Présentée devant l'UNIVERSITE PAUL SABATIER – TOULOUSE III
U.F.R. P.C.R.
en vue de l'obtention du grade de
DOCTEUR DE L'UNIVERSITE PAUL SABATIER
Spécialité : GENIE DES PROCEDES DE L’ENVIRONNEMENT
par
Christophe NOURRY
EXTRACTION ELECTROCHIMIQUE DES LANTHANIDES DES MILIEUX DE
FLUORURES FONDUS PAR FORMATION D’ALLIAGES
Directeur de thèse : Pierre CHAMELOT Date de soutenance : 31 octobre 2007
Composition du jury :
Président : P. AIMAR, Directeur de Recherche à l'Université Paul Sabatier, Toulouse. Rapporteurs : S. DELPECH, Chargée de Recherche au LECA, Paris.
D. DEVILLIERS, Professeur à l'Université Pierre et Marie Curie, Paris. Examinateurs : J.P. GLATZ, Chef d’unité, ITU Karlsruhe.
P. CHAMELOT, Maître de Conférences à l'Université Paul Sabatier, Toulouse. P. TAXIL, Professeur à l'Université Paul Sabatier, Toulouse.
Invités : C. CARAVACA, Ingénieur développement au CIEMAT, Madrid. J. SERP, Ingénieur développement au CEA Valduc, Is sur Tille.
Présentée devant l'UNIVERSITE PAUL SABATIER – TOULOUSE III
U.F.R. P.C.R.
en vue de l'obtention du grade de
DOCTEUR DE L'UNIVERSITE PAUL SABATIER
Spécialité : GENIE DES PROCEDES DE L’ENVIRONNEMENT
par
Christophe NOURRY
EXTRACTION ELECTROCHIMIQUE DES LANTHANIDES DES MILIEUX DE
FLUORURES FONDUS PAR FORMATION D’ALLIAGES
Directeur de thèse : Pierre CHAMELOT Date de soutenance : 31 octobre 2007
Composition du jury :
Président : P. AIMAR, Directeur de Recherche à l'Université Paul Sabatier, Toulouse. Rapporteurs : S. DELPECH, Chargée de Recherche au LECA, Paris.
D. DEVILLIERS, Professeur à l'Université Pierre et Marie Curie, Paris. Examinateurs : J.P. GLATZ, Chef d’unité, ITU Karlsruhe.
P. CHAMELOT, Maître de Conférences à l'Université Paul Sabatier, Toulouse. P. TAXIL, Professeur à l'Université Paul Sabatier, Toulouse.
Invités : C. CARAVACA, Ingénieur développement au CIEMAT, Madrid. J. SERP, Ingénieur développement au CEA Valduc, Is sur Tille.
A mes grands parents, A mes parents, ma sœur,
Je tiens à remercier J. Bertrand, directeur du Laboratoire de Génie Chimique, pour m’avoir accueilli lors de ces trois années de thèse.
Je remercie également P. Aimar pour m’avoir fait l’honneur de présider ce jury.
Je remercie S. Delpech et D. Devilliers pour avoir accepté de juger ce travail ainsi que C. Caravaca, J.P. Glatz et J. Serp d’avoir fait parti du jury.
Un grand merci à P. Taxil pour avoir corrigé l’ensemble de mon travail et pour les discussions scientifiques ou non mais toujours très enrichissantes.
Je souhaite tout particulièrement exprimer ma gratitude envers P. Chamelot, mon directeur de thèse, pour m’avoir tout appris dans le domaine des sels fondus pour ses conseils, son aide et sa grande disponibilité d’un point de vue professionnel et privé.
J’exprime ma plus vive reconnaissance à L. Massot pour ses conseils, sa bonne humeur, son aide quotidienne pour faire avancer mon travail et je souhaite plus particulièrement le remercier d’avoir corrigé mes premières ébauches d’articles ou de chapitre de thèse et de les avoir très largement améliorés.
Je remercie L. Cassayre pour ses discussions, ses conseils et pour les sessions de bloc partagées.
Un grand merci à Mathieu et Carole, mes colocataires de bureau pendant deux ans, pour toutes les discussions et les moments de détentes partagés.
Un remerciement collectif à la "Molten Team" pour avoir fait que cette thèse se déroule dans de très bonnes conditions et toujours dans la bonne humeur.
Je tiens à remercier l’ensemble des permanents et des doctorants du laboratoire pour leur sympathie.
Je remercie mes amis et ma famille qui m’ont soutenu au cours de ces trois ans. Et enfin merci tout particulièrement à toi Shan d’être à mes côtés.
Introduction Générale……….1
Chapitre I :
Contexte de l’étude………..…5
Chapitre II :
Dispositifs expérimentaux et techniques utilisées………...23
Chapitre III :
Etude de la réduction des lanthanides sur électrode inerte…...…39
Chapitre IV :
Etude de la réduction des lanthanides sur électrode réactive…...77
Chapitre V :
Extraction des lanthanides par réduction électrochimique sur
cathode réactive………...115
Introduction Générale
Les travaux de thèse décrits dans ce mémoire s’intègrent dans l’étude du recyclage et du retraitement des déchets nucléaires en milieux de fluorures fondus et plus particulièrement de l’extraction des lanthanides, majoritairement représentés parmi les produits de fission. Ces travaux s’inscrivent à la fois dans le contexte des procédés propres et celui du développement durable :
• Depuis le vote des lois sur la protection de l’environnement (loi Bataille de 1991), le recyclage et le retraitement des déchets nucléaires sont devenus pour les réacteurs actuels (Génération II et III) une obligation. Les procédés actuellement utilisés, tels que Plutonium URanium EXtraction (PUREX), utilisent des milieux aqueux, et ne permettent d’extraire que l’uranium et le plutonium du combustible usé alors que tous les produits de fissions, y compris les actinides mineurs, issus de la réaction de fission, sont stockés après leur vitrification. La gestion des déchets insuffisante avec PUREX doit être complétée par l’extraction des actinides mineurs et des produits de fissions appartenant à la série des lanthanides.
Pour cette étape de séparation poussée, les procédés pyrochimiques, en milieux de sels fondus, présentent une alternative séduisante par rapport à la voie hydrométallurgique en raison des nombreux avantages suivants:
(i) très bonnes propriétés de solvatation des matrices utilisées comme combustible, (ii) potentialité d’extraction groupée des transuraniens,
(iii) faible sensibilité à la radiolyse,
(iv) faible pouvoir modérateur vis à vis des neutrons permettant de travailler sur de grandes quantité de matière fissiles.
• De nouveaux concepts de réacteurs, dits de génération IV, sont à l’étude afin de répondre à des normes de plus en plus exigeantes en matière de production d’énergie nucléaire. Ces réacteurs doivent être non-proliférants, plus économiques, plus sûrs et permettre de gérer plus facilement les déchets. Le « Forum International Génération IV », a retenu six projets de réacteurs. Selon les combustibles retenus, un procédé de retraitement des déchets en milieu de sels fondu est envisageable. De plus, un des projets, le réacteur à sels
fondus (RSF) prévoit d’utiliser les sels fondus comme milieu réactionnel pour le cœur du réacteur. Quelque soient les projets retenus, le retraitement doit consister à :
• extraire l’ensemble des actinides afin de les recycler dans un réacteur dédié,
• d’autre part d’extraire les produits de fission dont les lanthanides afin de diminuer au maximum le volume des déchets ultimes et dans le cas du RSF de recycler aussi le solvant. Mon travail de thèse concerne l’étape d’extraction des lanthanides par voie électrochimique dans les milieux de fluorures fondus qui se situe en fin de procédé, après l’extraction des actinides, les systèmes étudiés ne contenant donc que le solvant et les lanthanides. L’évaluation de la potentialité d’un procédé de recyclage des solvants par électrolyse en milieu de sels fondus, a nécessité le développement des travaux de recherche dans l’ordre suivant :
• acquisition de données thermodynamiques,
• étude des systèmes électrochimiques des lanthanides ; examen des possibilités d’extraction sous forme de métal pur,
• étude de la réduction des lanthanides sur cathode réactive avec dépôts des lanthanides sous forme de composés définis,
• extraction des lanthanides du milieu réactionnel par la méthode de l’électrode réactive. L’étude, a été réalisée avec trois lanthanides : le néodyme qui représente 50% des lanthanides produits, le samarium et le gadolinium qui simulent les autres lanthanides.
