Gestion optimale des pièces de rechange dans un réseau
logistique multi-échelon flexible
Mémoire
Ahmed Bouzenad
Maîtrise en génie mécanique
Maître ès sciences (M. Sc.)
Québec, Canada
Résumé
Ce mémoire aborde la problématique de planification et contrôle des inventaires des pièces de rechange pour des systèmes assujettis à des défaillances aléatoires. Nous décrivons une série de modèles de décision pour gérer une gamme de pièces de rechange pour des réseaux constitués de plusieurs équipements en opération. Chaque équipement est composé d’une ou de plusieurs pièces qui sont nécessaires à son bon fonctionnement. Lorsqu’une pièce tombe en panne, elle est remplacée par une rechange, si disponible en stock, elle sera ensuite acheminée vers l’atelier de réparation pour la remettre en état de fonctionnement.
Les modèles étudiés dans ce travail sont adaptés à une organisation disposant d’un réseau d’équipements, de canaux de transport, de stocks de pièces de rechange et de plusieurs stations de réparation. Les stocks et les stations sont déployés pour desservir un territoire, une zone ou une région, afin de garantir un niveau de service requis.
Les modèles mathématiques proposés, décrivant les processus de défaillance, de réparation et de transport, utilisent la théorie des files d’attente. Celle-ci traduit fidèlement le phénomène de défaillance et de réparation provoqué par la contrainte de capacité des stations de réparation et des canaux de transport.
Le processus stochastique qui engendre les arrivées des pièces défaillantes aux stations de réparation est supposé être un processus de Poisson. Les délais de traitement et de transit d’une pièce ne sont pas connus avec certitude, ils sont considérés comme des variables aléatoires qui suivent des distributions générales. Le système de gestion de stock des pièces de rechanges adopte une politique de transaction continue à réapprovisionnement unitaire (S-1, S).
Dans ce travail, nous nous intéressons à l’analyse de l’évolution du système dans un régime permanent afin de trouver une politique de contrôle optimale qui dépend essentiellement de la quantité de pièces de rechange à garder en stock et de la capacité de traitement des stations de réparation. Nous développons aussi des modèles approximatifs pour traiter des configurations logistiques multi-échelon, ainsi que des demandes en urgence dans un échelon supérieur, et des transferts latéraux entre magasins de même échelon. Ces modèles sont ajustés pour faire face à des mesures de services différentes et pour traiter plusieurs références de pièces de rechange.
Plusieurs algorithmes ont été proposés et implémentés, ils ont donné lieu à des résultats numériques dégageant des courbes d’efficiences (Coût, Niveau de service, Capacité) permettant aux gestionnaires de prendre des décisions éclairées le long du cycle de vie du système.
En outre, une étude comparative très poussée a permis de démontrer l’exactitude des résultats obtenus par nos algorithmes avec les meilleures contributions publiées dans la littérature.
Mots clés : pièces de rechange, gestion des stocks, politiques de maintenance, politiques de
contrôle des stocks, fonction de renouvellement, files d’attente, chaînes logistiques, systèmes multi-échelon.
v
Abstract
This paper deals with the problem of planning and control of spare parts inventory for systems subject to random failures. We describe a series of decision models to manage a range of spare parts for networks made up of several equipment in operation. Each equipment is composed of one or more parts that are necessary for its proper functioning. When part breaks down, it is replaced by another, if available in stock., it will then be taken to the repair station to restore it to its working condition.
The models studied in this work are adapted to an organization with a network of equipment, transport channels, stocks of spare parts and several repair stations. Inventories and stations are deployed to serve a territory, zone or region to ensure a required level of service.
The proposed mathematical models, describing the failure, the repair and the transport processes, use the queuing theory. It accurately reflects the phenomenon of failure and repair caused by the capacity constraints of repair stations and transport channels.
The stochastic process that generates the arrival of failure parts at repair stations is assumed to be a Poisson process. The processing and transit times of a part are not known with certainty, they are considered as random variables, which follow general distributions. The spare parts inventory management system adopts a continuous transaction policy with unit replenishment (S-1, S). In this thesis, we are interested in analyzing the evolution of the system in a permanent regime, in order to find an optimal control policy which depends essentially on the number of spare parts to be kept in stock and the processing capacity of repair stations. We also develop approximate models to deal with multi-echelon logistic configurations, as well as emergency requests in a higher echelon, and lateral transfers between stores of the same echelon level. These models are adjusted to deal with different service measures and to handle several spare parts references.
Several algorithms have been proposed and implemented, giving rise to numerical results yielding efficiency curves (Cost, Service Level, Capacity) allowing managers to make informed decisions throughout the life cycle of the system.
In addition, a very detailed comparative study has been conducted to demonstrate the accuracy of the results obtained by our algorithms with the best contributions published in the literature.
