Optimisations des paramètres de polymérisation in situ
d’un système glycérol/acide citrique et bois
Marc-André Bérubé
Maîtrise en sciences du bois
Maître ès sciences (M.Sc.)
Optimisation des paramètres de polymérisation in situ
d’un système glycérol/acide citrique et bois
Mémoire
Marc-André Bérubé
Sous la direction de :
Pierre Blanchet, directeur de recherche
Véronic Landry, codirectrice de recherche
Résumé
Les produits de bois à des fins de parement subissent une dégradation accélérée face aux conditions atmosphériques comparativement aux autres produits de finition extérieurs. Cette dégradation entraine une perte de la stabilité dimensionnelle. Le bois doit être modifié afin d’ajouter de la valeur au produit et de contrer la dégradation naturelle. L’approche privilégiée consiste en l’imprégnation du bois par un mélange d’acide citrique et de glycérol pouvant réagir à de hautes températures formant un polymère réticulé. L’optimisation de ce traitement, bien que permettant d’augmenter la stabilité dimensionnelle du bois, a pour effet de diminuer de manière significative le temps et la température de la réaction de polymérisation. L’objectif des travaux présenté dans ce mémoire était de rendre viable industriellement ce procédé par l’optimisation des paramètres de polymérisation de la réaction d’estérification. Les formulations d’acide citrique et de glycérol conventionnelles, non optimisées, ont servi de témoins. La composition des formulations, le ratio des réactifs, le choix des catalyseurs, le type d’imprégnation et les espèces de bois compatibles ont permis de déterminer les meilleures conditions de polymérisation. Deux catalyseurs ont été identifiés comme performants et ils ont incorporés dans les formulations optimisées. L’imprégnation de ces formulations dans les échantillons de pin tordu et de pin blanc a permis une réduction considérable de l’énergie et du temps nécessaire à la formation du polymère dans le bois tout en augmentant davantage la stabilité dimensionnelle par rapport aux échantillons témoins.
Abstract
Wood products used for exterior siding suffer from accelerated degradation due to weathering compared to other finishing products. This degradation leads to a loss of dimensional stability. In order to counter this effect, wood must be modified. The approach selected was to impregnate wood with a mixture of citric acid and glycerol able to react at high temperature to form a cross-linked polymer. The optimization of this treatment has for effect to reduce significantly the time and temperature needed for the polymerization reaction. This project has for objective to render this treatment industrially viable by modifying the reaction’s parameters. Unoptimized citric acid and glycerol mixtures were used as control. The mixture’s composition, ratio of the reactants, choice of catalysts, energy systems, impregnation types and compatibles wood species allowed to determine the best reaction conditions for polymerization. The best and efficient catalysts were added to optimized formulations, then impregnated in white pine and lodgepole pine wood samples. These impregnations allowed reducing considerably the energy and time needed to form the polymer inside the wood cell walls and to increase the dimensional stability over untreated samples.
Table des matières
Résumé ... iii
Abstract ... iv
Table des matières ... v
Liste des tableaux ... viii
Liste des figures ... ix
Liste des abréviations ... x
Remerciements ... xii
Avant-propos ... xiii
Introduction ... 1
Chapitre 1 ... 3
1.1 Revue bibliographique ... 3
1.1.1 Généralités sur les traitements dans le bois ... 3
1.1.1.1 Traitement thermique ... 4
1.1.1.2 Traitement par imprégnation ... 5
1.1.2 Principaux produits chimiques pour la conservation du bois ... 6
1.1.2.1 ACC, ACQ, AC et microparticules de cuivre ... 6
1.1.2.2 Agent conservateur à base de borates ... 7
1.1.2.3 Agent conservateur à base d’huile ... 8
1.1.2.4 Systèmes en phase aqueuse ... 8
1.1.3 Réaction d’estérification... 9
1.1.3.1 Historique de la réaction ... 9
1.1.3.2 Mécanisme réactionnel ... 10
1.1.3.3 Réactifs nécessaires à la réaction ... 12
1.1.4 Importance des traitements pour le bois ... 13
1.1.5 Bois modifié par traitement d’estérification ... 14
1.1.5.1 Propriétés du bois modifié par estérification ... 14
1.1.6 Facteurs d’influence de l’estérification ... 14
1.1.6.1 Types d’imprégnation... 14
1.1.6.2 Composition des formulations ... 15
1.1.6.5 Systèmes énergétiques ... 17
1.1.6.6 Espèces de bois compatibles ... 18
1.2 Objectifs de la recherche ... 19 1.2.1 Objectif général ... 19 1.2.2 Objectifs spécifiques ... 19 Chapitre 2 ... 21 2.1 Matériels ... 21 2.1.1 Réactifs de la réaction ... 21 2.1.2 Échantillons de bois ... 22 2.2 Méthodes ... 22
2.2.1 Caractérisation des réactifs de départ ... 22
2.2.1.1 Titration Karl-Fisher... 23
2.2.1.2 Détermination de la teneur en cendres ... 23
2.2.1.3 Étude thermogravimétrique (TGA) ... 24
2.2.2 Étude des ratios d’acide citrique et glycérol par rapport à la température ... 24
2.2.3 Étude des catalyseurs et caractérisation des formulations ... 25
2.2.3.1 Spectroscopie infrarouge à transformée de Fourier ... 26
2.2.3.2 Analyse thermogravimétrique ... 26
2.2.3.3 Calorimétrie à balayage différentiel ... 27
2.2.4 Préparation des échantillons de bois ... 27
2.2.5 Protocole d’imprégnation à différentes profondeurs ... 28
2.2.6 Caractérisation des échantillons de bois imprégnés ... 29
2.2.6.1 Analyse de la stabilité dimensionnelle par ASE ... 29
2.2.6.2 Étude par microscopie électronique à balayage... 31
2.2.6.3 Analyse des surfaces par spectroscopie FTIR ... 32
Chapitre 3 ... 33
3.1 Article ... 33
3.1.1 Résumé ... 33
3.1.2 Abstract ... 34
3.1.3 Introduction ... 35
3.1.4 Material and Methods ... 36
3.1.4.1 Materials ... 36
3.1.4.2 Preparation and Impregnation method of wood samples ... 38
3.1.4.3 Impregnation parameters ... 38
3.1.4.4 Characterization of polymerized blends ... 39
3.1.4.5 Characterization of treated wood samples ... 40
3.1.5 Results and Discussion ... 41
3.1.5.1 FT-IR spectral studies of series of glycerol-based polymers... 41
3.1.5.2 Thermogravimetric (TG) analysis ... 43
3.1.5.3 DSC of glycerol-based polymers ... 45
3.1.5.4 Scanning electron microscopy (SEM) ... 47
3.1.5.5 FTIR spectral studies of wood impregnated surfaces ... 48
3.1.5.6 Swelling (α), Shrinkage (β), Anti-Swelling Efficiency and Anti-Shrinkage Efficiency (ASE) measurement ... 52
3.1.5.7 Scanning electron microscopy (SEM) for mounted wood samples ... 54
3.1.6 Conclusions ... 54
3.1.7 Acknowledgements ... 55
Chapitre 4 ... 56
4.1 Résultats complémentaires ... 56
4.4.1 Exclusion des catalyseurs à base de chlore ... 56
4.4.2 Étude sur les profondeurs d’imprégnation ... 56
Conclusion générale ... 58
Bibliographie ... 60
Annexe 1 ... 64
Annexe 2 ... 65
Liste des tableaux
Tableau 1 Ratio des produits d'acide citrique et glycérol ... 16
Tableau 2 Produits chimiques utilisés, numéro de CAS et masse molaire ... 21
Tableau 3 Composition des différents réactifs de départ ... 25
Tableau 4 Dimensions des échantillons de bois utilisés pour différentes analyses ... 28
Tableau 5 Temps nécessaire aux étapes de vide-pression en fonction du volume d'imprégnation ... 29
Tableau 6 Sample parameters of citric acid and glycerol based polymer ... 37
Tableau 7 Impregnation parameters for white pine and lodgepole pine wood samples ... 39
Tableau 8 Tg for esterified glycerol-based glycerol with different citric acid contents at different curing temperatures. ... 46
Liste des figures
Figure 1 Réaction générale d'estérification ... 10 Figure 2 Mécanisme réactionnel d'une estérification ... 11 Figure 3 Représentation chimique des réactifs de la réaction d'estérification ... 13 Figure 4 Comparison of the FTIR spectra of polymers cured for 1h at 150 °C with pure citric acid for: a) different citric acid content with p-TSA catalyst b) different catalysts for CA1.2G1 samples ... 42 Figure 5 Thermogravimetric curves of polymers CA1.2G1 cured at 150°C: a) TG curve and b) DTG curve ... 44 Figure 6 TGA thermograms of CA1.2G1 cured at 100°C with control, p-TSA, HCl, TPA and FeSO4·7H2O
... 45
Figure 7 Glass transition temperature (Tg) of glycerol-based polymers as a function of curing temperature and molar ratio with: a) p-Toluenesulphonic acid (p-TSA) catalyst b) Chlorhydric acid (HCl) catalyst c) Average Tg as a function of molar ratio for all catalysts tested ... 46 Figure 8 SEM images of transversal section for a) white pine with p-TSA b) lodgepole pine with p-TSA c) white pine with HCl d) lodgepole pine with HCl ... 48 Figure 9 FTIR spectra of the surface of white pine samples: a) untreated b) control c) with HCl catalyst d) with p-TSA catalyst ... 50 Figure 10 FTIR spectra of the surface of lodgepole pine samples: a) untreated b) control c) with HCl catalyst d) with p-TSA catalyst ... 51 Figure 11 Average value of ASE as a function of impregnation depth (1/3, 2/3 or 3/3) and treatment for a) white pine b) lodgepole pine wood samples ... 53 Figure 12 SEM images of transversal section for white pine at magnification of 400X ... 54 Figure 13 Détermination de la profondeur d'imprégnation à l'aide de la rhodamine ... 57
Liste des abréviations
AC – Acide citriqueG – Glycérol brut
TPA – Acide tungstophosphorique p-TSA – Acide para-toluène sulfonique HCl – Acide chlorhydrique
FeSO4·7H2O – Sulfate de fer heptahydraté SnCl2 – Chlorure d’étain (II)
ZnCl2 – Chlorure de zinc (II) N2 – Azote gazeux
FT-IR – Spectroscopie infra-rouge à transformée de Fourier TGA – Analyse thermogravimétrique
DSC – Calorimétrie à balayage différentielle SEM – Microscopie électronique à balayage
L’avenir n’appartient pas à l’art, mais à la science. L’architecture, la mécanique, la chimie et l’optique vont plus changer le monde que l’art n’a jamais été en mesure de le faire.
