HAL Id: hal-01093957
https://hal.archives-ouvertes.fr/hal-01093957
Submitted on 7 Jan 2015HAL is a multi-disciplinary open access
archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
Influence de la géométrie de l’outil sur la robustesse du
FSW robotisé
Nejah Jemal, Amarilys Ben Attar, Laurent Langlois, Sandra Zimmer-Chevret
To cite this version:
Nejah Jemal, Amarilys Ben Attar, Laurent Langlois, Sandra Zimmer-Chevret. Influence de la géométrie de l’outil sur la robustesse du FSW robotisé. [Rapport de recherche] Projet ANR-2010-SEGI-003-COROUSSO, Agence Nationale de la Recherche. 2014. �hal-01093957�
Science Arts & Métiers (SAM)
is an open access repository that collects the work of Arts et Métiers ParisTech researchers and makes it freely available over the web where possible.
This is an author-deposited version published in: http://sam.ensam.eu Handle ID: .http://hdl.handle.net/10985/9094
To cite this version :
Nejah JEMAL, Amarilys BEN ATTAR, Laurent LANGLOIS, Sandra ZIMMERCHEVRET -Influence de la géométrie de l’outil sur la robustesse du FSW robotisé - 2014
Any correspondence concerning this service should be sent to the repository Administrator : archiveouverte@ensam.eu
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page de garde
C
OROUSSO
Projet COROUSSO
Tâche 2 : Modélisation du procédé FSW
Livrable 2.4 :
Influence de la géométrie de l’outil sur la
robustesse du FSW robotisé
Projet ANR-2010-SEGI-003-COROUSSO
Partenaires :
( L S In r
C
ORO
Nom Logigramme Date Nom(s) Signature(s) ndice de évision MOUSSO
workflow) Rédi 20/09 N. JEM A. BEN A L. LANGL S. CHEVR Modifié par Influe igé par 9/2014 MAL – IS ATTAR – IS OIS – LCFC RET – LCFC Descrip Projet Livra ence de la gé robustesse Liste Orga AN HA S.ption des pri
t COROUSSO able n°2.4 éométrie de l du FSW rob e de diffusion nisme NR AL Approuvé p 29/09/2014 CHEVRET – L incipales évo l’outil sur la otisé n ar 4 LCFC olutions ANR 3 G. Date de mis applicatio R-10-SEGI-00 29/09/201 indice A Page 2/80 Au A. S. Fonction Validé par 30/09/2014 . ABBA - LCFC se en on P con 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. C Pages ncernées
C
ORO
1
Introd
2
Présen
2.1
É
2.1.1
2.2
L
2.2.1
2.3
C
2.4
M
3
Présen
3.1
M
3.2
M
3.3
D
3.4
C
3.5
C
3.6
C
4
Etude
4.1
E
4.1.1
4.1.2
4.1.3
4.1.2.
5
Effet
5.1
E
5.1.1
5.1.2
5.2
E
5.2.1
5.2.2
5.2.3
6
Comp
6.1
E
6.1.1
6.1.2
6.2
E
6.2.1
6.2.2
7
Concl
OUSSO
duction ...
ntation de l
Épaulement .
Variante
Le Pion ...
Variante
Corps de l’ou
Matériaux de
ntation des
Matériau à so
Montage de b
Définition de
Critères de c
Campagnes e
Choix et défi
e de la géom
Effet sur le d
Définitio
Définitio
Etude du
1.
Outil
de la géomé
Effet sur les
Analyse
Analyse
Effet de la gé
Variatio
Variatio
Variatio
paraison des
Effet de la gé
Compar
Compar
Effet de la gé
Introduc
Compar
lusion ...
Inf...
’outil FSW
...
e technologi
...
e technologi
util ...
e l’outil FSW
essais ...
ouder ...
bridage ...
es géométri
omparaison
expérimenta
finition des o
métrie des ou
domaine de
on d’un poi
on du doma
u domaine d
COROUSS
étrie de l’ou
actions méc
e de l’effort
e du couple
éométrie su
on des éléme
on des dimen
on de la géom
s outils FSW
éométrie de
raison de la
raison des in
éométrie su
ction ...
raison de l’é
...
Pro L fluence de la robustesSO
...
...
...
ique de l’ép
...
ique du pion
...
W ...
...
...
...
es utilisées
n ...
ales ...
outils de l’é
utils FSW ..
soudabilité
nt de foncti
aine de soud
de soudabili
SO avec pion
util sur les a
caniques en
Fz_outil ....
Cz-outil ...
ur les actions
ents géomét
nsions de l’
métrie du p
W d’un poin
e l’outil sur
morphologi
ndicateurs d
ur la tempéra
...
énergie déve
...
ojet COROUS Livrable n°2. a géométrie d sse du FSW rOMMA
...
...
...
paulement :
...
n ...
...
...
...
...
...
pour l’outil
...
...
étude ...
...
...
ionnement ..
dabilité (DS
ité ...
n de base 7
actions méc
n phase de p
...
...
s mécaniqu
triques sur l
outil ...
pion ...
nt de vue ren
l’écouleme
ie des cordo
d’écoulemen
ature de sou
...
eloppée au c
...
SSO 4 de l’outil sur robotiséAIRE
...
...
...
double épa
...
...
...
...
...
...
...
l FSW ...
...
...
...
...
...
...
SO) ...
...
mm : COR
aniques ...
pénétration ..
...
...
es en phase
le pion...
...
...
ndement én
nt ...
ons FSW ....
nt autour du
udage...
...
cours du so
...
r la A...
...
...
aulement ...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
R-12-BO7 ...
...
...
...
...
e de soudage
...
...
...
ergétique et
...
...
u pion ...
...
...
udage...
...
ANR-10-SEGI 29/09/2 indice Page 3...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
e ...
...
...
...
t malaxage
...
...
...
...
...
...
...
-003-LI2.4 2014 e A 3/80 Auteurs : N A.BA., L.L., S.C....
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
N.J.,... 5
... 5
... 6
... 8
... 9
. 10
. 11
. 11
. 12
. 12
. 12
. 13
. 14
. 15
. 15
. 18
. 18
. 18
. 19
. 20
. 30
. 38
. 38
. 39
. 40
. 41
. 41
. 44
. 46
. 50
. 50
. 50
. 52
. 55
. 55
. 55
. 56
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 4/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
Bibliographie ... 58
Annexes ... 59
Annexe 1 : Variation des dimensions de l’outil FSW ... 61
1.
Effet sur Fx ... 62
2.
Effet sur Fy ... 63
3.
Effet sur Cz ... 65
Annexe 2 : Variation de la géométrie du pion ... 67
1.
Effet sur Fx_outil ... 68
2.
Effet sur Fy_outil ... 69
3.
Effet sur Cz_outil ... 71
Annexe 3 : Variation des éléments géométriques sur le pion ... 73
1.
Effet sur Fx_outil ... 74
2.
Effet sur Fy_outil ... 75
3.
Effet sur Cz_outil ... 77
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 5/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
1 INTRODUCTION
En soudage par friction malaxage (FSW), l’outil est l’acteur principal de l’opération de soudage. Dans sa configuration conventionnelle, l’outil FSW n’est pas consommable. Sa partie active constituée principalement d’un épaulement et d’un pion permet le malaxage de la matière autour de son axe de rotation.
L’interaction outil/matière provenant du malaxage expose l’outil à différents modes d’usure. Plusieurs dégradations peuvent être identifiées sur un outil FSW.
En effet, l’outil FSW peut se dégrader par plusieurs facteurs ce qui peut avoir un impact indésirable sur la qualité du cordon. Les facteurs de dégradation sont accentués à haute température. Ces dégradations sont liées aux frottements outil/matière qui ne sont pas encore bien maitrisées.
En FSW, la morphologie globale du cordon et de ses différentes zones (noyau, ZATM, ZAT) présente un facteur primordial sur sa qualité mécanique. Cette morphologie est directement liée à la géométrie de l’outil.