Keywords: Spare parts inventory management, maintenance policies, inventory control policies,
vii
Table des matières
Résumé ... ………..iii
Abstract ... v
Liste des figures ... x
Liste des tableaux ... xii
Remerciements ... xiii
Dédicace ... xiiii
Chapitre 1: Introduction générale ... …..1
1.1. Introduction ... 1
1.2. Problématique de gestion des pièces de rechange ... 3
1.2.1. Contexte et tendances actuelles de gestion des pièces de rechange ... 3
1.2.2. Système de gestion des pièces de rechange ... 6
1.2.2.1. Système physique ... 6
1.2.2.2. Pilotage des flux ... 8
1.2.2.3. Mission du système de gestion des pièces de rechange ... 11
1.2.2.4. Objectif du système de gestion des pièces de rechange ... 13
1.3. Revue de littérature ... 14
1.3.1. Contributions scientifiques & Applications industrielles ... 15
1.3.2. Codification des pièces de rechange : le point de départ de tout projet en gestion des pièces de rechange...15
1.3.3. Littérature sur la classification des pièces de rechange ... 16
1.3.4. Littérature sur la prévision de la demande en pièces de rechanges ... 18
1.3.4.1. Prévision basée sur les séries temporelles ... 19
1.3.4.2. Prévision basée sur la fiabilité ... 20
1.3.5. Littérature sur les stratégies de maintenance ... 24
1.3.5.1. Stratégie de remplacement à la panne ... 24
1.3.5.2. Stratégie des remplacements périodiques ... 24
1.3.6. Littérature sur la Planification et contrôle des inventaires des pièces de rechange ... 25
1.3.6.1. Politiques de pilotage et contrôle des inventaires des pièces de rechange ... 26
1.3.6.1.1. Modèles classiques ... 26
1.3.6.1.2. Modèle jumelée (stratégie de maintenance, plan de production, besoin en pièces de rechange, etc.). ... 28
1.3.6.1.3. Modèles basées sur la théorie des files d’attente ... 29
1.3.6.1.4. Modèle de gestion des réapprovisionnements des pièces de rechange avec possibilité de passer des commandes en urgence ... 32
1.3.6.1.5. Modèles de gestion des pièces de rechange avec possibilité de transferts latéraux………33
1.4. Objectifs de la maîtrise ... 34
1.4.1. Modèle pour la gestion des réseaux d’équipements homogènes multi-composant et des réseaux de grandes tailles ... 34
1.4.2. Modèles avec d’autres mesures de performance ... 35
1.4.3. Modèle avec des possibilités de passer des commandes en urgence avec délai d’attente dans la file……….35
1.4.4. Évaluation approximative du modèle multi-échelon et étude comparative ... 36
1.4.5. Modèle multi-échelon avec transfert latéraux dont le stock central est de capacité limitée….37 1.5. Contenu du mémoire ... 37
viii
Chapitre 2: Gestion des pièces de rechange pour un réseau d’équipements assujettis à des défaillances
aléatoires : Modèles mono-échelon ... 39
2.1. Introduction ... 39
2.2. Modèle ... 39
2.3. Problème d’optimisation ... 42
2.4. Hypothèses et analyse du modèle ... 43
2.4.1. Modèle d’attente à capacité de traitement illimitée et de nombre d’équipements infini ... 45
2.4.1.1. Modèle METRIC- Multi-Echelon Technique for Recoverable Item Control (Sherbrooke (1968)………44
2.4.2. Modèle d’attente avec capacité de traitement limitée ... 48
2.4.2.1. Modèle d’attente général GI/G/k (Whitt (1993)) ... 48
2.4.2.2. Modèle M/M/k (Gross et Harris (1982)) ... 49
2.4.2.2.1. Applications numériques (2.1) ... 52
2.4.2.3. Modèle M/M/k sous contrainte budgétaire Ebeling (1991, 2005) ... 54
2.4.2.3.1. Applications numériques (2.2) ... 55
2.5. Extensions du modèle M/M/k ... 57
2.5.1. Extension du modèle M/M/k d’Ebeling (1991, 2005) - Autres mesures de performance ... …58
2.5.2. Extension du modèle M/M/k d’Ebeling (1991, 2005) pour un réseau homogène d’équipements multi-composant ... 60
2.5.2.1. Applications numériques (2.3) ... 63
2.5.3. Évaluation approximative du Modèle M/M/k (Gross et Harris (1982), Ebeling (1991, 2005)) pour traiter des réseaux d’équipements de grande taille ... 64
2.6. Conclusion ... 69
Chapitre 3: Gestion des pièces de rechange pour un réseau d’équipements assujettis à des défaillances aléatoires : Modèle avec possibilité de passer des commandes en urgence ... 70
3.1. Introduction ... 70 3.2. Modèle ... 73 3.2.1. Récapitulatif ... 80 3.2.2. Mesures de performance... 81 3.2.3. Problème d’optimisation ... 81 3.3. Applications numériques (3.1) ... 84 3.4. Conclusion ... 86
Chapitre 4: Gestion des pièces de rechange pour un réseau d’équipements assujettis à des défaillances aléatoires : Modèles multi-échelon ... 85
4.1. Introduction ... 87 4.2. Modèle ... 87 4.2.1. Notation ... 88 4.2.2. Fondement du modèles ... 89 4.2.3. Analyse du modèle ... 95 4.3. Applications numériques (4.1) ... 100 4.4. Conclusion ... 105
ix
Chapitre 5: Gestion des pièces de rechange pour un réseau d’équipements assujettis à des défaillances
aléatoires : Modèles multi-échelon avec des possibilités d’échanges entre stocks de même échelon
... 106 5.1. Introduction ... 106 5.2. Modèle ... 107 5.2.1. Problème d’optimisation ... 118 5.2.2. Algorithme de résolution ... 119 5.3. Applications numériques (5.1) ... 124 5.4. Conclusion ... 124 Conclusion générale ... 125 Bibliographie ... ………129
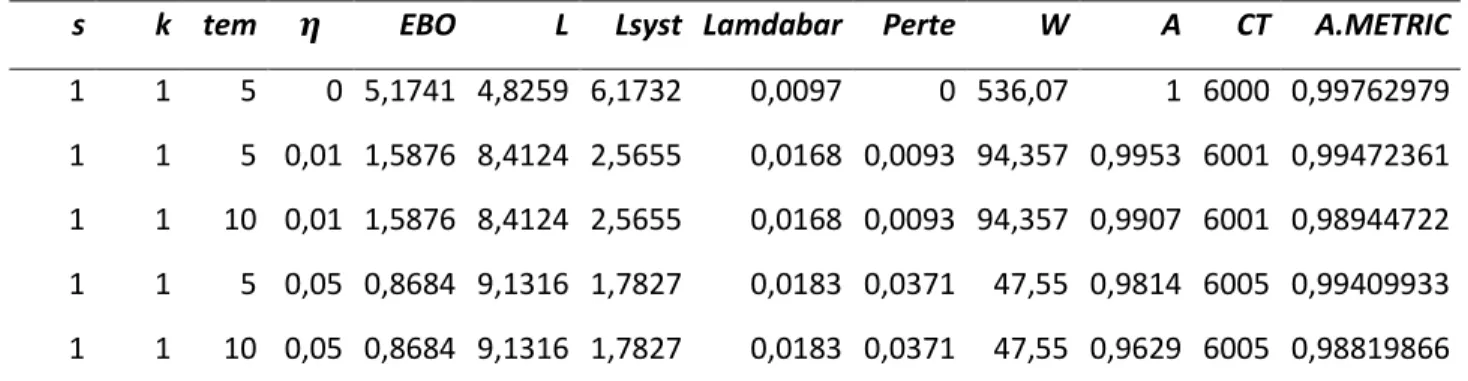
Annexe A: Résultat des applications 2.1 et 2.4 ... 141
Annexe B: Résultat de calcul des déviations ... 144
Annexe C: Résultat des applications 2.2 ... 145
Annexe D: Résultat des applications 2.3... 146
Annexe E: Résultat des applications 3.1 ... 149
x
Liste des figures
Figure.1.1. Exemple de réseau logistique pour le réapprovisionnement en pièces de rechange………7
Figure.1.2. Sous-réseau d’un centre de réparation………..8
Figure.1.3. Métaphore du réservoir pour le pilotage des flux dans un centre de stockage……….9
Figure.1.4. Système de pilotage des flux dans un centre de stockage………..10
Figure.1.5. Allure du taux de panne………..21
Figure.2.1. Processus de défaillance et de réparation………...40
Figure.2.2. Processus de défaillance et de réparation………...50
Figure.2.3. Chaîne de Markov associée au processus de défaillance et de réparation pour k<s…………..51
Figure.2.4. Chaîne de Markov associée au processus de défaillance et de réparation pour k≥ 𝑠………...51