Ce mémoire est organisé en 5 chapitres :
Le premier chapitre présente une vue d’ensemble du contexte de l’étude : il développe les notions de réacteurs de génération IV et de remplacement des procédés actuellement utilisés ainsi que les enjeux énergétiques à court et à moyen terme impliquant l’énergie nucléaire. Le deuxième chapitre précise la démarche expérimentale adaptée aux manipulations en fluorures fondus, les techniques électrochimiques d’analyse ainsi que les méthodes physico-chimiques de caractérisation des dépôts et de dosage pour le suivi des concentrations des
Dans le troisième chapitre sont étudiés les mécanismes de réduction des trois lanthanides sur électrode inerte. La teneur en ions oxydes, paramètre qui influence les processus cathodiques dans les sels fondus, a été prise en compte. Des grandeurs thermodynamiques (potentiel standard, coefficients d’activité des espèces en solution pour les couples Nd(III)/Nd et Gd(III)/Gd) ont été calculées pour pouvoir donner une estimation du rendement maximum d’extraction sur électrode inerte.
En s’appuyant sur les résultats obtenus dans le chapitre 3, et pour pallier l’insuffisance du rendement d’extraction sur électrode inerte, l’étude a ensuite été orientée sur l’utilisation d’une électrode réactive, bien connue au Laboratoire de Génie Chimique. Le chapitre 4 s’intéresse donc à l’étude de la réduction des lanthanides sur électrodes réactives (Cu, Ni) qui conduisent à la formation des composés définis. Ce chapitre comporte le calcul des enthalpies libres de formation de ces composés définis ainsi que leur observation et caractérisation. L’ensemble des données recueillies dans ce chapitre permet aussi d’estimer le rendement d’extraction sur électrode réactive.
Le cinquième et dernier chapitre de ce manuscrit est consacré aux essais d’extraction. Dans un premier temps le protocole expérimental est mis au point pour l’extraction du néodyme utilisé comme modèle. Par la suite le protocole est appliqué à l’extraction du gadolinium et pour finir, à l’extraction simultanée des trois lanthanides.
Chapitre I :
I Contexte énergétique international………....5
II La réaction de fission, production de lanthanides……...8
III Gestion des déchets déjà existant………...12
IV Le Réacteur à sel fondu (RSF)………...14
IV-1 Les réacteurs de génération IV………...14
IV-2 Historique du Réacteur à Sels Fondus………...15
IV-3 Le Réacteur à Sels Fondus à cycle thorium…………...15
V Revue bibliographique des techniques d’extraction et
séparation Ln/An………..18
Chapitre I :
Contexte de l’étude
Cette étude s'inscrit dans une thématique énergie et développement durable ; l’objectif visé concerne le recyclage des combustibles nucléaires déjà existants afin de diminuer leurs activités et leurs volumes avant stockage. Ce travail est également intégré au développement de nouvelles générations de réacteurs nucléaires conceptualisés pour faire face aux enjeux énergétiques de demain et pour lesquels le recyclage du combustible nucléaire est une nécessité.
I Contexte énergétique international
Avec l’accroissement de la population mondiale et du niveau de vie moyen, la consommation d’énergie ne cesse d’augmenter et devrait, selon les analystes, doubler entre 2000 et 2050 (tableau I-1).
Années Pétrole Gaz Charbon Nucléaire Renouvelables
(dont hydraul.) Total (Mtep) 2000 40% 22% 24% 6,5% 7,5% 9 300 2020 40% 27% 20% 6,5% 6,5% 14 000 2050 20% 25% 25% 22% 8% 18 000 Tableau I-1
Estimation de l’évolution de la consommation d'énergie mondiale entre 2000 et 2050, répartition de la production selon les différentes sources
(P.L.Bauquis, Groupe Total, hors bois de chauffage) [1]
Les valeurs indiquées dans la dernière colonne du tableau I-1 sont exprimées en millions de tonnes équivalent pétrole (correspondant à l’énergie produite par un million de tonnes de pétrole). Rappelons que 1Mtep = 1,5 Mtec (charbon) = 0,85 Mt de gaz naturel = 11,63 TWh
Le doublement estimé de la consommation mondiale en énergie entre 2000 et 2050 s’explique par la forte croissance des pays très peuplés tels que la Chine et l’Inde. La part du pétrole dans la production d’énergie devrait se stabiliser, celle du gaz, charbon et des énergies renouvelables devrait être multipliée par 2, quant à l’énergie nucléaire sa participation à la production d’énergie mondiale devrait être multipliée par 6,5 [1]. Pour expliquer ce choix, il faut passer en revue les différentes sources d’énergies envisageables:
(i) Les énergies fossiles (pétrole, gaz et charbon) : • sources d’énergies les plus utilisées
• participent au réchauffement de la planète en participant à l’effet de serre par émission de CO2
• prix instables
• politique des pays producteurs, instabilité géopolitique
• ressources limitées (pétrole ~ 50 ans, gaz ~100 ans et charbon ~ 1000 ans) (iii) Les énergies renouvelables :
• l’hydraulique présente un potentiel de déploiement limité ; en France, la quasi-totalité du potentiel est exploité. En chine, la construction du barrage des 3 gorges s’accompagne d’un déplacement de plusieurs millions de personnes
• l’éolien présente aussi un potentiel limité ; on estime en France qu’un déploiement sur terre et offshore optimal couvrirait 30% de la consommation actuelle d’électricité ; cela s’accompagnerait d’un rideau d’éolienne le long des cotes françaises
• le solaire présente un potentiel énergétique très intéressant malgré le faible rendement des panneaux solaires actuels, le prix de l’électricité produit par ce biais reste cependant cher 5 à10 fois plus élevé que celui produit par des moyen plus classiques
• la biomasse (bois, alcools agricoles) est très coûteuse en énergie pour être valorisée, il faut environ 1 litre de pétrole pour produire 2 litres de bio-carburant. De plus, pour couvrir la demande énergétique mondial actuelle, la surface accordé aux bio-carburants devrait être 20 à 100 fois plus importante que la surface actuellement consacrée à l’alimentation. La combustion de la biomasse rejette de surcroît des gaz à effets de serre
(ii) Le nucléaire :
• prix de la matière première relativement constant
• pouvoir énergétique très concentré : 100 g d’U naturel (~1g d’235
U) = 1 à 2 tonnes de pétrole
• stabilité politique actuelle des pays producteurs : 60% de la production mondiale de minerai se répartit entre le Canada et l'Australie
• ressources abondantes environ 10000 ans en utilisant des réacteurs à neutrons rapides (surgénérateurs), seulement 300 ans avec les réacteurs actuels au rythme actuel; d’où la nécessité de développer les nouvelles générations de réacteurs notamment au thorium
• nécessité de rassurer l’opinion publique.
Les centrales nucléaires semblent donc être un vecteur indispensable de la production d’énergie dans les années à venir. Cependant les filières actuelles doivent être remplacées en passant à des réacteurs surgénérateurs afin d’éviter une consommation totale des ressources en uranium ; de plus le développement de la filière nucléaire doit se faire dans le respect de l’environnement et en évitant tout risque de dissémination non contrôlée. Il ne faut pas perdre de vue que des efforts de recherche dans le domaine des énergies renouvelables, notamment l’énergie solaire, permettrait d’augmenter la part de ces dernières dans la production d’énergie mondiale.
II La réaction de fission, production de lanthanides
Une réaction de fission se produit lorsqu'un neutron entre en collision avec un noyau fissile (235U, 233U, 239 Pu). Cette réaction est schématisée à la figure I-1.
Figure I-1 :
Schéma explicatif d'une réaction de fission.
Cette collision s'accompagne de la production d'une grande quantité d'énergie qui se retrouve essentiellement dans l'énergie cinétique des produits de fission, de l'éjection de neutrons et de la division du noyau en deux parties. Les deux atomes ainsi créés sont les produits de fission. La figure I-2 donne la quantité de produits de fission présente dans 1,13 t de combustible usé UOX1, enrichi à 3,5 % en 235U à un burn-up de 33 GWj t–1 après 4 ans de refroidissement. Seules sont présentées les espèces dont la masse totale est supérieure à 50g [2]. Ces valeurs sont données à titre d’exemple ; en effet, la quantité de déchet dépend entre autre de l’enrichissement, du temps de refroidissement [2] et surtout du burn-up [3] c'est-à-dire la puissance qu’a fourni le réacteur en utilisant ce combustible.
Atome fissile Produits de fission Neutrons expulsés Neutron incident
Se Rb Sr Y Zr Mo Ru Rh Pd Ag Te I Xe Cs Ba Sm Nd Pr Ce La Eu Gd Kr 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 Se Kr Rb Sr Y Zr Mo Ru Rh Pd ElementAg Te I Xe Cs Ba La Ce Pr Nd Sm Eu Gd Q u a n ti té d e p ro d u its d e fi s s io n (g ) Figure I-2
Quantité de produit de fission (g) dans 1,13 t de combustible usé UOX1, enrichi à 3,5 % en 235U et " brûlé " à un burn-up de 33 GWj.t–1 après 4 ans de refroidissement, en gris clair
les lanthanides
Les éléments de la famille des lanthanides présentés en gris dans la figure I-2 sont ainsi produits en grande quantité.