Remerciements
Tout d’abord, j’aimerais remercier mon directeur Pierre Blanchet et ma codirectrice Véronic Landry, qui ont su me superviser et me guider tout au long de ce projet de recherche. Je les remercie de leur confiance qu’ils m’ont octroyée et pour avoir cru en mes capacités pour mener à bien ce projet de maîtrise. Leur soutien et leur apport à mon projet ont été indispensables.
Je tiens aussi à souligner l’apport de Dr Richard Ball, mon superviseur à l’University of Bath en Angleterre et aux membres du comité d’encadrement. Je tiens à vous remercier pour votre hospitalité envers moi, pour vos nombreux conseils, et recommandations ainsi que pour votre grande présence tout au long du cheminement de mon projet.
Ce projet a été rendu possible, grâce au financement provenant de la chaire industrielle de recherche en construction écoresponsable en bois (CIRCERB), du programme de Bourses canadien du jubilé de diamant de la reine Elizabeth II et du Bureau International de l’Université Laval qui m’a permis d’effectuer mon stage de recherche en Angleterre.
Je tiens à remercier Dre Diane Schorr pour son aide inestimable, son expertise ainsi que son précieux temps accordé à la révision de mes manuscrits et résultats.
Je remercie de même tous les membres du CIRCERB qui m’ont épaulé et qui ont collaboré à l’instauration d’un milieu propice pour les études supérieures ralliant professionnalisme et dépassement de soi.
Finalement et non le moindre, je tiens à remercier personnellement ma famille et ma conjointe qui ont grâce à leur soutien, aidé à me rendre jusqu’à la maîtrise. Vous m’avez permis de m’épanouir au travers de mes études ainsi que dans ma vie personnelle.
Avant-propos
Le projet présenté dans ce manuscrit a été réalisé dans le cadre de la Chaire industrielle de recherche en construction écoresponsable en bois (CIRCERB, sous la direction de M. Pierre Blanchet, professeur au Département des sciences du bois et de la forêt de l’Université Laval, et sous la codirection de Mme Véronic Landry, chercheure chez FPInnovations. Ce mémoire présentera une section résultats sous forme d’article scientifique.
La première publication “Optimization of citric acid-glycerol based polymers for wood impregnation” par Bérubé, M.-A., Schorr, D., Ball, R.J., Landry, V., Blanchet, P. a été soumis à la revue scientifique Journal of Polymers and the Environment en 2017. Il est présenté au chapitre 3 de ce document.
Cette publication a été entièrement écrite par l’étudiant Marc-André Bérubé. Ils ont fait l’objet d’une révision critique par M. Pierre Blanchet, Mme Véronic Landry, Mme Diane Schorr et M. Richard J. Ball, professeur à l’University of Bath au Royaume-Uni et collaborateur au projet. Les renseignements des auteurs et leur affiliation sont décrits ci-dessous.
Information : a : Département du bois et de la forêt, Université Laval, G1V 0A6, 2325 Rue de l’Université, Québec, Qc, Canada; b : CIRCERB Chaire industrielle de recherche en construction écoresponsable en bois Université Laval, G1V 0A6, 2325 Rue de l’Université, Québec, Qc, Canada; c : FPInnovations, G1P 4R4, 319 Rue Franquet, Québec, Qc, Canada; d : BRE Centre d’innovations en matériaux de construction, Département architecture et de génie civil, University of Bath, Claverton Down, Bath, BA2 7AY, Royaume-Uni.
Introduction
Le secteur des revêtements extérieurs représente un marché de plus de 1,13 milliard de dollars au Canada (Statistique Canada 2014). De tout ce secteur, les matériaux de bois subissent une baisse de popularité avec à peine 10 % du marché en 1997 comparativement à 43 % dans les années 50. Cette baisse est occasionnée principalement par l’apparition de matériaux possédant une durabilité plus élevée que celle du bois. On peut compter une durée de vie utile pour les revêtements en vinyle de 35 ans (Simard 2009). Les produits de lambris en bois à des fins de parement extérieur possèdent une durée de vie beaucoup plus courte allant jusqu’à 25 ans avec un certain entretien. Ils subissent une dégradation importante suite aux conditions atmosphériques (photo-dégradation, pourriture, oxydation avec l’air, etc.) du milieu, et ce de manière irréversible. Ces conditions causent une perte de la stabilité dimensionnelle dans le bois. Afin de contrer cette dégradation, diverses techniques sont utilisées en industrie pour permettre de réduire la perméabilité du bois qui influence directement sur la stabilité dimensionnelle.
Il est possible d’obtenir un bois stable et résistant par réaction d’estérification avec le glycérol et l’acide citrique. Ils forment un polymère solide avec un grand nombre de ramifications permettant de venir se lier à la structure du bois. Le but de ce projet est d’optimiser les paramètres de polymérisation d’un système d’acide citrique et de glycérol dans le bois.
Dans l’éventualité où les résultats sont concluants et réalisables en industrie, ce procédé d’imprégnation du bois pourrait être implanté industriellement pour augmenter la durée de vie du lambris. Il peut s’avérer intéressant d’optimiser ce procédé d’estérification dans le bois permettant l’augmentation de sa stabilité dimensionnelle par le biais d’une valorisation de réactifs peu dispendieux et sans effet négatif sur l’environnement.
Dans ce travail, sept différents facteurs d’influence sont optimisés : le type d’imprégnation (à cœur ou en surface), la composition de la matrice, la pureté des réactifs, le ratio des réactifs, la détermination de catalyseur performant et les espèces de bois compatibles au traitement. Les facteurs sont évalués par comparaison de la caractérisation chimique entre chaque système mis à l’essai.
Chapitre 1
1.1 Revue bibliographique
Afin de développer un traitement capable d’améliorer la stabilité dimensionnelle du bois, il est important de comprendre pourquoi il faut améliorer les propriétés du bois dans le domaine de la construction. Le développement de nouveaux produits à base de bois permet de revitaliser l’industrie forestière et de redonner au matériau bois sa popularité d’antan. L’impact sur l’environnement étant maintenant une préoccupation majeure en développement de produits, il est important d’apporter des solutions écologiques aux problèmes auxquels font face les matériaux de bois utilisés en parement extérieur.
1.1.1 Généralités sur les traitements dans le bois
Cette section aborde quelques-uns des traitements pour le bois permettant d’améliorer leur résistance. Il en existe plusieurs autres, mais les traitements suivants ont été sélectionnés selon leur utilisation dans le domaine industriel. Différents types de réactions peuvent se produire dans le bois pour modifier ces caractéristiques. Le bois traité en industrie en présente une multitude selon les produits préconisés. La dégradation causée par les intempéries est caractérisée par un changement de couleur, une perte de brillance et une augmentation de la rugosité (Feldman 1985). Ce phénomène est expliqué par la dépolymérisation de la lignine dans les parois cellulaires du bois (Hon et Feist 1992).
