MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE SCIENTIFIQUE UNIVERSITE AKLI MOHAND OULHADJ – BOUIRA
FACULTE DES SCIENCES DE LA NATURE ET DE LA VIE ET DES SCIENCES DE LA TERRE DEPARTEMENT DE BIOLOGIE
Réf : ……./UAMOB/F.SNV.ST/DEP.BIO/2018
MEMOIRE DE FIN D’ETUDES
EN VUE DE L’OBTENTION DU DIPLOME MASTER
Domaine : SNV Filière : Sciences Biologiques
Spécialité : Biotechnologie microbienne
Présenté par :
BACHOUCHE Siham et GUESSAS Hayet
Thème
Fabrication de fromage de type Camembert à base de lait
reconstitué
Soutenu le :
28 /06 / 2018Devant le jury composé de :
Nom et Prénom Grade
M. KADRI Nabil MCA Univ. de Bouira Président
Mme. BENBARA Tassadit MAA Univ. de Bouira Promoteur
M. RAI Abdelwahab MCB Univ. de Bouira Examinateur
Nous remercions Allah le tout puissant et miséricordieux de nous
avoir donné le courage, la volonté et la patience pour réaliser ce
travail.
Nous tenons à remercier notre promotrice Madame BENBARA T,
pour son aide précieuse et pour notre orientation tout au long de la
période de réalisation de ce travail.
Nos sincères remerciements également aux membres de jury qui ont
accepté d’examiner notre travail et rehausser sa qualité.
Nous tenons à exprimer notre gratitude à l’ensemble de l’équipe
pédagogique qui a nous formé tout au long de notre parcours
universitaire.
Nous adressons aussi nos remerciement à l’ensemble du personnel
de l’unité de la vallée pour leurs précieuse aide à accomplir notre
stage pratique dans les meilleures conditions.
En fin, nous remercions chaleureusement tous ceux qui ont contribué
de prés ou de loin à la réalisation de ce travail.
Je dédie ce travail A :
Mes très chers parents, pour leurs sacrifices, leurs soutiens moral et
financier tout au long de mon parcours scolaire.
Celui qui m’aide et m’encourage toujours à toi mon marie « Hamid »
Ma sœur « Samira»
Mes frères :
Smail
Larbi
Fardjelah
A tout la famille « Bachouche » et «Sebbah »
Je remercie ma binôme Hayet et toute sa famille.
A toute personne que je n’ai pas cité et qui ma aidé de près ou de loin, je
vous remercie.
Je dédie ce travail A :
La mémoire de mon frère « Karim » que Dieu ait son âme et
l’accueille en son vaste paradis.
Mes très chèrs parents qui ont toujours soutenu, et on été toujours
présent pour moi et qui m’ont toujours encouragé durant mes études.
Ma sœur « Tassadit » et son époux et sa belle fille Narimane
Mes frères :
Arezki et sa famille
Farid et sa famille
El-hafid et sa famille
Abderzak pour leur affectueux soutien moral et sa famille
Amirouche
A tout la famille « GUESSAS »
Je remercie ma binôme sihem et toute sa famille.
A tous ceux qui me sont chers, là ou ils pourraient se trouver.
Liste des abréviations
AFNOR : Association Française de la Normalisation °C :Degré Celsius
°D : Degrés Dornic
ESD : Extrait Sec Dégraissé EST : Extrait Sec Total
FTAM : Flore Totale Aérobies Mésophiles
J.O.R.A: Journal Officiel de la République Algérienne H+ :Ions d'hydrogène.
MG : Matière Grasse MS : Matière sèche
MFGM : Milk Fat Globule Membrane PCA : Plate Count Agar
TB : Taux Butyreux
UHT : Ultra Haut Température UFC : Unité Formant Colonie
Liste des figures
Pages
Figure 01 :
Les différentes étapes de fabrication de fromage à pâte molle………..09Figure 02 :
Organisation interne de la laiterie de la vallée………....17Figure 03 :
Acidimètre……….….21Figure 04 :
Lactodensimètre……….…22Figure 05 :
Butyromètre………...……….…24Figure 06:
Dénombrement des coliformes totaux et fécaux dans le camembert…..25Figure 07 :
Dénombrement de la flore aérobie mésophile totale(FTAM)………..…26Figure 08 :
Moulage de fromage………...….29Figure 09 :
Salage en saumure……….………..…29Figure 10 :
Affinage des camemberts………..….30Liste des tableaux
Pages
Tableau 01 : Caractéristiques physiques d’un lait cru……….……08 Tableau 02 : Composition moyenne comparée du lait et des fromages………..………10 Tableau 03 : Coordonnées relatives à la poudre de lait utilisé…….………19 Tableau 04 : Résultats de Comparaison de paramètre physicochimique de lait cru àtravers les saisons……….……….33
Tableau 05 : Résultats des analyses physico-chimiques du lait utilisé pour la fabrication
de camembert...…...34
Tableau 06 : Résultats des analyses microbiologique de lait utilisé pour la fabrication de
camembert...…....35
Tableau 07 : Résultats des analyses physico-chimiques de deux types de
camembert………..36
Tableau 08: Résultats des analyses microbiologiques du deux camembert
fabriqués……….………38
Tableau 09 : Résultats de test d’intensité des deux model de camembert………39 Tableau 10 : Résultats de teste de classement par rang des deux model de
Sommaire Liste des abréviations
Liste des figures Liste des tableaux
Introduction……….…01
Synthèse bibliographique Chapitre I : Généralités sur le lait 1- Définition………..02
2-composition………03
2.1 Facteurs de variations de la composition du lait ………...04
3-Classification……….05
4- Principales caractéristiques………...06
Chapitre II : Généralités sur le fromage 1-Définition ………..09
2- Les différentes étapes de fabrication de fromage à pate molle………..………09
3- Classification……….…09
4. Généralité sur le camembert…………..………...11
4.1- Historique………...11
4.2- Définition………...11
4.3- Composition et valeur nutritionnelle…...12
4.4- Les différentes étapes de fabrication………..12
Partie pratique Chapitre I : Matériels et méthodes 1. L’organigramme de l’unité du la vallée……….17
2. Matériels utilisés………....18
3. Méthodes………...18
3.1. Protocole de fabrication de camembert industriel………..18
3.2. Evaluation de la qualité physico-chimique... ………...21
3.2.1. Analyse physico-chimique de la matière première………...21
3.2.2. Analyse physico-chimique de produit fini……….……..22
3.3. Evaluation de la qualité microbiologique………...24
3.3.1. Echantillonnage………...24
4. Protocole de fabrication de camembert à base de lait reconstitué………...27
5. Analyse sensorielle ………...30
Chapitre II : Résultats et discussion 1. La comparaison des paramètres physicochimique de lait cru à travers les saisons………32
2. Les analyses effectuées pour la matière première (lait)………...…..33
2.1. Les analyses physico-chimique…...……...……….33
2.2 Les analyses microbiologiques………....34
3. Les analyse effectuées pour les produits finis……….…..35
3.1. Les analyses physico-chimiques………...35
3.2. Les analyses microbiologiques………...……...…….36
4. Les analyses sensorielles………38
Conclusion ………...………40 Annexe
Introduction
Page 1
Le lait de vache a toujours été un aliment essentiel, il occupe une place stratégique dans notre alimentation et constitue une source importante équilibrée en nutriments de bases
(Fernane, 2017).
L’Algérie est le premier consommateur du lait au Maghreb avec près de 3 milliards de litres par année. En Algérie, le lait et ses dérivés constituent une denrée de grande consommation. Ils sont consommés sous formes de lait reconstitué ou de lait recombiné, de yaourt, de lait caillé ou de fromage (Kirat, 2007).