Il faut prendre en compte qu'une partie des lanthanides produits sont des isotopes radioactifs notamment le 144Ce, le 151Sm, le 154 Eu et le 155 Eu. A partir des données de la figure I-2 et du logiciel "Nucléides 2000" [4], la radiotoxicité des lanthanides a été calculée après 4 ans de refroidissement. Les résultats sont présentés dans le tableau I-2.
Elément Actif (g) Stable (g) Activité (Bq) Radiotoxicité à 1 mètre (Sv/h) 144 Ce 2339 4 1021 4,4 105 Pr 1109 Nd 4006 151 Sm 794 7,8 1014 5 103 154,155 Eu 130 1015 2 103 Gd 76 Totaux 3263 5191 4 1021 4,4 105 8454 Tableau I-2
Inventaire et radiotoxicité des lanthanides présents dans 1,13 t de combustible usé UOX1, enrichi à 3,5 % en 235U à un burn-up de 33 GWj.t–1 après 4 ans de refroidissement L’activité des lanthanides se manifeste principalement par des rayonnements β
en majeure partie due au 144Ce.
La radiotoxicité maximale admise pour les travailleurs est de 20 mSv.an-1, la dose létale (50% de morts dans les deux mois) est de l'ordre de 3 à 4,5 Sv. Cependant, les isotopes radioactifs ont une demi-vie relativement courte (<5 ans), à l'exception du 151Sm dont la demi-vie est de 93 ans. Son activité retombe donc au niveau naturel en environ 1000 ans ; l’enfouissement est donc envisageable.
Dans le cas des réacteurs de génération IV et plus particulièrement du réacteur à sels fondus (RSF), il est envisagé de prélever de petits volumes de sels afin de les recycler puis de réintroduire le solvant nettoyé dans le circuit du réacteur ; ces quantités sont appelés batch. Le tableau I-3 présente l’inventaire dans un batch des principaux lanthanides produits dans un réacteur à sels fondus contenant 17,5 % de noyaux lourds.
Ln Masse (Kg) La 0,07 Ce 0,21 Pr 0,08 Nd 0,22 Pm 0,02 Sm 0,03 Tableau I-3
Composition type d’un batch de 50L pour un réacteur à sels fondus contenant 17,5% de noyaux lourds [5] à l’équilibre
Dans le cas du réacteur à sels fondus, le néodyme est, comme dans les réacteurs actuels, le lanthanide majoritairement produit, le cérium est produit dans des proportions similaires, ces deux éléments représentent 67% des lanthanides produits.
Quelque soit le réacteur envisagé, sels fondus ou UOX, la concentration de lanthanides à extraire est de l’ordre de 103 à 5 103 ppm.
Les lanthanides, éléments neutrophages, sont des poisons pour la réaction nucléaire. Leur extraction du milieu réactionnel est indispensable. L’objectif de cette étude est leur extraction des milieux de fluorures fondus qui sont des solvants envisageables pour le retraitement du combustible, ils doivent en effet répondre à un cahier des charges contraignant :
• stabilité thermique et résistance à l’irradiation • faible absorption neutronique
• faible viscosité
• température de fusion basse et faible tension de vapeur à la température de fonctionnement
• solubilité du combustible et des produits de fission
• facilité de mise en œuvre et compatibilité avec les matériaux de structure • conductivité thermique et capacité calorifique élevées
• possibilité de retraitement • abondance et pureté • bas coût
Les milieux de sels fondus et notamment les fluorures répondent à la grande majorité des ces conditions ; ils ont l’avantage, par rapport aux chlorures fondus, à condition d’utiliser un cation adéquat, de présenter une plus faible absorption neutronique et de ne pas faire de 36Cl et 37Cl par capture.
Le retraitement de deux types de déchets est envisageable en milieu de sels fondus :
• les déchets produits dans des centrales classiques dont le milieu réactionnel est solide, le combustible usé peut être solubilisé dans des fluorures fondus afin d’être retraité.
• les déchets produits dans des réacteurs de génération IV. Le milieu réactionnel de ces réacteurs peut soit être directement des fluorures fondus soit des matrices solides qu’il conviendrait de dissoudre dans des fluorures fondus avant leur retraitement. Ces réacteurs sont envisagés dans le cadre du « Forum International Génération IV » pour un déploiement d’ici 2025.
Dans la suite de ce chapitre, sont détaillées ces deux approches.
III Gestion des déchets déjà existant
En France, depuis 1991, la filière nucléaire se développe dans le cadre de la loi Bataille dont un des axes concerne la réduction des déchets radioactifs à haute activité et à longue durée de vie : axe 1 de la loi Bataille (LOI no 91-1381 du 30 décembre 1991 relative aux recherches sur la gestion des déchets radioactifs) « Art. 1er. - La gestion des déchets
radioactifs à haute activité et à vie longue doit être assurée dans le respect de la protection de la nature, de l'environnement et de la santé, en prenant en considération les droits des générations futures. »
Cette loi est à l’origine de travaux de recherche de 1991 à 2004 qui ont été prolongés en 2006 pour une durée de 9 ans [6,7].
Le procédé actuellement utilisé pour le recyclage des combustibles usés (procédé PUREX) ne permet que l’extraction de l’uranium et du plutonium par procédé hydrométallurgique. Afin de répondre complètement aux contraintes de la loi Bataille, le Commissariat à l’Energie Atomique a développé les procédés DIAMEX et SANEX qui ont
pour but d’extraire les actinides mineurs et les lanthanides des déchets de PUREX et de séparer les deux familles (cf figure I-3).
Figure I-3 :
Schéma de retraitement du combustible usé par voie hydrométallurgique pour la séparation poussée des actinides mineurs.
Il existe d’autres concepts d’extraction, notamment GANEX et COEX.
Les matrices développées pour les combustibles des futurs réacteurs tendent à être de plus en plus inertes et donc difficiles à solubiliser en milieu aqueux. De plus, les solvants utilisés sont sensibles à la radiolyse. Les procédés actuels risquent de vite devenir inopérants. Il convient donc d'utiliser de nouveaux solvants proposant de meilleures propriétés de solvatation. Les milieux de sels fondus, grâce à leurs bonnes propriétés de solubilisation, de précipitation et leur insensibilité vis-à-vis de la radiolyse sont de sérieux candidats. L’avantage principal par rapport aux milieux aqueux est de permettre de travailler sur des solutions plus concentrées ayant une radioactivité relativement élevée.
Le développement de procédés d’extractions en milieu de sels fondus qui permettent dans un premier temps de séparer les actinides et ensuite les lanthanides est donc à l’étude. Par la suite les lanthanides extraits peuvent être stockés pour des périodes relativement courtes et réduire ainsi le volume des déchets à forte activité.
Combustible usé PUREX CALIXARENE SANEX SESAME DIAMEX Produits de fission et actinides mineurs Actinides et lanthanides Produits de fission Pproduits de fission Cs Lanthanides Am Np Tc I Pu U
Déchets de faibles activités
Cm
IV Le Réacteur à sel fondu (RSF)
IV-1 Les réacteurs de génération IV
Pour répondre à la demande mondiale croissante en énergie, de nouveaux types de réacteurs nucléaires sont à l’étude. Ces réacteurs devront présenter les caractéristiques suivantes :
• plus économiques • sureté accrue
• minimisation des déchets • non proliférants
Ce cahier des charges est celui fixé par le « Forum International Génération IV » qui regroupe une dizaine de pays et propose six concepts de réacteurs (dit de génération IV) dont le déploiement est prévu d’ici à 2025:
• GFR – (Gas-Cooled Fast Reactor System): réacteur à neutrons rapides refroidi à l'hélium. Il peut éventuellement être utilisé pour la production d'hydrogène
• LFR – (Lead-Cooled Fast Reactor System): réacteur à neutrons rapides, refroidi au plomb ou à l'eutectique plomb bismuth. Il peut être utilisé pour la production d'hydrogène et d'eau potable
• SFR – (Sodium-Cooled Fast Reactor System): réacteur à neutrons rapides refroidi au sodium. C'est une évolution du réacteur Super Phoenix
• SCWR – (Supercritical-Water-Cooled Reactor System): deux types de réacteurs sont envisagés soit à neutrons thermiques soit à neutrons rapides. Les deux projets sont refroidis à l'eau super critique (22,1 MPa, 374 °C)
• VHTR – (Very-High-Temperature Reactor System): réacteur à neutrons thermiques refroidi à l'hélium. Ce type de réacteur peut être utilisé pour la gazéification du charbon ou la production d'hydrogène avec de très bons rendements
• MSR – (Molten Salt Reactor System): réacteur à sels fondus (RSF). L'originalité de ce système et de proposer un mélange de sels fondus comme combustible et fluide
de combustible. Grâce à son combustible liquide, il offre la possibilité d'un recyclage en ligne et permet ainsi de regrouper le réacteur et son usine de retraitement sur un même site.