Figure.2.5. Résultats générés par le programme de calculProgramme Projet.R.Exact.Matlab.R.2014a…53 Figure.2.6. Courbe d’efficience Projet.R.Exact.Cont.Budget.Matlab.R.2014a pour un réseau de 10 machines identiques ………55
Figure.2.7. Courbe d’efficience Projet.R.Exact.Cont.Budget.Matlab.R.2014a pour un réseau de 10 équipements identiques, k=1 ……….56
Figure.2.8. Courbe d’efficience Projet.R.Exact.Cont.Budget.Matlab.R.2014a pour un réseau de 10 équipements identiques, k=2 ……….56
Figure.2.9. Courbe d’efficience Projet.R.Exact.Cont.Budget.Matlab.R.2014a pour un réseau de 10 équipements identiques, k=3 ………..57
Figure.2.10.Courbe d’efficience Projet.multi.comp.Cont.Budget.Matlab.R.2014a pour un réseau de 10 équipements identiques à trois composants critiques en série………..63
Figure.2.11.Courbe d’efficience Projet.multi.comp.Cont.Budget.Matlab.R.2014a pour un réseau de 10 équipements identiques à trois composants critiques en série (zoom)………...64
Figure.2.12. Triplet (Disponibilité- Capacité-Stock). Résultats générés par les programmes de calcul : Projet.R.Exact Matlab.R.2014a et Projet.R. Stirling.Matlab.R.2014a, (N=80,λ = 0.0002, µ = 0.01)…..65
Figure.2.13. Triplet (Disponibilité- Capacité-Stock). Résultats générés par les programmes de calcul : Projet.R.Exact Matlab.R.2014a et Projet.R. Stirling.Matlab.R.2014a, (N=100,λ = 0.0002, µ = 0.01)... 66
Figure.2.14. Calcul de la disponibilité opérationnelle avec la méthode exact (Projet.R. Stirling.Matlab.R.2014a) et la méthode approximative (Projet.R. Stirling.Matlab.R.2014a pour plusieurs instances………... 67
Figure.2.15. Écarts constatées pour plusieurs instances ……….67
Figure.2.16. Déviation constatées pour plusieurs instances ………...68
Figure.3.1. Chaîne de Markov associée au processus de défaillance et de réparation, pour k< 𝑠………..74
Figure.3.2. Chaîne de Markov associée au processus de défaillance et de réparation, pour k≥ 𝑠………..77
Figure.3.3. Commande d’urgence: Résultats générés par par Projet.Commande.Urgence.Matlab.R.2014a pour plusieurs instances………..…..85
Figure.4.1. Réseau d’alimentation à deux échelons avec centre de réparation ...……….87
Figure.4.2. Niveaux stocks régionaux. Résultats obtenus par Projet.Multi.Echelon.Matlab.R.2014a pour quatre approches……….100
Figure.4.2. Niveaux stocks régionaux. Résultats obtenus par Projet.Multi.Echelon.Matlab.R.2014a pour quatre approches (zoom sur le stock 3) ………...…….…………..…101
xi
Figure.4.5. Nombre de Backorder de chaque région. Résultats obtenus par différentes approches
(zoom)……….102 Figure.4.6. Écarts constatés………102 Figure.4.7. Réseau d’alimentation à deux échelons avec des ateliers de réparation régionaux………….104 Figure.5.1. Réseau d’alimentation à deux échelons avec transfert latéraux……….. 107 Figure.5.2. Diagramme de transition d’un système M/M/∞ pour le système d’attente de capacité de
xii
Liste des tableaux
Tableau.1.1. Classification des pièces de rechange pour des applications industrielles……….18 Tableau 3.1. Extrait des résultats (Annexe E) : Commande d’urgence: Résultats générés pour plusieurs instances………...84 Tableau 4.1 : Résultats des applications numériques (5.1) par Projet.Transferts.Lateraux.V..………....123
xiii
Remerciements
Au début, je voudrais exprimer ma plus profonde gratitude à Madame Claire Deschênes, Professeure et Directrice des programmes de 2e et 3e cycles au Département de génie mécanique de l’Université Laval, d’avoir supervisé cette maîtrise, ainsi que d’avoir géré si sagement, avec magnanimité et en tout professionnalisme mon cheminement, surtout, pour que ce travail aboutisse. Je voudrais aussi exprimer mes remerciements à Monsieur Mohamed Larbi Rebaiaia, Ph.D, Chercheur au Centre Interuniversitaire de Recherche des Réseaux d’Entreprise et de Transport (CIRRELT) de l’Université Laval, et codirecteur de cette maîtrise, pour avoir accepté de diriger mes activités de recherche, pour le soutien continu, pour les conseils qui m’ont beaucoup motivé, ainsi que de l’accompagnement qui nous a permis d’aller beaucoup plus en profondeur dans des problématiques touchant un axe de recherche toujours d’actualité. Je suis ravi de sa générosité, de sa vaste attitude de recherche, de son professionnalisme, de sa facilité de me transmettre la connaissance et de ses expériences. J’ai eu toujours le plaisir d’échanger avec lui les idées et les visions des choses. Ravi aussi, que cette interaction débouche sur une collaboration en vue de prochaines productions scientifiques.
J’aimerais remercier également le comité d’évaluation en la personne de Monsieur Fayez Boctor, Professeur titulaire au Département Opération et systèmes de décision à la Faculté des sciences de l’administration, et Madame Nadia Lehoux, Professeure agrégée au Département de génie mécanique, pour leurs commentaires, suggestions et conseils qui ont permis d’enrichir le contenu du mémoire dans sa dimension méthodologique, d’analyse et de synthèse.
Mes sincères remerciements vont pareillement au Professeur Nadir Belkhiter, Vice doyen de la Faculté de génie et au Professeur Jean Ruel, Directeur du Département de génie mécanique de la loyauté démontrée, du soutien académique consenti et du support financier accordé pour la réalisation de ce travail.
Je remercie tous les professeurs et chercheurs qui ont marqué leur présence, durant mon cheminement, par leur soutien pédagogique, par leur professionnalisme et humanisme.
Je remercie le personnel administratif du département de génie mécanique qui ont mis à ma disposition toutes les ressources nécessaires pour la réalisation de ce travail et des conditions propices durant la phase de rédaction du mémoire.
Enfin, je remercie toute ma famille, plus particulièrement, mon père qui me soutient constamment, il trouve le grand plaisir de me lire. C’est réciproque !
xiv
Je dédie ce mémoire : À ma mère qu’Allah l'ait en sa sainte miséricorde, pour sa magnanimité, son amour et sa sagesse. À mon père, le doux, l’ouvert et le bel intellectuel, pour son soutien constant et ses encouragements...