Cependant, la production du lait de vache se heurt souvent au problème de gestion de la qualité qui pénalise les producteurs et les transformateurs. Les conditions d’hygiène au niveau des fermes, le maintien de la chaine du froid tout le long du circuit de la production jusqu’à l’arrivée du lait à la laiterie comportent autant de sources de contamination à maitriser afin de préserver la qualité hygiénique du lait De plus, le problème de la saisonnalité de la production laitière dont souffre l’industrie laitière en Algérie ne permet pas une rentabilité optimale de la production du fromage à l’échelle industrielle. En effet, durant les périodes de basse lactation la production du fromage est pratiquement insignifiante par rapport aux besoins du pays (Faye et al., 2002).
Le lait reconstitué est le produit obtenu par addition d’eau au lait déshydraté dans la proportion nécessaire pour rétablir le rapport normal eau/matière sèche.
L’objectif principal de ce travail est de préparer un fromage à pâte molle type camembert à partir d’une matière première qui est le lait reconstitué 100%.
Le manuscrit s’article en trois parties. La première consiste en une synthèse bibliographique sur : le lait, le fromage ainsi que le camembert.
La deuxième partie expose tout le matériel et les méthodes utilisées dans la partie expérimentale. Principalement, la fabrication de 2 fromages à pâte molle, l’étude et la comparaison entre quelques paramètres physico-chimiques et microbiologiques.
Chapitre I Généralités sur le lait
Page 2 1. Définition du lait
Le lait est défini comme « le produit intégral de la traite et ininterrompu d’une femelle laitière portante, bien nourrie et non surmenée. Il doit être recueilli proprement et non contenir de colostrum ». Il doit être en outre collecté dans de bonnes conditions hygiéniques et présente toutes les garanties sanitaires. Il peut être commercialisé en l’état mais le plus souvent après avoir subi des traitements de standardisation des lipides et d’épuration microbienne pour limiter les risques hygiéniques et assurer une plus longue conservation (Romain et al., 2008).
2. La composition du lait
Le lait contient presque les éléments nutritifs nécessaires à la croissance des jeunes mammifères. Un litre de lait d’origine bovine contient environ 50g de lactose, 32g de protéines et 40g de matières grasse (Romain et al., 2008).
- Eau
C'est l'élément le plus important du point de vue pondérale (en quantité). Il représente environ 81 à 87% du volume du lait selon la race. Il se trouve sous deux formes : l’eau libre (96% de la totalité) et liée à la matière sèche (4% de la totalité) (Benloucif et al.,2016).
- Glucides
Dans le lait de vache, les glucides sont représentés essentiellement le lactose qui est le constituant majeur de matière sèche. Ce sucre est un disaccharide constitué de glucose et galactose, il est synthétisé à partir du glucose prélevé dans le sang par les glandes mamelles à saveur relativement peu sucre et peu soluble
(Codou, 1997).
Le lactose joue un rôle important dans les produits laitiers en tant que substrat de fermentation pour les bactéries lactiques qui l'hydrolysent en glucose et galactose, puis transforment ces hexoses en acide lactique. Il a aussi un rôle nutritionnel surtout chez l'enfant (Codou, 1997).
- Lipides
Le lait de vache contient 3 à 5 % de matière grasse dispersée sous forme de globules sphériques dont le diamètre varie de 0,1 à 20 µm, avec une valeur moyenne de 3 à 5 µm. Ces globules gras sont hétérogènes; ils sont essentiellement constitués d’une microgoutte de triglycérides, entourée d’une fine membrane communément appelée « la membrane du globule gras du lait » ou « Milk fat globule membrane
Chapitre I Généralités sur le lait
Page 3
(MFGM)». Elle agit comme un émulsifiant naturel permettant à la matière grasse, hydrophobe, de demeurer dispersée dans le plasma du lait. La MG est présente dans le lait sous forme d’une émulsion de globules gras (Sabine et al 2000).
- Minéraux
Les minéraux se présent dans le lait à environ 7 g/l. Ils sont importants d’un point de vue nutritionnel et technologique. En effet, le lait contient tous les éléments minéraux indispensables à l’organisme : le calcium, le phosphore, le magnésium, le potassium, le sodium et le chlore.
La matière minérale n’est pas exclusivement sous la forme de sels solubles (molécules et ions) ; une partie importante se trouve dans la phase colloïdale insoluble (micelles de caséines).
On constate que la composition minérale est variable selon les espèces les races et le moment de la lactation. Le lait contient également les oligo-éléments indispensables pour l’organisme humain tels que le zinc, le fer, le cuivre, le fluor et l’iode (Court et al., 2010).
- Vitamines et enzymes Vitamines
Les vitamines sont des substances biologiques indispensables à la vie puisqu’elles participent comme cofacteurs dans les réactions enzymatiques et dans les échanges à l’échelle des membranes cellulaires. L’organisme humain n’est pas capable de les synthétiser (Charol et Vignola , 2002).
Le lait et ses dérivés sont des sources assez riches en vitamine A, B12 et B2; un peu moins en vitamine B1 et B6 .Par contre, ils ne contiennent que peu de vitamines E, et acide folique (vitamine C) (Romain ,2008).
Enzymes
Ce sont des substances organiques de nature protéiques, produites par des cellules et agissant comme catalyseurs dans les réactions biochimiques. Environ 60 enzymes principales ont été répertoriées dans le lait. Une grande partie se retrouve dans la membrane des globules gras, mais le lait contient de nombreuses cellules (leucocytes, bactéries) qui élaborent des enzymes .
Ces enzymes peuvent jouer un rôle très important en fonction de leurs propriétés :
-Lyses des constituants originels du lait ayant des conséquences importantes sur le plan technologique et sur les qualités organoleptiques du lait (lipase, protéase).
Chapitre I Généralités sur le lait
Page 4
- Rôle antibactérien, elles apportent une protection au lait (lactopéroxydase et lysozyme).
-Indicateurs de qualité hygiénique de traitement thermique (phosphatase alcaline, peroxydase, sont des enzymes thermosensibles) ( Benhadane, 2012).
2. 1.Facteurs de variations de la composition du lait
Le lait qui arrive à l’usine, ayant une composition variable, dépend de différents facteurs. Ces principaux facteurs de variation sont bien connus. Ils sont soit intrinsèques liés à l’animal (facteurs génétiques, stade de lactation, état sanitaire, etc.), soit extrinsèques liés au milieu et à la conduite d’élevage (saison, climat, alimentation) (Wolter, 1988).
Facteurs intrinsèques Facteurs génétiques
Il existe des variations importantes de la composition du lait entre les différentes races laitières et entre les individus d’une même race. D’une manière générale, les fortes productrices donnent un lait plus pauvre en matières azotées et en matière grasse (Veisseyre, 1979).
Stade de lactation
Les teneurs du lait en matières grasses et protéiques évoluent de façon inverse à la quantité du lait produite. Elles sont élevées en début de lactation (période colostrale), elles chutent jusqu’à un minimum au 2ème mois de lactation après un palier de 15 à 140 jours. Les taux croissent plus rapidement dans les trois derniers mois de lactation (Ghaouese ,2011).
Age
Le vieillissement des vaches provoque un appauvrissement de leur lait, surtout en caséines. Ces variations dans la composition sont attribuées à la dégradation de l’état sanitaire de la mamelle ; en fonction de l’âge, le nombre de mammites croit et la proportion de protéines solubles augmente en particulier celles provenant du sang (Mahieu, 1985).
