Compréhension des mécanismes d'hydratation des ciments composés incorporant de la poudre de verre ou des cendres de boues d'épuration calcinées
181
0
0
Texte intégral
Figure
![Tableau 1.1 : Composition typique du ciment Portland et le rôle joué par chacun des composés majeurs [5]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/18.892.74.808.215.603/tableau-composition-typique-ciment-portland-rôle-composés-majeurs.webp)
![Tableau 1.8 : Formule chimique et rapport Ca/Si de la tobermorite et la jennite selon la longueur de la chaine silicatée [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/26.892.159.689.280.538/tableau-formule-chimique-rapport-tobermorite-jennite-longueur-silicatée.webp)
![Figure 1.6 : Illustration schématique de la polymérisation d’une structure similaire à la tobermorite par l’insertion de monomères de silicium et aluminium [38]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/28.892.114.736.699.967/illustration-schématique-polymérisation-structure-similaire-tobermorite-insertion-monomères.webp)
![Tableau 1.10 : Composition chimique des différents types de verre [61] Constituent Verre sodo-calcique Verre au plomb Verre borosilicate](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/33.892.219.715.375.661/tableau-composition-chimique-constituent-verre-calcique-verre-borosilicate.webp)
+7
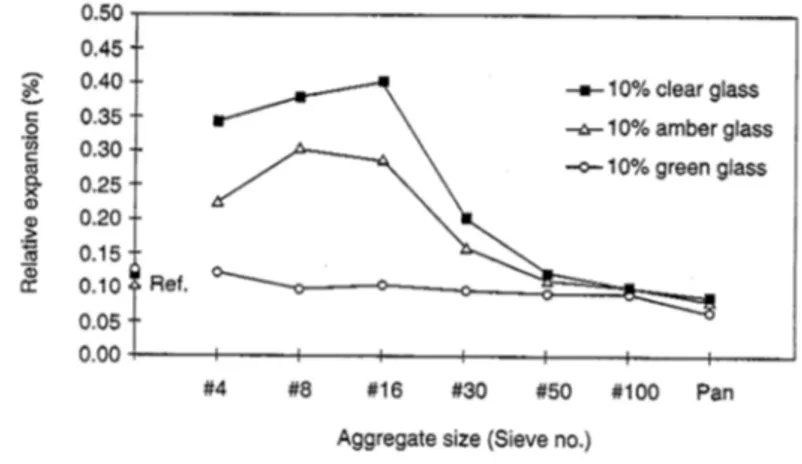
![Figure 1.10 : Influence de la taille des particules de verre sur l’expansion et le développement de la résistance à la compression [64]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/34.892.224.627.412.690/figure-influence-taille-particules-expansion-développement-résistance-compression.webp)
![Figure 1.13 : Émissions de polluants dans le sol en 2011, déclarées par les ICPE [109]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/38.892.132.743.684.950/figure-émissions-polluants-sol-déclarées-icpe.webp)
![Figure 1.15 : Destinations de boues des stations d’épuration en France entre épandage agricole, incinération, valorisation et mise en décharge [110]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/40.892.153.704.177.388/destinations-stations-épuration-épandage-agricole-incinération-valorisation-décharge.webp)
![Figure 1.18 : Indice d’activité de pâtes, mortiers et bétons incorporant des SSA [97]](https://thumb-eu.123doks.com/thumbv2/123doknet/2862884.71560/45.892.145.790.234.672/figure-indice-activité-pâtes-mortiers-bétons-incorporant-ssa.webp)
Documents relatifs