IV-2 Historique du Réacteur à Sels Fondus
Le concept de réacteur à sels fondus a été développé dans les années 40 à l'Oak Ridge National Laboratory (ORNL) dans le Tennessee aux Etats Unis. Il s'agissait de développer des réacteurs dont le combustible serait liquide et pourrait servir également de caloporteur. Les avantages recherchés dans l'utilisation d'un sel fondu comme combustible étaient de pouvoir ajuster en permanence la composition du sel, d'atteindre de hautes températures et de fortes densités de puissance sans une forte augmentation de pression.
C'est en 1954 que le premier RSF a été construit dans le cadre d'un programme militaire américain sur la propulsion des avions l'ARE (Aircraft Reactor Experimental) [8]. Le réacteur, de 2,5 MWth a fonctionné correctement durant une centaine d'heures. Le programme militaire fut interrompu en 1956 mais les résultats prometteurs de l'ARE encouragèrent les recherches sur les RSF pour des applications civiles. En 1962, Le programme MSRE (Molten Salt Reactor Experiment) [9] entreprit la construction d'un réacteur qui fut achevé en 1965. Il fonctionna jusqu'en 1969 avec différents combustibles (235U, 233U puis Pu) et permit de résoudre de nombreux problèmes (composition chimique du réacteur, mise au point de nouveaux alliages, piégeage du tritium).
Le succès de ce projet justifia en, 1969, l'étude d'un réacteur surgénérateur fonctionnant en cycle thorium, associé à une unité de retraitement en ligne le MSBR (Molten Salt Breeder Reactor). Ce projet fut arrêté en 1976 pour des raisons budgétaires.
Au cours des années 80 des études sur les RSF furent reprises à travers le monde. Par exemple le projet japonais Thorims-NES (Thorium Molten Salt Nuclear Energy Synergetics) [10].
IV-3 Le Réacteur à Sels Fondus à cycle thorium
Le principe du RSF est de présenter un cœur de réacteur liquide qui sert à la fois de fluide caloporteur et de combustible. Le sel est un mélange de fluorures et d'éléments fissiles
Figure I-4:
Schéma de principe du réacteur à sels fondus [11]
L'utilisation d'un combustible liquide présente de nombreux avantages dont notamment la possibilité de retraiter le combustible usé en ligne qui permet d'extraire les produits de fission au fur et à mesure de leur production. Parmi les produits de fission, les éléments neutrophages sont très pénalisants car ils diminuent le rendement du réacteur par capture des neutrons. La figure I-5 présente la comparaison du taux de capture des produits de fission dans un réacteur classique arrêté tous les 5 ans pour remplacer le combustible et un RSF faisant appel à un retraitement en ligne.
Figure I-5 :
Comparaison de l’empoisonnement des produits de fission dans le système de référence au cas d’un réacteur à combustible solide et spectre rapide (réacteur sous critique modéré au
plomb, démarré en 232Th/233U de puissance 515 MWth ) [12]
Le taux de capture moyen dans les produits de fissions d'un réacteur classique est de 0.04 neutron/fission ce qui est plus du double de la valeur obtenue pour le RSF fonctionnant à l'équilibre (~0.017 neutrons /fission). Cette simulation a été réalisée dans l'hypothèse d'une extraction des produits de fission en ligne. Les lanthanides font parti des produits de fission ayant un fort taux de capture de neutrons. Un des enjeux pour le développement de ces réacteurs est donc l'étude de l'extraction des lanthanides des milieux de fluorures fondus.
V Revue bibliographique des techniques d’extraction et
séparation Ln/An
Divers travaux ont été réalisés concernant l’extraction et la séparation des actinides et des lanthanides :
• Précipitation sélective d’oxydes:
La comparaison du comportement des actinides et des lanthanides en fonction de l’oxoacidité du milieu et de la concentration en élément métallique met en évidence des différences de teneur en oxyde nécessaire pour précipiter les lanthanides et les actinides. La possibilité de séparation du néodyme et de l’américium en milieu chlorures fondus par précipitation du néodyme a été étudiée par Lambertin [13]. Il abouti à la conclusion que la séparation du néodyme et de l’américium par précipitation sélective n'est que partielle : en effet, le diagramme de stabilité de ces deux espèce montre que le domaine d’oxoacidité séparant la précipitation des deux éléments est trop limitée (1,3) pour conduire à une séparation complète.
• Electroraffinage :
Lambertin s’est également intéressé à la possibilité de séparer le néodyme de l’américium par électroraffinage [13]. En effet, la différence entre les potentiels standards des couples étudiés permet d’envisager la réduction de l’américium en métal sans réduire les ions néodyme. Il a montré que l’américium est en quasi totalité extrait du milieu mais que la faible adhérence du dépôt sur la cathode de tungstène diminue l’efficacité de l’extraction et surtout que l’américium est systématiquement accompagnée d’une extraction partielle du néodyme ce qui indique que la séparation Am Nd est difficile.
Sakamura et al. se sont également intéressés à la séparation d’actinides et de lanthanides par cette méthode en milieu de chlorures fondus [14]. L’électroraffinage est réalisé dans un milieu contenant un mélange de lanthanide et d’actinides (U, Np, Pu, Am, Y, La, Ce, Nd, Gd) sur une électrode de tantale. La composition du dépôt réalisé à la cathode est d’environ 40%
massique en U, 40% en Np, 10 % en Nd, 3 % en Ce. Les autres éléments composent les 7 % restant. Cette étude montre également que la séparation An Ln sur électrode inerte est incomplète.
Serp et al. ainsi que Cassayre et al. proposent de séparer les lanthanides des actinides en réduisant ces derniers en milieu chlorures fondus sur une électrode solide d’aluminium [15] [16]. L’aluminium a la particularité de former des composés définis avec les lanthanides et les actinides, ce substrat d’électrode est alors qualifié de réactif. L’analyse de l’électrode d’aluminium après électrolyse extractive montre que le dépôt formé sur l’électrode présente un rapport An/Ln qui varie entre 690 et 2450.
Serp et al. proposent également la séparation lanthane/plutonium par extraction du Pu dans une cathode de bismuth liquide [17].
Kato et al. réalisent la séparation An/Ln sur une électrode de cadmium liquide, élément formant des alliages avec les actinides, en milieu LiCl-KCl. Le ratio An/Ln dans l’électrode de cadmium varie de 15 à 130 selon la nature du lanthanide après l’électrolyse.
• Séparation liquide-liquide :
Conocar et al. proposent [18], une séparation An Ln par la mise en œuvre d’une nappe
liquide de Cu/Al en contact avec un mélange de fluorures fondus contenant les éléments à séparer. Après agitation des deux phases, 99,3% des actinides se retrouvent dans l’alliage liquide Cu/Al alors que la majorité des lanthanides restent dans le bain de sels fondus.
• Procédé complet :
K. Kinoshita et al. proposent un procédé présentant différentes techniques d’extraction et de séparation afin de traiter l’ensemble des produits de fission et de corrosion [19]. Le procédé se déroule en partie en milieu de chlorures fondus et permet la séparation des actinides des produits de fission ainsi que le recyclage du solvant.
La plupart des techniques décrites ci-dessus consiste à extraire les actinides en laissant les lanthanides du milieu réactionnel. L’étape suivante est alors le recyclage du solvant par l’extraction des lanthanides.
Cette étape d’extraction, est l’objectif visé par ce mémoire. La méthode retenue est la réduction des cations de lanthanides sous forme métallique. Après avoir détaillé les dispositifs expérimentaux ainsi que les techniques utilisées pour mener à bien cette étude, la réduction de trois lanthanides (Nd, Gd et Sm) est étudiée dans un premier temps sur des substrats d’électrode inerte c'est-à-dire ne formant pas d’alliage avec les lanthanides puis sur des substrats réactifs qui forment des alliages avec les lanthanides. En plus des mécanismes de réductions, sont étudiées différentes propriétés thermodynamiques des ions en solutions ainsi que l’enthalpie de formation des différents composés définis observés. Le dernier chapitre de l’étude s’attache à décrire les expériences d’extraction, réalisées avec des rendements supérieurs à 99%.
