Université 8 mai 1945 Guelma
Faculté des Sciences et de la Technologie
Département de Génie Mécanique
Mémoire de fin d’étude présenté en vue de l’obtention d’un
diplôme de Master
Présentée par : MEDJELDI Mohamed
Master
Option : Maintenance Industrielle
====================================================
MODELISATION ET OPTIMISATION DES CONDITIONS DE COUPES LORS DE
L’USINAGE DE L’ACIER INOXYDABLE AISI 420 TRAITÉ
====================================================
Sous la Direction de :
Dr. BENSOUILAH Hamza
Pr. YALLES M.A
Remerciement
Au terme de ce mémoire, je tenus à remercier
Allah
qui m’a
donné lecourage et la force pour mener à bien ce modeste
travail.
Mes remerciements s’adressent particulièrement au Dr
BENSOUILAH Hamza et Pr YALLES M.A,
Encadreurs de ce mémoire qui, grâce à leur
disponibilité, ses corrections et ses conseils.
J
e tiens à rendre hommage à M
es parents
et
mes
sœurs
, de leurs soutiens permanents durant toutes mes
années d’études, leurs sacrifices illimités, leurs
réconforts moraux, eux qui ont consenti tant d’effort
pour mon éducation.
En fin je remercie profondément tous mes amis de la
promotion master 2016 pour les encouragements et
pour le temps agréable que nous avons passé ensemble et
tous les gens qui m’aapporté aide et soutien pour la
réalisation de mon projet Mm KADECHE M
Sommaire
Remerciement
Listes des tableaux et des figures
Sommaire
Introduction Générale ...1
Chapitre I
Introduction ...3
Problématique du thème :
...4
Partie I : généralités sur l’usinage dur des aciers
...4
I-1 Usinabilité :... 4
I-1.1 Définition de l’usinabilité... 4
I-1.2 Critère d’évaluation l’usinabilité... 5
I-1.3 Facteurs influençant l’usinabilité... 5
I-1.4 Méthodes d’essais pour la détermination de la tenue de coupe des outils ... 7
I-2 Les aciers inoxydables : ... 7
I-2.1 Introduction ... 7
I-2.2 Définition... 8
I-2.3Classification des aciers inoxydables ... 8
I-2.4 Rôle des éléments d’addition ... 9
I-2.5 Influence des propriétés physiques ... 9
I.3 Tournage dure ... 12
I-3.1 Définition... 12
I-3.2 Pièces usinées par tournage dur ... 13
3.3Matériaux de coupe ... 13
I-3.4 Facteurs clés pour le tournage dur ... 14
I.4 Usure ... 15
b) Usure visible sur l'outil ... 15 Usure en dépouille ... 15 Usure en cratère... 16 Usure en entaille ... 16 Usure en peigne ... 17 I-5 Rugosité ... 18 a) Définition ... 18 b) Critères de rugosité ... 18
I-6 Efforts de coupe ... 19
Partie II
... 21
Etat de l’art sur l’usinabilité... 21
Chapitre II
II.1 INTRODUCTION... 34II.2 MATERIELS UTILISÉS... 34
II.2.1 Machine-outil ... 34
II.2.2 Matériau utilisé pour les essais d'usinage ... 34
II.2.3 Plaquettes de coupe... 38
II.2.4 Porte outil ... 39
II.2.5 Appareillages de mesure utilisés ... 39
II.3. PROCEDURE EXPERIMENTALE... 43
II.3.1 Démarche... 43
II.3.2 Choix du plan expérimental ... 44
II.4 Conditions de coupe... 46
II.5. CONCLUSION ... 46
Chapitre III
III.1 Introduction... 47III.2 Résultats des expériences ... 47
III.3 Critère de rugosité Ra ... 49
III.3.1 Analyse de la variance ANOVA ... 49
III.3.2 Modèle mathématique et le coefficient de détermination ... 49
III.3.4 Diagrammes des surfaces3D et des contours de Ra... 50
III.4 Critère de rugosité Rz... 53
III.4.1 Analyse de la variance ANOVA ... 53
III.4.2 Modèle mathématique et le coefficient de détermination ... 53
III.4.3 Teste de la concordance entre les résultats prévues et expérimentaux ... 54
III.4.4 Diagrammes des surfaces3D et des contours de Rz... 54
III.5 Critère de rugosité Rt ... 57
III.5.1 Analyse de la variance ANOVA ... 57
III.5.2 Modèle mathématique et le coefficient de détermination ... 57
III.5.3 Teste de la concordance entre les résultats prévues et expérimentaux ... 58
III.5.4 Diagrammes des surfaces3D et des contours de Rt ... 58
III.6 Effort axial Fx ... 61
III.6.1 Analyse de la variance ANOVA ... 61
III.6.2 Modèle mathématique et le coefficient de détermination ... 61
III.6.3 Teste de la concordance entre les résultats prévues et expérimentaux ... 62
III.6.4 Diagrammesdessurfaces3D et des contours de Fx... 62
III.7 Effort radial Fy... 65
III.7.1 Analyse de la variance ANOVA ... 65
III.7.2 Modèle mathématique est les coefficients de déterminations ... 65
III.7.3 Teste de la concordance entre les résultats prévues et expérimentaux ... 66
III.7.4 Diagrammes des surfaces3D et des contours de Fy ... 66
III.8 Effort tangentiel Fz... 69
III.8.1 Analyse de la variance ANOVA ... 69
III.8.2 Modèle mathématique et les coefficients de déterminations... 69
III.8.3 Teste de la concordance entre les résultats prévues et expérimentales... 70
III.8.4 Diagrammes des surfaces3D et des contours de Fz ... 70
III.9 Optimisation des conditions de coupe pour : Ra, Rt, Rz, Fx, Fy et Fz ... 70
III.10 Conclusion... 78
Chapitre VI
VI Modélisation par la méthode des réseaux de neurone artificiels RNA... 79VI.1 Introduction...79
VI.2 Les composants d'un RNA...79
VI.3 L'apprentissage... 81
VI.4 Le perceptron... 81
VI.6 Le taux d'apprentissage adaptatif... 83
VI.2 Modélisation de la rugosité de surface Ra et de l’effort radial Fy basée sur les réseaux de neurones... 84
VI.2.1 Modélisation de la rugosité de surface Ra par RNA...85
VI.2.2 Modélisation de l’effort tangentiel Fz par RNA... 88
VI.2.3 Modélisation de la rugosité de surface Ra et l’effort tangentiel Fz
simultanément par RNA... 91
IV.2.4 Comparaison entre les résultats expérimentaux et estimées par les modèles RSM et ANN pour la rugosité de surface (Ra) et l’effort tangentiel (Fz)
... 94 Conclusion General...98 Référence………..100
Introduction Générale
L’usinage des matériaux trempé avec une dureté supérieur au 45HRC connu comme une nouvelle technique d’usinage par enlèvement de la matière appelé tournage
dur, Cette technique est réalisée avec une gamme des outils de coupe caractérisés par
une grande dureté, bonne résistance aux chocs et à l’usure (Céramiques, CBN, … etc.). Parmi les objectifs principaux en fabrication mécanique : l’obtention d’une meilleure qualité de surface (rugosité minimal), l’augmentation de la productivité et les conditions de coupe optimales.
Ces objectifs ne peuvent être atteintsqu’avec une modélisation des paramètrestechnologiques des paramètres et l’optimisation des conditions de coupes
Notre sujet entre dans ce cadre, il a comme objectif l’étude expérimentale de l’usinage de l’acier inoxydable martensitique(AISI 420) de 59 HRC avec une plaquette en céramique mixte revêtue (CC6050),le but est d’identifier l’influence des paramètres de coupe sur certains paramètres technologiques tels que les critères de rugosité, les composantes de l’effort de coupe et certains paramètres calculés en fonction des résultats expérimentaux.
Après modélisation par des techniques modernes de ces différents paramètres technologiques,nous avons procédé à l’étude de détermination du régime de coupe optimal, permettant d’obtenir des objectifs précis.
