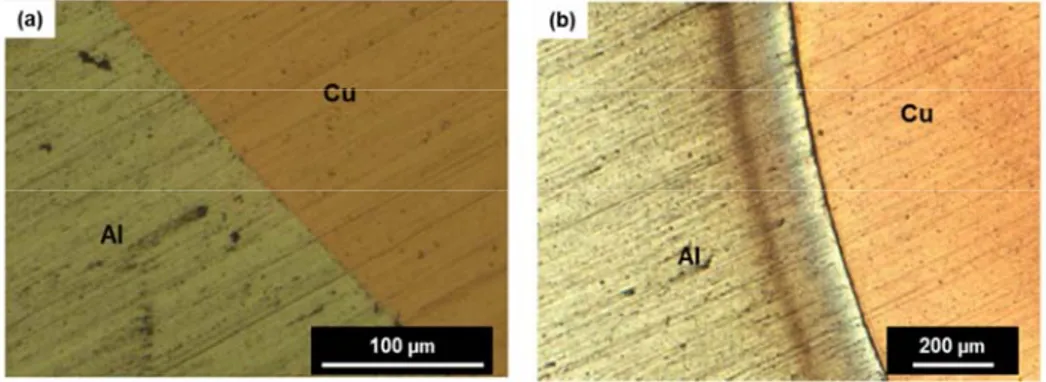
Taille de grain et caractérisation des interfaces
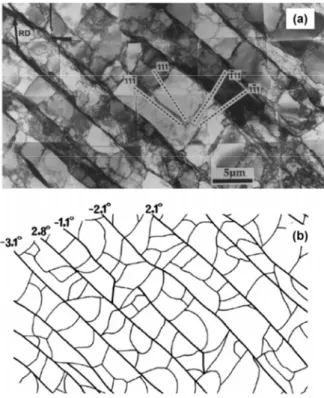
Désorientation interne
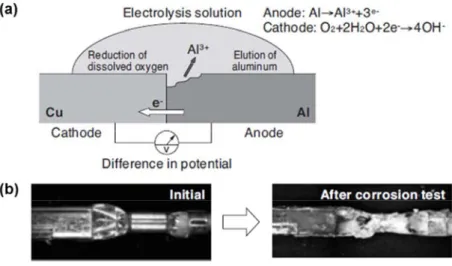
Technique de caractérisation de l’endommagement en corrosion
Caractérisation électrochimique
Documents relatifs