Références
[1] http://www.uarga.org/energie/Energie_conso_suite1.php. [2] R. Guillaumont C.R. Chimie 7 1129-1134 (2004).
[3] R. Agarwal, V. Venugopal; Journal of Nuclear Materials 359, 122–131(2006).
[4] NUCLIDES 2000 - An Electronic Chart of the Nuclides on CD, ITU, Join research centre, European commission.
[5] Réunion de travail du PCR, juin 2007 simulation effectuée par Daniel Heuer. [6] http://www.legifrance.gouv.fr/WAspad/UnTexteDeJorf?numjo=INDX9100071L. [7] http://www.industrie.gouv.fr/energie/nucleair/debat-2006/axe1.htm.
[8] R.C. Briant, A.M. Weinberg; Nuclear Science and Engineering, 2 795-853 (1957). [9] P.N. Haubenreich, J.R. Engel, Nuclear applications and Technology, 8, 107-117 (1970). [10] K. Furukawa, A.Lecocq, Y.Kato and K.Mitachi, Journal of Nuclear Science and Technology, 27 (12), 1157-1178 (1990).
[11] http://gif.inel.gov/roadmap/pdfs/gen_iv_roadmap.pdf.
[12] Alexis Nuttin, Thèse de doctorat ; 2002, Université Joseph Fourier, Grenoble France. [13] David Lambertin, Thèse de doctorat; 2001, Université Paris VI, France.
[14] Y. Sakamura, T. Hijikata, K. Kinoshita, T. Inoue, T.S. Storvick, C.L. Krueger, L.F. Grantham, S.P. Fusselman, D.L. Grimmett, J.J. Roy ; Journal of Nuclear Science and Technology 35 (1) 49-59 (2000).
[15] J. Serp, M. Allibert, A. Le Terrier, R. Malmbeck, M. Ougier, J. Rebizant, J.P. Glatz; Journal of the Electrochemical Society, 152(3), C167-C172 (2005).
[16] L. Cassayre, R Malbeck, P. Masset, J. Rebizant, J. Serp, P. Soucek, J.-P Glatz , Journal of Nuclear Materials 350, 49–57 (2007).
[17] J. Serp, P. Lefebvre, R. Malmbeck, J. Rebizant, P. Vallet, J.-P. Glatz; Journal of Nuclear Materials 340, 266–270 (2005).
[18] O. Conocarn N. Douyere, J.-P. Glatz, J. Lacquement, R. Malmbeck, J. Serp ; Nuclear Science and Engineering 153, 253-261 (2006).
[19] K. Kinoshita, M. Kurata, T. Inoue, Journal of Nuclear Science and Technology 37 (1) 75 (2000).
Chapitre II :
Dispositifs expérimentaux et
techniques utilisées
I Dispositifs expérimentaux………...23
I-1 Les creusets……….24
I-2 Les électrodes………..24
I-2-1 Electrode de référence……….25
I-2-2 Electrodes pour l'analyse des bains……….27
I-2-3 Electrodes pour les extractions………...27
I-3 Sels et solutés………...31
I-3-1 Solvant et traitement avant fusion………...31
I-3-2 Les solutés………...31
II Techniques d’analyses ………...32
II-1 Techniques électrochimiques………...32
II-1-1 La voltammétrie cyclique………..32
II-1-2 Voltammétrie à vague carrée……….……33
II-1-3 Relaxation de potentiel à courant nul………....35
II-1-4 Electrolyses………35
II-2 Caractérisations ex-situ………36
II‐2‐1 Caractérisation des surfaces………36
Chapitre II :
Dispositifs expérimentaux et techniques utilisées
La première partie de ce chapitre présente les différents dispositifs expérimentaux mis en œuvre:
• les électrodes, • les sels et solutés,
Le four, la cellule et les différents systèmes concernant les circuits de gaz sont décrits dans l’annexe I.
La seconde partie traite de la description des techniques:
• électrochimiques utilisées pour la détermination in situ des mécanismes réactionnels (voltammétrie cyclique, chronopotentiométrie avec ou sans inversion de courant et voltammétrie à vagues carrées),
• d’analyse physique ex situ des échantillons (E.D.S. couplée au M.E.B., microscope optique) et d’analyse chimique ICP-AES (torche à plasma) pour mesurer la concentration des divers cations métalliques présents dans le milieu fondu.
I Dispositifs expérimentaux
Les sels fondus et plus particulièrement les fluorures sont des milieux très agressifs. Leur fort pouvoir de dissolution est ici un inconvénient majeur pour le choix du matériau du réacteur. Ainsi, les matériaux oxyde, comme l'alumine, la silice ou le verre, sont attaqués dans les mélanges de fluorures qui ne sont pas à saturation d'oxyde. Un matériau ainsi attaqué conduit à la pollution des sels ce qui fausse l'analyse et l'étude des mécanismes électrochimiques.
D'autre part, la chimie de ces milieux est très sensible aux ions oxyde O2- qui peuvent être apportés par les traces d'humidité. Il est donc indispensable de pouvoir contrôler l'atmosphère dans l'enceinte du réacteur mais aussi de traiter les sels, souvent hygroscopiques, afin d'éliminer toute trace d'eau avant fusion des sels. Le montage expérimental est décrit dans l’annexe I.
I-1 Les creusets
Le mélange de sel est placé dans un creuset cylindrique en carbone vitreux (Carbone Lorraine v25) de diamètre et de hauteur 7 cm. Il présente une grande inertie chimique, à la différence de la plupart des graphites qui sont poreux et qui forment facilement des carbures avec les ions métalliques en solution. Dans le cas des fluorures, la quantité de sels utilisée, d'environ 200 g, représente une hauteur de bain de l'ordre de 3,5 cm dans le creuset. L’utilisation d’un creuset en matériaux oxyde est à proscrire comme cela a été vu au chapitre précédent.
Le creuset expérimental en carbone vitreux est placé à l'intérieur d'un creuset de garde sur lequel se fixe une rehausse et un couvercle comportant des orifices de passage des électrodes. Tous ces éléments sont en graphite. Le but du confinement du creuset expérimental est de protéger les parois intérieures de la cellule en acier réfractaire des vapeurs corrosives de sels de fluorures.
I-2 Les électrodes
Les électrodes sont fixées à des tiges cylindriques d’amenées de courant en inconel de diamètre 4 mm filetées à une extrémité et placées dans une gaine en alumine de diamètre extérieur 8 mm assurant le rôle d’isolant électrique. L’étanchéité entre la gaine et l’inconel est assurée par collage à la colle époxy (Araldite).
Figure II-1:
Schéma général des amenées de courant et des électrodes
(1) : collage époxy ; (2) : gaine d’alumine ; (3) : tige d’inconel ; (4) : embout (graphite ou inconel) vissé sur la tige ; (5) : électrode
I-2-1 Electrode de référence
Lors des premières expériences, un fil de platine immergé dans le bain a été utilisé comme électrode de comparaison. Cette électrode, très fréquemment utilisée en milieux alcalins fondus [1], est assimilable à une électrode de deuxième espèce (Pt/PtOx/O2-). Le
potentiel de cette électrode dépend de la concentration en ions O2- dans l’électrolyte. Après le traitement du bain, les ions oxydes subsistent à l’état de trace. Cependant, des manipulations volontaires ou non peuvent modifier cette concentration (entrée d’air, production de CO2 à
l’anode…). Le potentiel de l’électrode de platine peut varier. Un autre type d’électrode de 1
2
3 4 5
référence a donc été utilisé pour pallier l’insuffisance de l’électrode de platine dans certaines circonstances.
Un modèle plus conventionnel d'électrode de comparaison peut être élaboré en confinant à l'intérieur d'une enveloppe en nitrure de bore, matériau isolant et inerte dans les fluorures fondus, le bain fondu qui contient un couple électrochimique de première espèce, par exemple Ni(II)/Ni, un système réversible [2,3].
L'évolution des méthodes de préparation du nitrure de bore donne accès, aujourd'hui, à des matériaux (BN qualité HIP MCSE) ne contenant que très peu d'oxyde de bore, qui sert de liant lors de la mise forme et qui est susceptible de polluer le bain. Ce matériau, non poreux, a une grande résistance à l'imprégnation par les sels fondus, ce qui se traduit par une grande robustesse, avec des durées d'utilisation de plus de 15 jours en immersion dans les bains de fluorures fondus, contrairement à ce qui était observé dans les années 80 [2].
Le contact entre le bain et l'électrode de comparaison est assuré par un trou de 0,2 mm de diamètre sur une épaisseur de l'ordre de 4 à 5 mm.