À mon frère Omar Chérif, l’ami et le mentor, pour son soutien et ses conseils judicieux. À mes chères sœurs : Aziza, Samira, la regrettée Nina, Soumia et Sarah, les inspirées de belles et ma source
de douceur ! À mon fils, Mein Kleine Mansour, Mansour-Essaghir, le futur ingénieur. Sur les traces de son père ? ..et à tous ceux qui nous sont chers.
1
Chapitre 1
Introduction générale
1.1.Introduction
Lorsqu’un équipement cesse de fonctionner, une action de maintenance est nécessaire pour le remettre en état de fonctionnement le plus rapidement possible. Les activités de remplacement, de réparation et de réapprovisionnement des pièces requièrent des délais qui peuvent s’échelonner à des durées pouvant affecter la performance de l’organisation. La mesure de performance, qui est caractérisée par la proportion de temps de bon fonctionnement de l’équipement sur un horizon de planification donné, s’appelle « disponibilité », elle dépend essentiellement des caractéristiques techniques de l’équipement : sa structure, sa technologie, sa démontabilité, la fiabilité de ses composants, leur accessibilité, etc., et des contraintes économiques, logistiques, écologiques, réglementaires et opérationnelles. Elle (la disponibilité) est fortement liée aux ressources de l’entreprise : budget, outillage, savoir-faire des opérateurs, et à la relation de l’entreprise avec son environnement (fournisseurs, plateformes logistiques, alliances stratégiques, etc.).
Il arrive souvent qu’un équipement soit longtemps immobilisé en raison du manque de pièces de rechange dans les stocks ou par suite du retard dans leur livraison. Dans plusieurs contextes industriels, la remise en fonctionnement de l’équipement après défaillance et donc sa disponibilité dépend essentiellement de la mise à disposition du kit de rechanges nécessaire pour la maintenance. Sachant qu’un arrêt prolongé peut avoir des conséquences graves et peut fortement compromettre la productivité de l’entreprise.
Toutefois, les budgets des organisations sont souvent limités, la part réservée au bon fonctionnement des équipements représente un poste de dépense important, tant en termes de coût des opérations qu’en dépenses en maintenance. Les coûts attachés à la fonction maintenance peuvent être analysés comme un empilement de type : pièces de rechange et fournitures, ressources humaines et matériels. Dans bien des organisations, les dépenses annuelles de la maintenance ne cessent d’augmenter, elles représentent souvent une part importante du coût total de gestion. Selon Öner et al. (2010), elles peuvent représenter jusqu’à cinq fois le coût d'acquisition d’un équipement à la fin de sa vie utile. Les données statistiques indiquent que le coût de maintenance est estimé entre 15% et 40% des coûts variables selon le type d’industrie. À titre indicatif, l’industrie américaine, seule, consacre environ 300 milliards de dollars par année aux activités des opérations et de maintenance (Latino (1999)). Le budget des opérations et de maintenance du département américain de la défense (DoD : Department of Defense), rien que pour l'exercice 1997, était de l'ordre de 79 milliard de dollars, ce qui fait que le coût pour maintenir seulement en opération un avion militaire est estimé de 1,6 millions de dollars. Selon Kumar (1999), 11% du coût total
2
d'exploitation d'un avion est consacré aux activités de maintenance. De son côté, le secteur de l’aviation dépense 45 milliards de dollars en inventaire des pièces de rechange (Flint (1995)). La maintenance et les pièces de rechange qui lui sont associées sont donc au cœur de la performance de l’ensemble des opérations dans une entreprise.
Ce mémoire traite la problématique de planification et contrôle des réseaux des inventaires des pièces de rechange pour des parcs d’équipements sujets à des défaillances aléatoires. Nous nous intéressons dans cette étude à l’élaboration des modèles de décision permettant de gérer une gamme de pièces de rechange pour des réseaux d’équipements multi-composant critiques. Le système de gestion des pièces de rechange est supposé contrôlé par plusieurs organisations formant une chaîne logistique à configurations mono-échelon et multi-échelon flexibles, c’est-à-dire, un système de gestion qui permet de passer des commandes en urgence et d’enclencher des réapprovisionnements latéraux. Les modèles abordés dans ce mémoire sont utilisés pour soutenir les décisions d'investissement des organisations et établir le budget nécessaire pour le bon fonctionnement du parc. Plusieurs algorithmes ont été proposés et implémentés dans ce mémoire. En outre, nous avons conduit des applications et généré plusieurs instances pour valider nos algorithmes tout en les comparant avec des résultats publiés dans la littérature.
Ce chapitre est une introduction à la problématique de gestion des pièces de rechange, il couvre le sujet principal de notre recherche. Il est organisé comme suit :
La section.1.2 aborde des questions importantes concernant les pièces de rechanges et les tendances actuelles qui façonnent le contexte de leur gestion. Un examen de la structure et des processus internes du système de gestion des pièces de rechange pour des organisations en réseaux et sa mission seront ensuite abordés. Enfin, des exemples des meilleurs pratiques dans le domaine sont exposés tout au long de cette section.
La section.1.3 est une revue de la littérature. D’abord, elle couvre brièvement les prérequis pour gérer efficacement une gamme de pièces de rechange, notamment, la problématique de codification, de classification des pièces de rechange pour des fins de leur gestion, les différentes approches et modèles d’estimation des besoins en pièces de rechange et les stratégies de maintenance. Cette revue traite ensuite la problématique de planification et contrôle des inventaires des pièces de rechange. Une attention particulière est accordée aux modèles de gestion des pièces de rechange pour des réseaux d’équipements réparables multi-échelon avec des possibilités de passer des commandes en urgence à des échelons supérieurs et des échanges latéraux entre stocks du même échelon.
La section.1.4 permet de tirer profit des discussions déjà entamées dans la section 1.2 en extrayant nos objectifs de recherche et les raisons ayant motivées leur étude. Nous décrivons dans cette section les principaux objectifs à atteindre en formalisant nos principales contributions.
3
1.2. Problématique de gestion des pièces de rechange
1.2.1. Contexte et tendances actuelles de gestion des pièces de rechange
Pour comprendre le contexte de gestion des pièces de rechange, on doit l’examiner à la fois d’un point de vue fournisseur et d’un point de vue utilisateur :
L’entreprise utilisatrice, souvent confrontée à des risques d’immobilisation d’équipements hautement capitalistiques ou critiques est amenée à rationaliser la gestion de ses biens et à maîtriser les coûts le long de leurs cycles de vie. La recherche de rentabilité pousse l’entreprise à cibler des performances élevées en exploitant ses biens à un coût le plus bas possible.