Les réglementations entourant la construction stipulent que le bois doit être traité lorsqu’il est en contact prolongé avec l’humidité (Canadian Wood Council 2008). De plus, le Code national du bâtiment mentionne que l’utilisation du bois traité est obligatoire lorsqu’il est posé sur un support perméable à l’humidité à moins de 150 mm du sol ou lorsqu’il est en contact direct avec celui-ci (Canadian Wood Council 2008). Il en est de même pour le produit de lambris. Le traitement de ce produit de bois est
bénéfique pour en augmenter sa durée de vie face aux facteurs environnementaux (humidité, dégradation à la lumière et à l’air.
1.1.1.1 Traitement thermique
Le bois traité thermiquement est chauffé à des températures supérieures à 160°C. Les traitements thermiques confèrent une couleur plus sombre au bois, une résistance accrue aux champignons et une stabilité plus importante, lorsque comparée avec le bois naturel (Finnish Thermowood Association 2003). Le procédé général consiste à monter le bois en température jusqu’à 215°C puis de le refroidir avec de la vapeur d’eau. Aucun produit chimique n’est ajouté au bois pendant le traitement. Il existe différents traitements thermiques. La différence majeure réside dans le vecteur thermique utilisé. Il peut s’agir de vapeurs d’eau, d’azote, d’huile ou bien de vide. Les traitements thermiques du bois doivent être faits en absence d’oxygène afin d’empêcher le bois de brûler.
La modification chimique engendrée par les traitements thermiques se produit à partir de 180°C. À cette température, les macromolécules du bois (celluloses, hémicelluloses et la lignine) commencent à être affectées. Ces modifications entrainent une perte de l’hygroscopicité du bois tout en augmentant sa stabilité dimensionnelle (Mouras et al. 2002, Hakkou et al. 2005). À des températures plus faibles, on observe la perte de l’eau libre puis la perte de l’eau liée (Mohareb et al. 2012). Les groupements acides et de vapeur d’eau présents durant le traitement thermique permettent l’hydrolyse de l’hémicellulose. Les produits de l’hydrolyse peuvent ensuite réagir par réaction de condensation ou de déshydratation. La condensation consiste à la liaison de deux molécules avec libération d’une molécule d’eau. Les lignines se dégradent seulement à des températures excédant 220°C. On remarque aussi l’augmentation du taux de lignine dans le bois après traitement. Cela est causée par la dégradation des hémicelluloses (Kamdem et al. 2002). Le taux de cristallinité de la cellulose augmente
peut s’hydrolyser permettant aux chaînes de cellulose de se réorganiser afin de former une structure cristalline (Tanahashi et al. 1989).
Les traitements thermiques entrainent une modification des propriétés physico-chimiques du bois. Le retrait et le gonflement associé à la stabilité dimensionnelle peuvent être diminués d’environ 40 % grâce aux traitements thermiques. Cependant, on peut observer une diminution de la résistance du bois traité. Le module de rupture du bois est en moyenne réduit de 30 à 60 %. Le bois traité thermiquement présente d’autres avantages comme une résistance à la moisissure accrue, une meilleure isolation thermique, une légèreté du matériau et une dureté de surface améliorée (Kocaefe et al. 2007, Shi et al. 2007, Srinivas et Pandey 2012).
1.1.1.2 Traitement par imprégnation
L’imprégnation du bois permet en général d’inhiber sa capacité à se dégrader face aux organismes vivants (moisissures et insectes) et d’augmenter sa résistance physique face aux conditions environnementales (augmentation de la stabilité dimensionnelle). Ces différentes variantes sont utiles dans le domaine de la construction pour une utilisation adaptée aux besoins des entrepreneurs. Il existe plusieurs différents types de traitements par imprégnation en industrie afin de permettre au bois d’augmenter sa stabilité dimensionnelle.
Les molécules imprégnées peuvent réagir avec le bois afin de bloquer des groupements fonctionnels hydroxyles ou bien former un polymère à l’intérieur du bois. Il existe aussi des produits d’imprégnation qui agissent comme biocides sans qu’ils ne réagissent avec le bois. Ces molécules sont déposées à l’intérieur du bois à l’aide d’un solvant. Elles aident à la durabilité du matériau de bois.
1.1.2 Principaux produits chimiques pour la conservation du bois
Plusieurs traitements existent sur le marché afin de favoriser la conservation du bois face à différents initiateurs de la dégradation de la structure du bois. Le choix du traitement dépend souvent de l’agresseur contre lequel on souhaite protéger le bois (pourriture, dégradation à la lumière, etc.). La toxicité de certains traitements limite leur utilisation. Des traitements écoresponsables sont plus intéressants en industrie. Les prochaines sections parlent des différents traitements qui sont utilisés en industrie.
1.1.2.1 ACC, ACQ, AC et microparticules de cuivre
Les systèmes à base de cuivre permettent de conserver la couleur du bois face aux intempéries (Turkoglu et al. 2015). Le premier traitement qui fût utilisé est celui à base d’arséniate de cuivre chromé (ACC). L’imprégnation se produit en phase aqueuse selon le procédé Bethell, comme pour les autres produits chimiques utilisés à base de cuivre (Salminen et al. 2014). Cette méthode consiste à venir remplir complètement les cavités du bois grâce à un cycle de vide-pression. Le but étant de faire pénétrer le maximum de produits dans le bois (Salminen et al. 2014). Chacune des composantes est importante car elle apporte des caractéristiques supplémentaires aux matériaux traités. Le cuivre agit comme agent fongicide, tout comme l’arsenic. Après une exposition aux moisissures, aucune perte dans la structure du bois traité n’est observable (Akhtari et al. 2013). Dans le cas du chrome, des études font part de son potentiel pour bloquer les rayons UV ainsi que sa capacité à fixer la molécule au bois chimiquement (Jorge et al. 1999). Cependant, le rôle principal du chrome est la préservation de la couleur du bois grâce à la réduction de son état d’oxydation de Cr(VI) à Cr(III) Le rendement de cette méthode est directement lié à la qualité du vide créé avant l’imprégnation et ces performances permettent au bois traité de résister sur une période allant jusqu’à 50 ans. La préoccupation majeure reliée à ce système est la lixiviation de l’arsenic, du chrome et du cuivre dans l’environnement et la disposition des rejets (Turkoglu et al. 2015).
traité avec les mêmes propriétés que l’ACC avec une toxicité plus faible (Boudreau et al. 2012).
Dans le système à partir de cuivre quaternaire alcalin (ACQ), le cuivre agit comme principal agent biocide. Il peut y avoir lixiviation dans les sols une fois imprégnation. Cependant, les rejets sont beaucoup moins néfastes pour l’environnement puisqu’ils ne comportent pas de métaux autres que le cuivre tel que l’arsenic ou le chrome. De plus, de nouvelles technologies ont vu le jour pour permettre de faire la gestion de lixiviat contenant de grandes concentrations de cuivre (Han et Tao 2014). Les azoles de cuivre sont similaires au procédé ACQ. Cependant, les triazoles constituent de bons biocides, ce qui s’additionne au caractère antifongique du cuivre (Lebow 2004). Au Canada, un produit à base d’azole de cuivre est homologué comme produit de conservation du bois au nom de WOLMAN NB. Les produits de bois traité sont utilisés pour le bois de menuiserie intérieure, les parements, les bardeaux, le bois de charpente et autres produits en bois qui sont utilisés hors du sol ou en contact avec le sol comme platelage (Boudreau et al. 2012).
1.1.2.2 Agent conservateur à base de borates
Les systèmes à base de borate permettent au bois de résister aux moisissures. Les borates envisagés lors de l’imprégnation dans le bois sont le tétrafluoroborate de sodium (BF4Na), le tétrafluoroborate d’ammonium (NH4BF4) et le pentaborate octahydraté d’ammonium ((NH4)B5O8 · 8H2O) (Simsek et al. 2010). Ces agents conservateurs pour le bois ont été élaborés à base de borates et imprégnés selon un procédé de vide-pression. Toutes ces imprégnations sont réalisées en milieu aqueux. Bien que ces borates présentent une bonne activité antifongique, certaines études démontrent un affaiblissement du bois sous forme de réduction du module de rupture ainsi que de la résistance à la compression parallèle au grain (Simsek et al. 2010). Dans certaines espèces de bois, la pénétration à cœur est plus difficile chez certaines espèces de bois (Koumbi-Mounanga et al. 2015). Pour pallier à ce problème, certaines formulations à base de glycérol et de disodium octaborate tétrahydrate (DOT) ont
permis une pénétration plus importante. Au niveau de l’environnement, le bois traité au borate de sodium ne peut être utilisé lorsque le bois est exposé à l’eau, car il est trop facilement lessivé. Il s’agit donc d’un traitement alternatif à l’ACC en phase aqueuse (Boudreau et al. 2012).
1.1.2.3 Agent conservateur à base d’huile
Pour ce qui est des traitements par imprégnation à base d’huile, il y a les traitements à la créosote et le traitement à l’huile chaude. Le plus répandu est l’imprégnation de la créosote, aussi appelé procédé Rüping (Heikkila et al. 1987). Cette technique est utilisée depuis presque 200 ans. Sa fabrication consiste en une distillation fractionnée du goudron de houille brut. Ce goudron est un sous-produit de la distillation destructive du charbon en coke (Heikkila et al. 1987). L’inconvénient majeur est sa cancérogénicité et sa toxicité pour l’environnement. L’autre type de traitement propose une imprégnation à chaud d’huile d’origine végétale. Ce traitement permet d’augmenter la stabilité dimensionnelle du bois en lui procurant la capacité d’absorber moins d’eau. Le procédé est séparé en deux étapes. La première étape étant l’imprégnation du bois dans un bain d’huile chaude et la deuxième étape consiste au transfert du bois dans un bain froid. Le temps nécessaire est proportionnel à la grosseur des échantillons (Simon et al. 2011).
1.1.2.4 Systèmes en phase aqueuse
De nombreux produits chimiques servant à des traitements d’imprégnation du bois sont toxiques et dangereux pour l’environnement. Pour cette raison, les imprégnations en phase aqueuse sont de plus en plus populaires (Salminen et al. 2014). Elles permettent d’obtenir une surface plus susceptible d’accueillir un revêtement comme de la peinture. La surface du bois peut se dégrader sous l’effet de produits chimiques de traitements pour le bois. Dans le cas de système aqueux, les surfaces seront moins
endommagées, permettant une meilleure adhérence physique. Ces systèmes sont sans odeur et moins nocives pour l’environnement.
L’acétylation du bois appartient à cette classe d’imprégnation. Ce procédé consiste à imprégner le bois sous pression, puis d’initier la polymérisation à l’aide d’un traitement thermique. Ainsi, tous les groupements hydroxyles du bois réagissent avec l’anhydride acétique pour former du bois acétylé et de l’acide acétique (Xiaoli et al. 2015). Ce processus est très coûteux notamment à cause de la gestion des rejets acides reliés à ce procédé, ce qui représente en industrie représente un problème majeur.
La dernière modification chimique pouvant être apportée au bois est l’estérification. C’est une voie qui est utilisée dans plusieurs domaines, dont le domaine alimentaire et pharmaceutique (Szelag et Zwierzykowski 1998). Cette méthode laisse entrevoir la possibilité de rendre le bois complètement stable. La problématique majeure de la réaction d’estérification est son caractère réversible (Tisserat et al. 2012).
1.1.3 Réaction d’estérification
La réaction chimique envisagée pour synthétiser un polymère réticulé dans les cellules du bois est l’estérification. En comprenant plus en profondeur le mécanisme de la réaction, on voit l’affinité de cette réaction chimique avec le bois et son potentiel. Mais tout d’abord, il est important de comprendre la provenance de cette réaction et ce qu’elle comporte comme caractéristiques.
1.1.3.1 Historique de la réaction
Les esters sont principalement synthétisés en industrie. Cependant, un grand nombre d’esters sont produits naturellement et en grande quantité sous forme d’huile et de gras sous forme d’esters de glycérol d’acide stéarique, palmitique et oléique (Likozar et Levec 2014)-(Knothe et al. 2015). La réaction d’estérification a été
découverte dans les années 1890 par les chercheurs Emil Fischer et Arthur Speier (Fischer et Speier 1895). La figure 1 présente la réaction générale d’une estérification (Sakamuri 2000). Elle consiste en une condensation d’un acide carboxylique et d’un alcool. Cette réaction est en équilibre. Au cours de la réaction de condensation, une molécule d’eau est formée. C’est cette eau qui vient hydrolyser le lien ester formé précédemment (Sakamuri 2000).
Figure 1 Réaction générale d'estérification
Le temps de la réaction est dépendant de plusieurs facteurs. Premièrement, la température permet l’accélération de la réaction puisque le nombre de collisions moléculaires est plus élevé. En second lieu, l’utilisation de catalyseurs permet d’abaisser la barrière énergétique permettant d’obtenir plus facilement les produits de la réaction (Bagheri et al. 2015). Il existe une manière supplémentaire d’accélérer la réaction avec un agent azéotrope, comme le benzène ou le toluène. De cette manière, l’eau qui cause la réaction inverse est enlevée du système réactionnel (Sakamuri 2000).
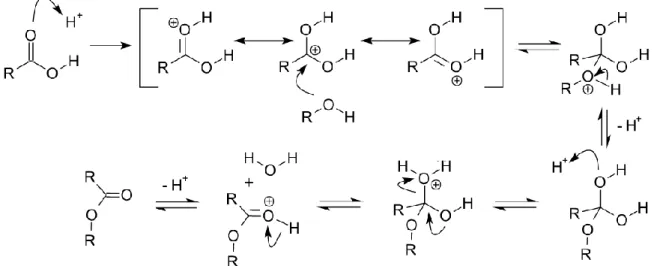
1.1.3.2 Mécanisme réactionnel
La réaction d’estérification envisagée est celle de l’estérification de Fisher qui est très connue du milieu scientifique (Clausen 2011). Elle comprend cinq étapes qui sont présentées à la figure 2. Cette réaction se produit par catalyse acide, c’est pourquoi l’utilisation d’un catalyseur est envisagée afin d’accélérer la réaction, mais aussi de favoriser la formation des produits.
La réaction commence par la protonation du carbonyle. C’est grâce au proton du catalyseur que la réaction s’amorce. Il est à noter qu’après cette étape, on obtient un ion plus électrophile que l'acide carboxylique grâce à la charge positive sur le carbone du groupement carbonyle. Cet effet est stabilisé par mésomérie. La mésomérie désigne une délocalisation d’électrons dans une molécule par conjugaison. La deuxième étape consiste en l’addition nucléophile de l’alcool qui vient attaquer le carbone chargé positivement. Par la suite, une réaction de tautomérie a lieu, elle consiste en la migration du proton de la molécule d’alcool vers un des atomes d’oxygène de l’acide carboxylique. La réaction est suivie d’une perte d’une molécule d’eau qui entraine une déprotonation restituant ainsi le proton de départ du catalyseur acide.
Il est à considérer que toutes les étapes de la réaction sont réversibles. L’influence de l’eau n’est pas négligeable, puisqu’une concentration trop élevée ralentit considérablement la cinétique de la réaction (Zhou et al. 2012, Zhou et al. 2013, Halpern et al. 2014).
1.1.3.3 Réactifs nécessaires à la réaction
La polymérisation d’un alcool et d’un acide carboxylique simple et peu coûteux tel que le glycérol et l’acide citrique permet d’obtenir un polymère réticulé résistant et capable de se lier au bois par le biais de liens covalents (Wallström et Lindberg 1999).
Le glycérol porte aussi comme nom le 1,2,3-propanetriol et la glycérine. Le glycérol est un sous-produit intéressant, car il provient de la fabrication du biodiésel (Hu et al. 2012, Bagheri et al. 2015). Il est formé par transestérification à partir de triglycérides avec du méthanol ou de l’éthanol. Ce procédé produit une quantité de glycérol équivalente à 10 % du volume total. Plusieurs processus catalytiques ont été envisagés pour sa valorisation, notamment dans le domaine alimentaire comme additif et dans le domaine pétrochimique comme composé utilisé dans la synthèse de plastiques biodégradables (Zhou et al. 2012).
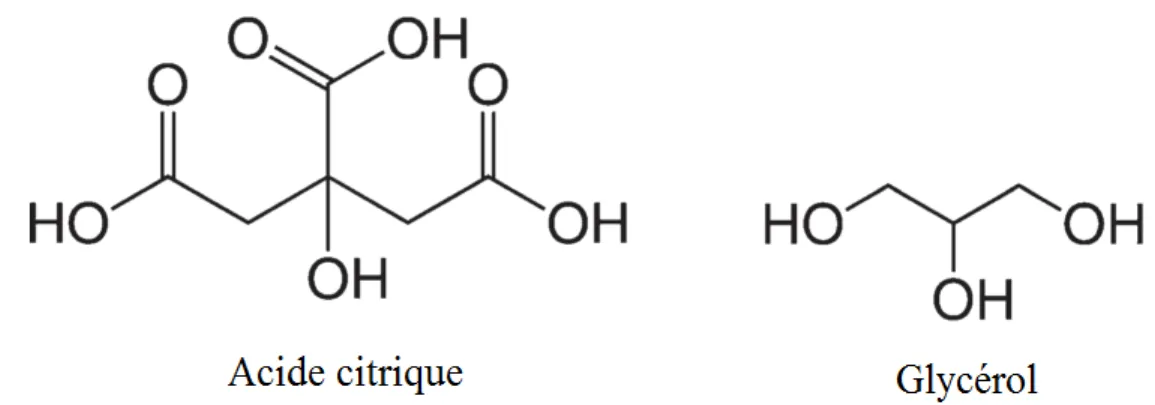
L’acide citrique est obtenu par fermentation fongique (Liu et al. 2015). Ce produit est biodégradable et non-toxique pour le vivant. Ce composé est biodégradable, renouvelable et facilement accessible à faible coût. De plus, des traitements à l’acide citrique permettent de créer des ancrages chimiques aux macromolécules de bois (Schramm et Rinderer 1999, Šefc et al. 2009). La figure 3 présente les deux molécules qui seront utilisées pour les essais d’imprégnation et de polymérisation dans le bois.
Cette réaction se positionne bien face aux douze principes de la chimie verte. L’utilisation de catalyseur acide est plus avantageuse qu’un procédé stœchiométrique. La formation de l’ester ne produit que de l’eau comme déchet. Cette eau peut être réutilisée sans traitement. La réaction utilise de l’eau et des matières renouvelables qui s’inscrivent dans la conception de méthodes de synthèse moins dangereuses et dans l’utilisation de solvants et auxiliaires moins polluants.
Figure 3 Représentation chimique des réactifs de la réaction d'estérification
1.1.4 Importance des traitements pour le bois
L’inconvénient majeur de l’utilisation de produits de bois non traités en usage extérieur comme revêtements extérieurs est leur faible stabilité dimensionnelle aux variations d’humidité relative. Ils comportent une capacité d’absorption de l’humidité plus élevée que d’autres matériaux. En changeant le caractère hydrophile du bois et l’espace disponible dans les lumens du bois, il est possible d’augmenter la durée de vie du matériau bois. Le gonflement et le retrait causés par les changements atmosphériques (température et humidité relative) occasionnent des changements de dimensions non souhaitables (Croitoru et al. 2015). Ces changements de dimensions provoquent des fissures, des torsions, du retrait ou du gonflement. Les emplacements où l’humidité est très élevée permettent le développement de champignons occasionnant aussi des changements de couleur du bois (Sun et al. 2010, Cogulet et al. 2016).
La réaction d’estérification envisagée pour l’obtention d’un polymère thermodurcissable à base de glycérol et d’acide citrique est très sensible aux diverses conditions de réaction. C’est cette réaction qui est au cœur de ce projet. Cette section aborde les conditions idéales de la réaction suivantes: la vitesse de réaction, la température du traitement et les caractéristiques du polymère final.
1.1.5 Bois modifié par traitement d’estérification
Le bois modifié par traitement d’estérification possède des propriétés différentes du bois naturel. Il présente une stabilité dimensionnelle accrue ainsi qu’une plus grande résistance aux moisissures (Essoua Essoua et al. 2016). Il existe déjà des traitements par imprégnation de l’acide citrique et du glycérol dans le bois qui sont rapportés dans la littérature. Ces études font mention d’un traitement thermique à 180°C durant une période de deux à quatre heures (Essoua Essoua et al. 2016).
1.1.5.1 Propriétés du bois modifié par estérification
Ce traitement est intéressant, car il présente un potentiel pour améliorer les propriétés du bois. Une étude a démontré que le traitement par imprégnation de l’aide citrique et du glycérol dans le bois permettait d’obtenir un polymère réticulé à l’intérieur du bois capable d’augmenter la stabilité dimensionnelle du matériau de bois (Essoua Essoua et al. 2016). Une augmentation de la stabilité dimensionnelle des échantillons traités avec ce traitement de l’ordre de 59-65 % pour des espèces de pin blanc et de pin tordu (Essoua Essoua et al. 2016) a été observée. Cette étude a également permis d’évaluer la résistance aux champignons du bois traité. Les auteurs sont arrivés à la conclusion que le polymère formé in situ dans le bois réduit d’un facteur 10 la perte de masse associée à l’action fongique. Ce projet se base sur le traitement par estérification dans le but d’optimiser les conditions réactionnelles de la réaction (Essoua Essoua et al. 2016).
1.1.6 Facteurs d’influence de l’estérification 1.1.6.1 Types d’imprégnation
le coût de ce type d’imprégnation. Des températures au-delà de 100°C sont requises pour effectuer la réaction de polymérisation à cœur dans le bois (Kiljunen et al. 2012). Les températures élevées dégradent le matériau de bois en initiant des fentes, de l’usure (de Cademartori et al. 2015) et la chute de nœuds lâches. Une température de 140°C est nécessaire pour permettre l’évaporation de l’eau libre et liée du bois. Si la température dépasse 180°C, les macromolécules commencent à se dégrader. L’imprégnation est suivie d’un temps de relaxation afin de retirer l’excédent de produits dans le bois. Les imprégnations en surface peuvent pallier aux temps et aux températures élevées. Pour une imprégnation peu profonde, les pressions demandées seront plus faibles. La quantité de produits qui aura tendance à sortir du bois sera diminuée permettant ainsi une économie de temps.
1.1.6.2 Composition des formulations
La composition de la matrice du mélange d’imprégnation de cette étude modifie la cinétique de la réaction. Un mélange contenant une portion d’eau trop élevée ralentit la réaction chimique. Une réaction plus lente se traduit par une augmentation des coûts en industrie. Un mélange contenant peu d’eau et une concentration des produits de départ plus élevée est donc de mise. C’est pourquoi le facteur économique et la faible valorisation des produits utilisés se sont révélés être les éléments clés pour le choix de l’acide citrique et du glycérol comme réactifs de départ. En raison du prix aussi faible que 0,10 $/kg, le glycérol est un produit avantageux à valoriser (Johnson et Taconi 2007). La matière première utilisée pour nos imprégnations sera caractérisée afin de déterminer le niveau de pureté du produit, car les impuretés peuvent influer sur la cinétique de la réaction d’estérification.
1.1.6.3 Ratio des réactifs
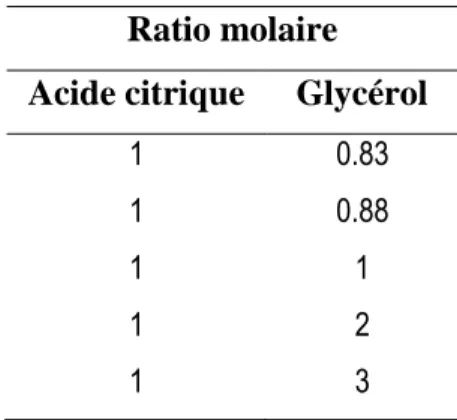
L’ajustement du ratio des réactifs est important, car il permet l’élaboration de polymères différents. Lorsque le nombre de molécules d’acide citrique est plus faible
que le nombre de molécules de glycérol, un réseau polymère plus réticulé se forme (Pramanick et Ray 1988). Cependant, puisque le bois possède un grand nombre de groupements hydroxyles disponibles, la quantité de glycérol doit être plus faible. Des essais à plusieurs concentrations différentes sont rapportés dans la littérature avec des ratios molaires d’acide citrique par rapport au glycérol (tableau 1) (Pramanick et Ray 1988, Halpern et al. 2014). Ces études ont privilégié des ratios d’AC:G plus faibles pour l’obtention d’un polymère biodégradable. Cependant, si l’on veut un polymère réticulé thermodurcissable et stable, il est nécessaire d’utiliser une concentration en acide citrique plus importante (Halpern et al. 2014). Un ratio molaire équivalent ou supérieur à 1:1 d’AC:G permet d’obtenir un réseau polymère plus réticulé.
Tableau 1 Ratio des produits d'acide citrique et glycérol
Ratio molaire Acide citrique Glycérol
1 0.83 1 0.88 1 1 1 2 1 3 1.1.6.4 Choix du catalyseur
Les catalyseurs permettent d’abaisser la barrière énergétique entre les réactifs et les produits. En abaissant cette barrière, les liaisons se créent plus rapidement entraînant une solidification du polymère. La réaction d’estérification est autocatalysée par l’ajout d’acide protique comme l’acide citrique. Cependant, l’ajout d’un acide ayant un plus faible pKa que l’acide citrique serait bénéfique (Zhou et al. 2013, Zhu et al. 2013). Plusieurs produits ont été considérés dans des études précédentes pour leur propriété catalytique, soit le chlorure d’étain (II) (Ferreira et al. 2012), l’acide paratoluène
Association 1964, Timofeeva 2003, Fan et al. 2012), le chlorure de zinc (II) (Halpern et al. 2014), l’acide tungstophosphorique (Zhu et al. 2013, Patel et Singh 2014) et le sulfate de fer (II) (Guner et al. 1996). Ces études rapportent l’effet catalytique des molécules choisies pour la réaction d’estérification. Ces molécules ont démontré leur efficacité à réduire le temps nécessaire à compléter la réaction. Le chlorure de zinc et l’acide para-toluène sulfonique ont permis de réaliser un polymère biodégradable comportant des degrés de réticulation variables en fonction du temps de réaction, de la température et des ratios molaires. Le sulfate de fer a démontré son effet catalytique pour l’estérification de l’acide oléique et du glycérol (Guner et al. 1996). Un catalyseur à base d’acide tungstophosphorique a démontré son efficacité à estérifier le glycérol et l’acide acétique. Cette étude soutient que ce catalyseur a démontré le meilleur effet catalytique pour l’estérification du glycérol (Zhu et al. 2013). L’acide chlorhydrique est un catalyseur acide conventionnel qui a été utilisé pour l’acétylisation du glycérol. Son utilisation entraine plus de sous-produits, mais reste tout de même efficace et facile d’utilisation (Fan et al. 2012).