En effet, L’interaction outil/matière évolue selon la géométrie de l’outil FSW donc de ses surfaces actives. Dans cette étude, on s’intéresse à étudier l’influence de la géométrie de l’outil et de sa dispersion sur la qualité du cordon ainsi que sur les efforts engendrés au cours du soudage.
Cette étude permettra aussi de construire des domaines de soudabilités et de les localiser en fonction des différents outils testés.
Cette étude est considérée comme une première étape pour construire une aide à la décision pour la conception des outils FSW. Un choix optimisé de la géométrie de l’outil assurera l’obtention d’une qualité acceptable du cordon avec une durée de vie de l’outil correcte et des efforts admissibles par les moyens de soudage.
Cette étude analyse les actions mécaniques engendrées par les différents outils utilisés au cours de la phase de pénétration et de la phase de soudage.
A partir de l’étude du domaine de soudabilité des différentes géométries, on identifie la robustesse de ces géométries d’outil vis-à-vis les variations des conditions de soudage donc des paramètres opératoires.
2 PRESENTATION DE L’OUTIL FSW
Un outil FSW conventionnel présente deux parties principales un épaulement et un pion. Ces deux entités sont généralement coaxiales. Les éléments surfaciques de chaque partie constituent les zones d’interaction outil/matière.
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 6/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
Figure 1. Schématisation d'un outil FSW.
L’épaulement et le pion peuvent présenter plusieurs formes en fonction qu’ils présentent différents profils tels que des rainures, des filets, des gorges, etc. . L’outil FSW a fait l’objet de plusieurs améliorations principalement sur deux axes. Le premier est l’aspect géométrique afin d’avoir un meilleur écoulement de la matière. Le deuxième est au niveau matériau pour élargir la fenêtre d’application du FSW et assurer sa tenue mécanique dans les conditions sévères de soudage. Un traitement thermique améliore la dureté de l’outil et prolonge sa durée de vie.
2.1 Épaulement
L’épaulement de l’outil FSW a deux principaux rôles en soudage par friction malaxage.
Le premier est celui de confiner la matière autour du pion. En effet, il permet de forger la matière en la bloquant au-dessous de l’outil. L’effort de forgeage au cours de la phase de soudage se traduit par une pression exercée principalement par l’épaulement sur la matière.
La pénétration de l’épaulement (ou indentation de l’épaulement) dans la matière doit être minimale pour ne pas amincir les pièces à souder. Cette pénétration visualisée en surface permet le malaxage de la matière en surface des pièces à souder désigné par le nom flow arm.
Généralement, le contact l’épaulement/matière indique la fin de la phase de pénétration. En effet, cette dernière est achevée lorsque l’épaulement vient accoster sur la surface supérieure des pièces à souder.
Le deuxième rôle de l’épaulement est de fournir un apport de chaleur important par l’effet du frottement dynamique. Le flux de chaleur fourni par frottement aux pièces à souder dépend du diamètre de l’épaulement. L’augmentation du diamètre de l’épaulement assure un apport de chaleur plus important et peut ainsi modifier la morphologie du cordon. L’équation présentée dans les travaux de H. Schmidt [2] met en évidence la relation de l’apport de chaleur avec le rayon de l’épaulement.
C
ORO
Afin d’amél dernier. La l’outil pour soudures sa de soudage Dans ce cas Les premie géométrie n l’épaulemen l’épaulemen surface de c La figure 3 limiter la coOUSSO
liorer les rô forme la pl r être malax ans angle de e. Par exemp s de figure, le Figure rs essais ave ne permet p nt permet d nt. La géomé contact épau présente un oncentration Inf les de l’épau us couramm xer et ainsi d e soudage (ti ple, il est déc e scroll inten e 2. Différentes ec une géom pas de reten e ramener l étrie de l’épa ulement/mat n épaulemen de contrain Pro L fluence de la robustes ulement déc ment utilisée diminuer la ilt). Toutefoi conseillé d’u sifie le flash. géométries et métrie conve ir la matière a matière au aulement co tière. Elle est nt convexe av te au niveau ojet COROUS Livrable n°2. a géométrie d sse du FSW r crits précéde est le scrol présence d s, le choix d utiliser le scro . t formes utilisé exe de l’épa e refoulée p u centre de onvexe avec t donc mieux vec un scrol u de la jonctio SSO 4 de l’outil sur robotisé emment, plu ll vu sa capa u flash. En es formes re oll pour soues pour l'épaul aulement n’é ar le pion lo l’outil et de un scroll a p x adaptée po l. Cette géo on épauleme r la A usieurs form acité à engag effet, le scr este très dép
der deux piè
lement d'un ou
était pas con ors du malax e l’empêcher permis plus d our le soudag métrie perm ent pion. ANR-10-SEGI 29/09/2 indice Page 7 mes ont été a ger la matiè roll permet pendant de l èces d’épaiss util FSW [1] ncluent [4]. xage. L’ajout r de s’échap de flexibilité ge des surfac met de rigidif -003-LI2.4 2014 e A 7/80 Auteurs : N A.BA., L.L., S.C. ajoutées sur ère à l’avant de réaliser a configurat seur différen En effet, ce t d’un scroll per au bord au niveau de ces gauches. fier l’outil et N.J., r ce de des tion nte. ette sur de e la . t de
Ré co l’é sou cha sa La rot
2.1
L’o éli l’eC
ORO
cemment, d nfiguration, paulement p udage. Le rô aleur de l’ép surface et sa figure 4 pré tatif). Pour c1.1 Varia
outil à double miner le déf nvers de laOUSSO
Figure 3 des travaux s seul le pion peut épouse ôle principal d paulement es a racine. Figure ésente une ette configuante technol
e épaulemen aut dû au m soudure. Av Influe 3. Outil FSW en sont orienté n est mis en er la forme d de l’épaulem st nul. Cette e 4. Configurat configuratio ration, une plogique de
nt est une va anque de pé vec un outil Projet Livra ence de la gé robustesse n PCBN avec un s vers une t rotation. Ce de l’angle sa ment est alortechnique p ion de soudage n de soudag préparation s
l’épauleme
ariante techn énétration. C l à double é t COROUSSO able n°2.4 éométrie de l du FSW rob n épaulement c technique de ette techniq ans qu’il y a rs de mainte permet d’obt e en angle avec ge en angle spéciale desent : doubl
nologique pe Cette configu épaulement l’outil sur la otisé convexe compo e soudage av ue est mieu it collision é nir la matièr tenir un aspe c un épaulemen d’un joint e bords n’este épauleme
ermettant d’ uration de so la génératio ANR ortant un scroll vec un épau ux adaptée a épaulement/ re dans la zo ect plus symnt non rotatif [ en T avec u pas nécessa
ent
’améliorer la oudage ne né on de la cha R-10-SEGI-00 29/09/201 indice A Page 8/80 Au A. S. l [4]. ulement fixe au soudage /pièces à sou ne malaxée. étrique du c [9]. n épauleme aire. a forme de la écessite pasaleur par fro 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. . Dans cette en angle où uder lors du L’apport de cordon entre nt fixe (non a soudure et d’enclume à ottement et e ù u e e n t à t
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 9/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
déformation plastique s’effectue par les deux faces des pièces à souder. L’apport de chaleur est donc identique sur les deux faces ce qui se traduit par une morphologie symétrique du cordon.
Figure 5. Configuration de l'outil à double épaulement [11].
Pour placer le pion dans les pièces au début de la soudure, il faut percer au préalable un trou. Une fois que le pion et l’épaulement supérieur sont en place, l’épaulement inférieur est vissé sur le pion. Cette technologie permet de souder les pièces d’épaisseur importante car l’effort de forgeage est réparti sur les deux épaulements.
2.2 Le Pion
Le pion est l’acteur principal de l’opération de malaxage. Il assure la déformation plastique de la matière en malaxant la matière des pièces à souder. Généralement, la géométrie du pion est conçue afin d’assurer une amélioration de l’écoulement du matériau et minimiser les efforts appliqués sur l’outil. La longueur du pion doit être adaptée à l’épaisseur des pièces à souder. Une longueur adéquate du pion permet de souder sur toute l’épaisseur sans avoir un défaut de manque de pénétration.
Le co Le pa alt nu
2.2
L’o du L’o co doC
ORO
pion peut pr rdon. La figu pion FSW a r frottement ernance ent mérique et a2.1 Varia
outil rétracta soudage. Ce outil rétracta nventionnel. nc de l’épauOUSSO
Figur résenter diff ure 6 présent un double r t et déforma tre le glissem analytique dante technol
able est une ette technol able a perm . Cette tech ulement. Influe re 6. Synthèse d férentes form te les formes rôle. Il doit a ation. De ce ment et l’ad u contact ou
logique du
variante tec ogie a perm mis aussi d’év nologie néce Projet Livra ence de la gé robustesse des géométries mes pour am s et les géom assurer à la f fait, l’outil dhérence. Ce util/matière [pion
hnologique is le soudage viter le trou essite un pil t COROUSSO able n°2.4 éométrie de l du FSW rob s et des formes méliorer l’éco métries princi fois le malax FSW assure ette hypothè [10]. du pion pou e des pièces u présent en lotage de la l’outil sur la otisé s utilisées pour oulement de ipales utilisé xage de la m le phénomè èse est largeur laquelle sa s d’épaisseur n fin de sou sortie du p ANR le pion FSW [1 la matière et es pour la co atière et la g ène physique ement utilisé a longueur p r variable le udure FSW i pion indépen R-10-SEGI-00 29/09/201 indice A Page 10/80 Au A. S. 1]. t ainsi le ma onception du génération d e de stick-sl ée pour la m eut être rég long du joint inévitable av ndant de ce 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. laxage du u pion FSW. de la chaleur ip donc une modélisation lée au cours t de cordon. vec un outil lui de l’outil r e n s . l l
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 11/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
Figure 7. Outil FSW à pion rétractable [11]
2.3 Corps de l’outil
Le corps de l’outil assure le montage et le maintien de l’outil sur la broche de la machine de soudage. Généralement, le corps de l’outil FSW n’est pas monté directement sur la broche. Il est associé à un porte outil.
Dans certains cas, La longueur du corps de l’outil ou du porte-outil permet d’améliorer l’accessibilité à la ligne du joint. L’évacuation de la chaleur de l’outil par convection est assurée par la surface du corps. Pour améliorer le refroidissement de l’outil FSW au cours du soudage, le corps de l’outil peut contenir des formes géométriques telles que les gorges.
2.4 Matériaux de l’outil FSW
En FSW conventionnel, l’outil est considéré comme non consommable. Néanmoins, les conditions extrêmes de soudage diminuent sa durée de vie et peuvent rapidement l’endommager.
Le matériau de l’outil FSW doit assurer sa résistance aux contraintes exercées par la matière. La partie active de l’outil se dégrade sous l’effet des efforts engendrés lors de l’interaction outil/matière tribologie et les conditions thermiques extrêmes. Pour chaque phase de soudage, l’outil est sollicité à des efforts différents et qui varient selon les conditions opératoires.
En phase de pénétration, le pion subit un effort de forgeage important. De même lors de la phase de soudage, l’effort de cisaillement appliqué par la matière au niveau de l’épaulement peut provoquer la rupture du pion. L’outil doit assurer à la fois le malaxage et le frottement avec la matière à souder. Ces fonctions dégradent rapidement l’outil, l’alternance du contact outil/matière glissement/adhérence mène à l’usure des formes usinées sur le pion et ou l’épaulement.
Les d’a En cha La
3
Da inv for et Les ess an Le essC
ORO
s matériaux alliages. raison des aque applica figure suivanPRESE
ns ce livrabl vestigations rmes et des de situer les3.1 M
s soudures s sais ont été r nexe 4).3.2 M
montage de sais et éviterOUSSO
des outils F différentes ation une bo nte présenteENTATI
e, on s’intér déployées d géométries s domaines dMatériau à
ont réalisées réalisés en pMontage d
e soudage u r toutes pert Influe SW ont été nuances et nne dureté à e une synthè Figure 8. SyION DE
esse à l’étud dans la conc utilisées et d de soudabilità souder
s sur des cou leine tôle su
de bridage
tilisé pour c turbations de Projet Livra ence de la gé robustesse développés épaisseurs d à haute temp se des maténthèse des mat
S ESSAI
de des effets ception des de mieux l’a é des outils c upons de l’al r la machine es essais est es résultats p t COROUSSO able n°2.4 éométrie de l du FSW rob pour répon des structur pérature. riaux d'outil tériaux utilisésIS
s géométriqu outils FSW adapter au F conçus selon liage d’alum e de soudage t présenté d par d’autres l’outil sur la otisé dre aux beso es soudéesexistants ut
s pour les outils
ues de l’outil vont nous SW robotisé n les différen inium 6082 T e FSW MTS-IS dans la figure paramètres ANR oins de soud en FSW, l’ou ilisés en FSW s FSW [4] FSW sur le permettre d é. Cette étud ntes formes g T651 en épa STIR de l’Inst e 9. Pour ass environnem R-10-SEGI-00 29/09/201 indice A Page 12/80 Au A. S. dage de diffé util doit pré W. procédé. Les de discuter de permettra géométrique isseur 6mm. titut de Soud surer la répé mentaux, la c 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. érents types ésenter pour s différentes l’utilité des a d’identifier es utilisées. . Tous les dure. (Voir étabilité des onfiguration s r s s r s n
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 13/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
du montage de bridage a été maintenue durant tous les essais. La ligne de la soudure est référencée afin d’assurer une bonne répétabilité des essais. La température de la pièce à souder et de l’enclume est ramenée à la température ambiante avant chaque essai de soudage.
Figure 9. Montage de bridage pour les essais FSW.
3.3 Définition des géométries utilisées pour l’outil FSW
Pour formaliser la conception de l’outil FSW, nous avons opté pour une décomposition simplifiée de l’outil FSW, ce qui permet de faciliter l’étude et l’interprétation de l’influence de chaque partie et de chaque forme correspondante indépendamment. En effet, cette décomposition géométrique permet d’avoir une comparaison plus facile de chaque partie et peut servir comme outil d’aide à la conception des outils FSW. Dans cette étude, on s’intéresse seulement à la partie active de l’outil, cette dernière pouvant être décomposée en quatre surfaces : la surface latérale du pion, la surface de la base de l’épaulement, la surface latérale de l’épaulement et le bout du pion. Ses parties représentent l’environnement d’interaction outil/matière et ont une influence directe sur la qualité du cordon FSW obtenu.
Su l’o Ch cha êtr Il e sou
C
ORO
r une prése util FSW. aque entité aleur lors de re associés à3.4 C
existe plusieu udage princi • •Outil FS
OUSSO
ntation simp surfacique d e l'opération ces surfacesCritères de
urs critères p palement : Diminuer l’e Minimiser leSW
Influe plifiée de la Figure 11. de l’outil peu de soudage s telles que de compara
pour compar ffort de forg es efforts dévCorps d
l'outi
Partie ac
Projet Livra ence de la gé robustesse Figure 10. Déco géométrie d Identification d ut jouer un r e. Afin d’amé des rainures,aison
rer des outils geage Fz_out veloppés au
de
l
ctive
t COROUSSO able n°2.4 éométrie de l du FSW rob omposition de de l’outil FSW des différentes ôle importan éliorer ces d , des gorges, s FSW. Ils son til cours de souPio
Épaulem
l’outil sur la otisé l'outil FSW. W, nous déf s parties de l'ou nt au niveau eux aspects, , des méplats nt choisis afi udage (l’effon
ment
ANR finissons les util FSW du malaxag , plusieurs d s etc. n d’améliore rt d’avance eBout
surf
latéra
Surfac
base
surf
latéra
R-10-SEGI-00 29/09/201 indice A Page 14/80 Au A. S. différentes ge et de la gé étails de for er les conditi et l’effort trat (S1)
face
ale(S2)
ce de la
e(S3)
face
ale(S4)
03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. surfaces de énération de rme peuvent ons de ansverse) e e tProjet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 15/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
• Améliorer la tenue mécanique du cordon (malaxage)
• Prolonger la durée de vie de l’outil et de ses entités géométriques • Flexibilité de l’outil FSW (mono-bloque ou multi- bloques/rétractable) • Réduire le coût de l’outil
3.5 Campagnes expérimentales
Les essais de références abordés dans le livrables 2.2 ont été réalisés avec un outil de géométrie bien définie. Le but de cette tâche est d’identifier l’influence de la géométrie de l’outil sur les efforts développés au cours des différentes phases de soudage ainsi que sur la qualité du cordon et son DSO.
L’outil FSW a un effet direct sur la morphologie du joint et sa microstructure. La présente étude expérimentale est consacrée à identifier l’impact des géométries et des formes utilisées dans la conception d’un outil FSW sur la qualité du cordon et son domaine de soudabilité. Parallèlement, nous présentons l’influence de la géométrie de l’outil sur les efforts développés au cours des différentes phases de soudage
Dans les perspectives, cette étude sera une base d’étude de ces entités géométriques d’un point de vue technologique principalement la durée de vie de l’outil et la tolérance du procédé envers une éventuelle usure de l’outil.
3.6 Choix et définition des outils de l’étude
L’étude bibliographie montre qu’il existe une grande variété de choix pour la géométrie et les formes de l’outil FSW.
Pour mener une étude comparative en se basant sur l’influence de la géométrie de l’outil. Nous avons proposé plusieurs formes et géométries. La présente étude est effectuée sur dix outils FSW.
Cette étude préliminaire sur la géométrie des outils FSW a pour but d’analyser la robustesse du procédé FSW envers le changement de la géomètre de l’outil. Pour cela, nous avons réalisé des soudures avec différentes géométries du pion.
Désignation Prix unitaire Effet de
malaxage Tenue mécanique Effet Fx Effet Fy Effet Fz Effet Cz durée de vie Matière
Géométrie
longueur diamètre Angle Epaisseur type pas orientation
Totaux Rainure
Epaulement
création d'une liste(cylindrique, prismatique...
Forme spéciale Côtes nominales caractéristiques
Ce pio Un qu Po pa Po uti Le
C
ORO
s essais perm on. ne analyse v alité des join ur passer à sser à un eff ur opter à c lisé habituel tableau suivVariation
d
es
formes
Va
OUSSO
mettent dan visuelle des nts soudés a un niveau a fort de forge cette diminut llement. Cet vant regroup O RVariation
des
formes
sur
le
p
ion
C
Va
ria
Influe s un premier cordons ain u niveau ma acceptable d age inférieu tion, nous a outil sera l’ope l’ensemble Table Outil de éférence
OR-12-6
Projet Livra ence de la gé robustesse r temps de v nsi qu’une é crographiqu du domaine r à celui utili vons utilisé outil de référ e des outils u eau 1. TableauCOR
COR-t COROUSSO able n°2.4 éométrie de l du FSW rob vérifier la fais étude métall e. de soudabi sé pour soud un outil aya rence avec la utilisés pour récapitulatif de
-SM
-11-6
l’outil sur la otisé sabilité de so lographique lité opérato der la même nt un épaule a nomination cette étude es outils étudié Outils testéCOR-SF
COR-13-6
ANR oudage avec ont été réa ire avec un configuratio ement de ra n COR-12-6. : és. ésCO
6
COR
R-10-SEGI-00 29/09/201 indice A Page 16/80 Au A. S. c différents f alisées afin robot soude on d’assemb ayon plus peOR-LISS
R-12-6-B7
03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. ormes sur le d'évaluer la eur, il fallait blage.tit que celui e a t
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 17/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
Variation de la géométrie
COR-CYL
HEXA-CONI
HEXA-CYL
COR-12-6 : C’est un outil à pion conique avec un filet et 3 méplats et un épaulement concave de diamètre 12 mm. Le diamètre de base du pion est de 6 mm.
• Variation des formes sur le pion de l’outil de référence
1- COR-SM : est un outil avec la même géométrie et les dimensions de l’outil COR-12-6 mais sans méplat. 2- COR-SF : est un outil avec la même géométrie et les dimensions de l’outil COR-12-6 mais sans filet sur
le pion.
3- COR-LISS : comme l’indique son nom c’est un outil à pion lisse avec la même géométrie et les dimensions de l’outil COR-12-6 mais sans formes (sans méplats, sans filets) ajoutées sur le pion.
• Variation de la géométrie du pion
1- COR-CYL : c’est un outil avec un pion cylindrique de diamètre 6mm possédant les mêmes formes (filet, 3 Méplats) et les mêmes dimensions de bases de l’outil de référence.
2- HEXA-CONI : c’est un outil avec un pion hexagonal conique. Les dimensions de bases (longueur pion diamètres primitifs sont les mêmes que celles de l’outil COR-12-6.
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 18/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
3- HEXA-CYL : c’est un outil avec un pion hexagonal conique. Les dimensions de bases (longueur pion diamètres primitifs sont les mêmes que celles de l’outil COR-12-6.
• Variation des dimensions de l’outil de référence
1. COR-11-6 : c’est un outil COR où seulement le diamètre de l’épaulement a été modifié. Ce dernier passe de 12mm à 11mm.
2. COR-13-6 : c’est un outil COR où seulement le diamètre de l’épaulement a été modifié. Ce dernier passe de 12mm à 13mm.
3. COR-12-6-B7 : c’est un outil COR où seulement le diamètre de base du pion passe à 7 mm au lieu de 6 mm dans l’outil de référence.
4 ETUDE DE LA GEOMETRIE DES OUTILS FSW
Pour faciliter les méthodologies de conception des outils FSW ainsi avoir une vision plus claire sur le choix technologique adéquat à chaque type d’utilisation. Nous allons comparer les outils utilisés selon différents critères.
Pour cette étude, nous cherchons principalement à adapter l’outil aux applications de soudage FSW robotisé. Ceci est effectué par le biais de la comparaison des différentes géométries de l’outil FSW à travers leurs influences principalement sur :
• DSO (Vitesse d’avance, vitesse de rotation, effort de forgeage) • Fx_outil, Fy_outil, Cz_outil
• Malaxage de la matière • Température de soudage
où Fx_outil est l’effort d’avance, Fy_outil est l’effort transverse et Cz_outil le couple.
4.1 Effet sur le domaine de soudabilité
4.1.1 Définition d’un point de fonctionnement
Un point de fonctionnement correspond à un cordon sans défaut selon l’exigence de la norme relative au FSW et ou le cahier des charges.
Dans la présente étude, nous considérons qu’un point de fonctionnement est valide seulement si le cordon FSW correspondant ne présente aucun macro-défaut interne ou surfacique, une pleine pénétration du pion et une indentation de l’épaulement acceptable.
Un point de fonctionnement robuste est situé au centre d’un domaine de soudabilité il est alors moins sensible aux variations des conditions opératoires. Ceci dépend toutefois de la taille du domaine de soudabilité.
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 19/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
4.1.2 Définition du domaine de soudabilité (DSO)
En FSW, le domaine de soudabilité est lié à une configuration bien définie principalement l’aspect géométrique et métallurgique de l’outil et de l’assemblage à souder. Pour déterminer un domaine de soudabilité, il est nécessaire de définir au préalable les exigences sur la qualité du cordon FSW. Ces exigences sont fixées selon le cahier des charges d’un client et ou les normes relatives au FSW. En Europe, La norme ISO 25239 définit les exigences de qualité relative au soudage par friction malaxage de l’aluminium.
Le domaine de soudabilité opératoire peut être défini selon plusieurs paramètres opératoires du procédé. Pour des raisons de simplification, Ce domaine est généralement défini par les trois paramètres opératoires principaux du FSW (N[tr/min, V[mm/min, Fz[kN]) pour un outil et un assemblage à souder (nuance, épaisseur). Pour une configuration donnée, un ou plusieurs domaines de soudabilité opératoire peuvent exister. Ces domaines sont généralement classés selon les conditions de soudage froides ou chaudes. Cette définition est liée au rapport de la vitesse d’avance sur la vitesse de rotation.
Le domaine de soudabilité opératoire peut être défini comme étant l’espace de travail comportant comme limites les valeurs minimales et maximales des paramètres opératoires (Vitesse d’avance, Vitesse de rotation et l’effort de forgeage). Ce domaine est généralement construit autour d’un point de fonctionnement.
Dans le rapport 2.2, nous avons analysé l’influence d’autres configurations de soudage susceptibles d’être rencontrées en FSW sur la qualité du cordon donc sur le domaine de soudabilité opératoire. Par cette étude, nous avons vérifié la possibilité de projeter un point du domaine de soudabilité sur d’autres configurations de soudage.
Dans la suite nous présentons quelques notions sur le DSO : • Construction d’un domaine de soudabilité
Pour construire le domaine de soudabilité opératoire, il faut tester des paramètres opératoires selon le savoir-faire et le retour d’expérience pour une configuration de soudage bien définie. Généralement, le DSO est construit à partir des essais en pleine tôle. Une fois la qualité et la répétabilité du point de fonctionnement validées, on fait varier un seul paramètre pour trouver ces valeurs maximale et minimale respectant une qualité acceptable du cordon.
• Ordre du domaine de soudabilité opératoire
Dans ce travail, on attribue un ordre pour le domaine de soudabilité opératoire. L’ordre du domaine de soudabilité correspond au nombre de paramètres opératoires pris en considération dans l’étude. Pour un domaine de soudabilité d’ordre 2, seulement deux paramètres opératoires sont étudiés.
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 20/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
• Limite du domaine de soudabilité opératoire
Une limite d’un domaine de soudabilité opératoire est tracée entre un cordon admissible selon les exigences définies dans le cahier des charges et un autre inacceptable.
• Niveau du domaine de soudabilité opératoire
Le domaine de soudabilité opératoire d’un point de vue technologique peut être limité en sous domaine. En effet, les machines utilisées en FSW (fraiseuse modifié, machine dédié FSW, ROBOT etc.) ne balaye le DSO de la même manière. Le DSO est alors limité par la capacité (vitesse, couple, effort) de chaque machine.
L’accessibilité de la machine ainsi que son volume de travail sont considérés aussi comme des verrous technologiques et peuvent limiter le DSO.
4.1.3 Etude du domaine de soudabilité
Dans la présente étude, le domaine de soudabilité identifié dans la tâche précédente T 2.2 est considéré comme un DSO de référence. Nous testerons, dans la suite, la validité de ce domaine lorsque la géométrie de l’outil change. Dans une première étape seulement le pion de l’outil FSW a été modifié. Les outils utilisés pour cette étude sont présentés dans le paragraphe ().
Le domaine de soudabilité est construit à la fois par le contrôle visuel de la soudure et l’examen macrographique attribué.
Afin de distinguer le type de défaut dans le domaine de soudabilité, nous attribuons à chaque défaut un motif représentatif.
C
ORO
Dans cette Ces macrog réalisés en certains cr l’épaulemen 4.1.3.1 O La détermin expériment L’outil COR montré l’ap soudabilité Pour chaquOUSSO
partie, nous graphies son pleine tôle. itères de q nt. Ces cordo Outil COROU nation du do tale de type p OUSSO a été ptitude de l’ identifié, no e soudure in Inf T rapportons t issues des Pour constr ualité du c ons représen USSO de ré omaine de so plan d’expér é conçu afin outil COROU ous avons ess nacceptable, Pro L fluence de la robustes Tableau 2. Tab C c L s e L d L e C t C t R r les macrogra campagnes ruire ces do ordon dont ntent les macférence : CO oudabilité op riences. n de diminue USSO à soud sayé d’étend le défaut co ojet COROUS Livrable n°2. a géométrie d sse du FSW r
leau des défau
Ce défaut se côté avance. L’outil ne ma soudure. Ce en soudage b Le cordon re détachable. L’outil s’enfo endommage Combinaison tunnel. Combinaison tunnel. Rupture de l’ raccordemen aphies des co d’essais du maines et te t la compac crographies OR-12-6 pératoire de er l’effort de der avec un dre le domain orrespondant SSO 4 de l’outil sur robotisé uts obtenus en forme derriè alaxe pas la m défaut est ca bout à bout eprésente u once dans la r l’enclume. n d’un défaut n d’un défaut ’outil FSW gé nt pion épau ordons de qu domaine de ester leurs v cité, la pén transversale e l’outil CORO e forgeage. L effort de fo ne de souda t est identifié r la A FSW. ère l’outil gé matière en ra atégoriquem n flash exce matière et p t d’effondrem t d’effondrem énéralement lement. uelques outi e soudabilité validités, nou étration du es prises au m OUSSO a été Les premiers orgeage de 1 bilité autour é avec son m ANR-10-SEGI 29/09/2 indice Page 21 énéralement acine de la ment inaccep essif difficile peut ainsi ment et d’un ment et d’un t au niveau d ls utilisées. et représen us nous som pion et l’ milieu du cor é réalisée su s essais expé 10kN. Une fo r de ce point motif représe -003-LI2.4 2014 e A 1/80 Auteurs : N A.BA., L.L., S.C. du table ment n n du
ntent des ess mmes basés indentation rdon FSW. r une approc érimentaux ois un point . entatif. N.J., sais sur de che ont de
La bo est L’o ou
C
ORO
figure 13 m rne inférieu t observé lor outil COR-12-tils utilisés dOUSSO
ontre les bo re de l’effor rsque l’effort Figure 13. Ide -6 sera la réf dans cette ét Influe Figure 12. Ess rnes de l’eff t est limitée t dépasse 11 entification des férence des e ude. Projet Livra ence de la gé robustessesais pour l'iden
fort de forge e avec un dé kN. s bornes de l'ef essais suivan t COROUSSO able n°2.4 éométrie de l du FSW rob ntification du D
eage pour les faut de man ffort de forgeag nts, il sera alo l’outil sur la otisé SO de l'outil CO s vitesses (Va nque de pén ge à Va= 450m ors l’objet d’ ANR OROUSSO. a=450mm/m étration. Un m/min et N=11 une compar R-10-SEGI-00 29/09/201 indice A Page 22/80 Au A. S. min et N=110 n défaut d’ef 100tr/min raison avec le 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. 00tr/min). La ffondrement es autres a t
C
ORO
4.1.3.2 M Pour constr d’épaisseur opératoires diamètre d l’effort de fo Un effort de prédéfinies de cette camVit
esse
d
e
R
o
ta
ti
on
(t
r/
m
in
)
1300
1100
900
Le point te domaine deOUSSO
Macrographi ruire de dom r 6mm, on s’e s a été effec e 12mm. Ce orgeage. e forgeage d . Sur un plan mpagne sont esté avec un e soudabilité Inf ie cordon Ou maine de so est basé sur ctué pour pa e recalage d de 10kN a été n de 10kN, n t représenté350
ne vitesse de é. Avec ces pa Pro L fluence de la robustes util COR-12 oudabilité av le retour d’e asser d’un ou es paramètr é jugé capab nous avons c es dans la figVitesse
e rotation d aramètres, u ojet COROUS Livrable n°2. a géométrie d sse du FSW r 2-6 vec un pion expérience d util classique res opératoi ble d’avoir un construit un gure suivant45
e d’avance
de 900tr/min un défaut tun SSO 4 de l’outil sur robotisé n COR-12-6 e l’Institut d e de diamèt ires est basé n cordon sei domaine de te :50
en (mm/m
n et une vite nnel est formr la A sur un alliag e Soudure. U tre d’épaulem é essentielle n et respecta e soudabilité