Pour le fournisseur, les pièces de rechange représentent une source de revenue substantielle. La vente des pièces est souvent associée à des contrats de services qui doivent être assurés au client à un taux satisfaisant de couverture permettant une mise à disposition rapide ou immédiate des pièces. Atteindre des performances logistiques conséquentes requiert une bonne configuration de la chaîne d'approvisionnement. Le réseau déployé permet d’acheminer aux zones d’utilisation, la quantité requise en pièces de rechange et les services associés, avec la qualité souhaitée et en temps voulu.
Toutefois, le client juge son fournisseur sur un niveau de service qui est lié directement à la mise à disposition des pièces de rechange et le cas échéant, des services connexes. Les prestations fournies prennent la forme de contrats de livraison associés à des services de maintenance et d’assistance technique et/ou de contrats basés sur la performance logistique –Performance based Logistics (PBL) (Kim et al (2007)).
Pour le 1er type de contrat, on tend à utiliser un indicateur de performance de type OTIF-On Time in Full, cela veut dire, une commande, à la fois, complète, conforme et ponctuelle.
Pour le 2e type de contrat, l’indicateur de performance, sur lequel le prestataire est payé, est la disponibilité. Obtenir des scores élevés selon ces deux types d’indicateurs permet au client de maintenir le fournisseur qualifié et de ne pas pouvoir concéder à payer des pénalités pour des retards, des manquants, des problèmes de qualité ou des baisses de niveau de disponibilité. Rappelons que la mise en œuvre du PBL au sein de l'US Navy pour sa flotte d’avions de chasse a donné lieu à une augmentation de la disponibilité de 67% à 85% (Geary (2006)).
Sur le plan stratégique de l’entreprise, les modalités de mise à disposition des pièces de rechange impliquent des organisations logistiques et des modes de gestion spécifiques. L'organisation logistique doit assurer le meilleur compromis entre le taux de service, le coût de stockage des pièces et, éventuellement, les coûts de transport pour servir, le plus rapidement possible, le client et pallier à l'installation défaillante.
Au niveau tactique, les ressources matérielles, humaines, informationnelles et cognitives requises pour gérer la maintenance et les rechanges associées doivent être en cohérence avec la stratégie et
4
les objectifs l’entreprise et ses partenaires. Pour cela, les différentes ressources durables et d’affectation peuvent être contrôlées et gérer par plusieurs organisations (transport, maintenance, gestion des espaces, main d’œuvre, etc.). Sachant qu’une organisation donnée n’intervient généralement que dans un sous-ensemble des activités de la chaîne logistique. Atteindre des performances élevées ne se fait que par l’établissement de relations efficaces entre partenaires (prestataires, sous-traitants, etc.).
Même si le recours à la sous-traitance est souvent motivé par un manque d’expertise ou un déficit de ressources, la délégation partielle ou totale des activités permet aussi de réserver les tâches d’expertises aux prestataires qualifiés et de réaliser beaucoup d’économies tout en trouvant des solutions à des problèmes techniques et de gestion.
Depuis une vingtaine d’année, nous assistons à des relations entre utilisateurs et fournisseurs sous forme de partenariats, d’alliances, de fusions, de restructurations, etc., cela permet de conclure des contrats en proposant une gamme d’assistance technique (calibrage, Upgrade, réparation, révision, etc.) et/ou de gestion (prévisions, planification, gestion des stocks, etc.).
Alstom (http://www.alstom.com), par exemple, propose deux contrats, soit un Contrat de Full Material Management, soit un « Contrat de Disponibilité ». Ces deux contrats à long terme incluent l'offre « Réparations et Révisions ». Elle définit avec son client le niveau de criticité de chaque pièce et le temps de mise à disposition associé : livraison immédiate des pièces critiques, et sous quelques jours pour les pièces non critiques. Elle fournit aussi bien des pièces neuves, réparées ou usagées que des kits, et ce, principalement en réponse aux besoins de toutes les activités de maintenance (préventive, corrective, inspection, révisions). Elle s’engage avec des taux de services et des pénalités en cas de retard. Des stocks sont installés chez le fournisseur si la réactivité de ce dernier est compatible avec les coûts d’indisponibilité et les caractéristiques des rechanges pour chaque équipement.
Ces caractéristiques : volumétrie, grande variété des références et complexité des pièces dont plusieurs sont hors-gabarit et de faible niveau de consommation, sont des grandes problématiques dans l’industrie des pièces de rechange :
- Les volumes importants peuvent facilement dépasser les ressources disponibles pour les gérer. Une entreprise peut avoir des centaines de milliers de références qu'elle approvisionne et gère régulièrement. Certains équipements peuvent avoir plusieurs centaines de pièces. La portée et le poids de certaines pièces sont parfois des facteurs déterminants dans la stratégie de réapprovisionnement à adopter. Dans bien des cas, ces pièces nécessitent des moyens de transport, de manutention, de pose, de dépose et des conditions de stockage assez particulières.
- La grande diversité des pièces pose parfois des difficultés de classification, de stockage physique et impacte la massification des flux, donc, les économies d’échelles.
- Aussi, le caractère aléatoire des défaillances des pièces et le faible niveau de consommation de celles-ci rendent l’estimation des besoins futurs très difficile à établir.
5
- Sans oublier que les références dans les high-Tech (la haute technologie) changent à grande vitesse en matière de régulation et d’automatisme. L’informatique constitue l’essence de fonctionnement des appareils actuels. La complexité et la fiabilité des composants qui constituent un équipement est un facteur important dans la détermination de la stratégie de maintenance et des pièces de rechanges associées. En raison de la volumétrie, du nombre élevé de références et des niveaux de consommation faible des pièces de rechange, les risques de détérioration des équipements et la réduction de leur cycle de vie génèrent une multiplication de la quantité des références et augmentent le risque d'obsolescence et de désuétude.
Pour pallier à tous ces aléas, la pratique courante dans les entreprises est de conserver un stock de sécurité et de mettre en place un système de contrôle qui suit l’évolution des stocks et qui gère les réapprovisionnements.
Essentiellement, le système de contrôle s’appuie sur des plateformes d’échanges, de traitement et d’archivage de l’information. Dans la scène industrielle d’aujourd’hui, les technologies de l’information et de la communication (TIC) s’avèrent un facteur de succès incontournable dans la détermination des stratégies des entreprises, notamment, dans l’amélioration des performances des processus de gestion des approvisionnements en comblant les marges d’incertitudes dans l’estimation des paramètres (délai de livraison et prévision de la demande) par des informations fiables, précises et à jour. Les TIC facilitent la diffusion et le traitement des données et enrichissent les outils d’aide à la décision.