1.1.6.5 Systèmes énergétiques
La réaction d’estérification utilisée dans ce projet nécessite une température réactionnelle de 180°C (Essoua Essoua et al. 2016). Une température aussi élevée représente une demande énergétique importante et des coûts beaucoup trop élevés en plus de soumettre le matériau bois à des conditions de traitement qui pourraient dénaturer son intégrité. Cette température peut donc être considérée inappropriée pour une application industrielle. L’une des solutions est d’y remédier à l’aide de système d’apport en énergie différent. L’utilisation de radiation électromagnétique (EM) pourrait une alternative aux méthodes de chauffage conventionnelles (Pereira et al. 2004). Les radiations EM se divisent en ondes de hautes fréquences (RF) et les ondes de courtes fréquences aussi appelées micro-ondes (MW). Des études réalisées sur la capacité de séchage des micro-ondes ont démontré son efficacité dans le bois (Xiang-Ming et Hui 2009). Cependant, les micro-ondes ne sont pas uniformes partout sur les échantillons de bois à cause des variations de densité du bois et le manque d’uniformité
de la distribution de la teneur en humidité dans une même pièce. Ces ondes ne pénètrent pas à une profondeur élevée, ce qui amène certaines régions à recevoir plus de radiations (Xiang-Ming et Hui 2009). Contrairement aux radiofréquences, le fonctionnement de cette méthode repose sur le concept diélectrique. Un matériau diélectrique n’a pas la capacité de mouvoir les charges électriques à l’échelle macroscopique. Aussi appelé isolant électrique, le bois est un matériau diélectrique. Ces matériaux diélectriques peuvent être chauffés à l’intérieur des membranes et des cavités cellulaires par conduction ionique. Cette technologie a été utilisée majoritairement pour le séchage du bois (Watanabe et al. 2011).
1.1.6.6 Espèces de bois compatibles
L’imprégnation demande une pression qui est proportionnelle à la perméabilité du bois. La profondeur d’une imprégnation varie selon la densité du bois. Dans le cas de bois de cœur, l’imprégnation est souvent plus longue et la quantité imprégnée plus petite que dans le bois de sève (Gindl et al. 2003). La présence d’un angle élevé des microfibrilles permet une plus grande liberté de gonflement et de retrait du bois (Thomas J. Robinson 2011). Afin d’éviter ce problème, il est important de privilégier le bois mature à croissance plus lente. De plus, un facteur clé pour le choix de ces essences est leur perméabilité. Le pin blanc présente une perméabilité supérieure aux essences de sapin baumier et d’épinette rouge (Rice et Donofrio 1996). Cette perméabilité est grandement influencée par la présence ou l’absence de résine à la surface modifiant la quantité de gaz ou de liquide qui peut pénétrer à l’intérieur de l’échantillon.
1.2 Objectifs de la recherche
1.2.1 Objectif général
Le traitement du bois utilisé en applications extérieures est important afin de limiter sa dégradation naturelle. Il devient pertinent de développer des procédés capables de contrer cette dégradation afin d’augmenter la durée de vie des matériaux de bois utilisés comme parement extérieur. L’augmentation de la stabilité dimensionnelle est l’élément-clé dans l’élaboration d’un nouveau traitement. Il doit répondre aux critères de l’industrie pour sa viabilité. C’est pourquoi le coût ainsi que la toxicité des produits de départ et de rejets ont été considérés dans la réflexion initiale du projet. Le choix s’est arrêté sur une réaction d’estérification entre l’acide citrique et le glycérol. Ceci soulève donc une question de recherche :
Quels sont les principaux facteurs d’influence de l’imprégnation et de l’estérification in situ d’un mélange acide citrique et glycérol afin d’obtenir des produits de lambris en bois avec une stabilité dimensionnelle accrue ?
Cette question permettra de comprendre ce qui détermine les facteurs limitants de cette réaction. Notre cible était d’obtenir un procédé avec la plus petite demande énergétique possible dans un temps capable de respecter les contraintes industrielles. Par conséquent, l’objectif général de la recherche est d’identifier les différentes contraintes du procédé d’imprégnation du mélange glycérol-acide citrique et voies possibles pour rendre viable ce procédé en industrie.
1.2.2 Objectifs spécifiques
Pour mieux comprendre le traitement d’imprégnation par réaction d’estérification trois objectifs spécifiques ont été ciblés:
1) Caractériser les produits de départ afin de contrôler par la suite la réaction de polymérisation.
2) Déterminer l’action catalytique de différentes molécules et le ratio des produits de départ sur la réaction d’estérification pour permettre une réduction de la demande énergétique nécessaire.
3) Effectuer des tests dans le bois par imprégnation des formulations et comparer les imprégnations en surface ou à cœur des échantillons.
Chapitre 2
2.1 Matériels
Cette section traite principalement des produits chimiques utilisés pour préparer les formulations d’optimisation avant l’imprégnation ainsi que pour les formulations optimisées imprégnées dans les échantillons de bois. De plus, elle inclut une courte présentation des espèces de bois utilisées au cours du projet.
2.1.1 Réactifs de la réaction
L’acide citrique et le glycérol brut sont les matières premières qui ont été sélectionnées pour l’imprégnation et l’estérification du bois. L’acide citrique est sous forme anhydre, elle possède une masse molaire de 192,12 g/mol et une masse volumique de 1,67 g/ml. Le glycérol brut a une teneur en eau de 7.8 %, une masse molaire de 92,09 g/mol et une masse volumique de 1,26 g/ml. D’autres produits (catalyseurs) ont été ajoutés aux mélanges initiaux pour permettre d’abaisser la barrière énergétique de la réaction. Les produits et les catalyseurs utilisés pour la réaction d’estérification sont compilés dans le tableau 2.
Tableau 2 Produits chimiques utilisés, numéro de CAS et masse molaire
Produits CAS (#)
Masse molaire (g/mol)
Catalyseurs
Chlorure d'étain (II) 7772-99-8 189,60 Sulfate de fer heptahydrate 7782-63-0 278,01 Acide tungstophosphorique 12501-23-4 2880,05 Acide p-toluène sulfonique 6192-52-5 190,22 Chlorure de zinc (II) 7646-85-7 136,32
Acide chlorhydrique 7647-01-0 36,46
Réactifs Glycérol 56-81-5 92,09
Le glycérol brut utilisé provient de Rothsay Biodiesel (Canada, Québec), une raffinerie productrice de biodiesel ayant comme rejets majeurs le glycérol brut. L’acide citrique ainsi que les catalyseurs (HCl, p-TSA, TPA et FeSO4·7H2O) ont été fournis par Sigma-Aldrich Canada Co. (Canada, Ontario). L’azote gazeux utilisé lors des essais d’imprégnation des échantillons de bois a été fourni par la compagnie Praxair Canada Inc (Canada, Ontario).
2.1.2 Échantillons de bois
Les échantillons représentatifs de chaque espèce de bois ont été fournis par Maibec (Canada, Québec). Les deux espèces retenues pour les expérimentations sont le pin blanc (Pinus strobus L.) et le pin tordu (Pinus contorta D.). Le second est une espèce utilisée industriellement au Canada comme revêtement extérieur alors que le premier est une espèce avec une grande perméabilité démontrant un fort potentiel pour son utilisation pour le parement extérieur
2.2 Méthodes
Avant de commencer les tests sur les échantillons de bois, les paramètres d’influence décrits dans le chapitre précédent ont été modifiés afin d’optimiser la réaction. L’influence de chacun des facteurs a été analysée indépendamment pour faire ressortir la contribution de chacun d’eux dans la réaction de polymérisation.
2.2.1 Caractérisation des réactifs de départ
Pour caractériser la réaction chimique exacte du glycérol brut avec l’acide citrique et le bois, plusieurs analyses ont été réalisées afin de déterminer précisément la nature du polymère formé. Celles-ci sont présentées dans les sections ci-après. Ce protocole
de caractérisation des composantes du mélange d’imprégnation permet de déterminer l’influence de la pureté de nos produits sur la réaction.
2.2.1.1 Titration Karl-Fisher
Un échantillon de glycérol brut sera analysé par titration pour déterminer sa teneur en eau. Le procédé consiste à réunir dans une solution de l’iode (I2), du dioxyde de soufre (SO2) et une base. La procédure exacte est décrite dans la norme ASTM D7829-13e1 (Standard Guide for Sediment and Water Determination in Crude Oil). L’échantillon a été analysé au laboratoire Exova à Saint-Augustin-de-Desmaures. La titration consomme 1 molécule d’iode pour chaque molécule d’eau (1:1). C’est ainsi, par un changement de couleur que l’on peut déterminer la concentration en eau dans le glycérol brut. La limite de cette méthode analytique est une masse de 10 µg à 10 mg d’eau dans un échantillon.
2.2.1.2 Détermination de la teneur en cendres
Pour déterminer la teneur en cendres de l’échantillon de glycérol brut, un creuset a été séché dans une étuve à 103°C durant un minimum de 10 heures. Par la suite, le creuset est refroidi et placé dans un dessiccateur pendant 30 minutes. Environ 1 g de glycérol brut est ajouté à l’intérieur du creuset qui est inséré dans un four à moufle. Le programme utilisé est le suivant : rampe en température de 25°C à 750°C durant une période de deux heures suivi d’une période de trois heures à température constante de 750°C. Le creuset est pesé à la sortie et la quantité de cendres est calculée. Une comparaison entre le glycérol pur et brut va permettre de mieux analyser les résultats. Cette méthode a été réalisée par la post-doctorante Diane Schorr afin de compléter la caractérisation du glycérol utilisé dans le présent projet.
2.2.1.3 Étude thermogravimétrique (TGA)
Le glycérol brut et les différents mélanges ont été étudiés par TGA. Il est possible d’observer pour le glycérol et l’acide citrique des températures de décomposition maximales de 197°C (acide citrique) et 209°C (glycérol) (Halpern et al. 2014). Ces essais préliminaires permettent d’avoir des données de référence que l’on comparera par la suite avec les valeurs obtenues pour les formulations et leur catalyseur. Pour le TGA, l’appareil utilisé est un TGA/DTA 851e METTLER TOLEDO. Le protocole utilisé pour l’étude du glycérol à l’aide de la TGA est le suivant : 10 à 20 mg de produits ont été placés le plus précisément possible dans un creuset. Par la suite, le diazote a été utilisé comme gaz inerte pour la chambre de la TGA avec un flux de 50 ml/min. La température initiale est de 25°C, et la température finale est de 700°C, la vitesse de chauffe utilisée est de 10°C /min. Deux répétitions ont été effectuées pour chaque échantillon.
2.2.2 Étude des ratios d’acide citrique et glycérol par rapport à la température
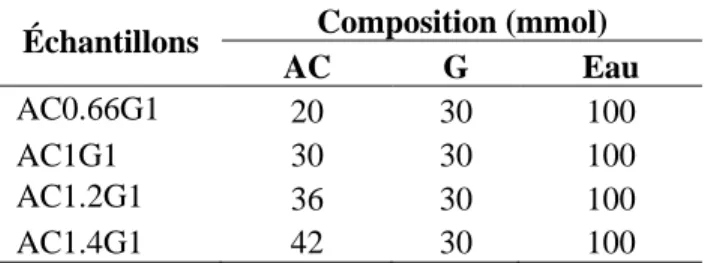
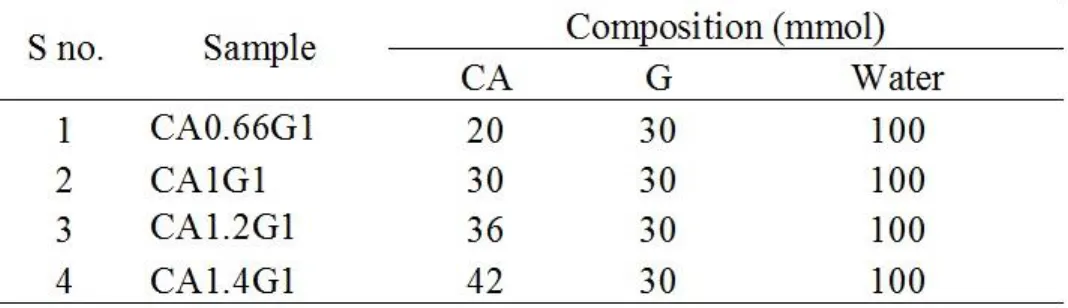
Afin d’identifier la formulation optimale, les ratios suivants ont été testés avec comme point de départ de précédentes études sur des réactions d’estérification similaires. Les formulations préparées selon les quatre ratios d’acide citrique et de glycérol ont toutes été soumises à des températures de polymérisation de 100, 125 et 150°C. Toutes les combinaisons de ratios et de températures ont été analysées.
Ces premiers travaux exploratoires ont permis de trouver le ratio molaire idéal pour obtenir le polymère le plus réticulé et stable. Du glycérol (30 mmol – 2.50 g) et de l’eau (100 mmol – 1.73 g) ont été mélangés initialement dans un bécher et chauffés à 60°C pour permettre un ajout plus facile de l’acide citrique par la suite. À cette solution, l’acide citrique broyée en fines particules a été ajoutée graduellement (30 mmol – 5,80
Ce protocole est celui utilisé pour une formulation de ratio AC:G de 1:1. Il a été répété pour des ratios AC:G de 0.66:1, 1.2:1 et 1.4:1. Par la suite, le mélange a été chauffé pendant une durée d’une heure à l’une des trois températures suivantes : 100, 125 et 150°C. Les paramètres expérimentaux des mélanges avant polymérisation sont présentés au tableau 3.
Tableau 3 Composition des différents réactifs de départ
Échantillons Composition (mmol) AC G Eau
AC0.66G1 20 30 100
AC1G1 30 30 100
AC1.2G1 36 30 100
AC1.4G1 42 30 100
2.2.3 Étude des catalyseurs et caractérisation des formulations
Les formulations avec catalyseur ajouté sont basées sur le même protocole de l’étude des ratios d’acide citrique et glycérol. Le ratio privilégié est l’AC1.2G1 pour des raisons de stabilité et de propriétés désirées du polymère. À ce ratio, les formulations polymérisent plus rapidement contrairement aux formulations contenant moins d’acide citrique. La formulation AC1.4G1 comporte plus d’acide citrique que la formulation choisie AC1.2G1, mais présente des problèmes de solubilisation de l’acide citrique. Des essais supplémentaires ont été réalisés en incluant l’addition d’un catalyseur. Chaque série d’échantillons comprenait un échantillon contrôle de 10 g du mélange d’acide citrique et glycérol sans catalyseur dans un plateau d’aluminium. Les quatre échantillons restants incluaient la même quantité de formulation de base, mais avec l’ajout d’un des catalyseurs dans les proportions suivantes : p-TSA (1.6 mmol, 1 mol%), HCl (8 mmol, 5 mol%), TPA (1 mmol, 0.6 mol%) et FeSO4·7H2O (1 mmol, 0.6 mol%). Les quantités de catalyseurs ajoutés ont été déterminées selon les formulations les plus performantes d’autres études avec des polymères similaires. La
caractérisation des échantillons a été réalisée par spectroscopie infrarouge à transformée de Fourier, analyse thermogravimétrique et calorimétrie différentielle à balayage. Les protocoles exacts sont présentés aux paragraphes suivants.
2.2.3.1 Spectroscopie infrarouge à transformée de Fourier
Cette technique analytique a été utilisée afin d’étudier la composition chimique et afin de suivre la réaction des mélanges. Les spectres donnent des informations sur la formation du polymère à différentes températures de cuisson. Les spectres permettent aussi de vérifier l’influence sur la structure du polymère lors de l’utilisation de divers catalyseurs. Les spectres FTIR ont été enregistrés à l’aide d’un spectromètre FTIR Perkin Elmer spotlight (Waltman, USA). La fenêtre d’étude est de 4000 à 500 cm-1, une résolution de 4 cm-1 a été utilisée et le nombre de scans est de 64. Un spectre de fond est effectué au départ et toutes les 60 minutes pour négliger la variation occasionnée par la lampe de l’appareil. Les données les plus basses de chaque côté des pics constituent les points pour créer la ligne de base.
2.2.3.2 Analyse thermogravimétrique
L’analyse par TGA permet de mesurer la variation de masse d’un échantillon en fonction d’un profil de température donné. Les données permettent de trouver les températures de dégradation des molécules présentes dans l’échantillon. Puisque les courbes de variation de masse sont toutes similaires, on utilise la dérivée de cette courbe pour connaître la température à laquelle l’échantillon se dégrade le plus rapidement. Cette température augmente lors de l’ajout de certains catalyseurs, ce qui démontre une stabilité thermique plus grande. Cela signifie que l’acide citrique et le glycérol forment un réseau polymère réticulé. L’analyseur thermogravimétrique utilisé est un TGA/DTA 851e de Mettler Toledo (Columbus, USA). Le protocole utilisé pour l’étude du glycérol à l’aide de la TGA est le suivant : dans un creuset, 10 à 20 mg de produit ont été placés
appliquant une rampe de température de 25°C jusqu’à 700°C à une vitesse de 10°C/min. Deux répétitions ont été effectuées pour chaque échantillon.
2.2.3.3 Calorimétrie à balayage différentiel
La calorimétrie à balayage différentiel est une technique analytique thermique. L’appareil analyse la différence des échanges de chaleur entre un échantillon et un matériau de référence. Dans le cas présent, la référence est un plateau d’aluminium de 80 µL. L’appareil est calibré en utilisant un morceau d’indium de masse connue duquel on connait la température de fusion (156.6°C). Les différents mélanges avec catalyseur ont été analysés par calorimétrie à balayage différentiel (DSC). De cette façon, ces analyses permettent de faire ressortir de l’information pertinente comme la température de transition vitreuse (Tg) et la température de fusion du polymère. Les courbes de DSC ont été enregistrées grâce à l’appareil DSC 8000 de Perkin Elmer (Waltman, USA). Le protocole consiste en trois répétitions de chaque échantillon de 1 ou 2 mg placé dans un plateau d’aluminium identique à celui de la référence de 80 µL. La méthode consiste premièrement à abaisser la température des échantillons jusqu’à -40°C de manière à obtenir une isotherme à cette température pendant deux minutes. Par la suite, des balayages en température sont effectués de -40 °C à 60°C à la vitesse de 20°C/min sous atmosphère d’azote (50 ml/min). La température de transition vitreuse (Tg) a été mesurée au milieu de la zone de transition entre la forme cassante et la forme caoutchouteuse. La Tg est déterminée au milieu de ce changement de capacité calorifique.
2.2.4 Préparation des échantillons de bois
Suite aux études sur l’influence des facteurs de réaction (choix du catalyseur, ratio des réactifs, types d’imprégnation et les espèces de bois compatible), les formulations optimisées ont été imprégnées dans les échantillons de pin blanc et de pin tordu afin de mieux comprendre la réaction d’estérification in situ. Ces espèces ont été choisies puisqu’elles sont utilisées pour des applications de parement extérieur. Tous les
échantillons sont constitués uniquement de bois de cœur. Les échantillons sont coupés selon les dimensions présentées au tableau 4.
Tableau 4 Dimensions des échantillons de bois utilisés pour différentes analyses
Analyse Longueur (mm) Largeur (mm) Épaisseur (mm) Gonflement (α) et retrait (β) 20 20 10 Spectroscopie FTIR 25 25 10
Microscopie électronique à balayage (SEM) 25 25 10
2.2.5 Protocole d’imprégnation à différentes profondeurs
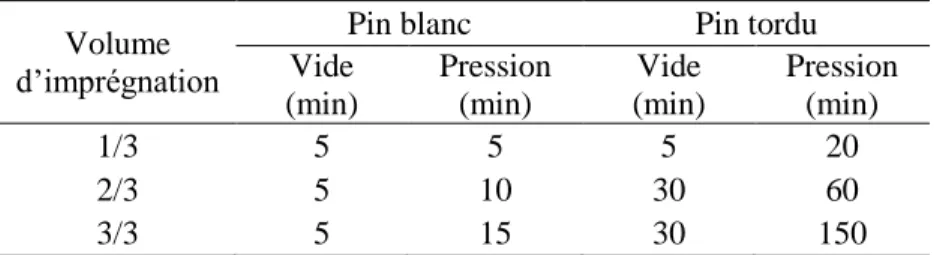
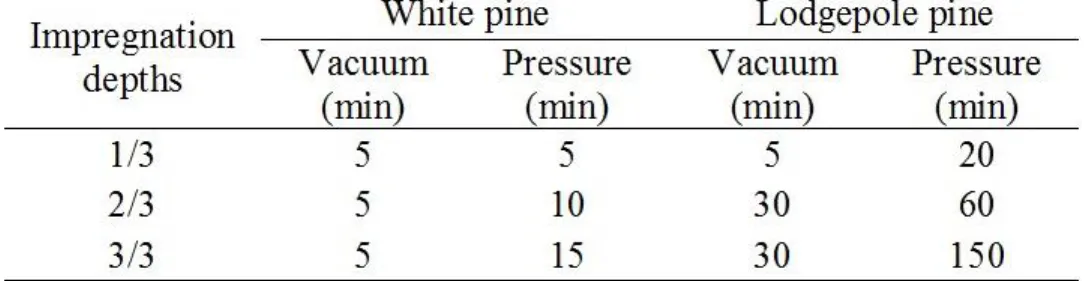
Des formulations préliminaires avec un ajout de rhodamine ont été imprégnées dans des échantillons de pin blanc et de pin tordu. L’addition de rhodamine permet de connaître la profondeur que peut atteindre la formulation avec différentes conditions de vide-pression. Lorsque l’on découpe l’échantillon imprégné, une marque rouge distinctive permet de mesurer la profondeur de l’imprégnation. Le tableau 5 présente les paramètres de vide et de pression appliqués pour obtenir un volume imprégné d’échantillon de 1/3, 2/3 ou 3/3. La pression en psi et le vide en mbar restent constants pour tous les essais, seulement le temps du traitement fluctue. La pression utilisée est de 200 PSI et le vide de 720 mbar. Par la suite, les échantillons de bois ont été conditionnés à 8 % d’humidité relative afin de réduire le plus possible les variations des échantillons. Le mélange imprégné est celui AC1.2G1 contenant un des deux catalyseurs avec des valeurs de températures de transition vitreuse plus élevées suite aux essais de DSC, soit le HCl (8 mmol, 5 mol%) et le pTSA (1.6 mmol, 1 mol%). Le procédé par vide-pression décrit au tableau 5 a été réalisé à l’aide d’un réacteur Parr®. Ensuite, les échantillons de bois imprégnés ont subi un traitement thermique à 160°C durant une heure.
Tableau 5 Temps nécessaire aux étapes de vide-pression en fonction du volume d'imprégnation
Volume d’imprégnation
Pin blanc Pin tordu
Vide (min) Pression (min) Vide (min) Pression (min) 1/3 5 5 5 20 2/3 5 10 30 60 3/3 5 15 30 150
Les échantillons ont été identifiés selon le choix de l’espèce (PB ou PT), le choix du catalyseur (Contrôle, HCl ou p-TSA), la profondeur d’imprégnation (1/3, 2/3 ou 3/3) et le numéro du réplica (1 à 10).
2.2.6 Caractérisation des échantillons de bois imprégnés
Cette section traite de la caractérisation des échantillons de bois imprégnés. Les méthodes utilisées pour faire l’analyse des échantillons de bois comportent des particularités. Il y a notamment le protocole de la spectroscopie FTIR semblable à celui des formulations non imprégnées, l’analyse de stabilité dimensionnelle et la microscopie électronique à balayage (SEM).
2.2.6.1 Analyse de la stabilité dimensionnelle par ASE
Cette analyse est l’une des plus importantes car elle permet de déterminer si les imprégnations ont un impact sur la stabilité dimensionnelle du bois. Les échantillons imprégnés ont été analysés sur un total de trois cycles de retrait et de gonflement. Chaque cycle a été réalisé selon les normes ISO 4469:1981 (Wood - Determination of
radial and tangential shrinkage) et ISO 4859:1982 (Wood - Determination of radial and tangential swelling) pour dix réplicas. Les cycles consistent en l’immersion des
échantillons dans l’eau jusqu’à ce que la taille des échantillons contrôles ne varie plus entre les mesures prises toutes les deux heures. L’étape suivante est de placer les échantillons dans une chambre de conditionnement à 20°C et 60 % d’humidité relative
jusqu’à ce que les échantillons contrôles ne varient plus entre les mesures prisent toutes les deux heures. Cette étape est cruciale pour ne pas fissurer les échantillons entre les étapes de retrait et de gonflement. Par la suite, les échantillons sont placés dans une étuve à 103 ± 2°C durant 24 heures. Enfin, les mêmes étapes sont répétées dans le sens inverse pour avoir un cycle entier. Les dimensions dans l’axe radial et tangentiel des échantillons ont été mesurées avant et après chaque étape en utilisant un pied à coulisse digital de Linear Tools (Isleworth, UK) de 200 mm ayant une résolution de ± 0.01 mm. La dimension dans l’axe longitudinal est négligée car sa variation est négligeable tout au long des trois cycles. Les valeurs de dimensions permettent de calculer l’efficacité contre le gonflement et le retrait (ASE). Grâce à cette donnée, on peut comparer une valeur de stabilité dimensionnelle comparable à un échantillon de référence. Dans ce cas-ci, un échantillon de bois de la même espèce mais sans imprégnation. Le gonflement (α) des échantillons imprégnés et non imprégnés a été mesuré dans les dimensions tangentielles (αT) et radiales (αR) selon les équations 1 et 2 :
αR (%) = [(R1-R0)/R0] x 100 (1) αT (%) = [(T1-T0)/T0] x 100 (2)
R0 et R1 sont les mesures des dimensions radiales des échantillons avant et après l’essai de gonflement alors que T0 et T1 sont les mesures tangentielles avant et après l’essai de gonflement.
Le retrait des échantillons a été mesuré selon les dimensions radiales et tangentielles. Les retraits radial (βR) et tangentiel (βT) ont été mesurés utilisant les équations 3 et 4 :
βR (%) = [(R1-R0)/R1] x 100 (3) βT (%) = [(R1-R0)/R1] x 100 (4)