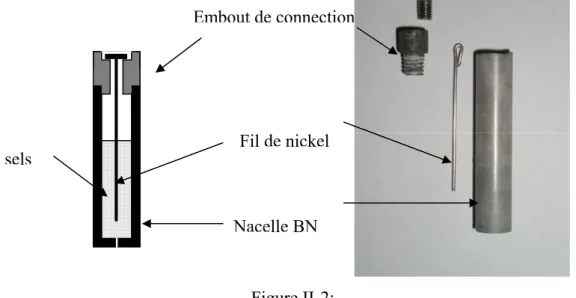
La stabilité de cette électrode de comparaison, dont une photographie et un schéma en coupe sont présentés à la figure II-2, a été vérifiée au cours d'électrolyse en présence d'un fort dégagement d'oxygène sur des périodes de 3 heures [3]. Les calculs réalisés à partir du logiciel HSC 5.1 indiquent que le potentiel de cette électrode est à -2,83 V / F2/F-.
Figure II-2:
Schéma en coupe et photographie d'une électrode de comparaison constituée d'une nacelle en Nitrure de Bore
sels
Nacelle BN Fil de nickel Embout de connection
I-2-2 Electrodes pour l'analyse des bains
• Electrode de travail:
L’étude porte sur la réduction des lanthanides, l’électrode de travail est donc la cathode. Au cours de ce travail, deux types de cathodes sont utilisées :
o les électrodes inertes : électrodes dont le matériau ne forme pas d’alliage ou de composé défini avec l’élément se réduisant à sa surface. Les matériaux utilisés dans cette étude pour ce type d’électrode sont Mo et Ta (Goodfellow pureté de 99,99%)
o les électrodes réactives : les matériaux de ces électrodes sont susceptibles de s’allier avec l’élément se réduisant à leur surface. Les métaux concernés sont : le Cu, le Ni et le Cu/Ni (55/45) (Goodfellow pureté de 99,99%).
Les électrodes mises en œuvre pour les études analytiques sont des fils de diamètre 1 mm (1,3 mm dans le cas du cuivre).
• Electrode auxiliaire:
La contre électrode est une tige de carbone vitreux (Carbone Lorraine V25) de 3 mm de diamètre maintenue par un embout en graphite vissé sur l’amenée de courant. La surface immergée de la contre électrode (~ 2,5 cm2) est très grande devant celle de l'électrode de travail.
I-2-3 Electrodes pour les extractions
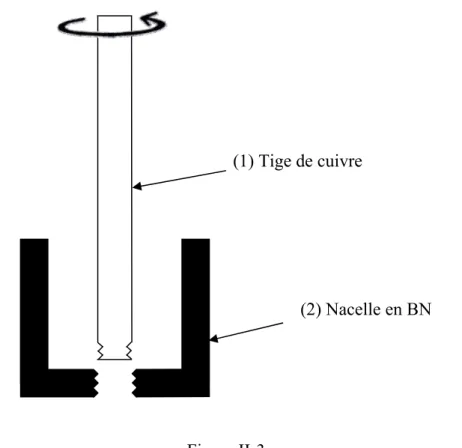
• Les électrodes réactives présentent une surface plus importante. Il s’agit de plaques (50 x 10 x 1 mm) ou de tiges de 3 mm de diamètre. L’utilisation des électrodes réactives conduisant souvent à la formation d’alliages liquides, elle nécessite d’assujettir l’électrode à une nacelle en nitrure de bore suivant le schéma
Figure II-3:
Schéma de l’électrode munie d’une nacelle pour la récupération des alliages liquides (1) : électrode en cuivre (Ф 3mm) ; (2) : nacelle en nitrure de bore
La tige de cuivre constituant l’électrode est filetée et la nacelle en nitrure de bore est taraudée ce qui permet de les solidariser.
Les anodes doivent présenter les caractéristiques suivantes :
(i) être isolées du compartiment cathodique afin d’éviter la réoxydation des produits formés à la cathode,
(ii) ne pas être consommées par la réaction anodique.
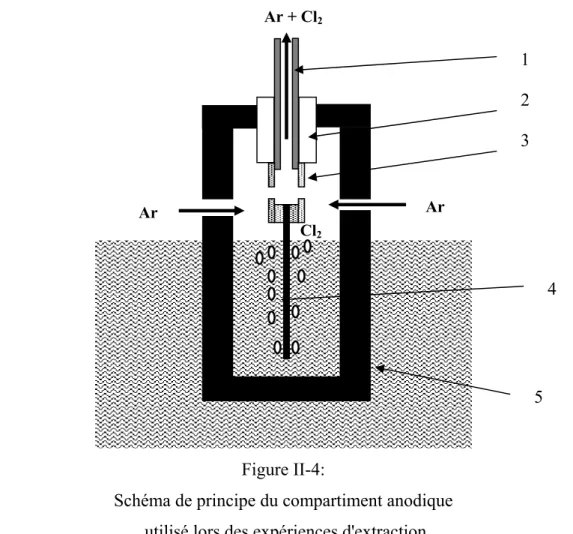
Pour répondre à ces critères, les anodes sont constituées d’une tige de carbone vitreux placée dans un compartiment séparé du catholyte par une membrane en graphite poreux (figure II-4). Cette membrane est isolée électriquement par l'intermédiaire d'un raccord en nitrure de bore. L’amenée de courant en inconel est creuse et permet d’évacuer les produits anodiques gazeux par une circulation d’argon.
(2) Nacelle en BN (1) Tige de cuivre
Figure II-4:
Schéma de principe du compartiment anodique utilisé lors des expériences d'extraction
1 : amenée de courant creuse en inconel ; 2 : raccord BN ; 3 : raccord graphite ; 4 : tige carbone vitreux ; 5 : nacelle en graphite
Ar Ar Ar + Cl2 Cl2 3 4 1 5 2
a b Figure II-5 :
Photographies du montage utilisé comme compartiment anodique lors des extractions
1 : amenée de courant creuse en inconel ; 2 : raccord BN ; 3 : raccord graphite ; 4 : tige carbone vitreux ; 5 : nacelle en graphite
L'utilisation de ce séparateur permet d’éviter la réoxydation à la surface de l’anode des produits formés à la cathode et non piégés dans la nacelle cathodique. Le compartiment anodique contient un mélange eutectique LiF-CaF2-LiCl (20 % massique). Les ions chlorures
permettent d’assurer une réaction anodique qui conduit à la formation de Cl2 et d’éviter la
formation de gaz de type CFx. Ces gaz sont responsables d’une part de la consommation de l’anode et d’autre part d’effet résultant sur la surtension anodique appelé effet d’anode [4, 5, 6]. Le chlore gazeux formé, très corrosif, est extrait par l’amenée de courant, puis neutralisé par bullage dans une solution de soude à 1 mol.L-1.
1
3
4
5 2
I-3 Sels et solutés
I-3-1 Solvant et traitement avant fusion
Toutes les études sont réalisées dans l’eutectique LiF-CaF2 dont les caractéristiques
principales sont regroupées dans le tableau I-1.
LiF/CaF2 (% molaire) Point de fusion (°C) Masse volumique (g.cm-3)
79,2/20,8 767 2,453-3,704.10-4 x T Tableau I-1:
Caractéristiques du mélange eutectique LiF-CaF2 [7]
Les sels sont de qualité " ultrapur " (Merck).
Après la préparation du mélange eutectique, les sels sont placés dans le creuset qui est introduit dans la cellule. Un traitement visant à éliminer toute trace d’eau et d’oxygène au sein du sel afin d’éviter la formation d’oxydes dans le milieu réactionnel après la fusion est effectué : un vide de l'ordre de 10-5 bar est réalisé à température ambiante, puis la température est augmentée jusqu’à 650°C par palier de 100°C. Cette opération peut durer de 4 à 5 jours. La valeur du vide obtenu en fin de traitement doit être de l’ordre de 3 10-5 bar. Elle est un bon indicateur de la teneur en oxyde résiduel du bain. La fusion est ensuite réalisée sous atmosphère d’argon.
I-3-2 Les solutés
I-3-2-1 Les trifluorures de lanthanides
Les ions Nd(III) sont introduits dans le milieu réactionnel sous forme de trifluorure de néodyme (NdF3), de couleur rose. Il se présente soit sous forme de poudre (Alpha Aesar
99,99%) soit sous forme de grains de diamètre compris entre 3 et 6 mm (Alpha Aesar 99,9 %).
Le trifluorure de gadolinium, GdF3, ainsi que le trifluorure de samarium SmF3, tous
deux de couleur blanche, (alpha aesar 99,9%), se présentent sous forme de grains de diamètre compris entre 3 et 6 mm.
Ces solutés sont utilisés dans une gamme de concentration comprise entre 0,5 et 5%massique.