Etat sanitaire
Lors d’infection, les leucocytes réalisent une réaction immunitaire importante qui induit des modifications considérables dans la composition du lait. Les mammites sont les infections les plus fréquentes dans les élevages laitiers , elles sont à l’origine d’une modification des composants du lait avec
Chapitre I Généralités sur le lait
Page 5
pour conséquence, une altération de l’aptitude à la coagulation des laits et du rendement fromager (Toureau et al, 2004).
Facteurs extrinsèques Alimentation
L’alimentation joue un rôle important ; elle permet d’agir à court terme et de manière différente sur les taux de matière grasse et de protéines. En effet, selon
Coulon et Hoden (1991), le taux protéique varie dans le même sens que les
apports énergétiques. Il peut aussi être amélioré par des apports spécifiques en acides aminés (lysine et méthionine). Le taux butyreux(TB), il dépend à la fois de la part d’aliment concentré dans la ration, de son mode de présentation et de distribution ( finesse de hachage, nombre de repas, mélange des aliments).
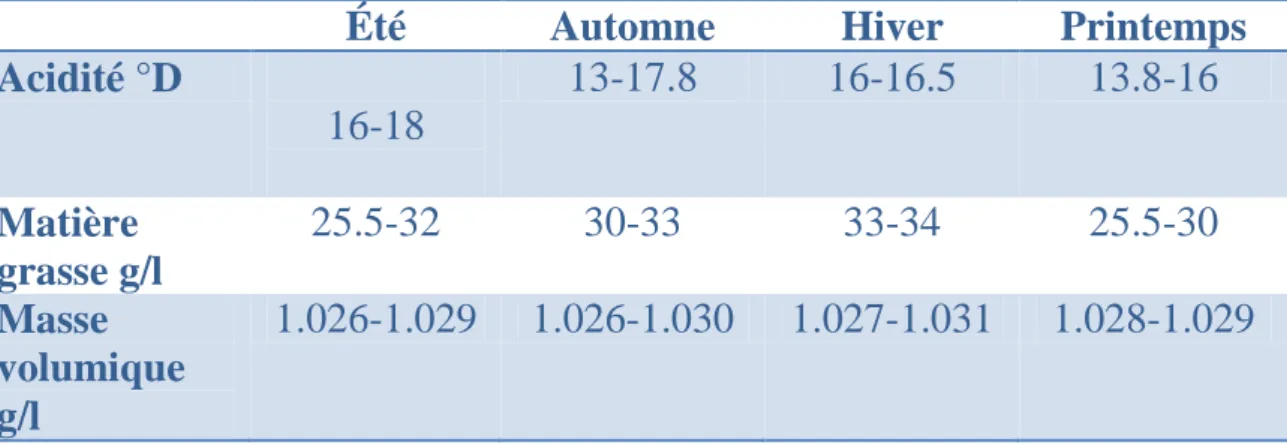
Saison et climat
A partir des travaux réalisés par Spike et Freeman en 1967 cité par Coulon et al ; (1991), il a été montré que la production laitière est maximale au mois de juin et
minimale en décembre. A l’inverse, les taux butyreux et taux protéique du lait sont les plus faibles en été et les plus élevés en hiver.
3. La classification du lait
L’évolution des processus technologiques et les techniques de conservation permet l’apparition des différents types de laits variés selon la composition, la qualité nutritionnelle et organoleptique et leurs durées de conservation (Mahaut et
al, 2000)
Selon Mahaut et al, (2000), les laits destinés à la consommation humaine peuvent être classés en deux catégories :
Lait non traité thermiquement : lait cru et le lait microfiltré. Lait traité thermiquement : lait pasteurisé et le lait stérilisé.
-Lait cru
Sa production et sa commercialisation sont très contrôlées, elles doivent provenir d’animaux sains et d’exploitation soumises à un contrôle vétérinaire et sa préparation effectuée dans des conditions hygiéniques satisfaisantes
Chapitre I Généralités sur le lait
Page 6 -Lait microfiltré
La microfiltration permet d’éliminer 95 à 99% de la flore bactérienne. Cette technique permet de conserver les macromolécules protéiques de lait (Lafitedupont,
2011).
L’introduction de la microfiltration permet de doubler la date limite de conservation par rapport à des laits pasteurisés (Romain, 2008).
-Lait pasteurisé
La pasteurisation du lait a pour but de détruire les microorganismes pathogènes, elle se fait soit par pasteurisation basse (62-65C°/30min), soit par pasteurisation haute (71-72C°/15-40 sec pour le lait cru de bonne qualité et une flache pasteurisation (85-90 C°/1-2 sec) pour les laits crus de mauvaise qualité (Kabir,
2015)
-Lait stérilisé
Selon les procédés de stérilisation on distingue deux types de lait stérilisé
(Ghaoues, 2011). Lait stérilisé
C’est un lait stérilisé après conditionnement par la chaleur, laquelle doit détruire les enzymes et les microorganismes pathogènes. La stérilisation est réalisée à une température de 100 -120°C pendant 20 min.
Lait stérilisé UHT
C’est un lait traité par la chaleur qui doit détruire les enzymes et les microorganismes pathogènes avant le conditionnement. Le traitement thermique est réalisé à 135-150°C pendant 2s à 5s.
-Le lait en poudre
La poudre du lait est produite par l’évaporation de l’eau du lait, cette déshydratation assure sa longue conservation dans les emballages fermés à l’abri de l’air et l’humidité (Lafitedupont, 2011)
4. Principales caractéristiques du lait 4.1. Caractéristiques organoleptiques
Le lait est un liquide biologique comestible deux fois plus visqueux que l’eau, opaque, blanc, d’une saveur douceâtre, d’odeur peu accentuée (Kabir, 2015).
Chapitre I Généralités sur le lait
Page 7 4.2. Caractéristiques physico-chimiques
Le lait est un milieu contenant essentiellement le lactose . Des minéraux et des éléments dispersés , de nature lipidique (globules gras) et protéique (micelles de caséines). Les propriétés nutritionnelles et technologiques (stabilité thermique, aptitude à la transformation fromagère et beurrière) dépendent pour une part importante des caractéristiques physico-chimiques de chacune des phases
(Mahaut et al ; 2000).
4.2.1. Masse volumique et densité de lait
La masse volumique est le plus souvent exprimée en gramme par millilitre ou en kilogramme par litre. La densité moyenne des laits mesurée à 20°C est entre 1.028 et 1,030. Cette propriété physique varie selon la teneur en matière sèche, en matière grasse, de l’augmentation de la température et des disponibilités alimentaires (Charol et Vignola ,2002).
4.2.2. Acidité du lait
Dés sa sortie du pis de la vache, le lait démontre une certaine acidité. Cette acidité naturelle est due principalement à la présence des protéines, surtout les caséines et aux substances minérales telles : les groupes phosphate, les dioxyde de carbone et les acides organiques. L’acidité développée est due à l’acide lactique formé au cours de la fermentation lactique, elle est de 15 à 17° Dornic dans les conditions normales (1 degré Dornic (°D) correspond à 1 mg d’acide lactique dans 10 ml de lait. Elle permet de juger l’état de conservation de lait (Benayache, 2016).
4.2.3. Point de congélation
Neville et Jensen (1995) ont pu montrer que le point de congélation du
lait est légèrement inférieur à celui de l'eau pure puisque la présence de solides solubilisés abaisse le point de congélation. Cette propriété physique est mesurée pour déterminer s'il y a addition d'eau au lait. Sa valeur moyenne se situe entre - 0.54 et - 0.55°C. De légère fluctuation dues aux saisons, à la race de la vache, à la région de production est observé. D’une manière générale ,tous les traitements du lait ou les modifications de sa composition qui font varier leurs quantités entrainent un changement du point de congélation (Ghaoues, 2011).
Chapitre I Généralités sur le lait
Page 8 4.2.4. Point d’ébullition
On définit le point d’ébullition comme la température atteinte lorsque la pression de vapeur de la substance ou de la solution est égale à la pression appliquée. Ainsi, comme pour le point de congélation, le point d’ébullition subit l’influence de la présence des solides solubilisés, il est légèrement supérieur au point d’ébullition de l’eau, soit 100,5°C. Cette propriété physique diminue avec la pression, on applique ce principe dans le procédé de concentration du lait (Charol et
Vignola ,2002).
Tableau 1: caractéristiques physiques du lait cru (Djouadi, 2014).
Caractéristique Valeurs pH (20c°) Densité (g /ml) Acidité titrable (D°) Point d’ébullition (°C) Point de congélation (°C ) 6.5 à 6.7 1.028 à 1.032 15 à 17 100.5 -0.51 à -0.55
Chapitre II Généralités sur le fromage
Page 9 1. Définition de fromage
Le fromage est un produit fermenté ou non, affiné ou non, obtenue à partir des matières d’origine exclusivement laitière : lait, lait partiellement ou totalement écrémé, matière grasse, utilisé seul ou en mélange et coagulé en tout ou en partie avant égouttage ou après élimination partielle de la partie aqueuse. La teneur minimale en matière sèche (MS) du produit doit être de 23% pour 100g de fromage
(Patrick, 2010).
2. Les étapes de production de fromage
Figure 01 : Les différentes étapes de fabrication de fromage à pâte molle (Forquin, 2010)
3. Classification des fromages
Il existe une grande variété des fromages qui différent par le goût, l’odeur, la texture ou la forme. Cette variété dépend de plusieurs paramètre liés à l’origine du lait, la matière dont le lait est transformé, et de son traitement thermique.
On peut classer les fromages en 3 catégories différentes :
3.1. Fromages à pâte fraiche
Un fromage à pâte fraiche a une texture molle granuleuse ou lisse, crémeuse et veloutée. C’est un fromage peut égouttés caractérisé par une teneur très élevée de l’humidité et une teneur de 60 à 80% de la matière grasse (Majdi ,2009)
Chapitre II Généralités sur le fromage
Page 10 3.2. Fromage à pâte pressées
Ce sont des fromages dont le caillé est pressé après soutirage, puis mis à l’affinage. Dans cette catégorie, on peut distinguer les fromages à pâte pressée non cuite et les fromages à pâte pressée cuite (pâte dur, le caillé chauffé à 65 C°) (Majdi,
2009).
3.3. Fromage à pâte molle
Le fromage à pâte molle est un camembert affiné en surface par les moisissures. La texture de ce type de camembert est molle caractérisée par une couleur du blanc cassé allant au jaune pâle. Une croute molle recouverte des moisissures blanches.
(Mdahou, 2017)
Tableau 02: Composition moyenne comparée du lait et de fromage (Alais et Linden, 1993).
Le composant Lait Fromage
EAU Environ 87% -Eliminée en partie par la fabrication. Teneur en eau : 50% pour la pâte molle.
Glucides -lactose 5 %
Les ferments lactique
transforme le lactose en acide lactique, ce sucre peut être également transformé en alcool.
- Pratiquement éliminé avec l’eau par la fabrication.
Lipides -Environ 4%
Sous forme des globules gras très petit en émulsion dans le liquide
- Ce trouvent dans la majorité des fromages sauf dans les fromages maigre :
23%fromage a pâte molle. 30% fromage a pâte dure.
Protéines -environ 3.5%.
Les plus importante en qualité sont les caséines : 3%
Les protéines de sérum sont aussi non négligeables.
- Les caséines coagulant avec la présure, cet l’élément essentiel de tous les fromages :
18 % fromage à pate molle.
Minéraux -Très intéressante valeur minérale car très riche en calcium et en phosphore. Le calcium étant abondant que le phosphore.
-contient aussi potassium et chlorure de sodium.
- pas de fer.
- Grande richesse en calcium et en phosphore.
- Plus au moins riche en chlorure de sodium selon leur fabrication.
Chapitre II Généralités sur le fromage
Page 11
Vitamines - B1 en petite quantité.
- B2 assez importante.
- C en quantité variable dans le lait, mais pratiquement détruite au contacte de l’air durant les manipulations, le transport, la pasteurisation Et l’ébullition. - A en quantité importante dans la matière grasse. - D en quantité variable selon la saison.
- Les fromage a pate molle sont de bonne source de vitamine B , du fait des synthèses réalisées par les moisissures.
- A ce trouve dans le fromage selon la teneur en matières grasses.
4. Généralités sur le camembert 4.1. Historique
C’est le plus célèbre des fromages originaire français. En raison de sa vogue immense au prés des consommateurs, il est fabriqué aujourd’hui dans la plus part des régions laitières françaises.
Ce produit attaché au nom de Marie Harel qui exploitait en 1791 dans sa ferme de camembert. Pour les uns, Marie Harel est la créatrice du camembert, mais pour Thomas Corneille qui a mentionné dans son Dictionnaire (1708) le fromage de Camembert était déjà vendu en 1702 sur les marchés de Vimoutiers et d'Argentan et sa fabrication en était faite par les fermières de la région (Desfleurs, 1968).
4.2. Définition
Selon la NORME CODEX POUR LE CAMEMBERT (CODEX STAN
283-1978), le Camembert est défini comme étant un fromage à pâte molle, affiné en
surface, principalement par des moisissures, il se présente sous la forme d’un cylindre plat ou de morceaux dudit cylindre. La pâte a une couleur allant du blanc cassé au jaune pâle et une texture molle mais non friable, affinée de la surface au centre du fromage. Il a un diamètre de 10 à 11 cm et une épaisseur de 3 cm. Il renferme au moins 40 % de matière grasse et 110 g de matière sèche.
Chapitre II Généralités sur le fromage
Page 12 4.3. Composition et valeur nutritionnelle
Selon son mode d’élaboration, le Camembert renferme 30 à 50 % de matière azotée / matière sèche. Il s’inscrit ainsi parmi les meilleures sources alimentaires de protéines ayant une digestibilité élevée (Mietton, 1995).
De plus, la haute valeur biologique de ses protéines lui est conférée tant par sa composition équilibrée en acides aminés, que par sa propriété de former une pâte fromagère très appréciée par les consommateurs dans de nombreuses régions du monde.
La matière grasse du Camembert (25 à 40%) conditionne l’onctuosité de la pâte et constitue une source importante de la flaveur conférée au produit fini (Neelakanten et al., 1971).
Concernant le lactose, il faut noter que les fromages affinés sont pratiquement dépourvus de glucides car la faible quantité de lactose, restant dans le caillé après égouttage, est transformée en acide lactique au cours de l’affinage.
Pour les autres nutriments, le Camembert constitue un apport important en calcium(200 à 700 mg/ 100g), en phosphore, en sodium et en vitamines (notamment du groupe B) (ECK, 1990).
5. Les différentes étapes de fabrication du camembert 5.1 .Nature de la matière première
La fabrication du fromage à pâte molle type Camembert exige l’emploi d’un lait de haute qualité bactériologique et physico-chimique. Ainsi, dans les pays à grandes traditions fromagères tel que la France, ce fromage est élaboré, soit directement à partir du lait cru, soit à partir du lait pasteurisé. Dans les pays où la production en lait cru est déficitaire (cas de l’Algérie où cet apport ne couvre que 40% des besoins), il fait appel au lait recombiné, constitué de produits d’importation (poudre de lait ) auxquels sont additionnés des volumes appropriés d’eau de reconstitution.
Remeuf et al, (1991) indiquent d’autre part que l’aptitude à la transformation du lait
en fromage est dépendante d’un certain nombre de paramètres dont :
Chapitre II Généralités sur le fromage
Page 13 5.2. Traitements préliminaires du lait
Aussitôt leur réception à l’usine, les laits sont triés en éliminant ceux impropres à la transformation fromagère (laits plus ou moins acides ayant une charge microbienne importante). Après un entreposage à basse température (3-4°C), ils vont subir certains traitements technologiques (dont notamment l’homogénéisation et le traitement thermique) qui ont pour objectifs de permettre l’obtention d’un produit dérivé de qualité appréciable et ce avec un bon rendement de fabrication (Ouali;2003).
5.2.1. La standardisation
Elle consiste à donner au lait la composition correspondante à celle du fromage à élaborer. Elle est réalisée par un ajustement de la teneur en matière grasse (28 g/l) et parfois du taux des protéines (qui doit être supérieur à 31 g/kg de fromage) (Bertrand, 1988).
5.2.2. L’homogénéisation
C’est une action mécanique réalisée à une température supérieure à 60 °C dans un homogénéisateur. Elle a pour but de stabiliser l’émulsion de la matière grasse du lait par la réduction du diamètre des globules gras à environ 1 micron et ce grâce à une pression exercée sur le lait de 100 à 200 bars (Ouali, 2003).
5.2.3. Les traitements thermiques
Les laits mis en œuvre dans l’industrie fromagère subissent des traitements thermiques préalables dont l’importance se manifeste dans leur stabilisation . Selon la température atteinte et la durée du chauffage, le traitement thermique utilisé influe, d’une part, sur la concentration de la flore microbienne initiale et, d’autre part, sur la composition physico-chimique du lait. Les modifications qui en découlent engendrent dans la plupart des cas un changement des caractéristiques du lait et conditionnent pour une grande part la qualité du produit fini ,en particulier sa valeur nutritive (ECK ; 1990).
Ainsi, la thermisation (traitement qui a lieu à 64°C pendant 15 à 20 secondes) est surtout utilisée pour détruire les bactéries psychrotrophes, qui se développent dans un lait ayant subi, soit une réfrigération à la ferme, soit un stockage réfrigéré au niveau de la fromagerie. Ces bactéries surtout les espèces des genres : Pseudomonas et Flavobacterium , produisent des lipases et des protéases exocellulaires résistantes à la pasteurisation (72-74°C, 15-20 sec) et
Chapitre II Généralités sur le fromage
Page 14
même à la stérilisation UHT (132°C, 1-2 sec) (Lenoir et al., 1983). Ces enzymes peuvent être responsables de goûts désagréables (malté, amer, rance), et de pertes de rendements fromagers.
Comme ce traitement ne peut présenter une protection sûre pour la santé du consommateur, car il ne détruit que partiellement les germes dangereux
(Bertrand, 1988). Il est souvent fait recourt dans les industries fromagères à
la pasteurisation qui présente l’avantage de détruire la totalité des germes pathogènes susceptibles de se trouver dans le lait et de réduire sa flore banale
(Ouali, 2003).
Pour cela, des barèmes appropriés (température /temps de chauffage) ont été proposés
- Pasteurisation basse (63 °C pendant 30 minutes).
- Pasteurisation haute (72°C pendant 20 secondes) (Luquet, 1990).
5.3. Les étapes clés de la fabrication du Camembert
L’élaboration de ce type de fromage à caractéristiques organoleptiques particulières passe par la réussite de nombreuses étapes technologiques dont principalement : l’ensemencement – maturation, la coagulation, l’égouttage et enfin l’affinage.
5.3.1. La phase d’ensemencement – maturation
Le lait (un petit volume) est ensemencé par des ferments lactiques mésophiles à une dose de 1,5 à 2% . Un temps de maturation suffisant est laissé dans le but de permettre la multiplication et le développement des souches de bactéries lactiques inoculées Une fois ses souches réactivées, le levain servira à ensemencer les grandes cuves de coagulation (Ouali, 2003).
On introduit également des levains fongiques qui jouent un rôle important dans le phénomène de l’affinage. Il s’agit de spores de Penicillium
Camemberti, Penicillium caseicolum ainsi que Geotrichum candidum (Ouali,
2003).
5.3.2. La coagulation
La coagulation correspond à une déstabilisation des micelles de caséines qui floculent puis se soudent pour former un gel emprisonnent les éléments solubles du lait.
Chapitre II Généralités sur le fromage
Page 15
En distingue trois types coagulation : - Coagulation acide
Elle consiste a précipiter les caséines à leurs point isoélectrique (pH=4,6) par acidification biologique à l’aide des ferments lactiques qui transforment le lactose
(Romain et al, 2008).
- Coagulation par voie enzymatique (présure)
Elle consiste à transformer le lait de l’état liquide à l’état de gel par action d‘enzyme protéolytiques, d’origine animale, végétale ou microbien, qui ont la propriété de coaguler le lait (KHoualdi, 2017).
- Coagulation mixte
Elle résulte de l’action conjuguée de la présure et de l’acidification. La multitude de combinaisons conduisant à différents états d’équilibres spécifiques est à l’origine de la grande diversité des fromages à pâtes molle et à pâte pressés (Romain et al.,
2008).
5.3.3. Egouttage
L’egouttage est un phénomène complexe qui correspond à l’expression des phénomènes peu connus. Macroscopiquement l’égouttage se traduit par une élimination importante du lactosérum et s’accompagne d’une rétraction et d’un durcissement du gel : il conduit à l’obtention d’une masse de caillé dont l’extrait sec est plus au moins concentré et qui correspond au fromage formé.
Ce phénomène physique de séparation de la phase dispersante, fréquente dans le système biologique est appelé le synérèse (Ramet, 1997).
5.3.4. Salage
Le salage est une étape essentielle dans la fabrication du fromage, car le fromage non salé est pratiquement insipide. Le sel joue également un rôle majeur dans la texture, la saveur et la qualité microbienne des fromages. Celui-ci inhibe la croissance de certaines bactéries, qui sont nocifs pour le fromage et qui cause sa détérioration, en particulier sur la surface. D’autre part, il permet la sélection de la flore d’affinage. Il règle l’activité de l’eau du fromage qui oriente et freine les développements microbiens et les actions enzymatiques au cours de l’affinage
Chapitre II Généralités sur le fromage
Page 16 5.3.5. Affinage
L’affinage correspond à une phase de digestion enzymatique sous l’action d’enzymes, pour la plupart élaborées par la flore microbienne présente. Les constituants du caillé sont dégradés. La pâte est ainsi modifiée dans son aspect, sa texture et sa consistance, ce qui lui permet de passer sous la forme d’un produit élaboré dénommé fromage (KHoualdi, 2017).
L’affinage est en fait la résultante de trois principales actions biochimiques qui se déroulent simultanément à savoir :
- la dégradation des protéines. - l’hydrolyse de la matière grasse.
- la fermentation du lactose (Romain et al, 2008).
- La fermentation du lactose
Le lactose peut être métabolisé par de nombreux microorganismes présents dans le lait et les pâtes fromagères. La première étape est la pénétration de glucide à travers la membrane ce qui peut être effectué par des systèmes de transport différents. Ensuite, le lactose phosphorylé ou non au cours de cette étape va être dégradé soit presque totalement en acide lactique (voie homofermentaire), soit en acide lactique, CO2 et éthanol (voie hétérofermentaire) (Romain et al, 2008).
- Protéolyse
Les protéines de caillé peuvent être métabolisées soit par l’action des enzymes protéolytiques du lait, soit par la présure ou par l’action des enzymes bactériennes et mycéliennes. Les acides aminés produits au cours de métabolismes de caillé seront décarboxylés et désaminés avec production d’ammoniac. (Leyral et al., 2007)
- Lipolyse
La dégradation des lipides se fait soit par l’action des bactéries telles que les lactocoques ou par l’action des enzymes. Dans ce cas, les estérases hydrolysent des esters formés avec les acides gras à chaines courtes (C2-C8) et les lipases qui sont actives sur des substances émulsifiées contenant des acides gras à chaines longues
Chapitre I Matériels et méthodes
Page 17
1
. Présentation générale de la laiterie « LA VALLEE »La laiterie de la VALEE est une entreprise à grande intérêt publique, c’est une société à responsabilité limité(SARL) spécialisé dans la production et la commercialisation du lait pasteurisé et l’ben en sachet souple. Crée par les frères ZEGGANE en 1999 en réponse au manque de lait pasteurisé dans la wilaya de Bejaia, elle est entrée en production à partir d’avril 2001. Elle se situe dans la commune de Tazmalt à 80 km du chef lieu de la wilaya de Bejaia, bordée par les commune de :Beni-Mlikeche au nord, Boudjellil au sud, Akbou à l’est et Chorfa à l’ouest, elle s’étale sur une surface totale de 2000 m² y compris les garages de stockages aménagés, les laboratoires d’analyses (physico-chimiques et bactériologiques) et les services d’administration.
Depuis sa création et grâce à la qualité de ses produits, le respect de la qualité de froids et les exigences des conditions d’hygiène tel que la désinfection quotidienne du matériel la laiterie la VALLEE a réussi à se positionner sur le marché national Algérien.
Les produits fabriqués par l’unité sont :
Lait pasteurisé partiellement écrémé en sachet de 1 L depuis 2001 L’ben (sachet de 1 L) depuis 2002
Fromage à pâte molle type Camembert (grand modèle de 250 g et petit modèle de 125g) depuis 2011 nommé le RURLE.
Chapitre I Matériels et méthodes
Page 18
2. Matériel
2.1. Appareillage
- Agitateurs (Allemagne)
- Bain-marie (MEMMERT, Allemagne)
- Balance de précision (Denver Instrument, Allemagne) - Butyromètre de GERBER (Allemagne)
- Centrifugeuse (SIGMA, Allemagne) - Dessiccateur (Kartelp, Italy)
- Etuve (MEMMERT, Allemagne) - PH-mètre (INOLAB, Allemagne) - Réfrigérateur (IRIS, France)
2.2. Petits matériel
- Verrerie (béchers en plastic, fioles jaugées, fioles à vide, pipettes graduées, burette de précision),
-Pissette -Mortier
- Capsule en verre et en aluminium
2.3. Produits chimiques et réactifs * Solvants
Acide sulfurique, Alcool isoamylique, Chlorure de calcium et la soude coustique.
*Colorants et réactifs divers Phénolphtaléine
3. Méthodes
3.1. Protocole de fabrication du camembert industriel
Environ 800 l de lait cru sont réceptionnées et stockées dans des cuves de maturation destinées à la fabrication du camembert.
3.1.1. Matières premières
- La poudre du lait : Selon la réglementation, les poudres de lait sont des produits
résultant de l’enlèvement partiel de l’eau du lait. On répartit les poudres du lait en trois catégories : la poudre de lait entière, la poudre de lait partiellement écrémée et la poudre de lait écrémée (Michel et al ,2002).
Chapitre I Matériels et méthodes
Page 19
Une quantité de la poudre de lait a été prélevée à partir d’un sac dont l’emballage est parfaitement intact et ce pour les deux types de poudre utilisées.
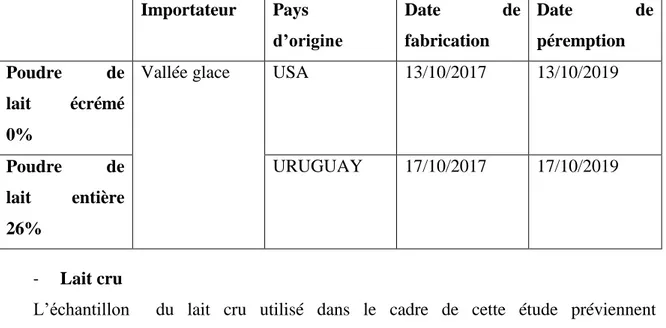
Tableau 03: Coordonnées relatives à la poudre de lait utilisé Importateur Pays d’origine Date de fabrication Date de péremption Poudre de lait écrémé 0%
Vallée glace USA 13/10/2017 13/10/2019
Poudre de
lait entière 26%
URUGUAY 17/10/2017 17/10/2019
- Lait cru
L’échantillon du lait cru utilisé dans le cadre de cette étude préviennent de vaches implantés dans la région de Bejaïa. Il été collecté à partir des vaches saines par les fermiers fournisseurs, Il est recueilli proprement dans des citernes en inox propres. Ces dernières sont transportées vers la laiterie où il est aussitôt analysé.
3.1.2. Traitements préliminaires du lait - Nettoyage du lait par filtration
Dans ce procédé, des membranes de filtration sont utilisées. Elle permettent de séparer les éléments en suspension ou en solution dans un liquide et de retenir les impuretés du lait.
- Pasteurisation
Le lait a été chauffé à une température de 80°C pendant 30 secondes afin de détruire la grande partie des germes pathogènes, suivi directement d’un refroidissement pour avoir un choc thermique qui détruit les spores.
3.1.3. Maturation-ensemencement
La maturation du lait consiste à ensemencer des ferments lactiques. C’est une maturation de période moyenne. Elle varie de 2 heurs à 4 heures et se fait à une température de 37 à 38°C. Cette maturation se fait par ensemencement de 3% des ferments lactiques mésophiles et thermophiles (3g pour chaque 100 l de lait) et l’ajout de 10% de CaCl2.
Chapitre I Matériels et méthodes
Page 20
Les conditions nécessaires pour l’inoculation du lait cru par les ferments sont une acidité de 14°D à 17 °D, une masse volumique de 1.027 à 1.033 et une température de 37.5 °C.
Un échantillon du lait, prélevé à partir de la cuve de maturation,et additionné de :
différents ferments de caillage (les ferments mésophiles, les ferments thermophiles)
ferments d’affinage (moisissure et levures)
Chlorure de calcium : pour la coagulation du lait (100 ml pour 1000l de lait)
3.1.4. L’emprésurage de lait
Cette étape correspond à l’addition de la présure (0.8% à 1 % dans 800 l de lait) dans des cuves caillage à 30 °C. La coagulation de lait est observée par l’apparition des grimauds .A partir de ce moment, on prend le temps de l’emprésurage.
3.1.5. Tranchage
Le tranchage de caillé à l’aide d’une tranche caillée afin de séparer le lactosérum qui va être éliminé.
3.1.6. Brassage
C’est une étape préparatrice du moulage. Elle permet de présenter le lactosérum comme un surnageant.
3.1.7. Moulage
Le moulage se fait dans des blocs moules qui sont constituées d’un plateau, un store en plastique, un moule et un rehausse.
3.1.8. Egouttage
Les blocs moles sont placées sur des tables d’égouttage afin d’éliminer le lactosérum, durant cette étape on réalise un 1ere retournement à 30°D et un 2eme retournement à 50°D.
3.1.9. Affinage et Emballage
- La 1ère étape d’affinage c’est la pulvérisation de camembert par un pénicillium d’affinage dans des chambres caractérisées par une température de 15 °C et une humidité de 90%.
- 2eme étape : le camembert est déplacé à une autre chambre (T° : 13 °C/Humidité : 90±2).
- La 3 ème étape : c’est le séchage pendant une nuit. Le stockage de camembert après emballage se fait à 4c°
Chapitre I Matériels et méthodes
Page 21 3.2. Evaluation de la qualité physico-chimique
Les différentes analyses réalisées dans cette étude, ont été menées au niveau du laboratoire biochimique et microbiologique de la laiterie du la vallée de Bejaïa.
3.2.1. Analyse physico-chimique de la matière première - Mesure du pH
Le pH est une mesure de l’activité des ions (H+) contenus dans une solution sa valeur est un indicateur de l’état de fraicheur ou sur la stabilité de lait mesuré à l’aide d’un pH- mètre à une température de 20 C°.
L’électrode plonger dans le produit à analyser ensuit la lecteure de la valeur du pH stabilisée après que on retirer l’électrode et le rincer avec de l’eau distillée.
-Détermination de l’acidité titrable
Dans un bécher, on prend 10ml du lait, on lui ajoute 2 à 3 gouttes de l’indicateur de phénolphtaléine. On ajuste la burette qui contienne la soude (NaOH) à 20, la soude est ajoutée jusqu’au virage au rose et la lecture correspond a la chute de burette.
Figure 03 : Dosage de l’acidité -Détermination de la masse volumique
La masse volumique nous renseigne sur le taux de matières solides et sur la viscosité du lait. Une éprouvette est remplis avec du lait jusqu’au bord. Ensuite, le lactodensimètre est plongé.
Si la T° lu est inférieur à 20 c° :
La masse volumique= la valeur lue -0.0002(T°- 20 C°). Si la T° est supérieur à 20 c° (par exemple : 23 c°) :
Chapitre I Matériels et méthodes
Page 22
La masse volumique =la valeur lue + 0.0002 (23 – 20).
Figure 04: Lactodensimètre
-Test de présence de l’amidon
Ce teste est basé sur la détermination de la présence ou l’absence de l’amidon dans le lait. Dans un bécher qui contient l’échantillon, 2 à 3 gouttes d’iode sont ajoutées, le changement de la couleur au bleu indique la présence de l’amidon dans le lait.
-Test de stabilité
Le principe de ce test est basé sur l’ébullition de lait cru sur la plaque une chauffante dans le but de déterminer la fraicheur et l’état de conservation du lait réceptionné.
-Test d’antibiotique
On met le milieu de culture (le βeta s.t.a.r Combo) dans le micro onde à 47.5°C pendant 2 min après l’ajoute à l’aide d’une micropipette 200 µL de lait et on règle l’appareil à 3 min.
La lecture des résultats se fait par des bandelettes où la présence de deux trait signifie un résultat positif et la présence de trois trais indique un résulta négative.
3.2.2. Analyse physico-chimique de produit fini -Détermination de l’acidité titrable du camembert
A l’aide d’une balance on mesure une quantité bien définie (1g ou 2g) de la pâte interne de camembert après élimination de la pâte externe. Après on ajoute une quantité suffisante de l’eau distillée pour dissoudre la pâte camembert.
On mélange bien l’eau distillée et le pesé da la pâte interne du camembert. Puis on ajoute 2 à 3 gouttes de phénolphtaléine 1 %.
Chapitre I Matériels et méthodes
Page 23 ESD=EST-MG
Le titrage de ce mélange est réalisé à l’aide de la soude (NaOH) jusqu’au virage au rose.
A la fin on détermine le volume du NaOH utilisé (chute de la burette) qui sera utilisé pour déterminer l’acidité avec la formule suivant :
é ×100
-Détermination de l’extrait sec total (EST) du camembert
La matière sèche du lait est le produit résultant de la dessiccation du lait par évaporation d’une certaine quantité d’eau du camembert et la pesée du résidu (NF
V04.282).
Placer la capsule en aluminium dans la balance et tarer pour mesurer leur poids après on va retirer cette capsule et l’étaler avec un pesé de 2 à 3 g de la pâte du camembert. Enfin, on introduit la capsule dans l’étuve à 103 °C (+2C°) pendant 4 heurs et la capsule est refroidie dans un dessiccateur puis pesées (NF V04.282).
EST= E2-MC / E1×100 EST : extrait sec total
E1: la masse en gramme de la capsule et la prise d’essai.
E2 : la masse en gramme de la capsule et de résidu après dessiccation et refroidissement.
Mc : la masse en gramme de la capsule vide.
-Détermination de l’extrait sec dégraissée
C’est le résultat de la déférence entre l’extrait sec total et la teneur en matière grasse et déterminer de la manière suivante :
EST : extrait sec total ESD : extrait sec dégraissée MG : Matière grasse
Chapitre I Matériels et méthodes
Page 24 -Détermination de la teneur en matière grasse
Le taux de la matière grasse de l’échantillon est déterminé selon la méthode acido-Butyrométrique. Le principe est basé sur la séparation de la matière grasse par centrifugation dans un butyromètre, la séparation de cette dernière en une couche claire transparente est favorisée par l’addition d’une petit quantité d’alcool iso amylique.
On introduit 10 ml d’acide sulfurique dans une cloche de butyromètre, puis on ajoute une quantité de l’échantillon (1ml de lait et 10 g pour le camembert), ensuit on ajoute 1ml d’alcool iso amylique et ferme la cloche à l’aide d’un butyromètre , puis on mélange jusqu’à la dissolution totale du mélange. Enfin en centrifuge pendant 6 minutes à 1200 tours / min.
Le résultat est exprimé en g/l et la lecture se fait directement sur le butyromètre.
Figure 05 : Butyromètre -Mesure de l’humidité
L’humidité est calculée par la formule suivant : Humidité (%) = 100- EST
3.3. Evaluation de la qualité microbiologique 3.3.1. Echantillonnage
Pour la matière première, à partir de la cuve de maturation, un seul échantillon est transporté au laboratoire d’analyse microbiologique. Par contre, pour le produit fini, 5 échantillons sont pris pour l’analyse.
Chapitre I Matériels et méthodes
Page 25
Les germes recherchés dans les différents échantillons au niveau du laboratoire d’analyses microbiologiques de la laiterie « la vallée » sont ceux cités dans le journal officiel de la république algérienne n° 35 du 27 mai 1998.
3.3.2. Analyses microbiologiques du lait (poudre, vache) et du camembert -La recherche des coliformes fécaux et totaux
Le milieu utilisé pour la recherche des coliformes est le désoxycholate
Prélever aseptiquement 1 ml du lait de la solution mère est le mettre dans des boites de Pétrie stériles et vide (et pour le camembert peser 10g de la pâte interne de camembert, ajuster de l’eau physiologique jusqu’a 100 ml et préparé la dilution 10-1
couler ensuite le milieu désoxycholate en surfusion et homogénéiser le tout et laisser le solidifier.
Une fois le milieu est solidifier, couler à nouveau une quantité de la même gélose (ensemencement en double couche).l’incubation des boites se fait pendant 24h à 44C °C pour les coliformes fécaux et à 30°C pour les coliformes totaux.
Incubation à 24h/ 44 c°. Incubation à 24h/ 30 C°
Figure 06: Dénombrement des coliformes totaux et fécaux dans le camembert.
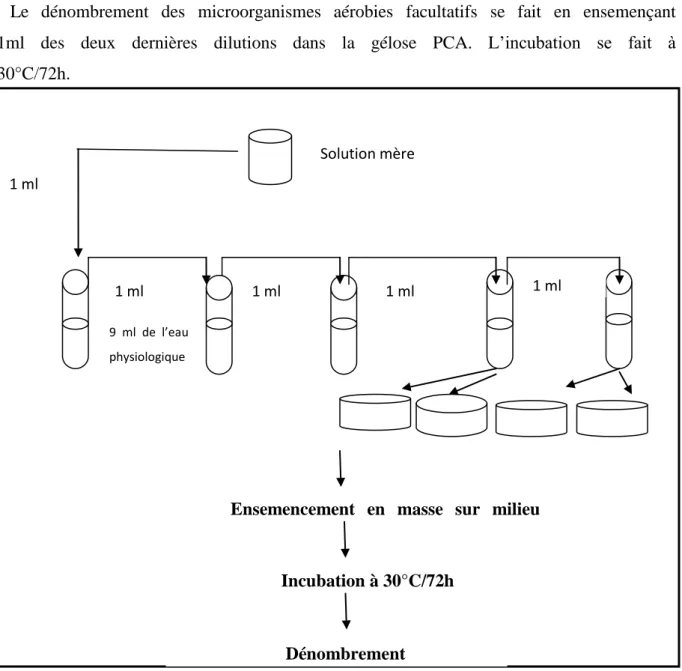
-Recherche et dénombrement des germes aérobies mésophiles (FTAM)
La flore aérobie mésophile totale renferme les microorganismes pathogènes saprophytes. Ensemencement en masse de 1 ml sur le milieu désoxycholate Ensemencement en masse de 1 ml sur le milieu désoxycholate 10-2 Solution mère 10 g de la pate camembert additionné de 90 ml de l’eau physiologique 10-1 Incubation à24h/ 44 c°. Incubation à 24h/ 30 C°
Chapitre I Matériels et méthodes
Page 26
Le dénombrement des microorganismes aérobies facultatifs se fait en ensemençant 1ml des deux dernières dilutions dans la gélose PCA. L’incubation se fait à 30°C/72h.
Figure 07: Dénombrement de la flore aérobie mésophile totale(FTAM) -Recherche et dénombrement de Staphylococcus aureus
Staphylococcus aureus fait partie de la flore de la peau et des muqueuses de
l’homme (Poutrel, 1992), sont les seules souches capables de produisent une entérotoxine protéique qui cause des intoxications alimentaires (Leyral et Vierling,
2007).
- Dans le cas de lait (lait cru ou lait reconstitué) on prélève une goutte de la solution mère à l’aide de l’anse stérile, l’ensemencement se fait en surface par la méthode des stries sur le milieu Chapman.
-Dans le cas de camembert en ensemence 0.1 ml de la dilution 10-2 sur le milieu Chapman et l’incubation à 37°C/24h. Solution mère 1 ml 1 ml 1 ml 1 ml 1 ml 9 ml de l’eau physiologique
Ensemencement en masse sur milieu PCA
Incubation à 30°C/72h
Chapitre I Matériels et méthodes
Page 27 Test confirmatif
La recherche de catalase consiste à mettre en contacte une colonie avec de l’eau oxygénée, dans le cas d’une catalase positive on note la présence d’une effervescence.
-Recherche des Clostridium sulfito-réducteurs (seulement pour le camembert)
La recherche des Clostridium sulfito-réducteurs est basée sur l’utilisation de milieu contenant du sulfite de sodium qu’ils réduisent en sulfure. Elles sont utilisées comme un témoin d’hygiène, leurs présence dans les aliments est indicateur d’une contamination fécale (Laurpent, 1997).
On prépare quatre tubes contenant chaque un 5 ml de la solution mère(une quantité de la pâte camembert +l’eau physiologique) ont les complète par 20 ml avec le milieu Viande Fois en surfusion.et leur incubation à 44°C/72h.
3.4. Protocole de fabrication de camembert à base de lait reconstitué 3.4.1. Préparation du lait reconstitué
On a préparé le lait reconstitué à partir de deux types de la poudre (4.520 kg de la poudre entière 26% et 480g de la poudre écrémé 0 %) qui sont dissout dans 36 L de l’eau pasteurisé.
3.4.2. Chauffage et refroidissement
Le chauffage de lait à 100 °C pendant 30 min ,afin d’éliminé tout les germes pathogènes thermophiles puis un refroidissement à 6°C pendant une nuit.
3.4.3. L’ajout des ferments d’acidification et les ferments d’affinage et le CaCl2
Après 24h le lait est chauffé à 38 °C et inoculé par 3 % des ferments (ferments thermophiles et mésophiles) et les ferments d’affinage.
Les ferments lactiques d’acidification
-les ferments thermophiles : elles assurent la production d’une faible quantité
d’acide lactique et la stabilisation du fromage, les ferments utilisés sont :
Streptococcus thermophilus
Streptococcus salivarus subsp thermophilus
-les ferments mésophiles : ce sont des bactéries qui assurent la production d’acide lactique et du CO2 avec la production de flaveur.
Chapitre I Matériels et méthodes
Page 28
Les ferments d’affinage
-la levure Debaryomyces hansenii (DH LY010D) : elle participe à la désacidification des caillés en consommant le lactose et l’acide lactique, elle se caractérise par les activités enzymatiques suivants : caséolitique, aminopeptidasique, dégradation des triglycérides, assimilation et fermentation des sucres. En même temps, elle joue un rôle de protection contre les contaminants, elle est utilisée comme un agent d’affinage pour le croûtage des fromages.
-Staphylococcus xylosus : cette bactérie a une activité enzymatique contribue au
développement rapide et l’amélioration de la saveur et de la texture du fromage et elle peut inhiber les microorganismes potentiellement contaminants.
-Geotrichome candidium : c’est un agent clé dans la maturation du fromage, il
influence beaucaux plus l’aspect, la structure et la saveur du fromage. Il est utilisé en association avec p.cadidium.
-Penicilium candidum :(connu également sous le nom de P.camemberti), est un
ferment d’affinage pour des fromages à pâte molle, elle permet l’obtention d’une couverture mycélienne sur des caillés à pâte molle jusqu’à la date limite de consommation du fromage. Elle permet en générale d’augmenter la croissance des autres moisissures et de développer une apparence de blancheur.
3.4.4. L’emprésurage
La présure commerciale (MARZYME® ;Danisco,Danemark 710-739 IMCU/ml) sous forme de poudre est ajouté en raison de 0.4 % pour 36 l de lait après sa préparation dans 10 ml de l’eau pasteurisé et une petite quantité de sel. La présure provoque la coagulation à une température allant de 36°C à 38°C.
Durant cette étape, la coagulation du lait était trop lente par rapport au lait de vache avec un temps de pressurage qui dépasse 15 min.
3.4.5. Tranchage, brassage et soutirage de lactosérum
Après coagulation, le caillé est tranché verticalement et horizontalement. Le tranchage est suivi d’un brassage qui permettre au lactosérum de remonter à la surface et au caillé de précipiter.
3.4.6. Le moulage-égouttage
Durant cette étape le caillé est versé dans des moules de formes arrondie grand modèle pour permettre l’égouttage du lactosérum. Après 30 min de moulage
Chapitre I Matériels et méthodes
Page 29
nous avons effectué le premier retournement, suivi du deuxième retournement après 8 h.le démoulage est effectuée après 24 h de fabrication.
Figure n° 08 : Moulage de fromage (Benloucif et al ,2016).
3.4.7. Le salage
Le salage des pièces de camembert se fait dans des chambres à une température de 15 °C à l’intérieure des cuves qui contiennent la saumure qui est préparée à base de 22 kg de NaCl et 100l de l’eau.
Le camembert est plongé dans la saumure pendant 10 à 15 min, cette étape permet le soutirage du lactosérum et la sélection des microorganismes d’affinage.
Figure 09 : Salage en saumure
3.4.8. L’affinage
C’est la dernière phase de fabrication du camembert qui lui permet d’acquérir une saveur caractéristique. Elle se fait dans des conditions particulières de température de l’ordre de 13°C et d’humidité entre 80-90% et d’aération pendant 12 jours.