in)
esse d’avanc mé au pied du ANR-10-SEGI 29/09/2 indice Page 23 ge d’alumin Un recalage ment égal à ement sur la ant les exige é. Les macro650
ce de 650m u cordon. -003-LI2.4 2014 e A 3/80 Auteurs : N A.BA., L.L., S.C. ium 6082-T6 des paramèt 21,5 mm à diminution ences de qua ographies iss mm/min sort N.J., 651 tres un de alité ues duCe ram 4.1 La Da trè d’é 80 Les
C
ORO
tte soudure mener la ma 1.3.3 Outil figure ci-des ns le plan d ès proches pa étendre les 0tr/min et 1 s essais de soOUSSO
est dite fro tière à une t l à pion sans ssous représ Figur d’effort égal ar rapport à limites min 500tr/min a oudage réali Influeide, les para température
s méplat : C
ente les poin
re 14. Essais po à 10kN, les l’outil CORO imales et m u lieu de 900 sés avec la v Projet Livra ence de la gé robustesse amètres opé minimale po COR-SM nts de souda our l'identificat limites des OUSSO [350m maximales de 0tr/min et 13 variation de l t COROUSSO able n°2.4 éométrie de l du FSW rob ratoires n’as our le souda age testés :
tion du DSO d'u
zones de so mm/min 650 e la vitesse 300tr/min po l’effort de fo l’outil sur la otisé ssurent pas age FSW. un outil avec pi udabilités en 0mm /min]. N de rotation our l’outil de orgeage sont ANR un apport th on sans méplat n vitesse de Néanmoins, n. Elles devi e référence. reportés da R-10-SEGI-00 29/09/201 indice A Page 24/80 Au A. S. hermique su ts soudage se l’outil COR-S iennent resp ns la figure 1 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. uffisant pour emblent être SM a permis pectivement 15. r e s t
C
ORO
Contrairem l’outil de ré 4.1.3.4 O Utilisé avec soudures saOUSSO
Figure 15.ent aux vites férence. Un Outil COROU c les paramè ans défauts. Inf Identification sses, la marg effondreme USSO : COR ètres de sou Un défaut in Figure 16. Ess Pro L fluence de la robustes des bornes de ge de manœ nt de l’outil R-SF udage de l’o nterne de typ
sais pour l'iden
ojet COROUS Livrable n°2. a géométrie d sse du FSW r l'effort de forg œuvre l’effort est observé util de référ pe tunnel a é ntification du D SSO 4 de l’outil sur robotisé geage à Va= 450 t de forgeage lorsque l’eff rence, l’outi été observé s SO d'un outil a r la A 0 mm/min et N e de cet outi fort de forge l COR-SF n’a sur la majorit
vec pion sans f
ANR-10-SEGI 29/09/2 indice Page 25 N=1100 tr/min. il a été rédu age passe de a pas permi té des essais filet -003-LI2.4 2014 e A 5/80 Auteurs : N A.BA., L.L., S.C. . it par rappo e 10kN à 11k s d’obtenir s. N.J., rt à kN. des
Le Po file 4.1 Sim l’o sou de
C
ORO
domaine de ur une conf ets sur le pio1.3.5 Outil milairement util de référ udage de l’o s vitesses de
OUSSO
Figure 17. Ide e soudabilité figuration de n de l’outil F l COROUSS à l’outil COR ence. Des dé outil de référ e soudage len Influe ntification des de l’outil CO e soudage av FSW. SO : COR-L R-SF, l’outil li éfauts de typ rence. Pour ntes de 100m Projet Livra ence de la gé robustesse bornes de l'eff OR-SF semble vec une épaLISS
sse n’a pas p pe tunnel so l’outil COR-L mm/min en v t COROUSSO able n°2.4 éométrie de l du FSW rob fort de forgeag e être très d aisseur de 6m permis d’obt ont observés LISS, nous av vitesse d’ava l’outil sur la otisé ge à Va= 450 mm décalé par ra mm, il est a
enir des sou du côté ava vons trouvé ance et 400tr ANR m/min et N=11 pport à celu lors forteme dures saines ance pour les des points d r/min pour la R-10-SEGI-00 29/09/201 indice A Page 26/80 Au A. S. 100 tr/min. ui de l’outil d ent conseillé s avec les pa s mêmes pa de fonctionn a vitesse de 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. e référence. é d’avoir des ramètres de ramètres de nement avec rotation. . s e e c
C
ORO
L’outil COR vitesse d’av afin de mieuOUSSO
Figure 18. Es -LISS a mon vance de 200 ux entrainer Figure 19 Infssais pour l'iden
tré son aptit 0mm/min. G et déformer 9. Identification Pro L fluence de la robustes ntification d’un tude à soud énéralement r la matière a n d’un point de ojet COROUS Livrable n°2. a géométrie d sse du FSW r n point de fonc
der des cord t, les outils l autour du pi fonctionneme SSO 4 de l’outil sur robotisé ctionnement de ons sains av isses sont ut on ainsi rebo
ent avec la varia
r la A e l’outil avec pi vec un faible tilisés avec d oucher les dé ation de l’effort ANR-10-SEGI 29/09/2 indice Page 27
ion lisse COR-LI
e effort de fo des faibles vit
éfauts de typ rt de forgeage. -003-LI2.4 2014 e A 7/80 Auteurs : N A.BA., L.L., S.C. ISS orgeage et u tesses d’ava pe tunnel. N.J., une nce
4.1 La En l’a rot 75
C
ORO
1.3.6 Outil figure 20 rep comparant pparition du tation. Par co 0mm/min.OUSSO
l COROUSS présente les Figure 20. le DSO de u flash. La di ontre, l’outil Figure 21. Ide Influe SO : COR-1 points de soEssais pour l'id
l’outil COR minution de l en question ntification des Projet Livra ence de la gé robustesse 11-06 oudage testé dentification de -11-6, on co e l’épauleme n a permis d’ bornes de l'eff t COROUSSO able n°2.4 éométrie de l du FSW rob és avec l’outi es points de fo onstate que ent de l’outil ’obtenir des fort de forgeag l’outil sur la otisé l COR-11-06 nctionnement e la diminuti de référenc soudures ac ge à Va= 450 mm ANR : avec l'outil CO ion de l’épa ce à limiter l cceptables à m/min et N=11 R-10-SEGI-00 29/09/201 indice A Page 28/80 Au A. S. OR-11-6. aulement a la plage de l une vitesse 100 tr/min. 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. contribué à a vitesse de d’avance de à e e
C
ORO
Pour un co acceptables 7kN et 8kN 4.1.3.7 O Dans le plan 13 mm prov une diminu froide. Afin des vitesses Pour des v épaulement Toutefois, cOUSSO
ouple de vi s. Tout de m afin de com Outil COROU n d’effort ég voque un dé ution de la p de palier ce s de rotation Figure vitesses de t de 13 mm ces efforts de Inf itesse (1100 même, il est p bler le défau USSO : COR gal à 10kN et éfaut de man ression hydr e défaut, il es n supérieures e 22.Essais pour rotation et permet d’av e forgeage at Pro L fluence de la robustes 0 tr/min ; 4 possible de t ut de manqu R-13-06 à la différen nque de péné rostatique. L st possible d s à 1100 tr/m r l'identificatio d’avance co voir des sou ttribue à l’ap ojet COROUS Livrable n°2. a géométrie d sse du FSW r 50 mm/min trouver des p e de pénétra nce de l’outi étration. Dan L’outil ne dé d’augmenter min le défaut on des points de orrespondan dures sans d pparition d’u SSO 4 de l’outil sur robotisé n), l’outil CO paramètres ation. l COR-12-6, l ns ce cas, l’a éveloppe pas la vitesse de t de manque e fonctionneme nt à 1100tr/ défauts inter un flash à la l r la A OR-6-11 ne de vitesse ad l’outil de dia ugmentation s assez d’éne e rotation. L de pénétratent avec l'outil
/min et 450 rnes avec de imite de l’ex ANR-10-SEGI 29/09/2 indice Page 29 donne pas déquats pou amètre d’épa n du diamètr ergie et la so La figure 22 m tion disparai l COR-13-6. 0 mm/min, es efforts de xcessif. -003-LI2.4 2014 e A 9/80 Auteurs : N A.BA., L.L., S.C. s des soudu ur les efforts aulement éga re a contribu oudure est d montre qu’a t. L’outil avec e 11kN et 12 N.J., ures s de al à ué à dite vec un kN.
4.1
Da pio niv peC
ORO
1.2.1.
Ou
ns la figure 2 on de diamèt veau de la su rmet d’obteOUSSO
Figure 23. Recutil CORO
24, nous avo tre de base é urface active nir des cordoFigure 24. E Influe cherche de poin
OUSSO avec
ons reporté le égale à 7mm de l’épaulem ons acceptabEssais pour l'id
Projet Livra ence de la gé robustesse nt de fonctionn
c pion de
b
es paramètr m. Géométriq ment. Pour u bles avec desentification de t COROUSSO able n°2.4 éométrie de l du FSW rob nement de l'out
base 7 mm :
es de soudag quement, cet une vitesse d s vitesses de es points de fon l’outil sur la otisé til COR-13-6 av: COR-12-B
ge testés ave t outil sembl de soudage é e rotation inf nctionnement a ANR vec la variationBO7
ec le pion de e être simila gale à 450m érieures à 80avec l'outil COR
R-10-SEGI-00 29/09/201 indice A Page 30/80 Au A. S. de l’effort. e référence s aire à l’outil C mm/min, cett 00 tr/min. R-12-B7. 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. sur un outil à COR-11-6 au te géométrie à u e
C
ORO
A surface ac l’outil COR-des soudure La figure 25 forgeage.OUSSO
ctive égale d 11-6. Ceci es es exemptes 5 montre les Figure 25. Inf de l’épaulem st dû au volu s du défaut d s points de Identification Pro L fluence de la robustes ment, l’outil C ume de mala de manque d fonctionnem des bornes de ojet COROUS Livrable n°2. a géométrie d sse du FSW r COR-B7 déve axage du pio e pénétratio ment de l’ou l'effort de forg SSO 4 de l’outil sur robotisé eloppe plus d n. Ce surplu on à faible ef util COR-B7 t geage à Va= 450 r la A d’énergie de s d’énergie p ffort de forge trouvés avec 0 mm/min et N ANR-10-SEGI 29/09/2 indice Page 31 e déformatio permet à cet eage. c la variation N=1100 tr/min. -003-LI2.4 2014 e A 1/80 Auteurs : N A.BA., L.L., S.C. n par rappo t outil d’obte n de l’effort . N.J., rt à enir de4.1 La CO Po acc est à 3 Po FSW mo dim Po ide
C
ORO
1.3.8 Outil figure 26 illu OR-CYL avec c ur un effor ceptable du t [450mm/m 350mm/min ur des point W plus chau oins importa minution de ur le couple entifier ses bOUSSO
l COROUSSustre les poin celui du pion Figu rt de forgea cordon FSW min ; 550mm/ et l’apparitio ts appartena d. Le domain antes. Le rec l’effort de fo e de paramè bornes inférie Influe SO cylindriq nts testés po n COROUSSO ure 26. Essais po age de 10kN W. Pour une v /min]. Ces lim on d’un défa ant au DSO ne de souda alage des pa orgeage. ètre Va=450 eure et supé Projet Livra ence de la gé robustesse que : COR-C our identifier O. our l'identificat N, on identi vitesse de ro mites corres aut tunnel int
de l’outil CO bilité de l’ou aramètres po mm/min et rieure. t COROUSSO able n°2.4 éométrie de l du FSW rob CYL r le positionn tion du DSO d' ifie la plage otation de 11 pondent res terne pour u OROUSSO, l’ util cylindriqu our obtenir N=1100tr/m l’outil sur la otisé nement du d un outil avec p e des vitess 100 tr/min, L pectivement une vitesse d outil cylindr ue sera alors un cordon F min, nous av ANR omaine de s ion cylindrique es permetta L’intervalle d t à un début ’avance éga ique présent décalé vers FSW sain peu
vons varié l’e
R-10-SEGI-00 29/09/201 indice A Page 32/80 Au A. S. oudabilité d e. ant d’avoir de la vitesse d’effondrem le à 650mm/ te un aspec des vitesses ut être auss effort de fo 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. e l’outil une qualité de soudage ment obtenu /min. ct de cordon s de rotation i basé sur la rgeage pour é e u n n a r
C
ORO
Vit
esse
d
e
R
o
ta
ti
on
(t
r/
m
in
)
1300
1100
900
OUSSO
Figure 27. Inf Identification350
Pro L fluence de la robustes des bornes deVitesse
ojet COROUS Livrable n°2. a géométrie d sse du FSW r l'effort de forg45
e d’avance
SSO 4 de l’outil sur robotisé geage à Va= 45050
en (mm/m
r la A 0 mm/min et Nin)
ANR-10-SEGI 29/09/2 indice Page 33 N=1100 tr/min.650
-003-LI2.4 2014 e A 3/80 Auteurs : N A.BA., L.L., S.C. . N.J.,Le do au qu de est 4.1 Ap pa l’o tro
C
ORO
point testé maine de s gmentation ’un défaut t forgeage. P t placé au cœ 1.3.9 Outil près avoir id ramètres av util COROUS ouvé.OUSSO
avec une v soudabilité. de la vitesse unnel placé Par contre, il œur du cordo l à pion hex dentifié le d ec un outil a SSO n’appar Figure 2 Influe vitesse de ro Avec ces p e de rotation au pied du c est conseillé on. agonal coni domaine de avec un pion rtiennent pa 28. Essais pour Projet Livra ence de la gé robustesse otation de 90 paramètres, n ou de l’eff cordon FSW é d’optimise que : COR-soudabilité n conique et s au DSO du l'identification t COROUSSO able n°2.4 éométrie de l du FSW rob 00 tr/min et un défaut fort de forge peut être él er les autres -HEXA-CON de l’outil d hexagonal. u pion hexa du DSO d'un o l’outil sur la otisé t une vitess tunnel est eage permet liminé par u paramètres NI de référenc Ces essais o gonal. Aucuoutil avec pion
ANR e d’avance t formé au tra d’éviter ne simple l’a avant d’agir e COR-12-6, nt montré q n point de f hexagonal con R-10-SEGI-00 29/09/201 indice A Page 34/80 Au A. S. de 650mm/ pied du c ce défaut. Il augmentatio r sur l’effort , nous avon ue les point fonctionnem ique. 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C. /min sort du ordon. Une l est à noter on de l’effort si ce défaut ns testé ces s du DSO de ment n’a été u e r t t s e é
C
ORO
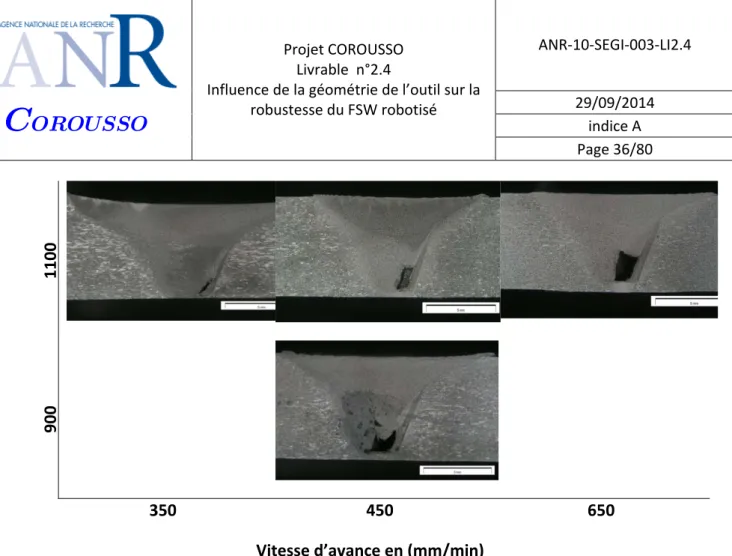
Les défauts géométrie d Une diminu tunnel. Malgré l’asp type tunnel passe de 45 les rapportsVitesse de Rotation
1300
OUSSO
Figure 29 s obtenus av du pion n’ar ution de la v pect visuel c l au pied du 50mm /min s des vitesse Inf . Identificationvec les poin rive pas à re itesse de so orrect des co cordon. Ce à 650/min. l s testés ne p Pro L fluence de la robustes des bornes de nts testés so eboucher le t udage assure ordons obte défaut obse e même effe permettent p ojet COROUS Livrable n°2. a géométrie d sse du FSW r e l'effort de forg ont pour la tunnel. L’out era un meill
enus, les obse rvé du côté et est obser pas de rebou SSO 4 de l’outil sur robotisé geage à Va= 45 plupart de til travaille d eur malaxag ervations ma advancing e vé lorsque la ucher le défa r la A 50mm/min et N type tunnel dans des con ge du cordon acrographiqu st accentué a vitesse de ut tunnel. ANR-10-SEGI 29/09/2 indice Page 35 N=1100tr/min. . Ce défaut nditions de so n et peut éli ues ont révé lorsque la v rotation dim -003-LI2.4 2014 e A 5/80 Auteurs : N A.BA., L.L., S.C. prouve que oudage froid miner le déf élé un défaut vitesse d’ava minue. En ef N.J., e la des. faut t de nce ffet,
Projet COROUSSO Livrable n°2.4
Influence de la géométrie de l’outil sur la robustesse du FSW robotisé ANR-10-SEGI-003-LI2.4 29/09/2014 indice A Page 36/80 Auteurs : N.J., A.BA., L.L., S.C.
C
OROUSSO
1100
900
350 450
650
Vitesse d’avance en (mm/min)
Au point 450mm/min et 1100tr/min, nous avons augmenté l’effort de forgeage pour éviter le défaut tunnel. Comme le montre la figure 30, l’augmentation de l’effort de forgeage n’a pas permis d’éliminer le défaut tunnel.
Figure 30. Macrographie d'un cordon FSW réalisé avec 1100 tr/min 450mm/min et 12kN
Suite à cette augmentation de l’effort de forgeage, l’outil s’effondre dans la matière. Dans ce cas l’outil peut endommager l’enclume.
On peut conclure que la plage des vitesses testées ne permet pas d’avoir un cordon FSW de qualité acceptable.
C
ORO
4.1.3.10 O Pour un ou points de fo Les figures tunnel.OUSSO
Outil à pion h util hexagon onctionneme 31 et 32 m Figure Figure 32 Inf hexagonal cy al cylindriqu ent de l’outil montrent que e 31. Essais pou . Identification Pro L fluence de la robustes ylindrique : ue aucun po de référenc e les cordon ur l'identificatio des bornes de ojet COROUS Livrable n°2. a géométrie d sse du FSW r : COR-HEX oint de fonc ce. ns soudés av on du DSO d'un e l'effort de forg SSO 4 de l’outil sur robotisé XA-CYL ctionnement vec cet outin outil avec pio
geage à Va= 45 r la A n’a pu être l présentent on hexagonal cy 50mm/min et N ANR-10-SEGI 29/09/2 indice Page 37 e identifié p t tous des d ylindrique. N=1100tr/min. -003-LI2.4 2014 e A 7/80 Auteurs : N A.BA., L.L., S.C. par rapport a défauts de ty N.J., aux ype
5
Da de Les On rep la c La Da co Le La rob Ici, péC
ORO
EFFET
MECA
ns cette par la réaction d s actions mé n s’intéresse présente l’ef composante5.1 Ef
phase de pé ns cette pha nsiste à dépl frottement force de plo bot. Dans cet , on s’intére nétration.OUSSO
T DE L
ANIQUE
rtie, on s’inté de la matière écaniques me Figure 3 e principale ffort dans la e Cz_outil repEffet sur le
énétration es ase, l’outil e lacer l’outil s outil/matièr ongée est gén tte configura esse à étudi InflueLA GEO
ES
éresse à l’ef e sur l’outil. esurées par l 33. Présentatio ment aux c direction d’ présente le ces actions
st la premièr n rotation es selon son axe re permet de néralement ation un pilo er l’influenc Projet Livra ence de la gé robustesseOMETRI
fet de la géo a machine d on des actions m composants avance de l’ couple.mécaniqu
e phase en F st plongé da e z jusqu’à at e chauffer la importante e otage en effo ce de la géo t COROUSSO able n°2.4 éométrie de l du FSW robIE DE L
ométrie de l dans le repèr mécaniques su Fx_outil, F ’outil. La comues en ph
FSW. Elle con ans la matièr tteindre une matière et et dépasse p ort avec des p ométrie de ll’outil sur la otisé
L’OUTIL
’outil sur les re outil sont ur l'outil FSW da Fy_outil et mposante Fy
ase de pén
nditionne la re. Il est gén e position co de la ramoll parfois la cap paliers assur ’outil sur le ANRL SUR L
s composant présentées s ans le repère o Cz_outil. La y correspondnétration
suite de l’ess éralement p nsigne. ir pour facilit pacité de la m e la pénétrat s actions m R-10-SEGI-00 29/09/201 indice A Page 38/80 Au A. S.LES AC
ts du torseur sur la figure outil. a composan d à l’effort tr sai de souda piloté en pos ter la plongé machine spé tion de l’out mécaniques e 03-LI2.4 4 0 uteurs : N.J., BA., L.L., C.CTIONS
r mécanique 33. nte Fx_outil ransversal et ge. sition, ce qui ée de l’outil. cialement le til. en phase deS
e l t i . e eC
ORO
5.1.1 An
La figure ci étude. Ces même alliag Durant cett varient selo de l’outil. La figure 34 On remarqu les plus imp Au démarra contact ave Dans cette à l’engagem contact de l’état physiq Un dernier En phase d matière, onOUSSO
nalyse de l’e
i-dessous pr essais sont ge). te phase, l’ou on plusieurs Figure 34. 4 montre l’inf ue que les o portants. age de la ph ec la matière phase on pe ment de l’ou la matière e que de la ma pic traduit le e pénétratio n assiste à un Infeffort Fz_o
résente l’évo réalisés ave util est soumparamètres . Évolution de l fluence de la utils ayant le hase de pén . Elle subit a eut assister à util dans la m extrudée par atière refoulé e contact de on, les mépl n enlèvemen Pro L fluence de la robustes
util
olution de l’ c la même c mis à une imp essentiellem 'effort Fz_outil a géométrie es plus gran nétration, la lors la major trois pics da matière. Le d r le pion ave ée par le piol’épaulemen ats jouent le t de la matiè ojet COROUS Livrable n°2. a géométrie d sse du FSW r ’effort de p configuration portante forc ment l’alliage l des différents des différen des surfaces surface du rité de la pre ans la courbe deuxième pi ec l’épaulem on. nt avec la sur e rôle des a ère similaire SSO 4 de l’outil sur robotisé énétration d n de soudag ce verticale o e à souder, la s outils au cour ts outils sur s du bout du bout du pio ession appliq e de l’évolut ic d’effort en ment. L’intens rface supérie arrêtes. Il y a à celui qu’on r la A des quelque ge (mêmes p opposée à so a vitesse de p s de la phase d l’évolution d u pion atteig on est la pre uée par la m ion de l’effo n phase de sité de ce pi eure des pièc a moins d’ad n trouve dan ANR-10-SEGI 29/09/2 indice Page 39 es outils util paramètres d on déplacem pénétration de pénétration. de l’effort de nent les effo emière surfa matière sur l’o
ort Fz. Un pre pénétration ic dépend d ces à souder dhérence en ns le procédé -003-LI2.4 2014 e A 9/80 Auteurs : N A.BA., L.L., S.C. isés dans ce de pénétrati ent. Ces effo et la géomét . e plongée. orts de plong ace à entrer outil. emier pic est
correspond u volume et r. ntre l’outil e é de perçage N.J., ette ion, orts trie gée en t dû au t de t la .

![Figure 5. Configuration de l'outil à double épaulement [11].](https://thumb-eu.123doks.com/thumbv2/123doknet/7856463.262989/11.892.77.838.39.199/figure-configuration-outil-double-épaulement.webp)
![Figure 7. Outil FSW à pion rétractable [11]](https://thumb-eu.123doks.com/thumbv2/123doknet/7856463.262989/13.892.132.828.46.555/figure-outil-fsw-pion-rétractable.webp)