I-3-2-2 Le dioxyde de lithium
Pour les études de comportement des lanthanides en présence des ions oxyde dans le bain, du dioxyde de lithium, Li2O, de couleur blanche, (alpha aesar 99,5 %) est introduit sous
forme de poudre dans le milieu réactionnel.
II Techniques d’analyses
II-1 Techniques électrochimiques
II-1-1 La voltammétrie cyclique
Cette méthode consiste à faire varier le potentiel de l’électrode de travail de façon linéaire avec le temps entre deux bornes selon un balayage aller-retour et à mesurer la densité de courant aux électrodes. Le balayage retour apporte des informations sur la nature des produits formés, liquides ou solides, nombre de composés de réduction ainsi que sur la réversibilité du système. Les voltammogrammes obtenus représentent également l’évolution de la densité de courant en fonction du potentiel. Ils comportent généralement un ou plusieurs pics correspondant à des réductions ou des oxydations aux électrodes. Par convention, les courants négatifs sont associés à des phénomènes de réduction et les courants positifs à des phénomènes d’oxydation. De ces graphiques, il est possible de déduire avec précision des informations des systèmes étudiés.
Il est notamment possible grâce à la relation de Berzins Delahay [8,9] :
• de calculer le coefficient de diffusion si la réaction est contrôlée par le transport de la matière
• déterminer la concentration de l’espèce électroactive étudiée
Dans le cas d’un transfert électronique quasi-réversible et d'une limitation de la réaction par diffusion des ions en solution, où l’oxydant ou le réducteur est insoluble, l'intensité du pic de réduction (Ip) est proportionnelle à la racine carrée de la vitesse de balayage (relation de Berzins Delahay):
RTDv nF C S F n 0,61 Ip=− (II-1) Ip : intensité de pic (A)
n : nombre d'électrons échangés F : constante de Faraday (C.mol-1) S : Surface de l'électrode (cm²)
C : concentration en espèce électroactive (mol.cm-3) R : constante des gaz parfaits (J. K-1.mol-1)
T : température (K)
D : coefficient de diffusion de l'espèce électroactive (cm².s-1) v : vitesse de balayage (V.s-1)
Cette technique facile et rapide à mettre en œuvre propose une « photographie » du système électrochimique. Elle manque parfois de précision notamment pour les systèmes complexes comportant des interférences de réaction.
II-1-2 Voltammétrie à vague carrée
Dans cette méthode, la variation de potentiel en fonction du temps consiste en une progression par paliers avec deux impulsions carrées de même amplitude, de même durée et de signes opposés. Le courant différentiel résultant est calculé en retranchant les deux courants successifs mesurés à la fin de chaque impulsion.
ces résultats aux milieux de verres fondus par Lafage et al. [11] puis aux milieux de sels fondus par Chamelot et al. [12,13,14] ; de nombreuses autres études au laboratoire ont utilisé cette technique par la suite [15,16].
Dans le cas d’un système réversible, la densité de courant différentiel δip est proportionnelle à la racine carrée de la fréquence f du signal selon :
π Df Ω 1 Ω 1 nFC δip 0 + − = avec ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ = 2RT E nF exp Ω (II-2)
C0 : concentration de l’espèce électroactive en mol.cm-3)
D : coefficient de diffusion (cm².s-1)
ΔE : amplitude du signal carré en V (ΔE = 50mV) n : nombre d'électrons échangés
f : fréquence du signal carré imposé (Hz) F : constante de Faraday (C.mol-1)
R : constante des gaz parfaits (J.K-1.mol-1) T : température absolue (K)
Le système peut être considéré comme réversible ou quasi-réversible dans le domaine de fréquences ou δip est proportionnel à la racine carrée de la fréquence [12,13,14]. La courbe
obtenue a une forme gaussienne et la largeur à mi hauteur du pic est définie par la relation :
nF RT 3,52 W 2 1 = (II-3) W1/2 : largeur à mi-hauteur en V
A partir de cette mesure réalisée sur un pic unique, il est possible de déterminer le nombre d’électrons échangés au cours de la réaction électrochimique.
Dans le cas d’un mélange comportant de nombreuses espèces électroactives sur un intervalle de potentiel restreint, un logiciel de déconvolution permet de décomposer le signal en pics de géométrie gaussienne dont la somme est égale au signal expérimental. Il est ensuite possible d’étudier le couple électrochimique associé à chaque pic grâce à la relation (II-3).
Dans ce mémoire, cette technique est utilisée pour :
• calculer le nombre d’électrons échangés dans les réactions électrochimiques étudiées
• déterminer la concentration des espèces électroactives
II-1-3 Relaxation de potentiel à courant nul
Cette technique, consiste à mesurer après une courte polarisation cathodique (<10s), le potentiel de l’électrode de travail jusqu’à sa stabilisation. Dans le cadre de cette étude, cette technique a été utilisée pour mettre en évidence et calculer l’enthalpie libre de formation des différents composés définis [17,18,19]. Des polarisations ont été réalisées sur des électrodes susceptibles de former des composés intermétalliques avec l’élément étudié. Les chronopotentiogrammes obtenus après arrêt de la polarisation sont composés d’une succession de plateaux en potentiels qui correspondent à un équilibre entre composés intermétalliques du matériau cathodique et de l’élément se réduisant à sa surface.
II-1-4 Electrolyses
Au cours de cette étude, deux modes d’électrolyses ont été menés :
• L’électrolyse à potentiel contrôlé consiste à maintenir l’électrode de travail à un potentiel fixe. Cette technique permet d'éviter le développement de réactions non souhaitées ayant lieu à des potentiels plus cathodiques telles que la réduction du solvant ( Li+ + e- = Li) à la surface de l'électrode durant l'électrolyse. Cette technique a été essentiellement réalisée pour les expériences d’extraction
• L’électrolyse à intensité contrôlée est réalisée en maintenant une densité de courant constante à la surface de l’électrode. Cette technique permet d’assurer une valeur constante pour la vitesse de la réaction. Elle s’accompagne de la mesure en continu du potentiel de l’électrode pour détecter éventuellement des réactions non souhaitées. Cette technique a été utilisée pour les expériences analytiques visant à déterminer le mécanisme de
Le potentiostat, Autolab PGSTAT30 capable de livrer des courants de 10 A est utilisé lors des mesures ; il est relié à un ordinateur muni du logiciel d’acquisition GPES version 4.9.
II-2 Caractérisations ex-situ
Les caractérisations ex-situ concernent deux types d’analyse :
• Des analyses microscopiques afin de caractériser les alliages formés à la surface des électrodes ; ces analyses nécessitent de préparer au préalable l’électrode à analyser (enrobage dans une résine et polissage)
• Des déterminations de la composition de l’électrolyte afin de suivre l’évolution de la concentration en lanthanide lors des expériences d’extraction.
II‐2‐1 Caractérisation des surfaces
Après électrolyse, les électrodes sont tout d’abord refroidies sous atmosphère inerte dans le sas situé en tête de cellule. Elles sont ensuite découpées puis enrobées à l’aide d’une enrobeuse à chaud (Presi Mecapress) ; la résine utilisée est chargée en carbone afin d’assurer une bonne conductivité de l’échantillon souhaitable lors de l’analyse M.E.B. L’échantillon est ensuite poli grâce à une polisseuse (Presi Mécapol P230) et l’utilisation de différents types de papier (SiC) ou de tissus associés à des suspensions diamantées dont la granulométrie finale est de 0,25 μm.
La durée du polissage des électrodes dépend des papiers utilisés et de la dureté de la phase à polir :
• de 1 à 5 minutes pour les papiers en SiC
• de 3 à 10 minutes pour les tissus avec suspension diamantée. II-2-1-1 Microscopie optique
La microscopie optique permet l’observation directe et immédiate des échantillons après électrolyse dans un domaine de grossissement allant de 20 à 1000. Le microscope (Euromex) est équipé d’une caméra numérique reliée à un système d’acquisition informatisé (logiciel Inspector 4.1).
II-2-1-2 Microscope électronique à balayage (MEB) couplé à une sonde EDS Ce type de microscopie permet grâce à des interactions électron-solide d’effectuer une analyse qualitative de la morphologie de surface des dépôts. Le microscope utilisé (LEO 435 VP) est couplé à une sonde d’analyse (INCA 200) de Spectroscopie à Dispersion d'Energie (EDS) qui permet d’identifier et de quantifier les éléments présents dans la zone analysée.
II-2-2 Caractérisation de l’électrolyte
II-2-2-1 ICP-AES (Inductively Coupled Plasma - Atomic Emission Spectroscpy), torche à plasma
L’échantillon analysé doit être dissous ; la solution est ionisée dans un plasma d’argon à très haute température (6000K). A cette température, les ions émettent un rayonnement qui est caractéristique de l’élément correspondant. Cette radiation est détectée par des récepteurs UV-visible. Afin de procéder à un dosage quantitatif des éléments étudiés, un étalonnage doit être préalablement réalisé.