Notre ce mémoire est structuré en quatre chapitres :
Dans le premier chapitre, nous avons présenté une étude bibliographique succincte qui concerne le tournage dur, les définitions des paramètres technologiques et un état de l’art sur les différents travaux de rechercheréalisés en relation avec notre sujet d’étude.
Dans le deuxième chapitre, nous exposons d’une part les équipements et les conditions expérimentales tels que les gammes d’usinage utilisés pour mener cette recherche ; les dispositifs de mesure et le couple outil - matière choisis sont présentés d’une manière précise avec les détails nécessaires pour une étude expérimentale de la coupe.
Et d’autre part nous avons présenté une méthodologie de recherche qui repose sur la planification des expériences (plan et intervalle de variation des paramètres de coupe).
Le troisième chapitre est réservé à une étude statistique par analyse de la variance (ANOVA) des résultats expérimentaux à l’aide du logiciel Design-Expert 10,le but et d’identifier l’influence des paramètres de coupe sur les critèresdes rugosités (Ra, Rz, Rt),etles composantes de l’effort de coupe (Fx, Fy et Fz),puis de déterminer des modèles mathématiques signifiant qui permettent la prédictionde ces paramètres, par la suite, on a réalisé une optimisation par la fonction de désirabilité pour tirer le régime de coupe optimal.
Le quatrième chapitres’intéresseà une modélisation par la méthode RNA (Réseau de neurone artificiel), on s’est limité à la prédiction du critère de la rugosité de surface (Ra)et l’effort de coupe (Fz) a l’aide d’un programme JMP 11, on a réalisé plusieurs architectures (combinaisons neuronales) afin de déterminer le modèle qui a le bon coefficient de détermination .
Une comparaison par pourcentage d’erreurdes résultats expérimentaux et ceux prédits par les deux modèles RSM et RNA afin de bien choisir la technique de modélisation.
sommaire
1 2Introduction
3Problématique du thème :
4généralités sur l’usinage dur des aciers
41 Usinabilité :
41.1 Définition de l’usinabilité 4
1.2 Critère d’évaluation l’usinabilité 5
1.3Facteurs influençant l’usinabilité 5
a) La résistance mécanique 5
b) Les caractéristiques thermiques 5
c) Les compositions chimiques 6
1.4Méthodes d’essais pour la détermination de la tenue de coupe des outils
7
a) Essai d’usure de longue durée à vitesse constante 7 b) Essai d’usure à vitesse croissante : 7
2 Les aciers inoxydables :
72.1 Introduction 7
2.2 Définition 8
2.3Classification des aciers inoxydables 8
Les aciers martensitiques 8
Les aciers ferritiques 8
Les aciers austénitiques 82.4 Rôle des éléments d’addition 9
2.5Influence des propriétés physiques 9
a) Effet de la conductivité thermique 9
c) Influence du coefficient de frottement 11
3 Tournage dure
123.1 Définition
123.2 Pièces usinées par tournage dur 13
3.2 Matériaux de coupe 14
3.4Facteurs clés pour le tournage dur 14
4 Usure
15a) Usure des outils de coupe 15
b) Usure visible sur l'outil 15
Usure en dépouille 15 Usure en cratère 16 Usure en entaille 16 Usure en peigne 17
4 Rugosité
18 a) Définition 18 b) Critères de rugosité 186 Efforts de coupe
19 Intérêt de mesure des efforts de coupe 21
Introduction
Dans notre effort pour survivre, nous, humains, avons développé plusieurs objets qui contribuent à rendre la vie plus facile. Des objets plus complexes comprennent les ordinateurs, les téléphones et les automobiles. Ces objets sont fabriqués à partir d'un certain type de métal. Le développement de l'art en métal et le formage des métaux ont parcouru un long chemin au cours des années.
L’usinage par enlèvement de coupeau d’un acier est l’un de ces développements technologiques, il se caractérise par l’action d’un outil coupant qui permet de mettre aux dimensions et donner un état de surface à une pièce dans un intervalle de valeur de tolérance donnée.
Les procédés d’usinage sont des techniques de mise en forme largement utilisé dans l’industrie. Peuvent être classés en 3 grandes familles :
1. Le tournage, qui permet de mettre en forme des pièces de révolution. 2. Le fraisage caractérisé par un mouvement de rotation et d’avance de l’outil coupant. 3. Les opérations axiales : perçage, taraudage, alésage.
Les aciers sont les métaux les plus répandus dans l’industrie et la construction mécanique, d’une manière générale grâce a ça durabilité et ça résistance a la corrosion.
Les propriétés des principaux groupes d'aciers inoxydables sont également très différentes. Ces différences sont dues à la structure cristalline. L'acier ferritique au chrome a une structure à maille cubique centrée (source d'inspiration pour la conception de l'Atomium à Bruxelles). L'acier martensitique au chrome a une structure à maille ferritique déformée avec du carbone en solution solide sursaturée. Par contre, l'acier austénitique a une structure à maille cubique à faces centrées
Ce rapport contient deux parties qui sont :
Généralités sur l’usinage : dans cette partie on essaie de donner un bref aperçu sur les différents processus de coupe utilisés lors du tournage d’une pièce mécanique
La deuxième partie est réservée à une synthèse bibliographique, rassemblant les travaux réalisés par plusieurs chercheurs dans le domaine de l’usinage de AISI 420, le
but de cette partie est de cibler l’originalité dans notre travail qui va être réalisé pour éviter de répéter un travail qui a été déjà réalisé, c.-à-d. cherche la nouveauté.
Problématique du thème :
Le thème de travail en vue de réalisation par l’étudiant concerne l’étude expérimentale de l’usinabilité de l’Acier AISI 420 a haute dureté par des plaquettes en céramiques d’une part, et d’autre part, la modélisation des résultats obtenu par des méthodes adéquates, afin de tirer les régimes optimaux, c.-à-d. , définition de l’intervalle optimal des conditions de coupe, et cela des méthodes d’optimisation à savoir : PSO,GA…
Partie I : généralités sur l’usinage dur des aciers
I-1 Usinabilité :
I-1.1Définition de l’usinabilité
L’usinabilité est une propriété particulièrement difficile à étudier car elle relève de deux domaines scientifiques et techniques différents, d’une part l’aspect métallurgique du problème, qui comprend les conditions d’élaboration et les processus de fabrication dont l’effet combiné conduit aux propriétés particulières du métal à mettre en œuvre, d’autre part l’aspect mécanique du problème, comprenant les conditions de la mise en forme du métal en vue de l’application envisagée.
Selon les auteurs, l’usinabilité est la propriété grâce à laquelle un matériau donné peut subir plus ou moins facilement une opération d’usinage déterminée. Il s’agit donc en principe d’une propriété inhérente à la matière envisagée.
Figure I.1 : Vue en coupe d’une plaquette en carbure cémenté usinant un acier.
Température en degrés Celsius.
[8]
I-1.2 Critère d’évaluation l’usinabilité
Les critères pouvant permettre d’évaluer l’usinabilité d’un matériau sont nombreux et dépendent non seulement du type d’opération, mais aussi de l’usineur. Cette notion d’usinabilité reste néanmoins toujours liée à la production au moindre coût. Les principaux paramètres pris en compte lors de la caractérisation de l’usinabilité sont :
[1], [4].
la durée de vie des outils, éventuellement l’évolution de leurs usures au cours du
temps ;
les conditions de coupe ;
les efforts de coupe et la puissance consommée par la coupe ; le fractionnement du copeau ;
l’état de surface obtenu sur la pièce, dont la rugosité ;
la productivité, qui est liée à la plupart des paramètres ci-dessus cités.
I-1.3 Facteurs influençant l’usinabilité a) La résistance mécanique
On pense couramment que la résistance mécanique, ou la dureté qui lui est équivalente constitue un indice d’usinabilité significatif. En réalité, des aciers dont la dureté est rendue plus élevés par un traitement de trempe et revenu au lieu d’un
traitement de recuit, peuvent avoir une usinabilité meilleure dans l’état le plus dur. Ce résultat est valable pour certaines résistances aux environs 800 MPA mais ne peut être étendu aux résistances plus élevées de l’ordre de 1100MPa. On rencontre alors des difficultés d’usinage dues à la résistance élevée du métal à la déformation [4].
b) Les caractéristiques thermiques
Le tableau1 présente la conductivité thermique de quelques matériaux. Cette caractéristique est en relation étroite avec l’usinabilité car les aciers qui ont une conductivité réduite ne dissipent pas rapidement la chaleur générée lors de la coupe, ce qui conduit à la concentration de la chaleur au niveau du contact pièce-outil-copeau et par conséquent à l’usure accélérée de l’outil de coupe.
Matériau Conductivité thermique,
W/ (m. °K) Acier inoxydable 12.11 ~ 45.0 Plomb 35.3 Aluminium 200 Or 318 Cuivre 380 Argent 429 Diamant 900 ~ 2320
Tableau I.1 :Valeurs approximatives de la conductivité thermique pour une série de
matériaux.
c) Les compositions chimiques
L’élément le plus important est le carbone. A basse teneur, l’acier composé de ferrite, est difficile à usiner. L’augmentation du pourcentage (% C) crée des solutions de continuité dans la matière de ferrite par formation de plages de perlite. On atteint un optimum d’usinabilité avec l’acier demi–dur à 0.35 % de carbone. Une augmentation
supplémentaire de la teneur en carbone rend l’acier de plus en plus dur et moins usinable.
Le manganèse n’agit pas de façon sensible tant qu’il n’est pas en proportion notable. A forte teneur, il favorise l’écrouissabilité et diminue l’usinabilité. Les éléments d’alliages usuels, comme le nickel ou le chrome n’ont que peu d’influence aux teneurs présentes dans les aciers de construction industriels faiblement alliés. A forte teneur, dans le cas d’aciers spéciaux ils agissent sur la structure et l’écrouissabilité. Les aciers inoxydables de type 18/8 (18% Cr et 8% Ni) par exemple, sont austénitiques, très écrouissables et difficiles à usiner.
I-1.4 Méthodes d’essais pour la détermination de la tenue de coupe des outils a) Essai d’usure de longue durée à vitesse constante
Pour des conditions de coupe déterminées, on effectue des essais à des vitesses de coupe différentes, et on relève la durée de vie de l’outil, on effectue ainsi plusieurs essais. Cette méthode classique est très sure, mais elle est assez longue et laborieuse et exige une quantité assez considérable de matière à usiner et plusieurs outils.
b) Essai d’usure à vitesse croissante :
Afin d’abréger la durée des essais et réduire la consommation du métal, on fait travailler l’outil jusqu'à détérioration de l’arête (ou jusqu'à un degré d’usure déterminé), avec des vitesses croissantes suivant une loi bien déterminée :
- croissance continue (par exemple : dressage sur tour d’une face plane, l’outil avance radialement) ;
- la croissance peut être obtenue par chariotage conique ;
- ou croissance par paliers, si le tour est équipé d’un variateur de vitesse.
I-2 Les aciers inoxydables :
I-2.1 IntroductionL’acier inoxydable (inox), est un matériau relativement récent dont l’usage ne s’est développé qu’à partir des années 1920. Le principe d’allier fer et chrome remonte à 1821, mais ce n’est qu’en 1904 que l’on s’aperçoit que la présence de carbone inhibe la
résistance à la corrosion. L’inox, jouent un grand rôle dans d'innombrables domaines : vie quotidienne, industrie mécanique, agroalimentaire, chimie, transports, médecine, chirurgie, etc. Ce sont des aciers, alliages de fer et de carbone, auxquels on ajoute
essentiellement du chrome qui provoque la formation d'une couche protectrice d'oxyde de chrome (couche passive) qui confère à ces aciers leur inoxydabilité.
Figure.I.2 :Couche de surface auto-régénérante
I-2.2Définition
Un acier inoxydable est un acier fortement allié dont la teneur en chrome doit être supérieure à 10% ce qui lui assure une résistance aux agents oxydants (résistance à la corrosion)
[1]
I-2.3Classification des aciers inoxydables
Les aciers inoxydables peuvent être classés en trois familles :
Les aciers martensitiques : Ils sont utilisés lorsque les caractéristiques de résistance mécanique sont importantes. Les plus courants titrent 13 % de chrome avec au moins 0,08 % de carbone. D'autres nuances sont plus chargées en additions, avec éventuellement un faible pourcentage de nickel.
Les aciers ferritiques : Ils ne prennent pas la trempe. On trouve dans cette catégorie des aciers réfractaires à haute teneur en chrome (jusqu'à 27 %), particulièrement intéressants en présence de soufre. Les aciers ferritiques sont parfois utilisés comme barrière de résistance à la corrosion (tôles plaquées, tôle revêtues, protégées (dites « claddées », de « cladding »)) des parois d'équipements sous pression en acier utilisés dans les industries pétrochimique
et chimique. Ces aciers sont souvent utilisés en lieu et place des aciers austénitiques pour la réalisation d'ustensiles de cuisine bon marché et de qualité médiocre (plats et couteaux par exemple).
Les aciers austénitiques : Ce sont de loin les plus nombreux, en raison de leur résistance chimique très élevée, de leur ductilité comparable à celle du cuivre, et leurs caractéristiques mécaniques élevées. Les teneurs en éléments d'addition sont d'environ 18 % de chrome et 10 % de nickel. La teneur en carbone est très basse et leur stabilité peut être améliorée par des éléments tels que le titane ou le niobium. De par leur excellente ductilité, ces aciers ont aussi un domaine d'utilisation aux basses températures (jusqu'à moins 200 °C) et sont en compétition avec les alliages légers et l'acier à 9 % de nickel pour la réalisation d'équipements destinés à la cryogénie.
[1]
I-2.4 Rôle des éléments d’addition
- C'est au chrome et à lui seul que l'on doit la résistance des aciers inoxydables aux agents oxydants.
- Le nickel favorise la formation des structures homogènes de type austénitique, intéressantes pour éviter la corrosion mais à éviter soigneusement dans le domaine du frottement.
- Le molybdène et le cuivre améliorent la tenue dans la plupart des milieux corrosifs, en particulier ceux qui sont acides, mais aussi dans les solutions phosphoriques, soufrées, etc. Le molybdène accroît la stabilité des films de passivation.
- Le tungstène améliore la tenue aux températures élevées des aciers inoxydables austénitiques.
- Le titane doit être utilisé à une teneur qui dépasse le quadruple de la teneur en carbone. Il évite l'altération des structures métallurgiques lors du travail à chaud, en particulier lors des travaux de soudure.
I-2.5 Influence des propriétés physiques
Les propriétés physiques qui jouent un rôle important lors de l’usinage des aciers inoxydables sont la conductivité thermique, les coefficients de frottement et de dilatation.
a) Effet de la conductivité thermique
Nous pouvons retenir que les sources de chaleur lors de la formation du copeau sont localisées dans les zones de cisaillement primaire et cisaillement secondaire (FigureI.3), Une conductivité thermique élevée évite un échauffement trop important dans la zone de coupe grâce à une bonne évacuation de la chaleur produite à l’interface outil-copeau dans toute l’épaisseur du copeau.
Figure I.3: Distribution des sources de chaleur en coupe orthogonale.
Il s’avère que les aciers inoxydables présentent des conductivités thermiques beaucoup plus faibles que les aciers peu alliés (1.5 à 3 fois plus faibles). Les austénitiques sont de loin les plus défavorisés (figure I.4), même si une augmentation de la température diminue leur handicap. Les martensitiques sont les moins pénalisés, mais leur conductivité reste tout de même environ 1.5 fois plus faibles que les aciers peu alliés. Cette mauvaise conductivité a alors pour conséquences :
- Des températures à l’interface outil-copeau élevées et des efforts de coupe importants ; - Une tendance à des conditions de déformation de type adiabatique aux vitesses de coupe élevées, d’où une instabilité plastique ;
Figure I.4: Conductivité thermique des aciers inoxydables
. [1]
b) Rôle du coefficient de dilatation
Les coefficients de dilatation élevés ont une influence directe sur la tenue des côtes et sur les déformations des pièces usinées. Ceci est tout particulièrement vrai pour les austénitiques pour lesquels le cumul de températures de coupe élevées et de forts coefficients de dilatation peut poser des problèmes lorsqu’une grande précision d’usinage est exigée.
c) Influence du coefficient de frottement
Les aciers inoxydables austénitiques ont des coefficients de frottement élevés, ce qui a pour conséquence une usure rapide des outils ainsi que des risques de collage qui vont conduire à des dégradations d’outil de type adhésion.
En conséquence, les aciers inoxydables, et tout particulièrement les austénitiques, ont des propriétés physiques qui les pénalisent lors de l’usinage. Ceci rend l’usinage des aciers inoxydables très particulier et conduit à des solutions bien spécifiques, que ce soit dans l’amélioration des matériaux ou dans le choix des outils.[1].
I-3.1 Définition
Le tournage des aciers d'une dureté supérieure à 45 HRc, de manière typique dans la plage 55 à 68 HRc, s'appelle le tournage dur. C'est une alternative économique à la rectification. Le tournage dur s'est avéré capable de réduire les temps d'usinage et les coûts de plus de 70 % tout en apportant plus de flexibilité, une qualité plus élevée et des temps de production moins longs.
Figure I.5:Usinage d’un arbre ayant une grande dureté
Process de production plus simple, semblable au tournage conventionnel. Utilisation flexible des machines. Les mêmes machines servent pour le tournage
extérieur et intérieur.
Productivité accrue. Coût à la pièce plus faible.
Pièces de forme complexes usinée en un seul montage.
Respect de l'environnement : pas d'arrosage, pas de résidus de rectification.
Le tournage dur se fait à sec, dans l'idéal, ce qui est tout à fait possible. Les plaquettes CBN ou céramique supportent des températures élevées et cela permet d'éliminer le coût du liquide de coupe ainsi que les difficultés associées.
Certaines applications peuvent nécessiter un arrosage, notamment s'il faut contrôler la stabilité thermique de la pièce. Dans ce cas, il convient d'appliquer un arrosage continu pendant toute l'opération.
En général, la chaleur produite par l'usinage se répartit dans les copeaux (80%), la pièce (10%) et la plaquette (10%). C'est pour cela qu'il est important d'évacuer les copeaux de la zone de l'arête de coupe.
I-3.2 Piècesusinées par tournage dur
Le tournage dur est une méthode bien implantée. Les pièces couramment usinées par tournage dur sont, par exemple, les rotors de freins, les pignons de transmission, les rotules de direction, les sièges de soupapes, les pistons, les chemises de cylindres et les carters d'embrayage.
Figure I.6 : exemple de pièces usinées à l’état durci
La céramique peut être utilisée avec des matières d'une dureté de 50 à 60 HRc environ s'il n'est pas nécessaire d'avoir de très bons états de surface.
CC650 : Finition à grande vitesse dans des conditions stables. Convient aussi pour
les opérations de semi-finition des alliages réfractaires dans des applications plus ou moins instables.
CC670 : Ebauche à semi-finition, coupes interrompues CC6050 : Semi-finition, coupes continues.
Mais les nuances au nitrure de bore cubique (CBN) sont les mieux adaptées au tournage dur. Elles ne doivent toutefois pas être utilisées dans des aciers d'une dureté inférieure à environ 48 HRc. Les plaquettes modernes multi pointes offrent jusqu'à 8 arêtes. La technologie Safe-Lok apporte une sécurité accrue aux plaquettes négatives.
Les nuances recommandées sont :
CB7015 : Coupes continues ou légèrement interrompues. CB7025 : Coupes légèrement ou fortement interrompues.
CB7525 : Coupes fortement interrompues et conditions instables.
I-3.4 Facteurs clés pour le tournage dur
En plus des recommandations générales pour le tournage, certains facteurs spécifiques doivent être soulignés.
Préparation de la pièce avant la trempe :
Eviter les bavures
Produire des cotes proches de la tolérance
Usiner les chanfreins et produire les rayons avant la trempe Eviter les entrées ou sorties abruptes de la matière
FigureI.7:variation des efforts de coupes lors de l’usinage
I.4 Usure
[8]a) Usure des outils de coupe
L’usure de l’outil est due aux contraintes qu’on lui fait subir lors de l’usinage. En effet, la
coupe des métaux est une opération de déformation plastique qui doit obtenir la rupture de la
matière. Les sollicitations mécaniques et thermiques subies par l’outil sont donc très importantes. Il s’ensuit une usure de l’outil qui peut être d’origine thermomécanique ou
chimique.
Cette usure dépend des paramètres de l’usinage, mais aussi de :
- la géométrie de la plaquette : angle de coupe, présence de brise copeau ; - revêtement et de son comportement mécanique et thermique.
b) Usure visible sur l'outil
Usure en dépouille
C’est le type le plus courant d’usure et c’est aussi l’usure la plus souhaitable étant donné qu’elle est plus prévisible et stable. Elle est due à l’abrasion exercée par les constituants durs
FigureI.8: Usure en dépouille
Usure en cratère
L’usure en cratère apparaît sur la face de coupe de la plaquette. Elle est provoquée par la
réaction chimique entre la matière de la pièce et le matériau de coupe. La vitesse de coupe
l’amplifie. Une usure en cratère excessive affaiblit l’arête de coupe qui peut se rompre.
FigureI.9: Usureen cratère
Usure en entaille
Ce type d’usure se caractérise par une entaille localisée tant sur la face de coupe que sur la face de dépouille, au niveau de la profondeur de coupe. Il est provoqué par l’adhérence (soudage par pression du copeau) et la déformation. Il est courant dans l’usinage des aciers
FigureI.10: Usure en entaille
Usure en peigne
Lorsque l’arête de coupe subite des refroidissements brusques, des fissures perpendiculaires à l’arête apparaissent. Ce type de fissure est fréquent en cas de coupes interrompues, ce qui est courant en fraisage. L’utilisation de l’arrosage aggrave ce phénomène.
FigureI.11: usure en peigne
I-5Rugosité
La rugosité : “La rugosité est une caractéristique de l’état de surface d’un matériau solide. C’est aussi un paramètre d’un écoulement se produisant sur ce matériau
b) Critères de rugosité [2]
Hauteur des irrégularités sur dix points Rz :
Moyenne des valeurs absolues des hauteurs, des cinq saillies du profil les plus hautes et des profondeurs des cinq creux du profil les plus bas, à l’intérieur de la longueur de base.
Z 1 3 5 7 9 2 4 6 8 10 1 R (R R R R R ) (R R R R R ) 5 Hauteur maximale du profile Rt :
Distance entre la ligne des saillies et la ligne des creux à l’intérieur de la longueur de base.
Écart moyen arithmétique du profil Ra :
Moyenne arithmétique des valeurs absolues des écarts du profil dans les limites de la longueur de base.
B A i l a y n dx x y l R 1 ( ) 10 a rugosité définissent les caractéristiques
micro-géométriques de la surface.
FigureI.12: profile théorique de la rugosité
I-6 Efforts de coupe
Pendant le processus de coupe la pièce agit sur l'outil avec certaine force dont la décomposition dans trois directions privilégiées peut servir de base à la définition des efforts de coupe (figure I.13). La résultante de coupe (Frés) EST la Somme de trois composantes suivantes:
FigureI.13 :Composantes de l’effort de coupe
- Fz ou Ft : composante dans le sens de vitesse de coupe, appelée effort tangentiel ou effort principal de coupe. C’est la composante qui a la plus grande valeur absolue.
- Fx ou Fa : composante dans le sens de l'avance, appelée effort d'avance ou effort axial en tournage, joue un rôle fondamental dans le processus de coupe.
- Fy ou Fr : composante dans le sens perpendiculaire aux deux autres, appelée
effort de refoulement ou effort radial, n'a qu’une importance secondaire et disparaît dans le cas de la coupe orthogonale.
Intérêt de mesure des efforts de coupe
La connaissance des efforts de coupe est à la base de l'évaluation de la puissance nécessaire à la coupe. Quand on veut connaître le rendement mécanique d'une machine-outil, on a besoin de savoir quelle est la puissance prise à l'machine-outil, et donc d'avoir des renseignements sur les efforts de coupe. La valeur des efforts de coupe sert aussi à dimensionner les organes de machines et à prévoir les déformations des pièces. Elle
intervient dans la précision d'usinage, dans les conditions d'apparition des vibrations, au broutage.
Partie II
Etat de l’art sur l’usinabilité
Pour étudier l’optimisation des conditions de coupe et l’usinage des aciers inoxydable : plusieurs études ont étés entreprises
Dans un travail présenté par Bouzid et al.[9], une étude statistique a été faite pour établir un modèle reliant les paramètres de coupe (vitesse, avance et profondeur de coupe), les composants de la force de coupe (force axiale (Fx), force radiale (Fy), force tangentielle (Fz)) et la rugosité de surface Ra.
Le couple outil/matériau choisi pour le processus de tournage est des outils en carbure revêtues par dépôt chimique en phase vapeur (CVD) et un acier martensitique inoxydable non traité (AISI 420), le tableau II.1rassemble les propriétés physiques du X 20 Cr 13. .
Un plan factoriel complet de trois facteurs et de quatre niveaux (4 ) est adopté pour analyser les résultats expérimentaux obtenus et cela par l’analyse de variance (ANOVA) et la méthodologie de surface de réponse (MSR).
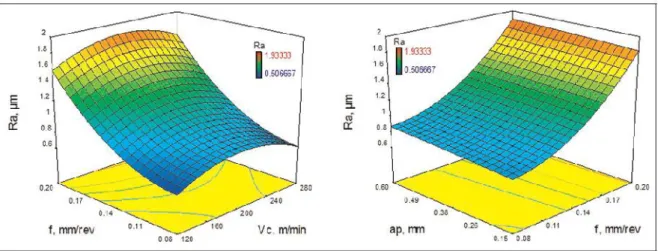
Les régimes de coupes optimales ont été déterminés en utilisant à la fois l’MSR et l’approche par la fonction de désirabilité, la fiabilité du modèle est déterminée par les valeurs résiduelles, les figures II.1 et II.2 montrent la bonnes concordance entre les valeurs mesurées et les valeurs prédites.
Les résultats obtenus par les auteurs peuvent être résumés dans les points suivants :
L’analyse statistique par ANOVA, a monté que (f) a une importante contribution (81.69%) sur la qualité de surface (Ra), dans la deuxième position viennent les paramètres (Vc2) and (f2) avec (6.071%) et (6.071%), respectivement, par contre la
profondeur de coupe a une influence minime comparée à l’avance de coupe, la figure
II.1 présente les tracés de (Ra) en trois dimensions.
Figure II.1 :Tracé de Ra en (3D) en fonction des paramètres de coupe.
L’analyse par ANOVA des valeurs expérimentales a confirmé que la profondeur de coupe (ap) a une influence considérable sur la force de coupe avec les pourcentages de contribution pour les trois composantes (Fx: 86.6%, Fy: 58.5% and Fz: 65.2%), par contre l’avance de coupe (f) a une influence moins importante sur l’effort de coupe (4.92%, 29.57% and 24.60%), par contre l’effort de coupe augmente avec l’augmentation simultanée des deux paramètres (f) et (ap). A des grandes vitesses on obtient des petites valeurs de l’effort de coupe, la figure II.2 présente les tracés des composantes de la force d’usinage en trois dimensions.
Figure II.2 :Tracé des composantes de l’effort de coupe (3D) en fonction des paramètres de coupe.
La diminution en effort de coupe est due probablement à l’augmentation en température dans le plan de cisaillement, résultant d’une réduction de la résistance au cisaillement du matériau.
Pour obtenir une bonne qualité de surface il faut adopter, des basses vitesses, avance et profondeur de coupe
Figure II.3 : Comparaison entre les valeurs mesurées et prédites des composantes de l’effort de coupe.
Figure II.4 : Comparaison entre les valeurs mesurées et prédites de Ra.
Bruni et al[12]ont étudié largement l’effet de lubrification sur la rugosité de
surface (Ra) et l’usure de l’outil (VB) dans les opérations de fraisage.
Le fraisage de l’acier inoxydable AISI 420 a été réalisé sous différentes vitesses de coupes (Vc) et des conditions de lubrification (sec, lubrifié et Quantité minimum de lubrification (MQL)) par des plaquettes en carbure revêtue en (TiN et TiAlN)
Les auteurs ont pris deux types de modélisation qui ont, modélisation par RMS et ANN, ils ont trouvé que :
L’emploie d’un lubrifiant lors de l’usinage améliore la qualité de surface et diminue l’usure de l’outil, figure II.5 et II. 6.
Les deux modèles élaborés, RMS et ANN, permettent une bonne prédiction du comportement à la fois de Ra et VB, figure II.7.
Figure II.5: Evolution d’usure d’outil (VB) en fonction du temps de coupe sous les conditions :
Figure II.6: Rugosité de surface en fonction du temps de coupe sous conditions :a) lubrifié, b) sec
Figure II.7 : Comparaison entre les valeurs expérimentales de Ra avec les deux modèles RMS et ANN,
PourVc = 150 m/min avec lubrification.
Liew et al [11] ont étudié la rugosité de surface et l’usure d’outils en carbure avec
et sans revêtement TiAlN PVD, dépôt physique en phase vapeur, pendant l’opération de perçage du STAVAX (AISI 420 modifié) pour des faibles vitesses. Les auteurs ont utilisé deux vitesses de coupe 25 à 50 m/min et plusieurs dureté du matériau allant de 35 à 55 HRC, avec lubrification.
Les auteurs ont abouti aux conclusions suivantes :
Aucun changement significatif de l'usure de l'outil a été observé lorsque la vitesse de coupe augmente de 25 à 50 m / min.
Il a été constaté que l’augmentation de la dureté de la pièce de 35 à 55 HRC a provoqué une augmentation remarquable de l’usure en dépouille et une modification du mécanisme d’usure dominant (usure en cratère, en dépouille, fissure et fracture), figure II.8 etII.9.
Usiner avec une dureté de 35 HRC et 40, l'outil revêtu est principalement soumis à une usure par abrasion pendant toute la durée de l’essai
L’usinage de l’AISI 420 à dureté de 35 à 40 HRC provoque une usure par abrasion durant l’essai, dans le cas d’un outil revêtu
Pendant l’usinage à une dureté de 55 HRC par un outil revêtu l’AISI 420 passe par trois principales étapes :
(I) usure initial par abrasion suivi par (II) détérioration par fissure, (III) la formation des surfaces de fissure individuelle qui vont se fusionner l’une à l’autre pour former une grande surface de rupture.
L'outil revêtu a montré une résistance de rupture beaucoup plus élevée que l’outil non revêtu
La résistance élevée de rupture montrée par l'outil revêtu pourrait être expliquée
par l'efficacité du revêtement qui empêche la formation des fissures.
Les résultats expérimentaux prouvent aussi que le revêtement empêche la détérioration de l’arrête de l’outil par phénomène d’écaillage et augmente la résistance à l'usure par abrasion.
L’utilisation du liquide lubrifiant empêchant la rupture catastrophique de l'outil
Figure II.9 : changement d’usure en dépouille de l’outil pour carbure revêtu
Figure II.10:Figure en MEB pour un outil revêtu pour le perçage d’AISI 420 (55 HRC) avec lubrification pour 6
m. Une défaillance catastrophique apparue à 5m de longueur de coupe.
Noordin et autres [13]ont conduitune étude sur les performances de la géométrie
wiperdes plaquettes en carbure revêtue utilisées dans le tournage avec la prise en
considération d’un critère d’arrêt sur l’usure admissible de 0.14 mm ou bien un état de surface
Figur II.11: Influence de la géométrie de l’outil de coupe sur la rugosité de surface :
a) géométrie conventionnelle, b) géométrie wiper
L'acier inoxydable AISI 420d’une dureté de 47 – 48 HRC a été usiné à des diverses vitesses de coupe et d’avance, les résultats ont prouvé que la durée de vie maximum d'outil est de 18 minutes, elleest sensiblement affectée par l’augmentation des vitesse et des avances, c.-à-d., pour augmenter la teneur de l’outil on doit usiner a des basses vitesses et avances, figure
II.12.
Figure II.12 : Teneur d’outil en wiper pour différentes vitesses et avances de coupe
L’emploie d’un outil en carbure revêtu avec une géométrie wiper a comme conséquence unebonne qualité de surface comparés aux outils conventionnels, les résultats obtenus expérimentalement sont proches à la réalité si on les compare avec ceux obtenus théoriquement par le modèle de Armarego and Brown présenté en 1969, figure II.13.
Figur II.11: Influence de la géométrie de l’outil de coupe sur la rugosité de surface :
a) géométrie conventionnelle, b) géométrie wiper
L'acier inoxydable AISI 420d’une dureté de 47 – 48 HRC a été usiné à des diverses vitesses de coupe et d’avance, les résultats ont prouvé que la durée de vie maximum d'outil est de 18 minutes, elleest sensiblement affectée par l’augmentation des vitesse et des avances, c.-à-d., pour augmenter la teneur de l’outil on doit usiner a des basses vitesses et avances, figure
II.12.
Figure II.12 : Teneur d’outil en wiper pour différentes vitesses et avances de coupe
L’emploie d’un outil en carbure revêtu avec une géométrie wiper a comme conséquence unebonne qualité de surface comparés aux outils conventionnels, les résultats obtenus expérimentalement sont proches à la réalité si on les compare avec ceux obtenus théoriquement par le modèle de Armarego and Brown présenté en 1969, figure II.13.
Figur II.11: Influence de la géométrie de l’outil de coupe sur la rugosité de surface :
a) géométrie conventionnelle, b) géométrie wiper
L'acier inoxydable AISI 420d’une dureté de 47 – 48 HRC a été usiné à des diverses vitesses de coupe et d’avance, les résultats ont prouvé que la durée de vie maximum d'outil est de 18 minutes, elleest sensiblement affectée par l’augmentation des vitesse et des avances, c.-à-d., pour augmenter la teneur de l’outil on doit usiner a des basses vitesses et avances, figure
II.12.
Figure II.12 : Teneur d’outil en wiper pour différentes vitesses et avances de coupe
L’emploie d’un outil en carbure revêtu avec une géométrie wiper a comme conséquence unebonne qualité de surface comparés aux outils conventionnels, les résultats obtenus expérimentalement sont proches à la réalité si on les compare avec ceux obtenus théoriquement par le modèle de Armarego and Brown présenté en 1969, figure II.13.
Figure II.13 : Comparaison de Ra expérimentale et théorique obtenue par des plaquettes wiper
à des différentes vitesses et avances de coupe.
L’utilisation des vitesseset avances de coupe élevés est avérée défavorable pour le tournage de l'acier inoxydable AISI 420.
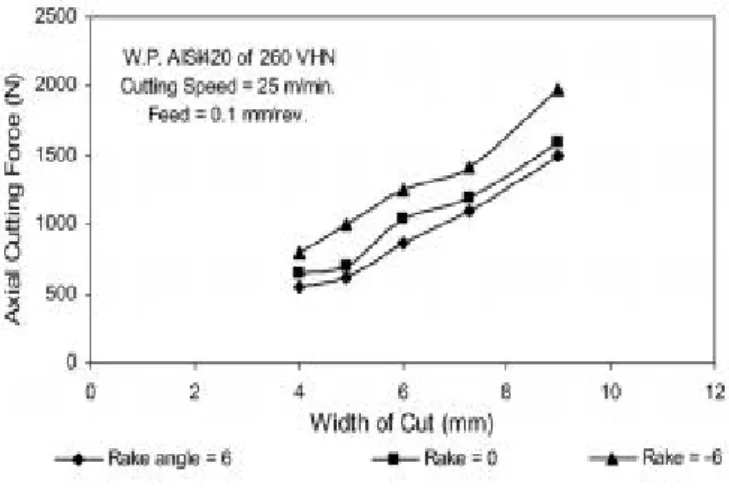
El-Tamimi al. [10]Ont étudié les caractéristiques d'usinage des matériaux à haute
résistance en utilisant des outils de coupe en carbure de type P10 à trois angles de coupe (-6, 0, +6)et à différentes conditions de coupe.
Des essais d'usinage ont été effectués en utilisant la coupe orthogonale pour étudier les caractéristiques d'usinage de l'acier inoxydable à haute résistance AISI 420 dans différents
conditions de coupe et angles d’attaque d'outil.
Cette évaluation est réalisée en étudiant l'effet des paramètres de coupe (vitesse de coupe, avance, profondeur de passe, et la géométrie d’outil) sur les paramètres de sorties qui sont : les efforts de coupe, la pression spécifique de coupe, l'angle de cisaillement, coefficient de frottement, contrainte de cisaillement et la déformation en cisaillement.
Des équations empiriques et des corrélations de comportement de chacune des réponses ont été étudiées en fonction des variables indépendants.
Les résultats trouvés par les auteurs montrent, quand la vitesse de coupe atteint une valeur de 60m/min, les composantes de l’effort de coupe et la pression spécifique de coupe augmentent pour atteindre des valeurs critiques maximum.
D’autre part l’augmentation de la vitesse de coupe jusqu’à 100m/min réduit les
composantes de l’effort de coupe et la pression spécifique de coupe graduellement. Un accroissement ultérieur de vitesse de coupe (au-dessus de 100m/min) garde la pression spécifique de coupe et les composantes de l’effort de coupe presque constante, figure II.14.
Figure II.14:Effet de la vitesse de coupe sur l’énergie spécifique de coupe à des différents angles de coupe
Il est clair également que les composantes de l’effort de coupe (tangentielle et axiale) diminuent à mesure que la valeur de l'angle d’attaque augmente, figure II.15 et II.16.
Figure II.15 : Effet du largueur de coupe sur la composante de l’effort tangentiel à des différents angles de
Introduction
Dans notre effort pour survivre, nous, humains, avons développé plusieurs objets qui contribuent à rendre la vie plus facile. Des objets plus complexes comprennent les ordinateurs, les téléphones et les automobiles. Ces objets sont fabriqués à partir d'un certain type de métal. Le développement de l'art en métal et le formage des métaux ont parcouru un long chemin au cours des années.
L’usinage par enlèvement de coupeau d’un acier est l’un de ces développements technologiques, il se caractérise par l’action d’un outil coupant qui permet de mettre aux dimensions et donner un état de surface à une pièce dans un intervalle de valeur de tolérance donnée.
Les procédés d’usinage sont des techniques de mise en forme largement utilisé dans l’industrie. Peuvent être classés en 3 grandes familles :
1. Le tournage, qui permet de mettre en forme des pièces de révolution. 2. Le fraisage caractérisé par un mouvement de rotation et d’avance de l’outil coupant. 3. Les opérations axiales : perçage, taraudage, alésage.
Les aciers sont les métaux les plus répandus dans l’industrie et la construction mécanique, d’une manière générale grâce a ça durabilité et ça résistance a la corrosion.
Les propriétés des principaux groupes d'aciers inoxydables sont également très différentes. Ces différences sont dues à la structure cristalline. L'acier ferritique au chrome a une structure à maille cubique centrée (source d'inspiration pour la conception de l'Atomium à Bruxelles). L'acier martensitique au chrome a une structure à maille ferritique déformée avec du carbone en solution solide sursaturée. Par contre, l'acier austénitique a une structure à maille cubique à faces centrées
Ce rapport contient deux parties qui sont :
Généralités sur l’usinage : dans cette partie on essaie de donner un bref aperçu sur les différents processus de coupe utilisés lors du tournage d’une pièce mécanique
La deuxième partie est réservée à une synthèse bibliographique, rassemblant les travaux réalisés par plusieurs chercheurs dans le domaine de l’usinage de AISI 420, le
but de cette partie est de cibler l’originalité dans notre travail qui va être réalisé pour éviter de répéter un travail qui a été déjà réalisé, c.-à-d. cherche la nouveauté.
Problématique du thème :
Le thème de travail en vue de réalisation par l’étudiant concerne l’étude expérimentale de l’usinabilité de l’Acier AISI 420 a haute dureté par des plaquettes en céramiques d’une part, et d’autre part, la modélisation des résultats obtenu par des méthodes adéquates, afin de tirer les régimes optimaux, c.-à-d. , définition de l’intervalle optimal des conditions de coupe, et cela des méthodes d’optimisation à savoir : PSO,GA…
Partie I : généralités sur l’usinage dur des aciers
I-1 Usinabilité :
I-1.1Définition de l’usinabilité
L’usinabilité est une propriété particulièrement difficile à étudier car elle relève de deux domaines scientifiques et techniques différents, d’une part l’aspect métallurgique du problème, qui comprend les conditions d’élaboration et les processus de fabrication dont l’effet combiné conduit aux propriétés particulières du métal à mettre en œuvre, d’autre part l’aspect mécanique du problème, comprenant les conditions de la mise en forme du métal en vue de l’application envisagée.
Selon les auteurs, l’usinabilité est la propriété grâce à laquelle un matériau donné peut subir plus ou moins facilement une opération d’usinage déterminée. Il s’agit donc en principe d’une propriété inhérente à la matière envisagée.
Figure I.1 : Vue en coupe d’une plaquette en carbure cémenté usinant un acier.
Température en degrés Celsius.
[1]
I-1.2 Critère d’évaluation l’usinabilité
Les critères pouvant permettre d’évaluer l’usinabilité d’un matériau sont nombreux et dépendent non seulement du type d’opération, mais aussi de l’usineur. Cette notion d’usinabilité reste néanmoins toujours liée à la production au moindre coût. Les principaux paramètres pris en compte lors de la caractérisation de l’usinabilité sont : .[2],[3]
la durée de vie des outils, éventuellement l’évolution de leurs usures au cours du
temps ;
les conditions de coupe ;
les efforts de coupe et la puissance consommée par la coupe ; le fractionnement du copeau ;
l’état de surface obtenu sur la pièce, dont la rugosité ;
la productivité, qui est liée à la plupart des paramètres ci-dessus cités.
I-1.3 Facteurs influençant l’usinabilité d) La résistance mécanique
On pense couramment que la résistance mécanique, ou la dureté qui lui est équivalente constitue un indice d’usinabilité significatif. En réalité, des aciers dont la dureté est rendue plus élevés par un traitement de trempe et revenu au lieu d’un
traitement de recuit, peuvent avoir une usinabilité meilleure dans l’état le plus dur. Ce résultat est valable pour certaines résistances aux environs 800 MPA mais ne peut être étendu aux résistances plus élevées de l’ordre de 1100MPa. On rencontre alors des difficultés d’usinage dues à la résistance élevée du métal à la déformation.[3]
e) Les caractéristiques thermiques
Le tableau1 présente la conductivité thermique de quelques matériaux. Cette caractéristique est en relation étroite avec l’usinabilité car les aciers qui ont une conductivité réduite ne dissipent pas rapidement la chaleur générée lors de la coupe, ce qui conduit à la concentration de la chaleur au niveau du contact pièce-outil-copeau et par conséquent à l’usure accélérée de l’outil de coupe.
Matériau Conductivité thermique,
W/ (m. °K) Acier inoxydable 12.11 ~ 45.0 Plomb 35.3 Aluminium 200 Or 318 Cuivre 380 Argent 429 Diamant 900 ~ 2320
Tableau I.1 :Valeurs approximatives de la conductivité thermique pour une série de
matériaux.
f) Les compositions chimiques
L’élément le plus important est le carbone. A basse teneur, l’acier composé de ferrite, est difficile à usiner. L’augmentation du pourcentage (% C) crée des solutions de continuité dans la matière de ferrite par formation de plages de perlite. On atteint un optimum d’usinabilité avec l’acier demi–dur à 0.35 % de carbone. Une augmentation
supplémentaire de la teneur en carbone rend l’acier de plus en plus dur et moins usinable.
Le manganèse n’agit pas de façon sensible tant qu’il n’est pas en proportion notable. A forte teneur, il favorise l’écrouissabilité et diminue l’usinabilité. Les éléments d’alliages usuels, comme le nickel ou le chrome n’ont que peu d’influence aux teneurs présentes dans les aciers de construction industriels faiblement alliés. A forte teneur, dans le cas d’aciers spéciaux ils agissent sur la structure et l’écrouissabilité. Les aciers inoxydables de type 18/8 (18% Cr et 8% Ni) par exemple, sont austénitiques, très écrouissables et difficiles à usiner.
I-1.4 Méthodes d’essais pour la détermination de la tenue de coupe des outils c) Essai d’usure de longue durée à vitesse constante
Pour des conditions de coupe déterminées, on effectue des essais à des vitesses de coupe différentes, et on relève la durée de vie de l’outil, on effectue ainsi plusieurs essais. Cette méthode classique est très sure, mais elle est assez longue et laborieuse et exige une quantité assez considérable de matière à usiner et plusieurs outils.
d) Essai d’usure à vitesse croissante :
Afin d’abréger la durée des essais et réduire la consommation du métal, on fait travailler l’outil jusqu'à détérioration de l’arête (ou jusqu'à un degré d’usure déterminé), avec des vitesses croissantes suivant une loi bien déterminée :
- croissance continue (par exemple : dressage sur tour d’une face plane, l’outil avance radialement) ;
- la croissance peut être obtenue par chariotage conique ;
- ou croissance par paliers, si le tour est équipé d’un variateur de vitesse.
I-2 Les aciers inoxydables :
I-2.1 IntroductionL’acier inoxydable (inox), est un matériau relativement récent dont l’usage ne s’est développé qu’à partir des années 1920. Le principe d’allier fer et chrome remonte à 1821, mais ce n’est qu’en 1904 que l’on s’aperçoit que la présence de carbone inhibe la résistance à la corrosion. L’inox, jouent un grand rôle dans d'innombrables domaines : vie quotidienne, industrie mécanique, agroalimentaire, chimie, transports, médecine, chirurgie, etc. Ce sont des aciers, alliages de fer et de carbone, auxquels on ajoute
essentiellement du chrome qui provoque la formation d'une couche protectrice d'oxyde de chrome (couche passive) qui confère à ces aciers leur inoxydabilité.
Figure.I.2 :Couche de surface auto-régénérante
I-2.2Définition
Un acier inoxydable est un acier fortement allié dont la teneur en chrome doit être supérieure à 10% ce qui lui assure une résistance aux agents oxydants (résistance à la corrosion)
[2]
I-2.3Classification des aciers inoxydables
Les aciers martensitiques : Ils sont utilisés lorsque les caractéristiques de résistance mécanique sont importantes. Les plus courants titrent 13 % de chrome avec au moins 0,08 % de carbone. D'autres nuances sont plus chargées en additions, avec éventuellement un faible pourcentage de nickel.
Les aciers ferritiques : Ils ne prennent pas la trempe. On trouve dans cette catégorie des aciers réfractaires à haute teneur en chrome (jusqu'à 27 %), particulièrement intéressants en présence de soufre. Les aciers ferritiques sont parfois utilisés comme barrière de résistance à la corrosion (tôles plaquées, tôle revêtues, protégées (dites « claddées », de « cladding »)) des parois d'équipements sous pression en acier utilisés dans les industries pétrochimique et chimique. Ces aciers sont souvent utilisés en lieu et place des aciers austénitiques pour la réalisation d'ustensiles de cuisine bon marché et de qualité médiocre (plats et couteaux par exemple).
Les aciers austénitiques : Ce sont de loin les plus nombreux, en raison de leur résistance chimique très élevée, de leur ductilité comparable à celle du cuivre, et leurs caractéristiques mécaniques élevées. Les teneurs en éléments d'addition sont d'environ 18 % de chrome et 10 % de nickel. La teneur en carbone est très basse et leur stabilité peut être améliorée par des éléments tels que le titane ou le niobium. De par leur excellente ductilité, ces aciers ont aussi un domaine d'utilisation aux basses températures (jusqu'à moins 200 °C) et sont en compétition avec les alliages légers et l'acier à 9 % de nickel pour la réalisation d'équipements destinés à la cryogénie.
[2]
I-2.4 Rôle des éléments d’addition
- C'est au chrome et à lui seul que l'on doit la résistance des aciers inoxydables aux agents oxydants.
- Le nickel favorise la formation des structures homogènes de type austénitique, intéressantes pour éviter la corrosion mais à éviter soigneusement dans le domaine du frottement.
- Le molybdène et le cuivre améliorent la tenue dans la plupart des milieux corrosifs, en particulier ceux qui sont acides, mais aussi dans les solutions phosphoriques, soufrées, etc. Le molybdène accroît la stabilité des films de passivation.
- Le tungstène améliore la tenue aux températures élevées des aciers inoxydables austénitiques.
- Le titane doit être utilisé à une teneur qui dépasse le quadruple de la teneur en carbone. Il évite l'altération des structures métallurgiques lors du travail à chaud, en particulier lors des travaux de soudure.
I-2.5 Influence des propriétés physiques
Les propriétés physiques qui jouent un rôle important lors de l’usinage des aciers inoxydables sont la conductivité thermique, les coefficients de frottement et de dilatation.
d) Effet de la conductivité thermique
Nous pouvons retenir que les sources de chaleur lors de la formation du copeau sont localisées dans les zones de cisaillement primaire et cisaillement secondaire (FigureI.3), Une conductivité thermique élevée évite un échauffement trop important dans la zone de coupe grâce à une bonne évacuation de la chaleur produite à l’interface outil-copeau dans toute l’épaisseur du copeau.
Figure I.3: Distribution des sources de chaleur en coupe orthogonale.
Il s’avère que les aciers inoxydables présentent des conductivités thermiques beaucoup plus faibles que les aciers peu alliés (1.5 à 3 fois plus faibles). Les austénitiques sont de loin les plus défavorisés (figure I.4), même si une augmentation de la température diminue leur handicap. Les martensitiques sont les moins pénalisés,
mais leur conductivité reste tout de même environ 1.5 fois plus faibles que les aciers peu alliés. Cette mauvaise conductivité a alors pour conséquences :
- Des températures à l’interface outil-copeau élevées et des efforts de coupe importants ; - Une tendance à des conditions de déformation de type adiabatique aux vitesses de coupe élevées, d’où une instabilité plastique ;
- Une usure des outils par fatigue thermique et par diffusion plus importante.
Figure I.4: Conductivité thermique des aciers inoxydables
. [2]
e) Rôle du coefficient de dilatation
Les coefficients de dilatation élevés ont une influence directe sur la tenue des côtes et sur les déformations des pièces usinées. Ceci est tout particulièrement vrai pour les austénitiques pour lesquels le cumul de températures de coupe élevées et de forts coefficients de dilatation peut poser des problèmes lorsqu’une grande précision d’usinage est exigée.
Les aciers inoxydables austénitiques ont des coefficients de frottement élevés, ce qui a pour conséquence une usure rapide des outils ainsi que des risques de collage qui vont conduire à des dégradations d’outil de type adhésion.
En conséquence, les aciers inoxydables, et tout particulièrement les austénitiques, ont des propriétés physiques qui les pénalisent lors de l’usinage. Ceci rend l’usinage des aciers inoxydables très particulier et conduit à des solutions bien spécifiques, que ce soit dans l’amélioration des matériaux ou dans le choix des outils..[2]
I.3 Tournage dure
[1]I-3.1 Définition
Le tournage des aciers d'une dureté supérieure à 45 HRc, de manière typique dans la plage 55 à 68 HRc, s'appelle le tournage dur. C'est une alternative économique à la rectification. Le tournage dur s'est avéré capable de réduire les temps d'usinage et les coûts de plus de 70 % tout en apportant plus de flexibilité, une qualité plus élevée et des temps de production moins longs.
Figure I.5:Usinage d’un arbre ayant une grande dureté
Process de production plus simple, semblable au tournage conventionnel. Utilisation flexible des machines. Les mêmes machines servent pour le tournage
extérieur et intérieur.
Productivité accrue. Coût à la pièce plus faible.
Pièces de forme complexes usinée en un seul montage.
Respect de l'environnement : pas d'arrosage, pas de résidus de rectification.
Il est possible d'éliminer l'arrosage :
Le tournage dur se fait à sec, dans l'idéal, ce qui est tout à fait possible. Les plaquettes CBN ou céramique supportent des températures élevées et cela permet d'éliminer le coût du liquide de coupe ainsi que les difficultés associées.
Certaines applications peuvent nécessiter un arrosage, notamment s'il faut contrôler la stabilité thermique de la pièce. Dans ce cas, il convient d'appliquer un arrosage continu pendant toute l'opération.
En général, la chaleur produite par l'usinage se répartit dans les copeaux (80%), la pièce (10%) et la plaquette (10%). C'est pour cela qu'il est important d'évacuer les copeaux de la zone de l'arête de coupe.
I-3.2 Piècesusinées par tournage dur
Le tournage dur est une méthode bien implantée. Les pièces couramment usinées par tournage dur sont, par exemple, les rotors de freins, les pignons de transmission, les rotules de direction, les sièges de soupapes, les pistons, les chemises de cylindres et les carters d'embrayage.
Figure I.6 : exemple de pièces usinées à l’état durci
3.3Matériaux de coupe
La céramique peut être utilisée avec des matières d'une dureté de 50 à 60 HRc environ s'il n'est pas nécessaire d'avoir de très bons états de surface.
CC650 : Finition à grande vitesse dans des conditions stables. Convient aussi pour
les opérations de semi-finition des alliages réfractaires dans des applications plus ou moins instables.
CC670 : Ebauche à semi-finition, coupes interrompues CC6050 : Semi-finition, coupes continues.
Mais les nuances au nitrure de bore cubique (CBN) sont les mieux adaptées au tournage dur. Elles ne doivent toutefois pas être utilisées dans des aciers d'une dureté inférieure à environ 48 HRc. Les plaquettes modernes multi pointes offrent jusqu'à 8 arêtes. La technologie Safe-Lok apporte une sécurité accrue aux plaquettes négatives.
Les nuances recommandées sont :
CB7015 : Coupes continues ou légèrement interrompues. CB7025 : Coupes légèrement ou fortement interrompues.
CB7525 : Coupes fortement interrompues et conditions instables.
I-3.4 Facteurs clés pour le tournage dur
En plus des recommandations générales pour le tournage, certains facteurs spécifiques doivent être soulignés.
Préparation de la pièce avant la trempe :
Eviter les bavures
Produire des cotes proches de la tolérance
Usiner les chanfreins et produire les rayons avant la trempe Eviter les entrées ou sorties abruptes de la matière
Entrer ou sortir de la matière par interpolation.
FigureI.7:variation des efforts de coupes lors de l’usinage
I.4 Usure
c) Usure des outils de coupe
L’usure de l’outil est due aux contraintes qu’on lui fait subir lors de l’usinage. En effet, la
coupe des métaux est une opération de déformation plastique qui doit obtenir la rupture de la