Par conséquent, l’évolution des technologies ne concerne pas seulement les TIC, les moyens dédiés aux opérations connaissent aussi des évolutions technologiques. On assiste maintenant à l’utilisation des moyens pour la transformation, le stockage, la manutention et le transport à la fine pointe de la technologie. Les différentes ressources sont maintenant équipées de moyens permettant l’amélioration des activités et la diminution des coûts unitaires des opérations. Ces moyens reposent sur des plateformes d’échange physiques et informationnels très performantes, ex. flottes aériennes pour les expéditions d’urgence, flottes maritimes pour l’alimentation des installations off-shore, etc. Pour un pilotage efficace des flux physiques et informationnels, l’entreprise doit posséder un système d’information et de communication sophistiqué tout en tirant profit des technologies existantes.
Sans toutefois oublier la percée technologique du troisième millénaire, l’impression 3D. Selon plusieurs observateurs, l’émergence de l’Additive manufacturing peut changer le paradigme de la gestion des pièces de rechange dans les années à venir.
Dans ce même contexte, les interventions sur des équipements et installations, la fabrication des pièces ainsi que leurs réparations en cas de défaillance requièrent maintenant des habilitations et des qualifications. Dans tous les secteurs industriels, les pièces de rechange doivent être certifiées conformément aux spécifications du constructeur. De même, leur surclassement et/ou revalorisation, au cas de fin de vie, doivent être exécutés selon les directives et référentiels en
6
vigueur. Elles doivent être soumises aux textes légaux propres au domaine où l’équipement opère. Ces obligations se résument dans les diverses certifications nécessaires pour fournir des pièces de rechanges à des installations relavant de domaines particuliers, comme l’aviation civile, l’industrie des procédés chimiques, l’industrie nucléaire, etc., où la sûreté des installations, la sécurité des personnes et l’environnement sont primordiales. Allant de la vis et de l’écrou aux grands appareils et engins (réacteur, turbines géantes, etc.), l’entreprise est maintenant soumise à l’incessante pression de la règlementation, et des mesures de sécurité accrues. Les textes légaux sont maintenant la charte de conduite des entreprises.
Atteindre des performances écologiques nécessite aussi une conformité avec les normes et référentiels environnementaux en vigueur auxquels l’entreprise souscrit et un suivi rigoureux des directives touchant les activités de l’entreprise dont les organisations étaient soumises à peu de contrôle dans le passé (ISO 14001, OSHAS 18001). Adopter une démarche responsable dans toutes les activités permet à l’entreprise de gérer les processus dans le respect de l’environnement et de contribuer à la prospérité des générations futures.
La protection de l'environnement et l'utilisation économique des ressources naturelles sont parmi les tendances actuelles qui façonnent le contexte de l’économie mondiale. L’entreprise doit participer activement à la conception des processus économiques, vivable et viable, autrement dit, contribuer à l'amélioration de la qualité de vie des gens partout dans le monde, maintenant et dans l'avenir. Cela conduit à des investissements dans des technologies vertes, des processeurs écologiques et des activités écoresponsables : la contribution à la revalorisation partielle ou complète des équipements, la mise en place de réseaux logistiques inverses, et les achats écoresponsables.
Les contraintes économiques, sociales et environnementales sous lesquelles l’organisation opère constituent le contexte réel de tout système de gestion des pièces de rechange.
1.2.2. Système de gestion des pièces de rechange
Nous avons mentionné dans la section précédente que, en gestion des pièces de rechange, les processus de réapprovisionnement veillent à ce que les pièces de remplacement soient mises à disposition et livrées le plus rapidement possible afin de remettre en état d’opération les équipements.
1.2.2.1.Système physique
Le réseau sur lequel circule une pièce donnée prend la forme d'un arbre, comme montre la Figure.1.1. Les nœuds du réseau correspondent aux installations de l’entreprise : Sources d’approvisionnements en aval, entrepôts, stocks, stations et/ou ateliers de réparations, points de vente, ports d’entrée et de sortie, etc., ainsi que tous les processus et ressources qui y renferment.
7
Les arcs sont associés aux moyens de transport, de manutention, de communication, et de paiement utilisées pour acheminer les articles, l’information et les fonds d’un nœud à l‘autre.
Stock central
Sources d’approvisionnement
Réseau d’équipement (clients)
Envoi pour réparation Transport
Stock
Atelier de réparation
Figure.1.1. Exemple de réseau logistique pour le réapprovisionnement en pièces de rechange
Les nœuds et les arcs du réseau logistique des pièces de rechange représentent cinq activités primaires, qui se trouvent le long du flux de matière : l’approvisionnement, la distribution, le stockage, la vente et services (maintenance, calibrage, l’Upgrade, dépannage, révision, expertise, etc.) et le transport.
À ces activités de base s’ajoute un ensemble d’activités de soutiens nécessaires pour les améliorer et les piloter : gérer les ressources et connaissances, piloter les flux physiques, informationnels et transactionnels, et faciliter l’interaction des interfaces de l’entreprise avec son environnement (fournisseurs, partenaires, syndicats, marché des capitaux, etc.). Lorsqu’on s’intéresse aussi à ces activités de soutien, on parle plutôt du système logistique des pièces de rechange.
8
NB : Lorsqu’on zoom sur un nœud du réseau (stock ou atelier de réparation), on identifie un
aménagement physique qui définit, à son tour, un sous-réseau avec des nœuds et arcs associés respectivement, aux différentes moyens et ressources pour la maintenance et la manutention, etc. (Figure.1.2). Réapartion Démontage Test
Envoi au
stock
Man uten tion montageRéception de la pièce
déffectueuse
Figure.1.2. Sous-réseau d’un centre de réparation
La problématique de déploiement et de retrait des centres (stocks, ateliers) dans un réseau logistique relève de la planification stratégique et des objectifs de l’organisation à long terme. De bonnes discussions sur le sujet se trouvent dans Brown et Gibson (1972), Daganzo et Newell (1986), Langevin et Riopel (2005), Martel (2007), Martel et al. (2012).
L’aménagement physique des centres est aussi une problématique qui peut engendrer des gains substantiels par la réduction des coûts unitaires des opérations (Montreuil (2006)).
La problématique du design des réseaux et de l’aménagement physique des centres ne suffissent pas pour garantir une performance élevée. C’est aussi par la coordination, l’analyse, l’amélioration et le contrôle de l’ensemble des processus du réseau qu’une organisation performe bien. Ces processus engendrent des flux qui circulent le long de la chaîne logistique.
1.2.2.2.Pilotage des flux
Si on considère, par exemple, un centre de stockage de pièces de rechange, le pilotage des flux d’entrée/sortie peut être représenté intuitivement par un système hydraulique, comme le montre la Figure.1.3. Cette métaphore permet de décrire le comportement du stock en fonction du débit d’entrée (le réapprovisionnement) et de sortie (la demande). Deux événements sont envisageables si le contrôle des deux débits n’est pas coordonné, soit une rupture de stock, soit un surstock.
