Faculté des Sciences Economiques Avenue du 1er-Mars 26
CH-2000 Neuchâtel www.unine.ch/seco
PhD Thesis submitted to the Faculty of Economics and Business Enterprise Institute
University of Neuchâtel
For the degree of PhD in Management by
Francesco GALLMANN
Accepted by the dissertation committee:
Prof. Gerald Reiner, University of Neuchâtel, Universität klagenfurt, thesis director Prof. Jean-Marie Grether, University of Neuchâtel
Prof. Hameri Ari-Pekka, HEC Lausanne Dr. Valeria Belvedere, Bocconi University, Italy
Defended on 26 June 2015
SERVICE LEVEL improvement through LEAD TIME reduction
and INVENTORY optimization
ABSTRACT
This Ph.D. thesis aims to understand, first, why some companies excel at logistics service level while others do not and, second, how to improve logistics service level. More in detail, the goal of this research is to investigate and analyse both the drivers and the obstacles of logistics service level excellence.
Logistic service level represents increasingly today, in very competitive markets and in the presence of very demanding customers, a crucial element for differentiation and a source of competitive advantage in many different businesses. There are different facets of logistics service level, defined as a bundle of different attributes. This thesis has focused on two of them:
speed and inventory availability.
Given the nature of the research objectives developed, an exploratory case study research methodology has been chosen to gain an in-depth understanding of a phenomenon: drivers and obstacles of service level improvement. First, lead time reduction has been investigated through
make-to-order cases. The focus has been, first, on manufacturing lead time, analysed through a
single in-depth case study, and then has moved to order-to-delivery lead time, studied through a multiple case study research. Second, inventory availability has been investigated through multiple make-to-stock cases.
The first output, a theoretical contribution, of this thesis consists of a conceptual foundation for theory development concerning logistics service level improvement. Three frameworks, focused respectively on manufacturing and order-to-delivery lead time reduction and inventory availability improvement, have been developed combining the knowledge emerged from the literature, the case studies and the observations and the experience of the researcher.
The second finding, a practical contribution, is that, although lead time reduction is increasingly today a key driver for competitive advantage or even for survival in many different businesses,
there is still substantial room for improvement and, more dangerously, managers are often unaware of this opportunity. In addition, this research highlights that the main obstacles of lead time reduction seem to be more related to other management areas, such as people behaviour, organisation and accounting, than to technical operations management issues. As far as inventory availability is concerned, the main practical finding is that managers should not only focus on inventory management, but also to other related processes such as warehouse management and forecasting and that there are different ways, not a single recipe, to reach logistic service level excellence.
KEYWORDS:
Service level, lead time, speed, agility, availability, inventory management, warehouse management, quick response manufacturing, lean, logistics, operations, supply chain.
MOTS CLES:
Niveau de service, délai d’approvisionnement, vitesse, agilité, disponibilité, gestion de stocks, gestion d’entrepôt, quick response manufacturing, lean, logistique, opérations, chaine
1
Table of Contents
1. INTRODUCTION ... 3
1.1 LOGISTIC SERVICE LEVEL and PROBLEM STATEMENT ... 3
1.2 RESEARCH OBJECTIVES and SCOPE ... 9
1.3 THESIS OUTLINE ... 12
2. LEAD TIME REDUCTION ... 15
2.1 INTRODUCTION ... 15
2.2 THEORETICAL and EMPIRICAL BACKGROUND ... 19
2.3 MATHEMATICAL PRINCIPLES of LEAD TIME ... 23
2.4 STARTING MODEL ... 28
2.5 MANUFACTURING LEAD TIME REDUCTION ... 32
2.5.1 INTRODUCTION ... 32
2.5.2 RESEARCH PROBLEM and QUESTIONS ... 32
2.5.3 METHODOLOGY ... 34
2.5.4 MODEL ... 41
2.5.5 RESULTS ... 46
2.5.6 LIMITATIONS ... 60
2.5.7 CONCLUSIONS ... 61
2.6 ORDER-TO-DELIVERY LEAD TIME REDUCTION ... 63
2.6.1 INTRODUCTION ... 63
2.6.2 RESEARCH PROBLEM and QUESTIONS ... 65
2.6.3 METHODOLOGY ... 66
2.6.4 MODEL ... 70
2.6.5 RESULTS ... 74
2.6.7 LIMITATIONS ... 91
2.6.8 CONCLUSIONS ... 91
3. INVENTORY AVAILABILITY IMPROVEMENT ... 94
3.1 INTRODUCTION ... 94
3.2 LITERATURE REVIEW ... 95
3.3 RESEARCH QUESTION and METHODOLOGY ... 100
2
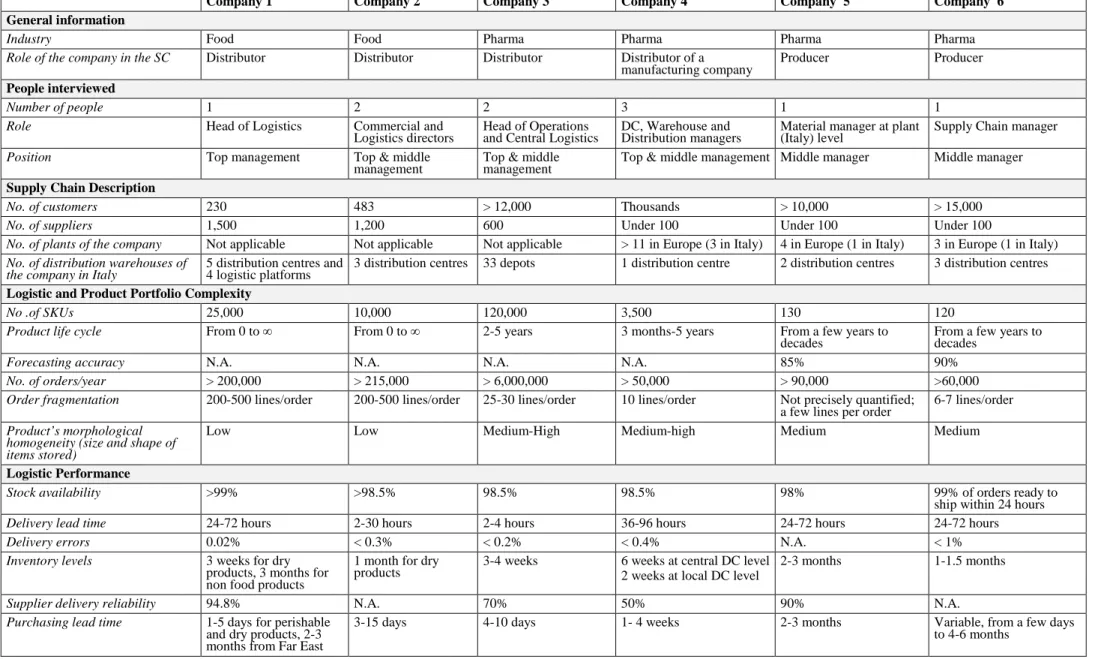
3.4.1 Companies’ presentation ... 102
3.4.2 Companies’ managerial practices ... 105
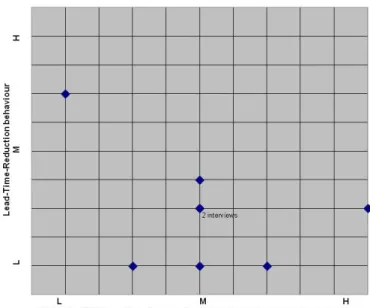
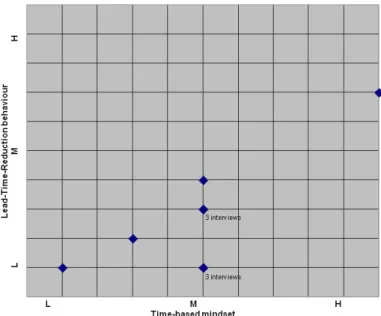
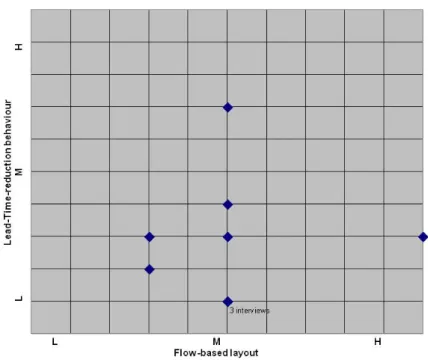
3.4.3 Companies’ patterns of behaviour ... 110
3.5 CONCLUSIONS ... 114
4. CONCLUSION ... 117
4.1 SUMMARY of FINDINGS and CONTRIBUTIONS ... 117
4.2 RESEARCH QUALITY ... 124 4.3 LIMITATIONS ... 127 4.4 FURTHER RESEARCH ... 128 ACKNOWLEDGEMENTS ... 131 REFERENCES ... 132 APPENDIX ... 139
Appendix 1: Research protocol 1 ... 139
Appendix 2: Research protocol 2 ... 146
3
1. INTRODUCTION
1.1
LOGISTIC SERVICE LEVEL and PROBLEM STATEMENT
Logistic service is a bundle of attributes that concerns mainly speed, dependability,
completeness, precision and flexibility of deliveries as well as the immediate availability of the items the client wishes to buy. Manrodt and Davis (1992) and Rushton et al. (2006) define logistic service as the ability of a company to offer good levels of availability, speed, dependability and flexibility of deliveries.
Looking just at the definition, this list of attributes is quite broad and articulated; in addition, they differ not only in definition, but also in nature. In fact, while speed and dependability are time related attributes, completeness and precision of deliveries are physical related measures. Flexibility is not only rarely measured in practice, but also vaguely defined in theory. Finally, inventory availability does not have a unique definition and corresponding measurement metrics and systems. For a complete and exhaustive definition of logistics service related attributes and measures, refer to the SCOR model developed by the Supply Chain Council (2004).
In recent years, relevance of logistic service as a competitive weapon has increased enormously in several industries. This is proven extensively both in literature and in practice (Rushton et al., 2006; Corsten and Gruen, 2004).
Although with differences, an excellent logistic service level is important for companies competing with different production approaches, ranging from make-to-stock to engineering-to-order. In make-to-stock, where the delivery time accepted by customers is very short, the immediate and prompt product availability is crucial because stock-outs correspond frequently to lost sales. On the other extreme, short lead times of all processes, ranging from engineering and procurement to manufacturing and logistics, are relevant in engineering-to-order. In the intermediate make-to-order cases, it is important to excel both in inventory availability, mainly
4 of materials at the decoupling point, and in lead times mainly related to the production phases after the decoupling point. Finally, short lead times, especially of final production and logistics processes, help companies move from a pure PUSH production approach, heavily affected by sales forecast accuracy, to more mixed PUSH-PULL settings, which may benefit from important effects such as risk pooling just to cite one of them.
The increased relevance of logistics service level is related also to some recent global trends observed in several different businesses such as shortening of product life cycles and higher innovation rates, shorter customer expected delivery times, larger product portfolios, proliferations of distributions channels, increased demand volatility and unpredictability, higher normative pressures, outsourcing and delocalization, etc.. While shorter product life cycles, linked to higher innovations rates, require better capabilities to manage properly inventory levels during a short period for sales, shorter customer expected delivery times require either shorter lead times or better sales forecasting accuracy in make-to-stock cases. The proliferations of both product portfolios and distribution channels increase demand fragmentation and volatility which, as a consequence, require more agile supply chains characterized by shorter lead times or more delocalized inventories closer to final customers. In addition, the more fragmented and the less collaborative supply chains, the higher the volatility because of the well known Bullwhip effect. Higher normative pressures, such as stricter expiration dates of products in pharmaceutical and food sectors, and outsourcing and delocalization trends are other aspects that make inventory availability and lead times more relevant. To cite also some trends in specific businesses, the higher penalty clauses in JIT (Just-in-time) contracts and the increased number of collections in the fashion industry require excellent logistics service levels. Serdarasan (2013) made a review of the typical complexity drivers that are faced today in different types of supply chains.
The relevance and the articulated definition of logistics service level, together with the lack of standardised KPIs (Key Performance Indicators) and measurement systems, make logistics
5 service level analysis, diagnosis and improvement an interesting topic to study. Among all the different attributes, which compose logistics service level, speed and inventory availability are the two ones I have selected to further investigate in this research.
The main reason for this choice is based on the key role they both play today for different companies in several industries, which is, in turn, strictly related to the increased relevance gained over the years by time as a source of competitive advantage. In fact, not only speed but also inventory availability is somehow a time related measure; inventory availability is relevant in those cases where the delivery time requested by customers is very short and a lack of immediate availability of a product results in a stock-out or even worse in a lost sale.
A second reason of this choice is linked to the "power of time" (Suri, 2010). Suri demonstrated, through the implementation of QRM (Quick Response Manufacturing) in several companies, that the huge impact of lead time reduction in operations does not only affect lead time to customers, but also cost, quality and other measures of operational effectiveness. When QRM methods are capable of reducing costs by 30%, as many companies have achieved, the low labour cost advantage of many countries does not hold anymore.
A third reason of this choice relates to the Operations Management triangle (Figure 1 - Schmidt, 2005) which states that capacity, inventory and information are substitutes in providing customer service. Companies, operating at the capacity point (point (a) of Figure 1) of the OM triangle, provide service levels to customers and cope with demand volatility through short lead times and low WIP running at low utilization levels due to the presence of some slack capacity. Vice versa, companies, having high fixed capacity costs and aiming at highest utilization, operate at the
inventory point (point (b) of Figure 1) of the OM triangle providing service levels to customers
and coping with demand volatility through buffered and high inventory levels. Therefore, the OM triangle suggests two different ways to provide service levels to customers and to cope with demand volatility: the first, through short lead times, low WIP and buffer capacity, the second,
6 through high inventory levels. The OM triangle suggests also a third way to guarantee service levels to customers which consists in reducing variability through better information and coordination (e.g. adopting collaboration practices such as Vendor Managed Inventory). In this case companies operate at the information point (point (c) of Figure 1) of the OM triangle which provides good service levels to customers running at higher utilization, so exploiting more capacity, without increasing inventory levels. De Treville and Hameri (2004) provided an interesting contribution about the relationship between lead time reduction and information flow improvement at supply chain level. A OM triangle related empirical study, conducted by Poiger, Reiner and Jammernegg (2010), has analysed, applying rapid modelling techniques, two companies capable of providing good service levels to customers decreasing inventories and lead times and reducing internal variability induced by batch sizes.
Figure 1 - Operations Management triangle (Schmidt, 2005)
I have not focused this research on reliability, although it is another time related measure of logistics service level, because of some grounding principles of the QRM managerial philosophy. In fact, according to his "response time spiral", Suri (1998) believes that reliability, on one hand, does occur automatically when lead times are short and, on the other hand, has
7 even negative outcomes, prolonging lead times and frozen periods and increasing sales forecast errors, when it is used as main performance goal. According to the QRM approach, the focus should be only on reducing lead times and on-time deliveries are just a consequence. Finally, focusing this research on time related measures of logistic service level, completeness and
precision of deliveries, physical related measures, have not been investigated.
In the following paragraphs, I address separately these two dimensions of logistics service level both from a theoretical and empirical point of view: first speed, then inventory availability. Beginning with speed, consider a firm that makes a product for which complete information concerning specifications or quantity is available 2 weeks before delivery, but the time required to produce the product is 6 weeks. The production decision, actually made based on forecast, could be made on actual data were the company able to reduce manufacturing lead times from 6 weeks to 2 weeks. The cost of having lead times longer than the time window during which accurate information on actual orders is available, includes production of items that are not needed, shortages of items that are needed, and high stocks to maintain a reasonable level of responsiveness. Beyond such cost reduction, lead times that are short enough to permit incorporating actual customer needs into production planning can tremendously increase competitiveness. The expectations are, therefore, that decision makers from firms in such a position would make lead time reduction an absolute top priority, that is, they would have a time-based mindset (Suri 1998).
Let us add to the picture that reducing lead times is not difficult: it follows well known and understood mathematical principles, and simple analytical tools are available to assist in setting up an action plan to radically reduce lead times for a often modest investment (e.g., see the potentials of Rapid Modeling in Schold et al., 2010). In short, lead times exceed processing times by a wide margin when utilization of any resource is high, lot sizes are large, and system
8 variability is high. I refer to a combination of activities to reduce excessive utilization, lot sizes, and variability as lead-time-reduction behaviour.
The competitive power of lead time reduction is so obvious and demonstrated in practice (see QRM applications and results at http://qrm.engr.wisc.edu/index.php/results) and the actions required for lead time reduction are so well known, that lead time reduction seems easy and straightforward to achieve. Why then, do so many companies lose competitive ground because their operations are too slow? Why is so much production shipped offshore, guaranteeing extremely long lead times, when loss of responsiveness, increased supply chain inventories, and increased complexities quickly overwhelm the 30% cost reduction that results in the “China price”? (For a concise practitioner-oriented summary of the China price, see Engardio et al. 2004).
One objective of this research is to open a discussion around these questions and lay a foundation that facilitates addressing them. It is imperative to stop considering lead time reduction as obvious and begin to understand what factors must be in place if lead time reduction is to succeed.
Moving to the second aspect of logistics service level under investigation, inventory availability has also gained a lot of importance throughout the years. One of the reasons is the commoditization process seen in many industries which brings about an ever-decreasing willingness on the part of the customer to wait for delivery. In this new setting, guaranteeing the prompt availability of the product is a new challenge that requires a deep understanding of the levers that a company can use to increase service level without incurring extra costs. Given the well known trade-off between stock availability and holding costs, companies need to understand how they can enhance logistic service without increasing inventory levels. Corsten and Gruen (2004) and Abernathy et al. (1999) demonstrated that product availability is considered key to survival, respectively, in FMCG (fast moving consumer goods) and in the apparel industry.
9 Let us add to this that much has been already discovered and done to improve inventory availability within the field of inventory management. Established mathematical principles and managerial best practices have already helped companies reach satisfactory results. However, managing inventory availability in a excellent way has become increasingly difficult and challenging over the years due to all or some of the following recent trends already mentioned before: product portfolio proliferations, product life cycle reductions, increased number of distribution channels, reduced delivery times requested by customers, unpredictability and seasonality of demand, etc..
Finally, although improving inventory availability has been addressed in other streams of research, such as warehouse management and supply chain management, there is still a lack of an integrated cross-discipline framework.
Based on these premises, a second purpose of this research is to understand, on one hand, what are the main challenges and obstacles of inventory availability excellence and, on the other hand, how best performing companies strive to improve their inventory availability and what levers must be in place to achieve this goal.
1.2 RESEARCH OBJECTIVES and SCOPE
The research problems illustrated before can be very briefly summarized saying that, although logistics service level has gained an increased relevance throughout the years in several different businesses and the knowledge, tools and approaches to improve it exist and are often easier and cheaper to apply than managers often believe, in practice many companies struggle in excelling in service levels and this implies the existence of obstacles and challenges that have to be removed or managed differently. In addition, it is not clear how to improve logistics service levels in different businesses and cases. Are there standard recipes to apply or optimal service level journeys to follow? If yes, to which extent could these best practices be replicated and
10 adopted in different businesses? If yes, how to select the most appropriate ones for a specific case? All these questions and issues represent not only a theoretical, but also a practical real life problem. More specifically about lead times, the main problem is that managers do not apply well know and often cheap tools to reduce lead times and often take counterintuitive decisions that, instead, prolong lead times. The result is that, in practice, there is a still a good room for improvement in lead time reduction. About inventory availability, where this theory-practice gap seems to be less relevant, the main problem is about the understanding of which are the best approaches to apply and under which circumstances to manage inventory availability at best. Based on these premises, the main objective of this Ph.D. thesis is to investigate the obstacles and the drivers of logistics service level in order to identify paths to follow and best actions to implement to excel in logistics service level. As a consequence, the resulting main research questions, that this Ph.D. thesis aims at addressing, can be summarised as follows:
a. Why is logistics service level excellence so difficult to achieve in practice extensively?
What are the main obstacles that have to be removed?
b. How to reach logistics service excellence? What are the main drivers to leverage on and
the best approaches to adopt to excel in logistics service level?
Because of the articulated definition of logistics service level, as a bundle of different attributes, and the decision to focus this research on two of them, also the objective has been split into two different ones, focusing separately on speed and inventory availability. As a consequence, the generic research questions about logistics service level introduced above have been differentiated for the two different areas of study.
As far as speed is concerned, where the main problems relate to longer lead times observed in practice compared to what would be achievable applying well known theories and using cheap and available modelling tools, the resulting research questions are the followings:
11
a. Why is lead time reduction not achieved in practice extensively, while knowledge and
tools to do so are available and cheap? What are the main obstacles that have to be removed?
b. How to reduce lead times? What are the main drivers to leverage on and the best
approaches to adopt to reduce lead times?
As far as inventory availability is concerned, where the main problems seem to be related more to the identification of the most suitable practices to apply for each specific case and of the best managerial path to follow (if any), the resulting research questions are the followings:
a. Why is optimal inventory availability difficult to achieve in practice, while inventory
management knowledge and tools have been available for a long time? What are the main obstacles that have to be removed?
b. How to improve inventory availability in practice? What are the main drivers to leverage
on and the best approaches to adopt to improve inventory availability?
The scope of this research differentiates for speed and inventory availability, although they represent two attributes of one single concept, logistic service level.
To investigate speed, I have focused the research only on make-to-order cases. The main reason of this is that, in make-to-order cases, logistics service level perceived by customers is directly influenced also by manufacturing and assembling lead times, not only by planning or order management lead times and inventory availability of semi-finished products. In a make-to-stock case, short delivery lead times to customers may also be achieved, in the short term, through high inventory levels of finished products while manufacturing or assembling lead times are long. As I am going to explain better later, in this research I analyse speed obtained through short lead times of operating processes, not through high inventories positioned close to customers or at strategic decoupling points in the Supply Chain.
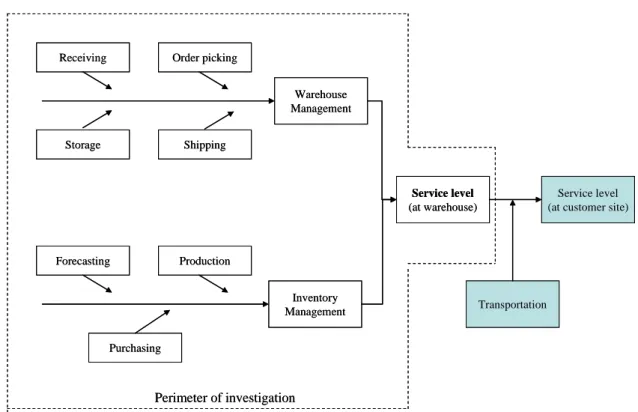
12 To investigate inventory availability, I have focused the research only on make-to-stock cases. The main reason of this is that, only in make-to-stock cases, logistics service level perceived by customers is mainly influenced by inventory availability of finished products. Transportation lead times, which are often today not under direct control and management of companies because of the outsourcing transportation trends, are out of scope in this research and I look at inventory availability of finished products at companies' warehouse level, not at customer site. If I had chosen, for example, also make-to-order cases, logistics service level perceived by customers would have been influenced simultaneously by both manufacturing lead times and inventory availability of semi-finished products. This would have mixed the two aspects of lead times and inventory availability making the identification of obstacles and drivers of logistic service level more difficult and confusing. In addition, the main interest of this research is to look for obstacles and drivers of inventory availability of finished products, not of semi-finished products or raw materials, because they impacts directly logistic service level perceived by customers.
1.3 THESIS OUTLINE
This Ph.D. thesis is grounded on four papers, which investigate different aspects of logistic service level. However, in order to avoid repetitions and to make the flow of the thesis easier to follow, the four papers have being modified and adapted to fit with the overall structure.
One paper, focused on finished product availability in make-to-stock cases and titled "Linking
service level, inventory management and warehousing practices: A case-based managerial analysis", has been already published in 2011 by Operations Management Research (vol.4,
n.1-2, pp.28-38), Springer Science. The authors are myself, as first and corresponding author, and Prof. Valeria Belvedere. Another output linked to this research has been the book, of which I am the main author ("a cura di"), "Logistica&Servizio", edited by Egea Milano in 2009.
13 A second paper, focused on manufacturing lead time reduction and titled in its first three versions "Human and organizational factors in lead-time reduction", has gone through several revisions and modifications and has been presented in 2008 at the HOPS (Human and Organisational Factors in Planning and Scheduling) conference at EPFL, Lausanne. It is a single in-depth case research that, although written by several authors (Gallmann F., G. Reiner, S. de Treville, M. Bornoz) with myself being the first one, it has been fully based on a three months full-time period I have spent located abroad in a international company producing industrial polymer solutions. This single case study research has been part of a broader project titled "Keeping Jobs in Europe" financed by the Marie Curie Industry-Academia Partnerships and Pathways (IAPP), supported by the EU’s Seventh Framework Programme (FP7) for RTD (2007-2013).
The last two papers, focused on order-to-delivery lead time reduction and titled respectively
"Obstacles of order-to-delivery lead time reduction" and "Manufacturing versus office lead time reduction", are, at the moment, conference papers presented at the annual EUROMA
conferences (Palermo, 2014 and Neuchâtel, 2015). Before becoming two distinct papers, the output has been in the form of a evolving working paper which has been presented in two different editions of the Euroma Doctoral seminar (Amsterdam, 2012 and Dublin, 2013). This research, supported partially by a grant of the FNS (Fonds National Suisse), is based on in depth interviews and visits I have conducted in the period 2010-2013 in four Italian companies. The authors are myself, as first and corresponding author, and Prof. Gerald Reiner. Because the two papers are based on the same set of companies and they address similar topics although from different perspectives, they have being unified in a single chapter.
This thesis is structured in several chapters in the following way. After this introduction about overall research problems and objectives, chapter 2 addresses lead time reduction. It starts with a literature review and then focuses on the queuing theory based mathematical principles
14 governing lead time. It is then presented a conceptual model which, however, needs to be modified and further developed because of the theory-practice gap in lead time reduction anticipated before. Section 2.5 addresses manufacturing lead time reduction, which has been studied through a single in-depth make-to-order case study. Because of the limitations of a single case study research and that focusing only on manufacturing lead time represents an additional limitation, section 2.6 refers to a second research carried out on the broader order-to-delivery lead time topic using four make-to-order cases. Chapter 3 addresses finished product inventory availability, the second aspect of logistic service level under investigation, through a multiple case study research analysing six make-to-stock cases. Chapter 4 summarises the main results and findings, highlights the theoretical and practical overall contributions of this thesis, comments on limitations and suggests further research.
15
2. LEAD TIME REDUCTION
2.1 INTRODUCTION
"Everyone knows that time is money, but time is actually a lot more money that most managers realise!" (Suri, 2010). This is the starting sentence of Suri in Chapter 1 (The Power of Time) of his book "It's About Time" (2010). Although the relevance of time is clear to everybody, short lead times bring more benefits than just higher service levels and customer satisfaction. In fact, short lead times, according to QRM theories, bring also other advantages such as more reliable deliveries, lower costs, higher quality, higher flexibility and cheaper product customization. This view of speed, which goes beyond the traditional trade-off view among operational performances, can be easily understood following the "Lead Time spiral" reasoning of Suri (1998) (Figure 2). Starting from the top box and following the spiral clockwise, longer lead times cause inaccuracy of planning, lower logistics performance, higher WIP and inventories, more urgent jobs, more delays and the final outcomes are longer lead times, which get higher and higher the more times you go through this vicious cycle. The consequences are, therefore, not only longer lead times, but also higher costs, higher scrap rates, lower reliability of deliveries, lower flexibility, etc. This theoretical and qualitative reasoning has been also confirmed in practice. It has been proven, in fact, that those companies, which have invested heavily in lead time reduction initiatives such as QRM, have benefited from relevant improvements not only in lead time, but also in costs, quality, flexibility and on-time performances (For more information refer to the extensive list of cases on the QRM Center website at http://qrm.engr.wisc.edu/).
16
Figure 2 – The Response Time Spiral (Suri, 1998)
Finally, lead time reduction is important not only in make-to-order, but also in make-to-stock. In fact, while faster deliveries to customers are the main benefits in make-to-order, short lead times mean, in make-to-stock, higher accuracy in sales forecasting and operation planning, lower inventory levels and lower safety stocks to guarantee same service levels and higher flexibility. However, as explained before, I have focused this research on lead time reduction only on make-to-order cases.
In general terms, lead time of a process is defined as the time interval occurring between the initiation and execution of a process. Silver et al. (1998) defined lead time as the time that elapses between the placement of an order and the receipt of the finished product. While this definition is quite simple and straightforward, there are several definitions of lead time both in theory and in practice: external lead time, internal lead time, quoted lead time, planning lead time, manufacturing lead time, delivery lead time, supplier lead time, just to cite some of them (Suri, 2010).
As far as this research is concerned, the focus of the analysis is not only on manufacturing lead
17 the focus only on manufacturing lead time, which may represent in some cases a small portion of the overall lead time, seems to be a non neglectable limitation. Second, order-to-delivery lead time gives an external customer view of lead time, while manufacturing lead time gives mainly an interval company view. Finally, it seems that too much attention, both in academia and practice, has been devoted to improve manufacturing lead times, while other relevant non-manufacturing processes may have been wrongly neglected.
Manufacturing lead time is the time raw materials take to be transformed into finished products
and relates mainly to all those activities occurring within a factory (Senapati et al., 2012). Manufacturing lead time is composed by several different lead times such as processing or transformation times, set-up times, queuing times, inventory times, quality control and reworking times, internal transportation times, just to cite some of them. In addition, following the Lean approach, these several different times can also be grouped in the following two categories:
value-added times, defined as those times linked to activities customers are willing to pay for,
and non-value-added times, linked to those activities that represent waste (MUDA) and that should be reduced as much as possible. Senapati (2012) says that less than 10% of the total manufacturing lead time is spent actually manufacturing the product.
Order-to-delivery lead time is the time elapsing from the customer order issuing date to the
delivery of goods or services to the customers (Senapati et al., 2012). However, because transportation is often outsourced and therefore not fully and directly controlled by companies, the perimeter of analysis of this research ends with goods and services ready for delivery at manufacturer site. Order-to-delivery lead time is a lead time from a customer point of view and, in make-to-order cases, manufacturing lead time is just one of its components. In fact, order-to-delivery lead time may be decomposed in several different sub-elements such as manufacturing lead time (in make-to-order), order processing, production planning, handling & picking and
18 even supplier delivery lead time, in case of stock-outs of some components or semi-finished products.
In addition to the lead time definitions and the scope of analysis discussed above, it is important to define lead time reduction for this research. In fact, while several different approaches exist for a company to serve customers faster, the focus of this research is about reducing the single components and sub-components of lead time; it is not about other interventions such as over-stocking, positioning stock at different strategic points in the supply chain or moving the decoupling point closer to customers because of long lead times of some downstream operations. The main reason of this choice, which comes from the QRM grounding principles and the QRM definition of MCT (Manufacturing Critical-Path Time) (Suri, 1998), is that only by tackling lead times in all processes real speed is achieved together with other benefits such as costs, quality, reliability and flexibility. All other ways of being fast hide, in fact, some inefficiencies and cannot last in the long term.
19
2.2 THEORETICAL and EMPIRICAL BACKGROUND
Interest in lead-time reduction, defined for the purposes of this research as the time that elapses between the beginning and completion of a process, was originally awakened by Just-in-Time (JIT) production, even though lead-time reduction has been considerably less emphasized in the JIT literature than reduction in waste (Schonberger 1982, Hall 1983, Monden 1983, Suzaki 1987, Womack et al. 1990, Blackburn 1991, Suri 1998). Whereas JIT and its offspring lean production are primarily focused on repetitive manufacturing in assembly lines, Goldratt and Cox (1984) addressed lead-time reduction in a batch flow environment, highlighting the central role of bottleneck utilization and lot sizing on lead times.
As reduced in-process inventories and infrastructure changes to improve flow (e.g. a product layout) led to shorter lead times, the competitive implications of short lead times caught the attention of the business community, leading to the identification of a competitive strategy based on speed, referred to as “Time-Based Competition” (Stalk 1988, Stalk and Hout 1990, Blackburn 1991, Holmstrom 1995, Suri 1998, Schmenner 2001). In a first effort at theory development, Schmenner (2001) proposed a theory of “Swift, Even Flow,” positing that an emphasis on flow at the company level would be positively related to productivity.
Whereas much of the literature on lead-time reduction had been largely anecdotal and exploratory, Hopp and Spearman (1996) compiled a set of the mathematical principles determining lead time, resulting from basic and universal insights that emerge from queuing theory, which they referred to as “Factory Physics.” Suri (1998) simultaneously developed a manufacturing strategy, also informed by queuing theory, entitled Quick Response Manufacturing (QRM) that addressed implementation of lead time reduction principles in manufacturing environments. Factory Physics and QRM formalized the relationship of bottleneck utilization, lot sizes, and variability to lead times. The underlying mathematical
20 relationships had been well-known in the field of queuing theory for many decades (see Suri et al. 1995), but the work by Hopp and Spearman (1996) and Suri (1998) represented the first comprehensive application of these principles to the general body of knowledge in operations management.
The mathematical principles underlying lead time reduction are axiomatic and instruct how to reduce lead times. They are commonly known and accepted among researchers in the field of operations management, and are commonly covered in introductory operations management courses. Suri (e.g. 1998) demonstrated empirically, however, that managers tend to be unaware of these mathematical relationships, believing that lead time reduction is difficult and costly. Furthermore, these principles are not emphasized in much of the operations management literature on lead time reduction.
Lead time reduction has become a relevant topic not only in manufacturing, but also in service industries and service operations. For example, Caridi et al. (2008) presented a case study of a lead time reduction project in a bank that tested the impact of seven different policy changes, most of which can be categorized according to the definition of lead-time-reduction behaviour given before. Utilization, non-strategic variability, and lot sizes (that is "batching of requests") were targeted through several actions: formalized dispatching rules (that limit arrivals to the service rate), automation of risk calculations, improving the training of operators, "automation" of the transport operations (transferring documents to the next process stage in electronic form), and increasing the frequency of approval meetings. Linked to this last action, it is particularly interesting to notice the huge increase in lead time arising from the fact that various approval groups met weekly, meaning that on average lead times increased by 0.5 weeks for each approval required. This effect, typically completely unseen by managers, was also observed in a study about reducing lead times to get tuberculosis medications to developing countries (De Treville et al., 2006). The lead time remained long relative to processing times (1-3 days of lead
21 time relative to a few hours of processing time), indicating that lead-time-reduction behaviour would still be useful in spite of the actions taken.
Lead time reduction has been addressed in the literature not only from an Operations Management point of view, but also from the perspective of many other disciplines. In spite of this, there is a lack of a complete theory of lead time reduction that integrates the different disciplines.
Taking, for example, the behavioural and organisational point of view, most of the research on lead time reduction is represented by often untested propositions. Behavioural aspects of lead time reduction have been addressed primarily through the lean production and JIT literature. These behavioural aspects have often not been grounded in the organizational behaviour and other related literatures, but have stemmed from shop floor practices observed anecdotally. Much of the foundational literature on JIT is based on lists of practices, many of which are largely behavioural (Davy et al. 1992, Flynn et al. 1995, Sakakibara et al. 1997, White et al. 1999, Shah and Ward 2003, Bendoly et al. 2015).
Koufteros, Vonderembse, and Doll (1998) proposed a set of seven “time-based manufacturing practices,” including shop-floor employee involvement, reengineering setups, cellular manufacturing, quality improvement efforts, preventive maintenance, dependable suppliers, and pull production. In their theoretical model (supported in empirical testing), the ability to compete on time came from pull production. Shop floor employee involvement led to pull production, mediated by the other five factors. The authors went so far as to state that “Employee involvement in problem solving is an antecedent to other time-based changes.”
Tu, Vonderembse, Ragu-Nathan, and Sharkey (2006) built on this model, proposing absorptive capacity (i.e., the capacity to absorb and put to use new, external information) as an antecedent to customer value, mediated by the seven time-based manufacturing practices. Absorptive
22 capacity was proposed to result from constructs such as worker and manager knowledge, communications network and climate, and knowledge scanning. The model was supported in empirical testing.
The practitioner literature has influenced development of (often untested) assumptions about behavioural aspects of lean production (related to lead time reduction). Authors such as Monden (1983), Adler (1993), Hall (1983), Harmon and Peterson (1990), Schonberger (1982, 1994), and Suzaki (1987) have emphasized treating workers with respect and investing in worker competences. Other practitioner-oriented literature, however, gives examples of lean production environments in which behavioural aspects of lean production failed, with workers moving from trust and high motivation to disaccord with management (Kamata 1982, Fucini and Fucini 1990, Graham 1995, Adler et al. 1997, Rinehart et al. 1997, Post and Slaughter 2000).
A few authors have attempted to test behavioural assumptions about lean production empirically, or to link operations management and organizational behaviour theories in the lean production context. Schultz, Juran, and Boudreau (1999), for example, ran an experiment that explored the relationship between in-process inventory and worker productivity. Authors such as Bendoly, Donohue, and Schulz (2006) have called for increased empirical behavioural research in the field of operations management.
From a behavioural viewpoint, little distinction is made between lean production and lead-time reduction based on the mathematical principles outlined in QRM and Factory Physics. This holds even in the work done specifically on time-based manufacturing. Irrespective of the absorptive capacity, employee involvement, trust, and other behavioural factors implied by the collection of practices underlying lean and other approaches, lead times will not be reduced without a reduction in bottleneck utilization, lot sizes, and variability.
23 Suri (e.g. 1998) makes extensive normative propositions about systems, mindset, and training that are required to support lead-time reduction in the QRM approach. These propositions have not been integrated with the operations management or organizational behaviour literatures. As a result of this analysis, the aim of this research is to contribute to bridge the gaps in the literature identified mainly in the following three aspects. First, there is a gap between theory (lead time reduction principles are well known and their application seems to be quite easy and inexpensive) and practice (lead time is not reduced in practice) that needs to be further studied and explained. Second, there is a lack of exhaustive, wide-scope and cross-disciplinary frameworks on lead time reduction. Third, most of the research has been mainly focused on manufacturing lead time, ignoring lead times related to all those non-manufacturing activities which may play a relevant role in the overall order-to-delivery lead time.
2.3 MATHEMATICAL PRINCIPLES of LEAD TIME
What does a firm need to do to reduce its lead times? As already mentioned before, a set of mathematical principles and practical rules to reduce lead times, resulting from basic and universal insights emerged from queuing theory, have been formalized through the “Factory Physics" laws and incorporated into the QRM strategy.
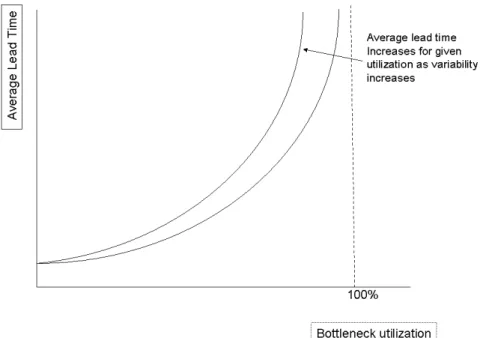
The first key principle of lead-time reduction is illustrated in Figure 3. Although different definitions exist and vary between theory and practice, utilization is determined, according to QRM, by the effective capacity of process bottleneck resource(s) in relation to demand for that resource, and represents the probability that a resource is busy. It is calculated by dividing mean arrival rate by mean service rate. As utilization increases, average waiting times increase at exponential rate. Thus, lead time reduction often implies reducing utilization of the bottleneck resource (i.e., adding a capacity buffer), either through adding resources (equipment, labour) or through reducing the demands on that workstation. By Little’s law (1961), we know that
24 utilization impacts not only system waiting time, but also in-process inventories. Nieto, Gläßer and Reiner (2010), investigated, using empirical data, the relationship between utilization and lead time in the context of complex manufacturing processes.
Figure 3 - Bottleneck Utilization and average Lead Time (Suri, 1998)
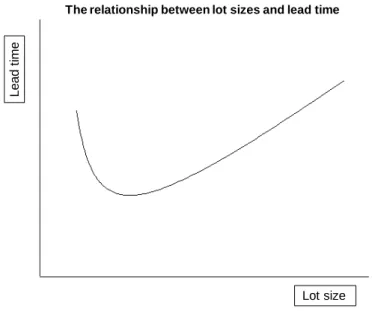
The second key principle concerns the relationship between lot sizes and lead times, as illustrated in Figure 4 (for a complete analysis of the relationship between lot size and lead time see Karmarkar 1987). In situations where a setup or major transportation operation is required for each new lot, the increase in capacity utilization from the incremental setups may cause a net increase in lead time, or even a lack of capacity, if lot sizes are reduced too much without reducing setup times. Once the setup or transportation operation has been reduced to fit existing capacity (or capacity has been increased), however, the relationship between lot sizes and lead time is approximately linear. This means that, assuming sufficient capacity, a 50% reduction in lot size amounts to a 50% reduction in lead times.
25
Lot size
Lead
tim
e
The relationship between lot sizes and lead time
Figure 4 - Lot Size and Lead Time (Suri, 1998)
Finally, lead-time reduction is facilitated through reduction in variability (whether in arrivals or service rates) of the operation. Operating at the information point in the OM triangle (Schmidt, 2005) is aligned with this view. The curve to the left in Figure 3 shows the impact on lead time as the coefficient of variation (i.e., the ratio between the standard deviation and mean) increases for either service or inter-arrival times. However, not all variability is bad according to QRM principles. For example, consider a market in which customers do not have precise information about their needs until just before delivery of the product. Structuring operations to permit last-minute responsiveness implies leaving variability in the system as a source of competitiveness. Such variability is referred to as “strategic variability” (e.g., Suri 2003). In other words, demand and process variability can be either strategic or non-strategic depending on the context. Other variability (e.g. defective parts, machine downtime or worker absenteeism) has no strategic value and serves only to reduce system performance. An effective lead time reduction strategy calls for the reduction of non-strategic variability while creating capacity buffers to respond to strategic variability. This QRM view of variability represents one important difference between QRM and LEAN, which, on the contrary, aims at reducing all kinds of variability without differentiating between strategic and non-strategic variability.
26 These mathematical principles give clear and specific guidelines concerning how to reduce lead times, as was summarized into the QRM approach to manufacturing (Suri 1998): reducing bottleneck utilization, reducing lot sizes, and reducing non-strategic variability. However, Suri (1998) demonstrated empirically that managers tend to be unaware of these mathematical relationships, believing that lead time reduction is difficult and costly. In addition, there are very few empirical exploratory studies of these principles based on comprehensive empirical data, such as the work done by Dominik Gläßer (2012).
The actions taken to reduce lead times (capacity buffer at bottleneck, lot size reduction, and elimination of non-strategic variability) operate configurally. A reduction in lot sizes, for example, can increase utilization unless the relevant setup times are reduced. Similarly, a reduction in variability permits the system to operate at a higher utilization for given lead times. For this reason, the actions must be considered together, in line with a lead-time-reduction
behaviour, to avoid misleading results and efforts to reduce lead times. One of the researcher in
our team, for example, observed a plant that was attempting to reduce lead times through bringing workers together to brainstorm. These workers, however, did not understand the relevant mathematical relationships, had no analytical tools to test their ideas, and continued to be evaluated both individually and as a group on their ability to maintain high utilizations. Needless to say, the project did not result in any reduction in lead time. Company managers stated that they were involved in major lead-time-reduction activities, but according to our definition they were not displaying lead-time-reduction behaviour.
What is the importance of lead-time-reduction behaviour? Doesn’t a company have the option to choose whether to reduce lead times through redesigning the supply chain or the product, rather than attacking the system dynamics of the internal order-to-delivery processes, including manufacturing? A supply chain made up of manufacturing operations with long lead times will not be responsive in the medium/long term, no matter what its design. A product redesign that
27 improves the design for manufacturability but is manufactured in a plant with high utilizations, large lot sizes, and high variability will suffer from excessive lead times. For these reasons, this research, in line with the QRM principles, looks at speed obtained only through reduction of lead times of the most critical activities linked to the order-to-delivery process.
Although lead time reduction recipes seem to be easy and straightforward for implementation, isn’t it usually too expensive to reduce utilization of bottleneck machines or reduce setup and transportation times to allow lot sizes to be cut? As already mentioned before, not at all or at least much less than what managers believe: such activities are often surprisingly inexpensive, and may be accomplished more through redeploying existing resources than huge investments (for several excellent examples of increasing capacity through better deployment of resources at a modest cost, see Goldratt and Cox 1984). Similarly, it is well established that reducing setup times for a given machine is often quite inexpensive (e.g., Shingo and Dillon 1985).
Let us add that these simple and inexpensive changes can have a dramatic effect on lead time because of the non-linearity in the system dynamics. Although companies might also consider streamlining their supply chains or redesigning their products to make them more manufacturable, these actions should never replace process improvement based on these mathematical principles. Furthermore, taking actions based on these lead time reduction principles often gives insights also into how to redesign the product (for practical examples, see Goldratt and Cox 1984, Suri 1998).
Although real-life operations cannot be completely modelled as one-station queues, the mathematical insights still apply. Product mix or lot size changes may apparently shift the bottleneck, for example, but calculating this impact and making adjustments to apply these principles is not too difficult (for an in-depth discussion of various measures of work-station and system capacity, see Cigolini and Grando 2009). Furthermore, simple mathematical modelling tools are available that facilitate identification of bottlenecks, determination of
lead-time-28 minimizing lot sizes for a given configuration, and evaluation of improvement alternatives (Suri et al. 1995, de Treville et al. 2006, de Treville and Van Ackere 2006).
Finally, let me add that these three mathematical principles are valid in general for any kind of process, not only within a plant. They apply both to manufacturing and non-manufacturing operations and the differences are mainly related to the definitions and measurement systems of the variables: utilization, lot size and variability. Nevertheless, their main field of application has been manufacturing first for historical reasons. A second issue relates to definitions. In fact, while variables such as utilization, lot size, and variability of internal processes have been well defined and measured in manufacturing, this is not the case for non-manufacturing operations. Try for example to answer to the following questions related to office operations: “What is the definition of a lot size in production planning? How do you measure utilization of a worker processing orders? How to define and measure the “non-busy” time for an employee in an office?”. The answers to these questions are not so straightforward, easy and unique, as I have also experienced in interviewing several managers for the purpose of this research. A third reason is that operational improvements have mainly happened in plants and only recently they have expanded to non-manufacturing processes and service industries. Only recently, in fact, we have learnt about Lean office projects in manufacturing or commercial companies or Lean initiatives in a banks and hospitals.
2.4 STARTING MODEL
Driven by the theoretical literature gaps identified and the real practical needs of the high number of companies struggling with slow operations and delays in deliveries, a goal of this research is to build both a theoretical and practical model for lead time reduction. Therefore, the model aims to contribute not only to academic literature, but also to practice, providing concrete guidance to companies looking for faster operations together with the other related benefits.
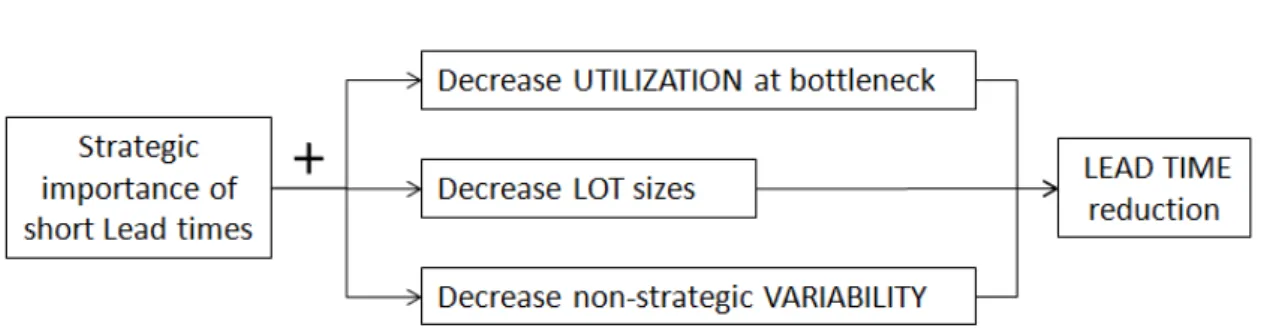
29 Looking just at the theory, a model based on the three mathematical principles of Factory Physics and QRM is quite simple and straightforward (Figure 5). According to these principles, decreasing utilization at bottleneck, decreasing lot sizes and decreasing non-strategic variability, driven by the competitive needs for short lead times, should automatically translate, also in practice, into lead time reduction.
Figure 5 - Theoretical Lead Time reduction MODEL
Because the three mathematical relationships are valid for any kind of process, the theoretical model of Figure 5 could be further developed splitting the order-to-delivery process between manufacturing and non-manufacturing processes. Doing so, it would be possible to analyse more in detail obstacles and drivers of lead time reduction separating between manufacturing and non-manufacturing. The resulting theoretical model is represented in Figure 6.
30
Figure 6 - Theoretical order-to-delivery Lead Time reduction MODEL
On one hand, utilization of machines and workers, production and internal transportation lot sizes and internal variability in a plant (related for example to scraps, machine downtimes, skills of workers, etc.) impact, in factories, on manufacturing lead times. On the other hand, utilization of clerical people in offices, lot sizes for example in processing orders or planning production and internal variability in offices (related for example to missing standard times for office operations or to too variable skills of clerical people) influence, in offices, lead times of all those non-manufacturing activities related to the order-to-delivery process. Managing all these elements together, both in manufacturing and in offices, and according to the three Factory Physics laws should automatically translate into order-to-delivery lead time reduction also in practice.
However, when we began the research project, we recognized that companies in desperate strategic need of shorter lead times were not taking the necessary actions to get their lead times lower. Our initial objective was to better understand how to help these companies. During the courseof the project, we realized that there is a long-standing assumption through the operations
31 management literature that 1) we have known how to reduce lead times for many decades and this information is generally available both to academics and practitioners, 2) it is obvious that many companies stand to benefit strategically from shorter lead times, so 3) there is nothing left to be done, as companies are already equipped as necessary. Hence the paradox. On one hand, the relationship between competitive need for short lead times is “obviously” positively related to a configuration of actions taken to add a capacity buffer to bottleneck, reduce lot sizes, and eliminate non-strategic variability. On the other hand, in practice, we see exactly the opposite. Companies with a strategic need for short lead times are observed to:
• Work to increase all utilizations (including that at bottlenecks);
• Work to increase lot sizes;
• Work to eliminate strategic variability (e.g., through outsourcing to a low-wage country, which reduces responsiveness) while tolerating non-strategic variability.
Because of this theory-practice paradox, the models presented above and based only on the theory do not hold in practice and should be modified adding some new elements, on one hand, to explain the theory-practice gap, and, on the other hand, to become practical and useful tools for companies. Based on these premises, an important goal has been, in both research projects on lead time reduction, to look for moderating factors of the relationship between lead time reduction needs and actions to be taken to reduce lead times, linked to utilization, lot size and non-strategic variability. The resulting frameworks, presented in the following chapters, represent one of the main outcome of this thesis contributing both to theory and to practice.
32
2.5 MANUFACTURING LEAD TIME REDUCTION
2.5.1 INTRODUCTION
The first research project has focused primarily on manufacturing lead time. The are two main reasons behind this choice. First, we wanted to see if and to which extent manufacturing lead time is not reduced in practice while knowledge and cheap tools exist and have been available for a long time. Second, we were interested in looking for the main obstacles within factories that have prevented operations managers to apply well-known principles and tools to reduce manufacturing lead times. If this is confirmed, are these obstacles mainly related to technical manufacturing issues or also to other managerial areas? How to remove them and make managers realize the dramatic benefits of short manufacturing lead times?
As already introduced before, we will refer to manufacturing lead time as the time that elapses within the manufacturing operation between releasing the item to production and its completion. We are referring to repetitive manufacturing, rather than completion of projects or production of individual items such as prototypes. We are looking at the production of a given item with a relatively established production process, rather than reducing lead times through a redesign of the item to be produced. Furthermore, we are not talking about building stocks at strategic points in the supply chain to allow fast delivery. Although these other approaches to reduce lead time are often valuable, we only address manufacturing lead time because, aligned with QRM principles, this is the prime way to get faster operations in a structural way and in the medium/long term and to improve, at the same time, costs, quality and flexibility.
Focusing on manufacturing lead time, two main problems have been identified both in literature and in practice: first, a lead time reduction theory-practice gap even looking only at
33 manufacturing processes occurring within plants; second, a lack of a lead time reduction framework which goes beyond operations management and integrates aspects belonging also to other disciplines, such as organisation & behaviour, accounting and strategy.
As far as the theory-practice gap is concerned, the road to short lead times has not been easy for many companies also within plants, in spite of the obvious benefits related to manufacturing lead time reduction and the high managerial expertise and knowledge developed in this area. Even when managers demonstrate a good knowledge of the mathematical principles that explain the system dynamics of flow, Suri (1998) demonstrated empirically that managers tend to neglect these laws or even not to understand their implications and often take counterintuitive actions that increase lead times. For example, in facing a situation with high capacity utilization (e.g. 85%), a lot size large enough to affect lead times, and substantial variability, production managers often respond counterproductively by attempting to increase utilization close to 100% (which is surprisingly often the target value), increasing lot sizes, and ignoring the variability and resource interactions.
As far as lead time reduction frameworks are concerned, models, laws and studies have been mainly constrained into the technical and tool-based domain of manufacturing and operations management. Because of the limitations and the problems of lead time models purely based on theory, discussed in previous chapters, I have looked, driven by QRM theories, for new elements also related to other managerial areas that could help in creating more integrated frameworks and in bridging the theory-practice gap identified.
Based on these premises, the main objective of this research is to investigate the behaviour of managers in making decisions that impact manufacturing lead times. The aim is to explore whether operations managers take decisions that are congruent with lead time reduction goals and, if not, what are the main reasons and factors that make manufacturing lead times long. Are
34 there corporate obstacles to reducing manufacturing lead times? If not, what keeps managers from putting their knowledge into practice?
The resulting research questions could be summarized as follows:
• Why is manufacturing lead time reduction not achieved in practice extensively, while knowledge and expertise in factories are high and cheap improvement tools are available? What are the main obstacles that have to be removed?
• How to reduce manufacturing lead times? What are the main drivers to leverage on and the best approaches to adopt to reduce manufacturing lead times?
The objective of this research is not to develop a new theory of manufacturing lead time reduction, but rather to better understand why generally known and accepted theories combined with mathematical relationships have not been applied to practice as extensively as it would be expected. In particular, we examine closely several aspects that may impact on lead time related also to other (not OM) managerial areas and disciplines. The result of this study will be insights that can be used to develop testable propositions that will extend existing theories of lead time reduction and make them more accessible to practitioners, following recent calls for an increased emphasis on evidence-based practice (e.g., Rynes 2007).
Given the nature of the research objectives stated above, an exploratory case study research methodology has been chosen. The aim of this study is to gain an in-depth understanding of a phenomenon (why lead time is not minimised and how to reduce lead time) and it can be effectively achieved through the analysis of case-studies (Yin, 2009 and 2003; Meredith, 1998; Eisenhardt, 1989).
35 We have based our research on a in-depth single case study because of in-depth research needs. In fact, although manufacturing lead time has been well and deeply studied from a theoretical point of view for many years, it suffers from that theory-practice paradox well discussed before. Therefore, this research had to investigate deeply the reasons behind counter-intuitive managers’ decisions and a single in-depth case study in combination with direct observations on site, for a reasonably long period of 3 months, seems to have been a good choice.
Our objective is to lay a conceptual foundation for theory development concerning lead-time reduction. Following Bacharach (1989), a theoretical model is helpful in taming the complexities and richness of a given situation. Weick (1989) describes theory development as a sensemaking exercise. Modelling the world begins with establishing what factors relate to each other, how they relate, and why this model of what has been observed should be accepted, with regular rebalancing between completeness and parsimony (Whetten 1989).
In situations, like this one, where a complete scientific model is not yet available for verification according to the scientific method, qualitative research, allowing data and observation to inform theory, can facilitate theory and model development (Glaser and Strauss 1967). The data and observation aid in the formulation of the theory, which is subsequently empirically tested. Case studies allow us to grapple with the richness of the interaction between behavioural aspects of the decision-making process and the mathematical elements of the decision itself in a practical setting (as recommended by Miles and Huberman 1994, Stuart et al. 2002, Yin 2003). Case-based analysis, whether during the theory development or empirical testing phase of knowledge creation, is not about generalizability, but about sensemaking and seeking a detailed understanding (this trade-off is particularly well explained in Ketokivi 2006).
We choose to ground the project with a single in-depth case study which we used to calibrate the model that emerged from the literature. Is it acceptable to calibrate a model with a case study? Experts in qualitative research differ concerning how much theory emergence should be
36 permitted, ranging from Glaser’s (1992) recommendation that not even a literature review be carried out prior to data interpretation, to Strauss and Corbin’s (1990) insistence that the research question be formally developed prior to any data collection. Literature on qualitative research in the operations management field tends to seek a middle ground, with prior literature review and relatively complete formulation of research questions, but recognition that some theory emergence will occur as the data is collected and analyzed. Stuart et al. (2002) observe that the research question may well change during the course of the project. Lewis (1998) goes even further, proposing a theory-development process based on iterations between literature, cases, and the intuition of the theorist.
Following Lewis’ (1998) iterative triangulation approach, we refined the literature, protocol, and interview results into a theoretical model linking competitive need to reduce lead times with decisions and behaviour that result in reduced lead time. There are three reasons behind this choice. First, there is a lack of a complete theory of lead time reduction that integrates elements such as behavioural and organisational aspects with implementation of the mathematical principles of lead-time reduction. Second, the lead-time-reduction literature is scattered among a variety of disciplines, ranging from industrial engineering, applied mathematics, and operations management to organizational behaviour. Finally, as described before, the relative scarcity of lead-time-reduction behaviour, in contexts where we would expect it to be common, can be seen as a paradox, encouraging us to expect some theory emergence during our data collection. We did not, therefore, begin with data collection and a fully formed theoretical model, as would be recommended by Strauss and Corbin (1990), but allowed the case to play a catalytic role in model emergence as we iterated between case, protocol, and literature.
We did not initially see the paradox as a simple model, but began with a hodge-podge of literatures, experiences in the field, and frustrations that we sought to put into order to address a real problem that exists in manufacturing. We thus went into the company with a long list of