II-2-2-2 Mise en solution des échantillons de sels fondus
Afin d’obtenir un échantillon liquide utilisable pour un dosage ICP, les prélèvements de sels effectués (~70 mg) au cours des extractions sont mis en solution dans un mélange de 10 mL de solution aqueuse de AlCl3 saturée et de 1 mL de HCl pur.
Des étalons ont également été préparés par dissolution des sels à une concentration connue en lanthanide.
Référence
[1] A. D. Graves, D. Inman, Nature, 208, 481, (1965). [2] P. Taxil, Z. Qiao ; J. Chim. Phys. 82, 83-86, (1985).
[3] Laurent Cassayre, Thèse de doctorat ; 2005, Université Paul Sabatier Toulouse, France. [4] J. Thonstad, P. Fellner, G. M. Haarberg, J. Híveš, H. Kvande, Ǻ. Sterten; « Aluminium Electrolysis 3rd edition »; Aluminium-Verlag (2001).
[5] A.J. Calandra, C.M. Ferro, C.E. Castellano, Electrochimica Acta, 25, 201-209 (1980). [6] J. Thonstad, F. Nordmo, J. K. Rødseth, Electrochimica Acta, 19 761-769, (1974). [7] G.J. Ganz, « Molten salt handbook », Academic press inc., London, (1967).
[8] T. Berzins, P. Delahay, Journal of the American Chemical Society, 75, 555 (1953).
[9] T. Store , G.M. Haarberg, R. Tunold, Journal of the Applied Electrochemistry 30, 1351, (2000).
[10] L. Ramaley, M.S. Krause, Analytical Chemistry, 41-11, 1362 (1969).
[11] B. Lafage, P. Taxil Journal of the Electrochemical Society., 140, 11, 3089-3093 (1993). [12] P. Chamelot, B. Lafage, P. Taxil, Electrochimica Acta 39, 2571 (1994).
[13] P. Chamelot, B. Lafage, P. Taxil, Electrochimica Acta 43, 607 (1997).
[14] P. Chamelot, P. Palau, L. Massot, A. Savall, P. Taxil, Electrochimica Acta 47, 3423 (2002).
[15] C. Hamel, P. Chamelot, A. Laplace, E. Walle, O. Dugne and P. Taxil Electrochimica Acta, 52, 3995-4003 (2007).
[16] K. Serrano, P. Taxil, Journal of the Applied Electrochimistry, 29 497 (1999). [17] P. Taxil, Journal of Less Common Metals 113,89-101 (1985).
[18] P. Taxil, P. Chamelot, L. Massot, C. Hamel, J. min. Met. 39 (1-2) B (2003).
[19] L. Massot, P. Chamelot and P. Taxil, Electrochimica Acta, 50, 28, 30; 5510-5517; (2005).
Chapitre III :
Etude de la réduction des
I Etude du néodyme et du gadolinium………40
I-1 Antécédents bibliographiques sur la réduction du
gadolinium en milieu de sels fondus………40
I-1-1 Réduction en milieu chlorures fondus………40
I-1-2 Réduction en milieu fluorures fondus………41
I-1-3 Choix du solvant et du matériau d’électrode………..41
I-2 Mécanisme de réduction………43
I-2-1 Mécanisme de réduction du néodyme……….43
I-2-2 Eude par voltammétrie cyclique du gadolinium……….43
I-2-3 Etude par voltammétrie à vague carrée du gadolinium………...46
I-2-4 Mécanisme de réduction du gadolinium et du néodyme en
présence d’oxydes………...…48
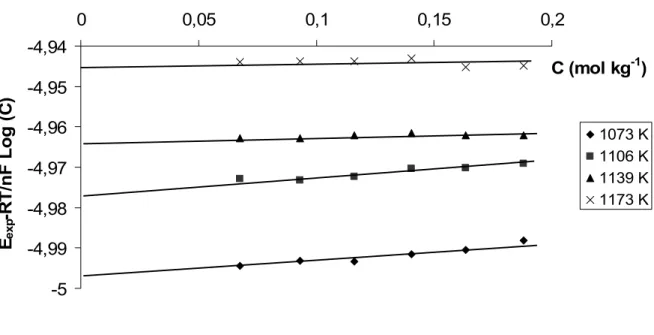
I-2-5 Données thermodynamiques………...54
I-2-6 Extraction sur électrode inerte : évaluation de la faisabilité…...67
II Etude du samarium………..68
II-1 Antécédents bibliographiques………68
II-2 Mécanisme de réduction……….68
II-2-1 Mécanisme de réduction en l’absence d’oxydes………..68
II-2-2Mécanisme de réduction en présence d’oxydes………70
Chapitre III :
Etude de la réduction des lanthanides sur électrode
inerte
Après leur dissolution dans les milieux fluorures fondus, les lanthanides formés lors de la fission nucléaire sont sous forme d’un cation métallique complexé par les ions F-. Dans ce travail, une première méthode proposée pour extraire ces lanthanides est de réduire le cation en métal puis de le récupérer hors de la cellule. C’est pourquoi, l’étude électrochimique de la réduction des lanthanides est nécessaire afin d’évaluer la faisabilité de leur extraction du milieu envisagé. Cette étude est réalisée, dans ce chapitre, sur des substrats d’électrodes dits inertes c'est-à-dire qui ne forment pas d’alliage avec les éléments étudiés. Les matériaux d’électrode sélectionnés sont le molybdène et le tantale comme cela a été précisé dans le chapitre précédent.
Cette étude porte sur 3 lanthanides :
• Le néodyme, qui représente à lui seul environ 50% des lanthanides produits dans les réacteurs actuels (cf tableau I-2).
• Le gadolinium 1% des lanthanides produits. • Le samarium 9,5% des lanthanides produits.
Le néodyme et le gadolinium qui ont des processus de réduction voisins sont étudiés simultanément dans une première partie tandis que le samarium fait l’objet d’une étude séparée.
Le mécanisme de réduction de ces éléments est dans un premier temps déterminé dans le solvant d’étude (LiF-CaF2) pur. L’influence de la présence d’oxyde dans le milieu est ensuite
examinée. Cette étude est justifiée par le fait que lors du retraitement du combustible nucléaire, les actinides pourraient être extraits par précipitation sous forme d’oxyde [1]. Par conséquent, il est envisageable que le milieu réactionnel contienne des ions oxyde en excès qui peuvent éventuellement modifier le mécanisme de réduction du lanthanide étudié. Enfin, différentes données thermodynamiques concernant les espèces en solution sont
déterminées. Ces données permettent notamment d’évaluer la possibilité de l’extraction des lanthanides du milieu étudié par réduction sur électrode inerte.
I Etude du néodyme et du gadolinium
Comme cela vient d’être précisé, en raison de leur grande similitude, le comportement électrochimique du néodyme et du gadolinium est étudié simultanément. L’étude du mécanisme de réduction du néodyme ayant déjà été entreprise au laboratoire par C. Hamel et
al. [2], le présent travail confirme et complète les résultats déjà obtenus.
I-1 Antécédents bibliographiques sur la réduction du
gadolinium en milieu de sels fondus
I-1-1 Réduction en milieu chlorures fondus
Q. Yang et al. [3] ont étudié la réduction de Gd(III) dans les milieux chlorures fondus
(NaCl-KCl et KCl) sur électrode de molybdène. L'étude menée dans NaCl-KCl à 730°C montre que la réduction de Gd(III) se déroule en une étape :
Gd(III) + 3e- = Gd(0) (III-1) le coefficient de diffusion de Gd(III) à été évalué à 2,5.10-5 cm².s-1. Dans KCl pur à 800°C le
même mécanisme de réduction de Gd(III) a été proposé et le coefficient de diffusion de Gd(III) évalué à 3,6.10-5 cm².s-1.
Masatoshi Iizuka [4] a déterminé la variation du coefficient de diffusion de Gd(III) en fonction de la température dans le milieu LiCl-KCl ,
log D = -2,78 – 1670/T (T en K et D en cm².s-1) (III-2) Cette expression donne des valeurs de D équivalentes à celles de la référence [3] :
3,6.10-5 cm ².s-1 à 730°C et 4,6.10-5 cm².s-1 à 800°C.
Bermejo et al. [5] ont étudié la réduction de Gd(III) dans l’eutectique LiCl-KCl à plus faible température : de 400 à 600°C. Le mécanisme proposé est à une étape (eq(III-1)) la variation de D en fonction de la température à été déterminé: