Développement d'une méthodologie systématique de
conception des cours à bois
Thèse
Marta Trzcianowska
Doctorat en sciences forestières
Philosophiæ doctor (Ph. D.)
Développement d’une méthodologie systématique
de conception des cours à bois
Thèse
Marta Trzcianowska
Sous la direction de :
Daniel Beaudoin, directeur de recherche
Luc LeBel, codirecteur de recherche
Résumé
Les cours à bois jouent un rôle essentiel dans le bon fonctionnement de la chaîne d'approvisionnement forestier. La performance des opérations d'une cour est étroitement liée à sa conception. Le problème de conception des cours à bois a attiré peu d’attention dans le milieu scientifique bien que les recherches provenant d’autres secteurs industriels aient démontré l’importance stratégique des entrepôts sur les activités et la rentabilité économique des entreprises. Par conséquent, il existe un besoin de recherche dans cet environnement complexe pour la création d’une approche systématique visant à concevoir des cours à bois performantes en tenant compte de leurs conditions opérationnelles. Cette thèse vise à développer une méthodologie systématique de conception des cours à bois afin d’accroitre la performance de la chaîne d’approvisionnement forestier.
Dans un premier temps, les pratiques actuelles de conception, de gestion et d’opérations réalisées dans les cours à bois ont été documentées. Des données détaillées sur la superficie, l’approvisionnement, les ressources humaines et machines, la gestion des inventaires et la performance ont été collectées au moyen de questionnaires personnalisés auprès de 38 des plus grandes usines de sciage SEPM au Québec. Ces données ont été complétées et clarifiées par des visites de sites et des entrevues avec les gestionnaires des cours à bois. Les résultats ont confirmé le besoin d’un guide de conception dans le milieu pratique et ont démontré une hétérogénéité des conditions opérationnelles des cours à bois. Une analyse des données obtenues nous a permis d’identifier les inhibiteurs de leur gestion et des opérations (saisonnalité de l’approvisionnement, forme de la cour, revêtement en terre battue).
Par la suite, les données du sondage ont servi à comparer l’efficience technique des cours à bois et de leurs opérations. Une approche Data Envelopment Analysis (DEA) a permis d’identifier des sources d’inefficience en utilisant la superficie, le nombre de machines et le nombre d’employés en intrants, ainsi que le volume annuel en extrant au modèle. La moyenne d’efficience technique des cours sondées est de 62 % sous hypothèse de rendements d’échelle constants et de 81 % sous hypothèse de rendements d’échelle variables. L’inefficience des cours à bois est liée au rendement d’échelle (23 %) et à la consommation de ressources (19 %). Les résultats d’efficience ont été comparés au contexte opérationnel de la cour représentée par : le nombre de tris, la forme de la cour et la saisonnalité d’approvisionnement. Cette analyse a permis d’identifier deux pratiques (vieil équipement et revêtement en terre battue) qui influencent le plus la performance des cours à bois en tenant compte de leur contexte opérationnel.
Finalement, une approche prenant en compte la saisonnalité de l’approvisionnement forestier dans les démarches de conception des cours à bois a été proposée. Cette approche bonifie la méthode de conception statique développée par Hampton dans les années 1980. La bonification permet d’adapter la conception de la cour aux conditions saisonnières d’approvisionnement en déterminant les saisons d’opérations et en intégrant des décisions flexibles de conception (capacité supplémentaire, ressources additionnelles, ressources flexibles). La démarche d’évaluation de la performance des scénarios proposés a également été bonifiée par l’application de la simulation à évènements discrets. L’applicabilité de la méthode est démontrée à l’aide d’un cas d’une cour existante dans la province de Québec au Canada.
Abstract
Log yards play an essential role in the proper functioning of the forest supply chain. The performance of log yard operations is closely related to its design. Log yard design and operations have not been thoroughly represented in the scientific literature although research in other industrial sectors have demonstrated the strategic importance of warehouses to the activities and economic profitability of an enterprise. There is a need for research into this complex environment in order to and establish a systematic approach for designing efficient log yards considering their operational conditions. This thesis aims to develop a systematic log yard design methodology for improved forest supply chain efficiency.
In the first part of this thesis, the current practices of log yard design, management and operations were documented. Detailed data on the area, supply, human and machine resources, inventory management and performance were collected using personalized questionnaires from the 38 largest softwood sawmills in Quebec, Canada. Data and information from the questionnaire were completed and validated by site visits and interviews with log yard managers. The results confirmed the need for a design guide in the practical environment and demonstrated the heterogeneity in operational conditions of log yards. An analysis of the obtained data allowed us to identify the crucial inhibitors of their management and operations (seasonality of wood supply, shape of the yard and unpaved surface).
In the second part of the thesis, the survey data was used to compare the technical efficiency of log yards and their operations. Data Envelopment Analysis (DEA) was used to identify the sources of log yard inefficiency using the surface area, the number of machines and the number of employees as inputs, and the annual volume as outputs of the model. The average technical efficiency of the log yards is 62 % under constant returns to scale and 81 % under variable returns to scale. The overall inefficiency of the yards can be associated with the scale inefficiency (23 %) and the resource consumption (19 %). The efficiency scores were compared to the operational context of the yard represented by the number of sorts, the shape of the yard and the seasonality of log supply. This analysis allowed us to identify two practices that had the most influence on yard performance (old equipment and unpaved surface).
Finally, in the third part of the thesis, an approach is proposed to take into account the seasonality of forest supply in the log yard design procedure. This approach completes the static design method developed by Hampton in the 1980s. The enhancement allows the design of the yard to be adapted to seasonal supply conditions by determining the operating seasons and integrating flexible design decisions (additional capacity, additional resources, and flexible resources). The process of evaluating the performance of the proposed
scenarios was also enhanced by the application of discrete event simulation. The method is demonstrated using the case of an existing log yard in Quebec, Canada.
Table des matières
Résumé ... iii
Abstract ... v
Liste des tables ... xi
Liste des figures ... xii
Liste des abréviations ... xiii
Remerciements ... xv
Avant-propos ... xvi
Introduction générale ... 1
Contexte ... 1
Définition de la cour à bois ... 2
Classification des décisions de la conception ... 3
Spécifications de la conception des cours à bois ... 5
Problème et objectifs ... 8
Structure de la thèse ... 9
Chapitre 1 : Cadre théorique ... 11
1.1. Méthodes de conception des entrepôts ... 11
1.1.1. Méthodes de conception des cours à bois ... 14
1.2. Évaluation de la performance des entrepôts ... 16
1.3. Synthèse de la revue de littérature ... 19
Chapitre 2 : Current practices in log yard design and operation in the Province of Quebec, Canada ... 21
2.1. Résumé ... 21
2.2. Abstract ... 21
2.3. Introduction ... 22
2.3.1. Warehouse design problem ... 23
2.3.2. Log yard design problem ... 23
2.4. Methods ... 27
2.5. Results and discussion ... 28
2.5.1. Yard characteristics ... 28
2.5.1.1. Area ... 28
2.5.1.3. Inventory management ... 33
2.5.1.4. Handling equipment ... 34
2.5.2. Seasonality impact ... 35
2.5.3. Log yard performance ... 37
2.5.3.1. Performance evaluation ... 37
2.5.3.2. Managerial perception of key performance factors ... 39
2.6. Conclusions ... 40
Literature cited ... 42
Chapitre 3 : Performance analysis of log yards using data envelopment analysis ... 46
3.1. Résumé ... 46
3.2. Abstract ... 46
3.3. Introduction ... 47
3.4. Literature review ... 48
3.4.1. Data Envelopment Analysis ... 49
3.4.2. DEA application in warehouse benchmarking ... 51
3.5. Materials and Methods ... 52
3.5.1. Data set ... 52
3.5.2. Data analysis ... 55
3.5.3. Influence of operational conditions on yard efficiency ... 56
3.6. Results ... 58
3.6.1. Log yard efficiency ... 58
3.6.2. Sources of technical inefficiency ... 59
3.6.3. Best and worst practices in log yard design and operations ... 60
3.7. Discussion ... 62
Literature cited ... 64
Chapitre 4 : Conception adaptative de la cour à bois ... 68
4.1. Introduction ... 68
4.1.1. Adaptation saisonnière des cours à bois ... 68
4.1.2. Problème de conception des cours à bois ... 70
4.2. Méthodologie de la conception adaptative de la cour à bois ... 72
4.2.1. Collecte de données ... 75
4.2.2. Détermination des saisons ... 76
4.2.2.1. Détermination des points de transition ... 76
4.2.2.2. Définition de l’étendue des réceptions de bois et de l’inventaire pour chaque saison ... 77
4.2.3. Analyse des flux ... 77
4.2.4. Détermination de capacité pour chaque saison ... 78
4.2.4.1. Capacité en termes de superficie ... 78
4.2.4.2. Capacité en termes d’équipements ... 79
4.2.5. Détermination d’un nombre de conceptions ... 81
4.2.5.1. Établir le nombre de conceptions ... 81
4.2.6. Évaluation de la performance... 82
4.3. Exemple d’application de la méthodologie ... 83
4.3.1. Collecte de données ... 84
4.3.1.1. Caractéristiques de la matière première entrante ... 84
4.3.1.2. Production à l’usine ... 85
4.3.1.3. Transport - arrivages des camions ... 85
4.3.1.4. Superficie et ressources ... 87
4.3.2. Détermination des saisons ... 88
4.3.2.1. Détermination des points de transition ... 88
4.3.2.2. Définition de l’étendue des réceptions de bois et de l’inventaire pour chaque saison ... 89
4.3.3. Analyse des flux ... 89
4.3.3.1. Modélisation des flux ... 89
4.3.3.2. Prioriser les flux et déterminer la relation de proximité des activités ... 90
4.3.4. Détermination de capacité pour chaque saison ... 92
4.3.4.1. Capacité alternative en termes de superficie et d’équipement ... 92
4.3.5. Détermination d’un nombre de conceptions ... 92
4.3.6. Évaluation de performance ... 92
4.3.6.1. Résultats des simulations ... 93
4.4. Discussion et conclusions ... 97
Conclusion générale ... 99
Application de la recherche ... 100
Limites et perspectives ... 100
Bibliographie ... 103
Annexe A: Sondage ... 111
Annexe B : Analyse de performance ... 120
Annexe C : Modèle de simulation ... 122
C.1. Arrivage de camions et leurs séquences ... 122
Liste des tables
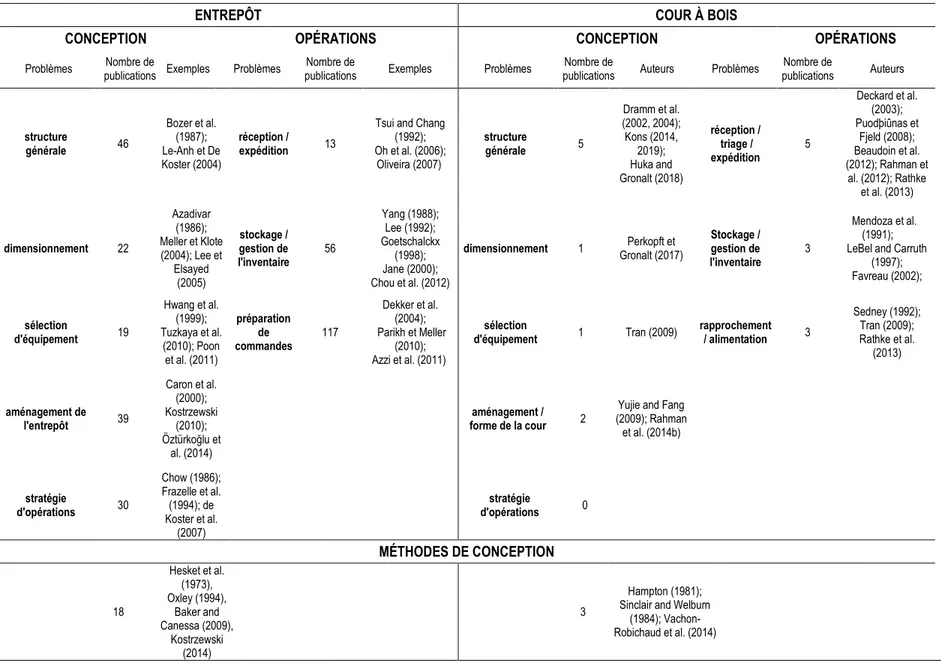
Tableau 1. Problèmes de conception et d’opérations des entrepôts représentés dans la littérature. ... 20
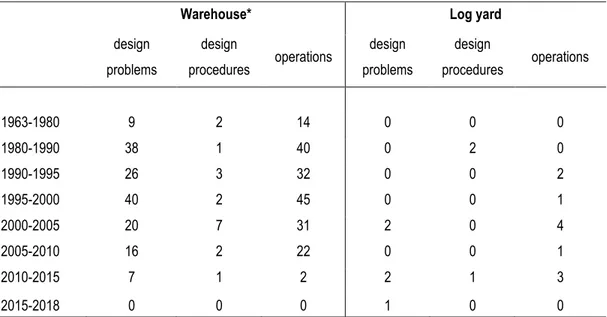
Table 2. Number of publications on design and operation problems and procedures between 1963 and 2018. ... 26
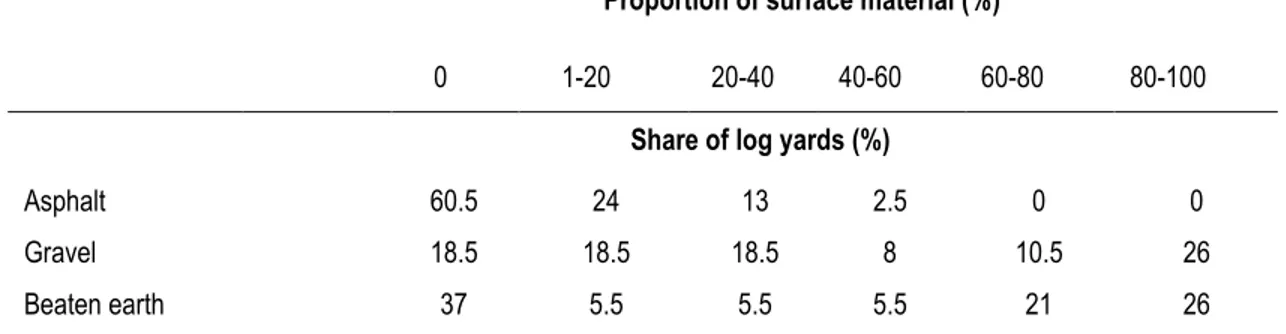
Table 3. Type and proportion of surface material used in the surveyed yards (n=38). ... 31
Table 4. Number of handling machines employed by yards (n=38). ... 35
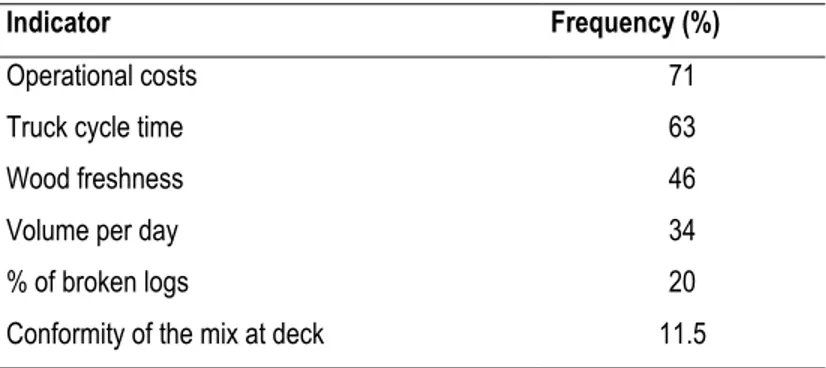
Table 5. Log yard performance indicators used by respondents (n=35). ... 37
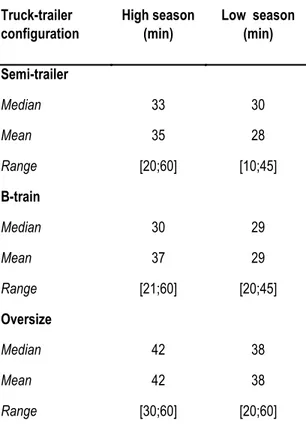
Table 6. Average truck cycle time in the log yard for the high and low season based on 46 trucks. ... 38
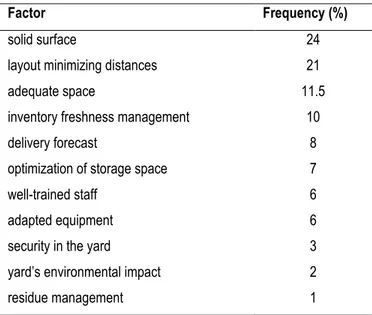
Table 7. Factors contributing to efficient design in manager’s perception (n=87). ... 39
Table 8. Factors leading to warehouse’s efficiency. ... 52
Table 9. Spearman’s correlation coefficients for input and output DEA factors. ... 55
Table 10. Spearman’s correlation coefficients of employed input and output, and influencing factors ... 57
Table 11. Evaluated practices of log yard design and operations. ... 61
Tableau 12. Portée de la conception d’une cour à bois. ... 74
Tableau 13. Critères de sélection de l’équipement. ... 80
Tableau 14. Étendues de l’inventaire et du nombre de camions réceptionné par semaine. ... 89
Tableau 15. Priorisation des flux sur la base du nombre de voyages dans le site industriel. ... 91
Tableau 16. Les scénarios de conception pour chaque saison. ... 92
Liste des figures
Figure 1. Inventaires au sein de la chaîne logistique forestière. ... 1
Figure 2. Complexité des décisions associées à la conception et à l’opération de la cour à bois. Adaptée de Gu et al. (2007). ... 7
Figure 3. Structure de la thèse. ... 10
Figure 4. Log yard area (n=38). ... 29
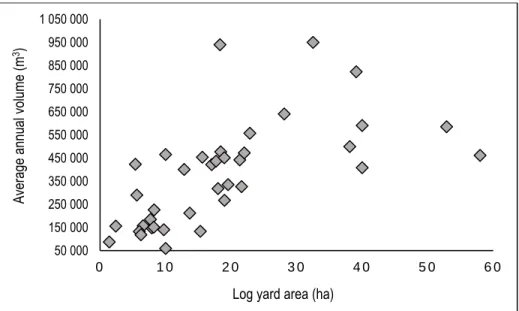
Figure 5. Average volume handled annually and log yard area for the 38 surveyed yards. ... 29
Figure 6. Example of log yard shape diversity. ... 30
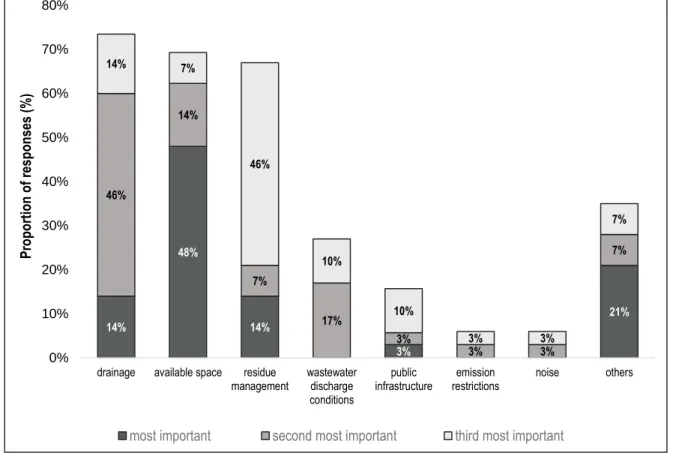
Figure 7. The most important constraints on log yard design according to log yard managers (n=29). ... 32
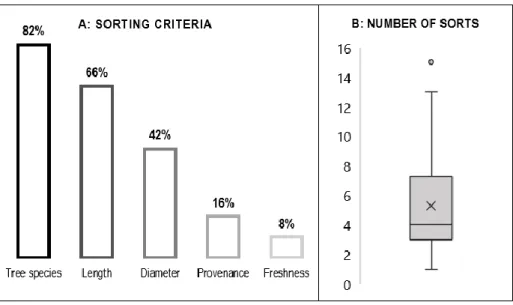
Figure 8. Sorting criteria (A) and number of sorts (B) for the 38 surveyed yards. ... 34
Figure 9. Year of production of handling equipment used in surveyed yards. ... 35
Figure 10. Coefficient of variation of log inventory (A) and yearly volume fluctuation (B) for the surveyed yards (n=38). ... 36
Figure 11. Input and output data collected from the sample of 38 decision-making units (DMUs). ... 53
Figure 12. Box plot of inputs (x1-x3) and output (y) used for the DEA analysis. ... 54
Figure 13. Aggregate, pure and scale efficiency scores of the examined log yards. ... 58
Figure 14. Input reduction projections (BCC model). ... 59
Figure 15. Influence of operational conditions on yard efficiency (BCC model). . ... 60
Figure 16. Tendance générale des inventaires dans les cours à bois au Québec. ... 69
Figure 17. Bonifications apportées à la méthode de Hampton (1981). ... 73
Figure 18. Portée des décisions dans le développement et évaluation des conceptions. ... 75
Figure 19. Image satellite de la cour à bois sélectionnée pour l’application de la méthode. ... 84
Figure 20. Répartition du nombre de voyages en fonction de la provenance et du type de camion. ... 86
Figure 21. Arrivage des camions par jour de la semaine (A) et par heure du jour (le jeudi dans cet exemple) (B). ... 87
Figure 22. Délimitation des saisons d’approvisionnements. ... 88
Figure 23. Schéma des flux de matière dans le site industriel ... 90
Figure 24. Temps moyen de cycle des camions pour les trois saisons. ... 94
Figure 25. Distance moyenne parcourue par l’équipement roulant pour les trois saisons. ... 95
Liste des abréviations
BCC : Baker, Charnes, Cooper (model) CCR : Charnes, Cooper, Rhodes (model) CI : Compactness or complexity index
CRIQ : Centre de recherche industriel du Québec CVF : Centre de valorisation de la fibre
DEA : Data envelopment analysis DFA : Distribution-free approach DMU : Decision making unit
FERIC : Forest Research Institute of Canada / Institut Canadien de Recherches en Génie Forestier FIFO : First-in, first-out
FWM : Freshness wood management JIT : Just-in-time / Juste-à-temps
KPI : Key performance indicators / Indicateurs clés de performance
MFFP : Ministère des Forêts, de la Faune et des Parcs MTQ : Ministère des Transports du Québec
NSERC : Natural Sciences and Engineering Research Council of Canada / Conseil de recherches en sciences naturelles et en génie du Canada
SFA : Stochastic frontier approach SEPM : Sapin, épinettes, pin gris, mélèze SLP : Systematic layout planning TFA : Thick frontier approach UGS : Unités de gestion des stocks
Remerciements
Je n'aurais jamais pu réaliser ce doctorat sans le soutien d'un grand nombre de personnes dont la générosité, la bonne humeur et l'intérêt manifesté à l'égard de ma recherche m'ont permis de progresser dans ce projet, qui se veut le plus grand que j’ai réalisé de toute ma vie.
Je tiens à remercier en premier lieu mon directeur de recherche, le professeur Daniel Beaudoinpour la confiance qu'il m'a accordée en acceptant d'encadrer ce travail doctoral. Je voudrais surtout le remercier pour ses judicieux conseils qui ont contribué à alimenter ma réflexion. J’adresse également tous mes remerciements à mon codirecteur de recherche, le professeur Luc LeBel, pour tout l’encadrement et la guidance dans le domaine de la foresterie internationale et locale dont j'ai pu bénéficier au cours de mon cheminement.
Je voudrais exprimer ma reconnaissance envers le consortium de recherche FORAC et ses partenaires industriels pour toutes les opportunités d'apprentissage. Plus particulièrement, je remercie Edith Brotherton, coordonnatrice scientifique du consortium, pour sa collaboration et ses nombreux conseils de rédaction. Je suis très reconnaissante pour son soutien tout au long de mon doctorat.
Je remercie mes collègues et mes amis du bureau au Pavillon Abitibi-Price pour l’ambiance de travail et la camaraderie. Un grand merci à Étienne Pilon et Étienne Thivierge-Robitaille pour les belles discussions, à Maryse pour son énorme soutien (aussi culinaire!), à Marie-Lou pour sa précieuse collaboration et son aide pertinente dans plusieurs étapes du projet et à Shuva pour son encouragement moral à travers l’épreuve ultime. Je tiens à remercier également Maxime Renaud, mon chef au sein de la Direction de l’aménagement et l’environnement forestiers au MFFP, et mes camarades de travail (dont la liste est longue) pour leurs encouragements et leur appui dans la phase la plus difficile de mon parcours doctoral – la rédaction.
Sur une note plus personnelle, j’exprime ma gratitude envers mes amis. Merci à Lorraine, ma colocataire exceptionnelle, qui avec une patience phénoménale, m’a soutenue tout au long de ce projet. Merci à Ludwig pour sa belle amitié et les heures passées sur mon apprentissage de modélisation. Je remercie Jean pour m’avoir encouragée à venir au Canada et pour son aide avec les multiples démarches administratives. Enfin, je remercie tout particulièrement Zuzanna, ma partenaire de crime aux études. Sans elle cette aventure n’aurait jamais été si intéressante.
Finalement, un grand merci à toute ma famille en Pologne, surtout à mes parents et à mes frères pour leur soutien éternel.
Avant-propos
La présente thèse est le résultat d’un projet de doctorat effectué sous la direction de Daniel Beaudoin et la codirection de Luc LeBel, tous deux professeurs au Département des sciences du bois et de la forêt à l’Université Laval. Le travail présenté s’inscrit dans le programme de recherche du Consortium de recherche FORAC et a été financé par le Conseil de recherches en sciences naturelles et en génie du Canada (NSERC - RDCPJ-437433-12).
La thèse est composée de trois étapes, dont deux d’entre elles (chapitre 2 et 3) ont fait l’objet de deux articles dont je suis la première auteure. La troisième étape (chapitre 4) a été rédigée de facture traditionnelle. Pour toutes les étapes, j’ai agi à titre de chercheure principale dans le développement de la méthodologie proposée, la récolte de données, l’analyse et la validation, ainsi que la rédaction du manuscrit.
Le premier article intitulé « Current practices in log yard design and operations in the Province of Quebec,
Canada » a été publié dans le Forest Products Journal, Vol. 69, No. 4, en 2019. J’en suis la première auteure,
et les professeurs Daniel Beaudoin et Luc LeBel en sont les coauteurs. L’article, inséré au chapitre 2 de cette thèse, est identique à celui qui a été publié, à part de l’ajout de l’annexe et quelques modifications mineures. Le second article intitulé « Performance analysis of log yards using data envelopment analysis » a été publié dans l’International Journal of Forest Engineering, Vol. 30, No. 2, en 2019. Tout comme pour le premier article, j’en suis également la première auteure, et les coauteurs sont les professeurs Luc LeBel et Daniel Beaudoin. L’article, inséré au chapitre 3 de cette thèse, est identique à celui qui a été publié excepté pour quelques modifications mineures.
Les travaux présentés dans cette thèse (chapitre 2 et 3) ont fait l’objet de nombreuses communications lors de colloques et de conférences. Les communications reliées au premier article sont les suivantes :
Trzcianowska M., Beaudoin D., Lebel L., (2015) Wood yard design methodology for improved supply chain performance. Congrès annuel de FIBRE, mai 2015, Montréal, Canada. [Affiche].
Trzcianowska, M., (2016). Développement d’une méthodologie systématique de conception des cours à bois. Expo-conférence FORAC, 27 janvier, Université Laval, Québec, Canada.
Trzcianowska M., Beaudoin D., Lebel L., (2016) Développement d’une méthodologie systématique de conception des cours à bois. Conférence du CIRRELT, 16-17 mai 2016, Québec, Canada. [Affiche].
Trzcianowska, M., Beaudoin, D., LeBel, L., (2016). Wood yard design methodology to improve the wood supply chain performance, Proceedings of the 49th International Symposium on Forestry Mechanization
(FORMEC 2016), 4-7 September, Warsaw, Poland, pp. 129-134.
Trzcianowska M., Beaudoin D., Lebel L., (2016) Développement d’une méthodologie systématique de conception des cours à bois. Colloque facultaire FFGG, novembre 2016, Québec, Canada. [Affiche].
Les communications reliées au deuxième article sont les suivantes :
Trzcianowska, M., Beaudoin, D., LeBel, L., (2017). General portrait of wood yards design and evaluation of their performance, International Federation of Operational Research Societies (IFORS), 17-21 July, Quebec,
Canada.
Trzcianowska, M., (2017). Portait général et benchmark de la performance des plus grandes cours à bois SEPM au Québec, Expo-conférence FORAC, 1 février, Université Laval, Québec, Canada.
Trzcianowska, M., (2018). Améliorer la performance des cours à bois / Improving log yard design, Info-FORAC / FORAC News, page 10.
Trzcianowska, M., LeBel, L., Beaudoin, D., (2018). Performance analysis of log yards using data envelopment analysis, Annual meeting COFE, 15-18 July, Williamsburg, USA.
Introduction générale
Contexte
L’industrie forestière est un des secteurs majeurs de l’industrie du Canada avec une contribution de 1,6 % au produit intérieur brut réel et 209 940 emplois directs (Ressources naturelles Canada 2018). Le Québec est la deuxième province en importance au Canada avec 19 % du total de bois récolté. Au cours des dernières décennies, la crise économique et la mondialisation du marché des produits du bois ont influencé la compétitivité de l’industrie forestière canadienne. Le marché des produits forestiers est devenu plus exigeant notamment en raison de l’augmentation du coût de la matière première et de la baisse de la demande. Afin d’améliorer leur compétitivité et de maximiser leurs profits, les entreprises forestières recherchent des moyens permettant d’ajouter de la valeur à leurs produits en optimisant leur approvisionnement (Dramm et al. 2004). Simultanément, les entreprises cherchent à réduire les coûts de leurs activités. Puisque la gestion des inventaires de bois représente un coût non négligeable pour l’industrie forestière (Favreau 2002; Del Degan et Larouche 2016), il est important d’aborder le problème de gestion des inventaires pour que la chaîne d’approvisionnement soit plus profitable.
La nécessité de maintenir en réserve des stocks de bois rond résulte de la fluctuation saisonnière de l’approvisionnement liée aux limitations du transport du bois dans la période de dégel. Des inventaires élevés de bois sont placés tout au long de la chaîne d’approvisionnement (Figure 1). Nous parlons ainsi des inventaires de bois récolté et stocké en forêt, dans les cours satellites, dans les cours de triage et enfin, dans les cours adjacentes à l’usine de transformation (sciage, pâte et papiers). Ainsi, les cours à bois jouent un rôle clé dans la chaîne d’approvisionnement forestier en connectant la matière première récoltée en forêt avec le processus de transformation selon les différents systèmes de gestion des inventaires.
Forêt Transport Cour Récolte Cour Usine Usine
Définition de la cour à bois
Afin de caractériser les cours à bois, nous pouvons commencer par la définition du Vocabulaire forestier (1946), qui les décrit comme « un terrain réservé au dépôt des billes avant le sciage, ou à l’empilement des pièces de
bois au sortir de la scierie ». Le Dictionnaire de la foresterie (2003) ajoute à cette définition la spécification de la
forme de bois stocké : « soit sous la forme de grumes ou de tronc entiers à l’arrivée à l’usine, soit sous forme
de bois débités bruts ou rabotés » et souligne la localisation « en plein air ». Cette définition ne tient pas compte
des fonctions principales des cours à bois.
Les différents types des cours à bois ont différents rôles dans la chaîne d’approvisionnement forestier. Dramm et al. (2002) présentent quatre types de cours à bois : la cour satellite, la cour de transit, la cour adjacente à l’usine de production et la cour de triage. Les cours satellites constituent un point d’accumulation de la matière première pour les expéditions de longues distances vers les cours des usines. Les cours de transit servent comme point de transfert des différents modes de transport : les camions, les trains et les bateaux. Le rôle principal des cours adjacentes à l’usine de sciage est de fournir à l’usine la quantité et qualité adéquate du bois au bon moment. Finalement, les cours de triage valorisent la matière première en fonction du marché par un triage adéquat qui répond à la demande de plusieurs usines de transformation (bon bois à la bonne usine au bon moment). Ainsi, les cours de triage permettent de tirer le plein potentiel de la forêt en valorisant chaque bille. Ce concept a fait l’objet de travaux par le Centre de recherche industriel du Québec (CRIQ), qui a développé en 2009 un modèle de Centre de valorisation de la fibre (CVF) où la matière première sous forme de tiges, billes et broyats est qualifiée et transformée (ou pré-transformée) en fonction des demandes. Cependant, au Québec, il n’existe actuellement que deux cours de triage de bois rond – dans la région des Laurentides et en Mauricie. Ces centres effectuent une certaine valorisation de bois feuillu en classant les plus grosses billes pour le déroulage, les billes de la classe moyenne pour le sciage et les plus petites pour les copeaux. En plus, différentes mesures de financement ont été mises en place par le ministère des Forêts, de la Faune et des Parcs (MFFP) pour encourager les projets d’implantation ou d’optimisation des cours à bois qui visent une meilleure affectation de bois à la production (p. ex. Chantier feuillu 2.0). Néanmoins, chaque type de cour à bois vise à effectuer un meilleur triage pour améliorer son approvisionnement, augmenter la valeur de bois et alimenter l’usine avec la combinaison adéquate de matière première nécessaire à son fonctionnement. Indépendant de son rôle principal, chaque cour agit comme un point de découplage en séparant les flux de bois de la forêt (flux poussé) à l’usine de production (flux tiré). Également, la cour combine les fonctions d’un entrepôt de distribution avec celui de production. Les entrepôts de distribution stockent différents matériaux pour répondre à la demande de clients, tandis que les entrepôts de production stockent à la fois la matière première, les produits semi-finis et finis associés au processus de production ou d’assemblage. Ainsi les cours à bois
visent à la fois la minimisation des coûts opérationnels (distribution) et la maximisation de la capacité de stockage (production).
Dans la même cour à bois, les différents matériaux sont stockés pour des périodes variables. S’il s’agit seulement de bois rond, l’hétérogénéité de la matière première représente un aspect essentiel. La cour permet de recevoir, stocker et manutentionner les tiges et les billes de différentes dimensions, provenances, essences avec un taux d’humidité variable. C’est donc dans la cour qu’il faut gérer adéquatement la fraicheur, la qualité et la quantité du bois pour alimenter l’usine avec la bonne combinaison de matière première tout en minimisant la dépréciation du bois.
Sur le plan opérationnel, la cour permet d’effectuer différentes activités liées à la manutention (déchargement, rapprochement, rechargement) et au traitement de la matière première (mesurage, tronçonnage, triage). Hampton (1981) et Sinclair et Wellburn (1984) ont fourni les portraits des opérations conduites dans les cours à bois en vue d’améliorer leur performance. Ils ont souligné le problème de conception pour la gestion efficace du bois et des ressources de la cour (l’espace, l’équipement, les employées). Tout comme pour les entrepôts généraux, le problème de conception de cours à bois est si important que la majorité des coûts et de la performance liés à leur fonctionnement sont déterminés au stade de conception (Rouwenhorst et al. 2000). La conception efficiente du site permet ainsi de réduire les coûts opérationnels et d’améliorer la performance des sites nécessaires pour les usines de production, mais ces sites sont considérés comme un centre de coûts pour le réseau d’approvisionnement.
Le processus de conception de la cour à bois est une démarche très complexe, qui doit atteindre plusieurs objectifs en même temps. La démarche vise entre autres la minimisation de la distance parcourue par l’équipement roulant, l’utilisation adéquate de l’espace et des équipements, la sécurité et fluidité des déplacements et la réduction de coûts opérationnels. L’atteinte de ces objectifs et la performance de la cour sont déterminées par plusieurs décisions de conception qui sont liées entre elles et qui comportent chacune leurs sous-problèmes. Le cadre décisionnel de conception et d’opérations sera présenté dans les sections suivantes. Puisque la cour à bois est un cas particulier d’entrepôts implantés dans le domaine forestier, il est important de commencer avec le cadre général des décisions de conception des entrepôts. Par la suite, les spécifications du fonctionnement des cours à bois seront abordées.
Classification des décisions de la conception
le processus (activités), les ressources (équipement et employés) et l’organisation (planification et contrôle). Les décisions du niveau stratégique déterminent le flux de processus, le niveau d’automatisation et la sélection du système de stockage. Le dimensionnement de ces systèmes et le plan de l’entrepôt se situent au niveau tactique. Les politiques détaillées d’affectation de machinerie et d’allocation de produits appartiennent au niveau opérationnel. En descendant d’un niveau à un autre, la gamme de décisions à prendre est limitée par celles prises aux niveaux supérieurs. Au niveau opérationnel, les décisions doivent être effectuées dans les limites établies par les décisions stratégiques et tactiques (p. ex. les flux des matériaux déterminent le plan des départements qui influencent la performance opérationnelle en termes de kilométrage parcouru par les machines). Les décisions stratégiques déterminent la majeure partie de la performance d’un entrepôt du point de vue financier et opérationnel et elles présentent des investissements élevés. Une fois ces décisions prises, elles ne peuvent être révisées (Geraldes et al. 2011).
De plus, chaque décision de conception des entrepôts influence les autres décisions et ne peut donc pas être considérée séparément, comme souligné par Gu et al. (2007). Ils définissent la conception comme le résultat des solutions à un ensemble de sous-problèmes avec plusieurs interactions entre eux. La conception d’un entrepôt consiste à prendre cinq décisions principales : (1) la sélection de la structure générale, (2) le dimensionnement de l’entrepôt et ses départements, (3) le choix d’équipement, (4) la détermination du plan détaillé de chaque département et (5) le choix de la stratégie d’opérations. La structure globale définit les flux de matériaux au sein de l’entrepôt et les spécifications des départements fonctionnels (p. ex. combien de départements de stockage avec quelles technologies). Le dimensionnement détermine la capacité et les dimensions de l’entrepôt ainsi que la répartition dans l'espace de ses différents départements. Ces décisions influencent surtout les coûts de construction, de réapprovisionnement et de manutention des matériaux. La sélection de l'équipement consiste à déterminer le niveau d'automatisation approprié pour l'entrepôt, le type et le nombre de machines nécessaires. Le plan des départements est une configuration détaillée qui détermine la localisation des départements fonctionnels, et à l’intérieur de chaque département l’allocation des allées et des emplacements de stockage. La stratégie d’opérations définit comment l'entrepôt sera exploité. Ces décisions font partie des décisions de conception. Les opérations principales d’un entrepôt concernent la réception des UGS (unités de gestion des stocks), leur entreposage, leur récupération pour compléter les commandes de clients et leur expédition. Ces opérations impliquent une bonne allocation des ressources (espace, équipement, employés) de même que la coordination des activités afin que le système soit performant.
Afin de gérer une telle complexité décisionnelle, il serait profitable d’appliquer une approche systématique qui permettra de mieux orienter les décisions de conception des entrepôts et ainsi d’en améliorer la performance (Gu et al. 2007, 2010; Goetschalckx et al. 2002; Baker and Canessa 2009).
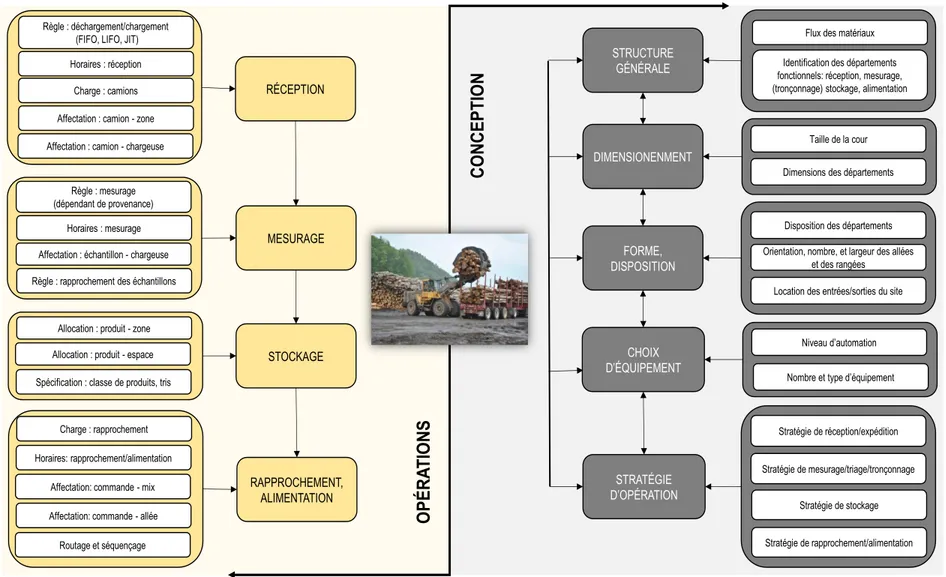
Spécifications de la conception des cours à bois
Dans les cours à bois, les problèmes énumérés précédemment doivent être adaptés au contexte forestier (Figure 2). Tout d’abord, il existe un lien fort entre le système d’approvisionnement et la conception d’une cour à bois. L’approvisionnement forestier se caractérise par les différents systèmes de récolte et de transport. Le système de récolte, qui détermine le format de la matière première (bois tronçonné ou bois en longueur), a un impact sur la conception et les opérations d’une cour à bois. Le bois en longueur nécessite une opération de tronçonnage qui peut être effectuée dans la cour ou à l’entrée de l’usine. Le nombre de tris influence le dimensionnement des zones de stockage et le choix d’équipement. La variabilité de la fréquence d’arrivage et la charge des camions est l’élément principal du transport forestier qui influence les opérations de la cour. Les camions arrivant avec une charge hors norme nécessitent une plus grande capacité de déchargement que ceux équipés de semi-remorque. De plus, la cour doit être préparée à décharger les camions arrivant souvent avec une fréquence imprévisible (surtout provenant de la forêt privée) sans augmenter significativement le temps de cycle des camions dans la cour. En même temps, les machines doivent alimenter l’usine avec la combinaison adéquate de matière première pour la production. Si la coordination entre la récolte et la production à l’usine est bien établie, il s’agit seulement de décharger les camions directement à l’entrée de l’usine. Autrement, le bois doit être déchargé et stocké dans la cour, ce qui augmente les besoins de capacité en termes d’espace et d’équipement.
La capacité de la cour est également influencée par la saisonnalité de l’approvisionnement et de la demande. La saisonnalité augmente pour certaines périodes de l’année les besoins d’espace de stockage et de capacité d’équipement pour opérer de façon sécuritaire. Ainsi, la cour devrait être conçue de façon flexible pour répondre adéquatement aux besoins en termes de quantité et de qualité de la matière stockée. Puisqu’une cour à bois est un entrepôt extérieur, elle doit pouvoir être adaptée, selon les saisons. On parle ici de la gestion de la fraîcheur du bois, des opérations de déneigement, de la gestion des déchets et de la protection contre le feu. La conception de la cour doit permettre d’opérer adéquatement malgré cette grande variété des conditions d’opération.
Pour la gestion efficace de cette diversité, la cour à bois doit être conçue de façon systématique. Une méthode systématique de conception pourrait améliorer la performance de la cour en deux volets. Le premier volet concerne l’optimisation de l’utilisation des ressources dans une vaste gamme de conditions d’approvisionnement et de demande imposées par la saisonnalité. Le deuxième volet vise la minimisation de problèmes générés par la conception mal adaptée, p. ex. les longues files d’attente des camions à décharger, la perte de la valeur du bois due au long stockage, les flux croisés de machines. De plus, une méthode
surtout utile dans le contexte du partage de ressources (espace, équipement) entre la cour à bois rond et la cour à bois d’œuvre, ce qui permet d’améliorer la performance du site au complet.
La performance peut être évaluée au moyen de différents critères en fonction de la stratégie de l’entreprise. Les entreprises visent souvent la réduction des coûts opérationnels, la maximisation du volume manutentionné par unité de temps, ou la minimisation de temps de cycle de camions. Cependant chaque gestionnaire utilise ses propres indicateurs en fonction du contexte opérationnel de sa cour, ce qui mène souvent à reproduire des opérations inefficaces. Seulement les comparaisons avec d’autres cours à bois (benchmarking) pourraient aider à poser un diagnostic sur la performance d’une cour donnée et proposer des actions afin d’améliorer les activités y étant conduites (bonnes pratiques). Cette solution est de plus en plus appliquée dans différents domaines tels que manufacturier, le secteur de banques ou bien dans le secteur de la santé (p. ex. McLinton et al. 2018, Sufian 2011, Saygin et al. 2011).
La méthode de conception des cours à bois doit gérer la complexité de facteurs opérationnels en appliquant les bonnes pratiques adaptées au type et à la localisation de la cour examinée. Les méthodes existantes de gestion des entrepôts proposent des démarches séquentielles afin d’organiser la complexité décisionnelle (Baker and Canessa 2009). Ces méthodes donnent une image détaillée des principes de conception, mais leur mise en œuvre directe dans le contexte forestier n’est pas possible sans changements considérables. Une analyse des deux documents existants qui traitent de la problématique générale de la conception des cours à bois (Hampton 1981; Sinclair et Wellburn 1984) indique des lacunes dans deux aspects liés au fonctionnement de la cour : l’influence de la saisonnalité et l’évaluation adéquate de performance. Conformément à notre connaissance des documents existants, nous constatons le manque d’une approche systématique pour concevoir les éléments clés de la chaine d’approvisionnement forestier, soit les cours à bois.
CO
NCE
P
TI
O
N
O
P
É
RA
TI
O
NS
STRUCTURE GÉNÉRALE DIMENSIONENMENT FORME, DISPOSITION CHOIX D’ÉQUIPEMENT STRATÉGIE D’OPÉRATIONFlux des matériaux Identification des départements fonctionnels: réception, mesurage, (tronçonnage) stockage, alimentation
Taille de la cour Dimensions des départements
Disposition des départements Orientation, nombre, et largeur des allées
et des rangées Location des entrées/sorties du site
Niveau d’automation
Nombre et type d’équipement
Stratégie de réception/expédition Stratégie de mesurage/triage/tronçonnage Stratégie de stockage Stratégie de rapprochement/alimentation RÉCEPTION MESURAGE STOCKAGE RAPPROCHEMENT, ALIMENTATION Règle : déchargement/chargement (FIFO, LIFO, JIT)
Charge : camions
Affectation : camion - chargeuse
Règle : mesurage (dépendant de provenance)
Affectation : échantillon - chargeuse Règle : rapprochement des échantillons
Allocation : produit - zone Allocation : produit - espace Spécification : classe de produits, tris
Charge : rapprochement
Affectation: commande - allée Routage et séquençage Affectation: commande - mix
Affectation : camion - zone Horaires : réception
Horaires : mesurage
Horaires: rapprochement/alimentation
Problème et objectifs
Compte tenu du contexte, qui démontre le rôle important des cours à bois dans la chaîne d’approvisionnement du bois et la complexité des problèmes liés à leur conception, nous avons examiné la performance de cours à bois au niveau de leur conception. Ainsi, nous avons émis l’hypothèse que la performance des cours à bois peut être améliorée par l’application d’une méthode systématique de conception qui prend en compte les conditions d’approvisionnement. À notre connaissance, il n’existe aucune étude qui traite ce problème de façon systématique.
Afin de bien concevoir les cours à bois, il était essentiel de déterminer :
Quelles sont les pratiques actuelles de conception, gestion et d’opération des cours à bois?
Comment évaluer leur performance? Quels sont les indicateurs de performance les plus appropriés pour les cours à bois?
Lesquelles des pratiques utilisées dans les cours influencent le plus la performance?
Quelle est l’influence de l’approvisionnement forestier et des exigences de production sur les décisions de conception?
Le but de cette étude était de développer une méthodologie systématique de conception des cours à bois. Plus particulièrement, nous avons ciblé trois objectifs spécifiques :
1) Documenter les pratiques des industriels sur leurs opérations dans les cours à bois en tenant compte des conditions d’approvisionnement.
2) Évaluer la performance des cours à bois et déterminer les pratiques de conception et de gestion affectant le plus leur performance.
3) Proposer une approche systématique de conception des cours à bois compte tenu de la saisonnalité d’approvisionnement, en révisant les concepts trouvés dans la littérature.
Afin de vérifier l’hypothèse énoncée et d’atteindre les objectifs cités ci-dessus, nous avons ciblé les cours à bois adjacentes aux usines de sciage des résineux au Québec. Par leur complexité d’opérations, des différents matériaux à stocker pour des périodes variées, elles présentent un objet d’étude approprié pour cette recherche. Nous pensons que les méthodes de conception pour ce type de cours seront, en partie du moins, transférables vers d’autres types d’entrepôts forestiers, telles que la cour de triage ou la cour satellite.
Structure de la thèse
Les résultats de cette étude permettent d’améliorer la flexibilité dans la conception des cours à bois et d’améliorer leur performance au sein de la chaîne d’approvisionnement forestier. Cette thèse se divise en trois étapes. La teneur de ces étapes est présentée dans la Figure 3.
La première étape du projet documente les pratiques de conception et d’évaluation de la performance des cours à bois grâce à des documents de recherche existants et des cas pratiques et se compose de deux chapitres. Dans le chapitre 1 nous présentons les concepts théoriques nécessaires au développement d’une méthode de conception. Alors que dans le chapitre 2 nous avons documenté les pratiques actuelles de conception, de gestion et d’opération des cours à bois dans la province de Québec au moyen de sondages et de visites des cours à bois. La contribution de la première étape du projet a été publiée en 2019 dans le Forest Products
Journal dans l’article intitulé : « Current practices in log yard design and operations in the Province of Quebec, Canada ».
Dans l’étape suivante (chapitre 3) nous avons examiné la performance des cours à bois avec les données collectées dans la première étape du projet. Cette partie consistait à développer un outil de
benchmarking des cours à bois afin d’évaluer leur efficience technique et d’identifier les sources d’inefficience
en tenant compte de la complexité opérationnelle. Cet outil nous a permis de déterminer les pratiques de conception et de gestion qui influencent le plus la performance des cours à bois. La contribution de la deuxième étape du projet a été publiée en 2019 dans l’International Journal of Forest Engineering dans l’article intitulé : « Performance analysis of log yards using data envelopment analysis ».
Finalement, sur la base de résultats des étapes précédentes, dans la dernière étape nous avons bonifié une approche existante de conception des cours à bois (Hampton 1981) afin d’inclure l’effet de la saisonnalité de l’approvisionnement dans la méthode de conception. Les décisions flexibles de la conception ont été incluses à la méthode statique de décisions fixes. Les démarches développées ont été appliquées dans le milieu industriel. Cette contribution est présentée dans le chapitre 4.
Chapitre 1 : Cadre théorique
Ce chapitre présente les documents existants qui abordent les problèmes de conception et d’opérations des entrepôts. Nous commençons par une description des méthodes de conception des entrepôts (section 1.1.) pour ensuite décrire plus en détail celles concernant les cours à bois (section 1.1.1.). Dans la section 1.2., nous examinons les approches d’évaluation de la performance des entrepôts. Cette structure de la revue de littérature établit un lien entre les problèmes indiqués dans l’introduction générale et les étapes proposées du projet.
1.1. Méthodes de conception des entrepôts
La plupart des recherches portant sur la conception et les opérations des entrepôts traitent ces problèmes indépendamment (l’optimisation de sous-problèmes) ou séquentiellement (les approches de conception). Les études considérant simultanément les décisions de conception/opérations examinent habituellement un nombre limité de sous-problèmes optimisés en appliquant des modèles mathématiques et des algorithmes heuristiques. L’éventail de ces recherches est présenté dans les revues de littérature exhaustives (Cormier et Gunn 1992; Rouwenhorst et al. 2000; Gu et al. 2007; Gu et al. 2010.; Davarzani et Norrman 2015; da Cunha Reis et al. 2017) ainsi que dans le Tableau 1 (section 1.3). Tel que présenté dans Gu et al. (2007), les publications existantes peuvent être classifiées selon deux axes : la conception (structure générale, dimensionnement, sélection d’équipement, plan détaillé et stratégie d’opération) et les opérations (réception/expédition, stockage, récupération). Du côté opérationnel, la plupart des documents se concentrent sur la performance de préparation des commandes puisque plus de 60 % des coûts opérationnels peuvent être attribués à cette opération (Van den Berg et Zijm 1999.; Gu et al. 2007). La préparation des commandes est ainsi examinée en vue de minimiser le temps de réponse (p. ex. Dekker et al. 2004; Parikh et Meller 2010; Azzi et al. 2011) par l’application des règles de routage (Caron et al. 1998) et par l’utilisation du traitement par lots (p. ex. Gademann et van de Velde 2005) dans les systèmes manuels et automatiques (p. ex. Eben-Chaime 1992; Chan et Chan 2011). D’autres recherches portent sur l’optimisation de l’allocation des unités en appliquant les stratégies de stockage dédiées et basées sur la classe de produits (p. ex. Yang 1988; Lee 1992; Goetschalckx 1998; Jane 2000; Chou et al. 2012). Les opérations de réception et d’expédition ont été étudiées afin de déterminer les exigences en capacité des quais de réception ainsi que l’assignation des portes pour l’expédition (p. ex. Tsui and Chang 1992; Oh et al. 2006; Oliveira 2007).
par Bozer et al. (1987) et Le-Anh et De Koster (2004). La détermination de la capacité de stockage et les dimensions de chaque zone ont été examinées selon différents niveaux d’automatisation des entrepôts (p. ex. Azadivar 1986; Meller et Klote 2004) ou selon différentes stratégies de stockage (p. ex. Lee et Elsayed 2005). Les décisions d’aménagement (layout) ont été reportées en deux axes : la localisation des départements (Bassan et al. 1980; Caron et al. 2000; Kostrzewski 2010) et la disposition des produits à l’intérieur d’une zone fonctionnelle et la configuration des allées (p. ex. Malmborg 1998; Öztürkoğlu et al. 2014). En effet, une assignation adéquate des produits à des zones de stockage permet de réduire les distances à parcourir pour la manutention des produits. Quelques publications traitent de l’aménagement de l’entrepôt de façon dynamique en ajustant la configuration selon les changements de capacité dans le temps (p. ex. Chen et al. 2010). La sélection d’équipement a été principalement abordée en examinant les systèmes automatiques (ou semi-automatiques) sur la performance opérationnelle incluant le temps de réponse et les coûts (p. ex. Hwang et al. 1999.; Tuzkaya et al. 2010; Poon et al. 2011). Finalement, les recherches sur la stratégie d’opérations analysent la stratégie de stockage et la stratégie de récupération des commandes (p. ex. Chow 1986; Frazelle et al. 1994; de Koster et al. 2007).
Le processus de conception des entrepôts est abordé de façon séquentielle afin de réduire la complexité des interactions. Les méthodes présentées dans la littérature reflètent les différents points de vue des auteurs, ce qui influence la séquence de décisions et l’ampleur de chaque étape de conception. L’éventail des méthodes existantes de conception des entrepôts est discuté dans deux revues exhaustives : Baker and Canessa (2009) et Kostrzewski (2014). Les approches existantes contiennent de trois à douze étapes, dont la séquence diffère d’une étude à l’autre. La base des approches existantes consiste (1) à déterminer les exigences générales de l’entrepôt, (2) à développer les systèmes de manutention et (3) à développer le plan détaillé de l’entrepôt (Heskett et al. 1973). Cependant, cette approche ne fournit pas les critères d’évaluation des conceptions proposées.
Les méthodes de Firth (1988), Hatton (1990), Govindraj et al. (2000) et Bodner et al. (2002) ont cinq étapes mais restent très générales. Elles introduisent la notion de l’adaptation de conception de l’entrepôt au réseau de distribution et intègrent les approches alternatives (le type d’équipement, le plan détaillé). La méthode proposée par Mulcahy (1994) décrit les spécifications fonctionnelles de l’entrepôt qui visent à développer l’aménagement et de déterminer la capacité en termes d’espace et d’équipement. Oxley (1994) pour sa part, fournit une approche détaillée en 11 étapes avec l’inclusion des exigences de la chaîne logistique et la considération des contraintes opérationnelles : (1) définir les exigences du système, (2) définir et obtenir les données, (3) analyser les données, (4) établir les charges unitaires à utiliser, (5) déterminer les procédures et les méthodes d'opérations, (6) examiner les types et caractéristiques des équipements, (7) calculer les capacités et les quantités des équipements, (8) définir les services et opérations
possibles, (10) évaluer et (11) identifier la conception préférée. Les étapes clés de sa méthode sont la collecte et l’analyse des données. Il a introduit une étape d'identification des charges unitaires à utiliser. Ses démarches contiennent également l’évaluation de performance des conceptions proposées en fonction des exigences de stockage et de manutention. Selon Baker et Canessa (2009), la méthode d’Oxley (1994) est la plus complète des méthodes existantes, car elle englobe les principales décisions de conception de l’entrepôt. Ils appliquent cette méthode pour déterminer les outils et les techniques utilisées (p. ex. liste de contrôle, modèles de feuille de calculs, simulation, logiciels du processus de flux) pour chaque étape de conception dans le milieu pratique. Cependant, les auteurs soulignent qu’un tel regroupement est une vision subjective, car les différents sous-problèmes peuvent être classifiés de nombreuses façons.
Rouwenhorst et al. (2000) structurent le processus de conception par la décomposition hiérarchique des décisions au niveau stratégique, tactique et opérationnel. Cependant, leur méthode est limitée à la détermination d’un plan détaillé et la sélection d’équipement sans quantifier les paramètres de sélection ni déterminer les procédures d’évaluation. Il y est présenté que les sous-problèmes aux niveaux stratégique, tactique et opérationnel sont interreliés, et qu'il est souvent nécessaire de les grouper afin de les résoudre simultanément. Les étapes proposées par Rushton et al. (2006) visent à reconnaître l’importance de la flexibilité dans la conception d’entrepôt. Finalement, Kostrzewski (2014) a proposé une approche détaillée de 23 étapes en quatre phases (pré-ingénierie, ingénierie, évaluation et pré-implémentation), dans laquelle il a ajouté la considération des employés et l’importance de l’évaluation adéquate des solutions proposées.
Comme il est souligné par plusieurs auteurs (Rouwenhorst et al. 2000; Goetschalckx et al. 2002; Baker and Canessa 2009; Gu et al. 2010; Kostrzewski 2014), la méthode de conception intégrant l’ensemble des nombreuses décisions représente toujours un grand défi. Premièrement, il semblerait qu'un désaccord soit encore présent quant aux outils et aux techniques qui devraient être utilisés. Ensuite, la conception de l’entrepôt constitue un processus itératif plutôt que séquentiel, avec des retours d'informations concernant certaines des étapes de la conception. La nature itérative du processus de conception est le résultat des multiples interactions entre les décisions et leurs sous-problèmes. Enfin, la séquence des étapes reste la question litigieuse (p. ex. la sélection d’équipement avant/après la détermination du plan détaillé de l’entrepôt). De plus, les méthodes existantes répondent à la question comment concevoir les entrepôts de façon ponctuelle (à un moment précis). Elles ne prennent pas en considération le besoin de la conception flexible en fonction des variations de l’approvisionnement au cours de l’année. Seulement Baker (2006) a défini trois approches pour rendre la conception d’entrepôt flexible : la capacité supplémentaire, les ressources additionnelles (p. ex. les employées temporaires) et les ressources flexibles (p. ex. les quarts de travail flexibles, les machines polyvalentes).
1.1.1. Méthodes de conception des cours à bois
Dans le domaine forestier, relativement peu de documents portent sur la problématique entourant la conception des cours à bois. La littérature existante se concentre plutôt sur la gestion de l’approvisionnement et sur la performance des opérations qui s’y déroulent ainsi que sur les concepts d’aménagement de ces sites. Mendoza et al. (1991) ont développé un modèle de contrôle des stocks avec une optimisation de la composition des billes pour déterminer le calendrier optimal de production de bois d'œuvre. Sedney (1992) a examiné la faisabilité opérationnelle de la cour de triage selon ses caractéristiques d’approvisionnement (p. ex. le taux des arrivées des camions, les caractéristiques de la matière première) et la capacité des équipements. LeBel et Carruth (1997) ont fourni un modèle stochastique pour simuler la variabilité des fluctuations d'approvisionnement afin d'optimiser la capacité de récolte et de stockage du bois. Favreau (2002) a présenté le modèle économique pour évaluer l'impact de la durée de stockage sur les coûts d'approvisionnement. Deckard et al. (2003) ont examiné le temps de cycle des camions afin de déterminer le potentiel d'amélioration des opérations dans les cours à bois (p. ex. le manque d’espace, le revêtement pas adapté, les bris de machinerie). Puodþiûnas et Fjeld (2008) ont évalué les alternatives de l’approvisionnement et des livraisons de bois sur les opérations de manutention de bois rond dans une scierie lithuanienne. Leurs résultats ont démontré qu’une amélioration de la planification des réceptions des camions réduit la nécessité de remanutentionner le bois jusqu’à 49 % et réduit le temps d’attente des camions de 50 %. Tran (2009) a étudié la productivité de l'équipement de manutention en fonction du type de machine, des distances parcourues, de la hauteur des empilements et de la répartition de la matière première. Beaudoin et al. (2012) ont évalué des stratégies d'allocation des chargeuses aux camions afin de minimiser le temps de cycle du camion et les distances parcourues par l'équipement. Vlad et al. (2012) ont examiné les différentes méthodes de déchargement des camions et la capacité de stockage tampon sur la base de quatre indicateurs : le nombre de camions déchargés, la quantité de billots consommés à la scierie, le temps d'attente des camions et du taux d'utilisation des chargeuses. Finalement, Rathke et al. (2013) ont présenté une approche intégrée pour minimiser le transport interne dans la cour à bois en considérant simultanément le temps de transport des billes, la capacité de stockage et le déploiement de la grue.
Quelques publications traitent des problèmes généraux de conception des cours à bois. Par exemple, Dramm et al. (2002) ont présenté les concepts des cours de triage et des caractéristiques de leurs activités. Ils ont souligné que le succès de conception de la cour dépendait de la minimisation de l'inventaire des billes grâce à un approvisionnement adéquat et du choix d'équipement de manutention approprié. Leur analyse documentaire a également abordé le problème de la localisation des cours, les règles d'exploitation, la faisabilité économique, le contrôle des stocks, la protection et l'élimination des résidus. Dramm et al. (2004) ont complété le portrait avec les facteurs critiques de faisabilité économique des cours de triage. Yujie et Fang (2009) ont étudié la méthode de planification systématique (SLP – Systematic layout planning) de l'aménagement des cours basée
sur la proximité des activités, tandis que Rahman et al. (2014b) ont proposé une approche systématique d'optimisation de la conception de la cour avec le triage automatisé contenant 83 bacs de stockage dans le but de minimiser les distances parcourues. Leur travail a indiqué une possibilité de réduction significative des coûts opérationnels et d'une meilleure utilisation des ressources. Pernkopf et Gronalt (2017) ont examiné la possibilité d'implanter une cour à bois avec stockage automatisé afin de réduire les coûts opérationnels. Ils ont abordé la taille du stockage automatisé en examinant quarante scénarios basés sur la variabilité du nombre d’assortiments, le stock initial et la stratégie de sélection de la matière première sous différentes circonstances. L'étude donne un exemple d'utilisation d'un modèle de simulation pour trouver un dimensionnement adéquat du stockage automatisé dans différentes conditions, en tenant compte de la quantité élevée de données. Récemment, Huka et Gronalt (2018) ont étudié le problème de la logistique des cours à bois en fournissant les exemples pratiques pour démontrer le potentiel d'amélioration opérationnelle au niveau de la distance parcourue et de l’utilisation de l’équipement. Finalement, Kons (2019) a fourni un portrait détaillé des caractéristiques de conception et de gestion des sites d’entreposage de la biomasse forestière, telles que la superficie, l’équipement de manutention et les assortiments stockés.
Seulement deux auteurs ont proposé les guides de conception des cours à bois. Développées au début des années 1980, leurs méthodes séquentielles sont plutôt basées sur les observations que sur une méthode structurée. Premièrement, Hampton (1981) a développé une procédure séquentielle pour concevoir les cours à bois : (1) planification et collecte de données sur les ressources de la cour, (2) analyse du flux de matières premières, (3) détermination de l'espace requis pour chaque activité, (4) proposition du plan préliminaire, (5) évaluation du plan préliminaire, (6) évaluation des solutions alternatives. Il a également fourni des directives sur la construction du site. Les directives portent sur la structure du revêtement, le contrôle de la pollution et les systèmes de maintenance.
Bien qu’exhaustives, les instructions de Hampton demeurent générales au niveau des démarches à suivre (p. ex. la détermination de l’espace de stockage ou bien l’évaluation des plans préliminaires). La méthode n’aborde pas les méthodes d’évaluation adéquate de plans préliminaires. En plus, Hampton n’a pas examiné de l’influence des conditions variables d’approvisionnement sur la conception et la performance de la cour à bois. Les lignes directrices de Hampton ne présentaient pas d’alternatives pour la capacité sélectionnée (p. ex. équipement de manutention, espace).
Plus récemment, Vachon-Robichaud et al. (2014) ont appliqué la méthode de Hampton bonifiée d’une évaluation la performance de divers scénarios de conception de la cour au moyen de la simulation à évènements discrets.
meilleure allocation des activités et d'une utilisation dynamique de la capacité des équipements afin d’accroître la performance opérationnelle.
Le deuxième guide qui présente la méthode de la conception des cours à bois est le guide de Sinclair and Wellburn (1984) élaboré au sein de l’Institut Canadien de Recherches en Génie Forestier (FERIC). Cette étude présente une classification des cours de triage et la problématique associée à leur fonctionnement. Contrairement à l’approche proposée par Hampton, la détermination de la configuration de la cour est exécutée dans les premières démarches de conception. Ainsi le choix de l’équipement est effectué sur la base des directives de la configuration du site et des distances déjà déterminées. Afin de sélectionner l’équipement, les auteurs fournissent une description des systèmes de manutention et des types d'équipements existants. L’évaluation de la performance de conception est effectuée au moyen de la simulation et, comme chez Hampton (1981), se base sur des approximations plutôt que sur des données détaillées. Leur méthode comprenait également une évaluation financière détaillée de la mise en œuvre de la cour à bois en soulignant l’intégration des cours dans la chaîne d’approvisionnement. Néanmoins, puisque les problèmes de conception ont été examinés séparément, les interactions dynamiques entre les activités conduites dans la cour n’ont pas été évaluées.
1.2. Évaluation de la performance des entrepôts
L’évaluation de la performance fournit une rétroaction des solutions proposées et permet ainsi de prendre les mesures pour améliorer la performance de la conception de l’entrepôt. Les entreprises utilisent différentes approches pour évaluer la performance des entrepôts, identifier leurs lacunes et déterminer les facteurs qui influencent leur efficience. Parmi les approches utilisées, nous pouvons distinguer l’analyse comparative (benchmarking), les techniques analytiques (optimisation) et la simulation.
L'analyse comparative consiste à établir des comparaisons significatives entre la performance d'une entreprise et la performance des meilleures pratiques identifiées dans le domaine étudié (Vitasek et Manrodt 2005). L’essentiel dans l’analyse comparative des entrepôts est de sélectionner les indicateurs de performance adaptés aux diverses conditions d’opérations. La complexité des activités conduites dans les entrepôts et des objectifs visés (décisions à long terme versus à court terme) a conduit les entreprises à adopter un grand nombre d'indicateurs. Staudt et al. (2015) ont fourni une revue de 45 indicateurs de performance opérationnelle en entreposage sur quatre dimensions : temps, qualité, productivité et coût. En ce qui concerne la variété des indicateurs de performance, il n'y a pas de consensus pour choisir les indicateurs les plus appropriés pour évaluer et faire le suivi de la performance des entrepôts. Cependant, les indicateurs qui ont été le plus souvent utilisés dans la littérature étudiée sont les suivants : la productivité de main-d’œuvre, le débit, la livraison
à temps, le délai de livraison et les coûts d’entreposage. Parmi les sept critères de performance proposés par Sink et Tuttle (1989) – l’efficacité, l’efficience, la qualité, la productivité, l’innovation, la rentabilité et la qualité du milieu de travail – l’efficience est l'une des dimensions les plus objectivement quantifiables dans l’évaluation de performance. L’efficience fournit un indice de l’utilisation des ressources (intrants) afin de produire les résultats désirés (extrants) en comparant les valeurs observées dans l’organisation à celle meilleure identifiée dans le groupe étudié (Lovell, 1993).
Les différentes approches basées sur des hypothèses paramétriques et non paramétriques peuvent être appliquées à l’analyse comparative des organisations. Les approches paramétriques (Stochastic frontier
approach (SFA), Distribution-free approach (DFA) et Thick frontier approach – (TFA)) nécessitent une
connaissance à priori des fonctions de production (de coûts, de revenus, ou de profits), ce qui est exigeant en termes de données nécessaires. De plus, elles nécessitent souvent une distribution spécifique (p. ex. loi demi-normale) et sur la base de cette distribution elles imposent des hypothèses sur les erreurs aléatoires. Les techniques non paramétriques ne nécessitent pas des hypothèses initiales sur la forme fonctionnelle spécifique reliant les intrants et les extrants, ni sur la distribution spécifique des données analysées. La méthode principale des approches non paramétriques est le Data Enveloppent Analysis (DEA). Cette méthode a gagné en popularité en raison de sa simplicité d’application et de sa capacité à identifier la source d’inefficacité avec plusieurs intrants et extrants, même avec de petits échantillons (Banker et al. 1993; Coelli et al. 2005). La méthode DEA est de plus en plus utilisée pour évaluer la performance des entrepôts (p. ex. Zimmerman et al. 2001; Hackman et al. 2001; Ross et Droge 2002), mais également pour les analyses de performance dans le domaine forestier (p. ex. Yin 1998; Vahid et Sowlati 2007; Limaei 2013; Obi et Visser 2017a).
L’optimisation est utilisée pour créer le système optimal par rapport aux objectifs visés (p.ex. minimisation des coûts, réduction des distances) et à des contraintes imposées (p. ex. capacité de stockage, forme de l’entrepôt) en prenant en compte les diverses interactions entre la capacité du site et le système de manutention. Il existe plusieurs applications d’optimisation de la conception d’un entrepôt qui peuvent être classifiées selon trois axes. Le premier axe implique la structure technique, c’est-à-dire la disposition, les dimensions et l’équipement. Le deuxième axe concerne la structure opérationnelle, dont la gestion des inventaires, du transport et des opérations. Finalement, le dernier axe adresse les systèmes de coordination et de contrôle. Karasek (2013) présente des exemples d’application de l’optimisation selon les axes classifiés. De leur part, Gu et al. (2010) distinguent deux groupes des applications de l’optimisation. Le premier groupe concerne les modèles concentrés sur un seul système de stockage qui visent la minimisation de la distance ou la réduction du temps de réponse (p. ex. Foley et Frazelle 1991; Hwang et al. 2004). Le deuxième groupe concerne les modèles