9
SUR – STOCK RUPTURE DE STOCK
Figure.1.3. Métaphore du réservoir pour le pilotage des flux dans un centre de stockage
Pour que le système hydraulique performe bien il faut qu’il y ait une coordination efficace de toute les activités en amont (en tirant les flux d’entrée) et en aval (en poussant les flux de sortie). En gestion des stocks des pièces de rechange, le flux d’entrée est tiré par la politique de contrôle des stocks, tandis que le flux de sortie est étroitement lié à la demande de la maintenance, autrement dit, par la stratégie de maintenance adoptée par l’entreprise, qui est fortement dictée par : la fiabilité, la maintenabilité et éventuellement de l’impact de la disponibilité des équipements sur la performance globale de l’organisation.
Si on connait la demande et les délais de réparation & livraison des fournisseurs, le système peut s’adapter à un univers déterministe et s’organiser pour que les flux se synchronisent et les commande arrivent en juste à temps.
Or, la réalité du terrain est tout à fait différente, les coefficients de réapprovisionnement ne sont pas connus avec certitude. Pour ajuster les stocks, il convient donc de réduire au maximum l’incertitude qui affecte les coefficients du réapprovisionnement, ceci est possible si le système possède des informations à jour, une base de donnée bien élaborée, un réseau disséminé et des processus de décision robuste (Martel.et al. (2012)).
La Figure.1.4, illustre la configuration logique du système de pilotage des flux pour un centre de stockage. Flux de sortie Stock Flux d’entrée Flux de sortie Stock Flux d’entrée Flux de sortie Stock Flux d’entrée
10 Système transactionnel Système d’information Système de décision
Système informatique et télématique
Stock Flux de matières (pièces) Commande s client Commande s fournisse ur Flux informationnel
Figure.1.4. Système de pilotage des flux dans un centre de stockage
Sur le plan systémique de gestion, la technologie informatique et télématique est basée sur l’architecture client/serveur afin d’échanger de l’information sur une plateforme de communication. Cette plateforme peut prendre la forme de plusieurs postes de travail disséminées en utilisant des réseaux intranet, internet. De même, on vit l’ère des technologies internet qui évoluent de façon très soutenues, on assiste à des échanges entre entreprises (B2B) ou à des ventes aux consommateurs (B2C).
Les infrastructures et les standards d’échange de données sont au cœur des communications entre partenaires. Ils incluent quatre types de technologies :
- Les codes d’identification des pièces, des objets logistiques (caisses, palettes, conteneurs...) et des lieux, ainsi que les mécanismes utilisés pour assurer leur intégrité (GTIN -Global Trade Item Number, GLN-Global Location Number, SSCC- Serial Shipping Container Code, etc). ;
- Les symbolismes utilisés pour marquer les pièces et les objets logistiques, et leur support physique (code à barres, RSS, RFID) ;
- Les standards internationaux pour les messages électroniques échangés entre partenaires (EANCOM, X12, XML) ;
- Les inforoutes internes (Intranet), externes (réseaux de télécommunication privés à haut débit) ou globaux (Internet) exploitées pour transmettre les messages commerciaux.
11
Quant aux applications industrielles et commerciales, elles englobent les quatre segments des systèmes informatiques :
- Les systèmes transactionnels : Permettent de suivre toutes les opérations de saisi, de traitement, d’archivage et de communication décrivant toutes les transactions d’une entreprise relevant du domaine de la comptabilité, des ventes, du paiement, des opérations, etc.
- Les systèmes opérationnels : Permettent de soutenir la réalisation des activités primaires ou de soutien d’une entreprise. La « gestion de maintenance assistée par ordinateur- GMAO », la « conception assistée par ordinateur- CAO », la « fabrication assistée par ordinateur- FAO » sont des exemples de systèmes informatiques opérationnels.
- Les systèmes d'information de gestion : appuient le gestionnaire dans ses activités de planification et de contrôle en exploitant les informations en provenance des deux systèmes informatiques précédents. Ils se manifestent comme des rapports (détaillés) ou tableau de bord d’indicateurs de performance (agrégés) sous format électronique ou papier.
- Les systèmes d'aide à la décision : c’est le support de toutes les décisions dans une entreprise, ils encapsulent toutes les activités d’analyse et de résolution de problèmes en utilisant des outils d’aide à la décision adaptés.
Pour plus de détails sur les systèmes de pilotage des flux dans une chaîne logistique, d’excellents ouvrages et de bonnes couvertures se trouvent dans Martel (1995), Vallin (1999), Baglin et al. (2001), Bradley et al. (2001), Babai (2005), Martel et Klibi (2007).
Vue l’interdépendance entre les sous-systèmes du système d’information, nous nous focalisons dans notre étude sur le processus de décision, particulièrement, l’élaboration des politiques de contrôle optimales qui dépendent de la quantité à commander, du niveau de stock à garder pour soutenir une politique de maintenance donnée et garantir un niveau de service requis. C’est la mission fondamentale du système de gestion des pièces de rechange.
1.2.2.3.Mission du système de gestion des pièces de rechange
La mission fondamentale de tout système organisationnel est la création continue de la valeur tant pour l’entreprise que pour ses partenaires. En Finances, la valeur d’une entreprise est définie comme la somme actualisée de tous les flux de trésorerie résiduels RCF- Residual Cash Flows durant sa vie utile :
𝑅𝐶𝐹 = (∑ 𝑑𝑒𝑠 𝑅𝑒𝑣𝑒𝑛𝑢𝑠 − ∑ 𝑑𝑒𝑠 𝐷é𝑝𝑒𝑚𝑠𝑒𝑠 𝑑′𝑒𝑥𝑝𝑙𝑜𝑖𝑡𝑎𝑡𝑖𝑜𝑛) (1 − 𝑡𝑎𝑢𝑥 𝑑′𝑖𝑚𝑝ô𝑡)
12
NB :
- Parfois, la mesure d’empilement de flux de trésorerie n’est pas possible, la plupart des entreprises évaluent leur performance financière sur des mesures statiques comme la valeur économique ajoutée, EVA (Economic Value Added) ou le rendement du capital investi ROCE (Return of Capital Employed).
- La minimisation des impôts devient importante si le réseau logistique de l’entreprise se déploie à l’international.
Théoriquement, pour accroître le RCF, l’entreprise doit continuellement réussir à maximiser ses Revenus et à minimiser les dépenses d’exploitations et d’investissements.
Le contexte Lean manufacturing (Womack et Jones (1996)) incite l’organisation à minimiser les dépenses d’exploitation en visant la minimisation des coûts des intrants (Énergies, matière première…etc.) et des coûts des opérations logistiques (approvisionnement, production, transport, maintenance...etc.). Les dépenses d’investissements sont aussi à réduire, elles sont particulièrement liées à l’acquisition de ressources durables, aux mécanismes de financement et à la valeur marchande des actifs courants et des immobilisations de l’entreprise. Par exemple, faire appel à des financements externes auprès des Banques ou d’actionnaires, ces derniers ne prendront le risque de consentir le financement que si l’entreprise leur inspire confiance, notamment par ses bénéfices passées qui sont la seule preuve de rentabilité de son activité.
Au-delà de la logique de soustraction des coûts, un système organisationnel doit non seulement être en mesure de maximiser ses profits, mais il doit être bien adapté aux différentes contraintes règlementaires et normatives (Habilitations, Hygiènes, Sécurité, Environnement, Responsabilité sociale...etc.), et doit être aussi robuste et résiliant pour créer la valeur quel que soit les changements à venir. Pour garantir le maintien de l’entreprise sur la scène industrielle, le système de gestion des pièces de rechange doit être conçu de façon à minimiser son exposition de toutes sortes de risques, ces risques étant liés aux aléas quotidiens (pannes, arrêts, dégradation des équipements, accident de travail, variabilité des prix et de la demande, taux de change…etc.) mais aussi au péril occasionnels (catastrophes naturelles, accidents industriels…etc.) qui peuvent avoir un impact majeur sur les performances du système. Il faut alors envisager des conjonctures futures en constituant une nouvelle dimension pour évaluer le système par une mesure de risque comme le VAR- Value At Risk par exemple. Les pressions du marché, les aléas et les contraintes ont des répercussions considérables sur les performances du système en ne laissant survivre que les entreprises les plus performantes, les plus adaptés aux évolutions du marché futur.
Que ce soit pour minimiser les coûts, se maintenir dans la compétition ou obtenir un avantage concurrentiel, les entreprises sont amenées à raisonner selon une orientation « création de valeur » pour le client. Le client du système de gestion des pièces de rechange est la maintenance. Le système doit réussir continuellement à mettre à la disposition de la maintenance des pièces de rechange, et éventuellement, la prestation associée, la quantité requise, au moment voulu avec la qualité souhaitée. L’objectif est de garantir une disponibilité requise à coûts minima.
13
1.2.2.4.Objectif du système de gestion des pièces de rechange
Pour une disponibilité donnée, le budget alloué pour le bon fonctionnement du réseaux d’équipements dépend fortement du niveau du stock de rechange à devoir garder, à la fois, des fonds disponibles pour l'investissement initial et des dépenses engagées pour soutenir les politiques de maintenance et/ou des réapprovisionnements adoptées le long de la période d'exploitation du bien.
En général, la phase post-acquisition de l’équipement est généralement supportée par la garantie du constructeur. Une bonne estimation des besoins initiaux durant cette phase permet à l’entreprise utilisatrice de maîtriser l’achat et de négocier efficacement les clauses de flexibilités offertes par le fournisseur.
Durant son exploitation, l’équipement est assujetti à des stratégies de maintenance corrective et préventive. La gestion optimale concerne la définition des cibles quantités à approvisionner en tenant compte du processus de défaillance des pièces, et de l’incertitude dans les délais de transport et de réparation (réapprovisionnement). Elle concerne aussi, la définition optimisée de la localisation de ces stocks et des ateliers de réparation (sources de réapprovisionnement), en combinant éventuellement stocks internes et externes, stock central et stocks régionaux, atelier central (une seule source de réapprovisionnement) et ateliers régionaux (plusieurs sources de réapprovisionnement).
Pour la maintenance préventive, les besoins en rechanges sont supposés connus sur une maille de temps suffisamment importante, on saurait exactement ce que le plan de maintenance va demander, quelle quantité et à quelle date. Le système pourrait s’adapter à cet univers déterministe et approvisionner en juste à temps.
Or, pour la maintenance corrective, le caractère aléatoire des défaillances et la grande fiabilité des équipements, conduisant le plus souvent à de faible rotation des stocks des pièces de rechanges, rendent les estimations difficiles à établir. Les paramètres de réapprovisionnement sont étroitement liés aux processus stochastiques décrivant la défaillance, la réparation (réapprovisionnement) et le transport des pièces.
Si les processus stochastiques sous-jacents subissent peu de changement dans le temps, on peut analyser l’évolution du système dans un régime stationnaire afin de trouver une politique de contrôle optimale. Cette dernière dépend essentiellement de la quantité de pièces de rechange à garder en stock et des capacités de ressources (réparation, transport, etc.) en utilisant les techniques d’optimisation classiques.
Si toutefois les paramètres d’approvisionnements (défaillance, réparation, transport, etc.) sont affectés par des processus stochastiques qui varient dans le temps, des facteurs saisonniers, par des comportements cycliques ou par des décisions de promotion, etc., on aura des processus stochastiques non-stationnaires. Les processus d'approvisionnement venant d'être décrits, donne
14
lieu à des problèmes de décision complexes : stochastiques dynamiques, multi-périodes, etc. qui ne peuvent être résolus de manière optimale avec les techniques d’optimisation classique.
Quelle que soit la nature des processus stochastiques décrivant les paramètres du système de gestion des pièces de rechange, l’objectif principal est de chercher le niveau de service maximal qu’on pourrait atteindre étant donné une contrainte budgétaire imposée, ou, alternativement, trouver le coût minimal nécessaire pour répondre à un service requis. Il s’agit d’instruire un compromis, toujours difficile, entre l’investissement en achat, en ressources, en inventaire, et le niveau de service.
La littérature scientifique est riche en modèles permettant de déterminer les paramètres des réapprovisionnements en tenant compte des aléas de la demande, des délais (transport, réparation, réapprovisionnement, etc.), des niveaux de services et des contraintes de capacité de ressources. La politique optimale dépend du critère d’optimisation approprié. La plupart des problèmes de décision utilise le critère qui :
- optimise l’espérance mathématique de la fonction-objectif.
- minimise la variance de la fonction -objectif. Ce critère est approprié si on veut apporter une certaine stabilité au profil de la demande. Les modèles : VARI-METRIC de Graves (1985) qui sont une extension du modèle METRIC (Multi_Echelon Technology for Recoverable Items Control) proposé par Sherbrooke (1968) et l’approximation de Adan et al. (1996), qui seront discutés dans les sections à venir, apportent une stabilité aux déviations constatées des variances des processus stochastiques.
- maximise la probabilité d’atteindre une certaine aspiration. Ce critère transforme le problème décisionnel en univers déterministe dont les coefficients du modèle prennent les valeurs les plus probables.
1.3.Revue de littérature
Nous avons vu dans la section.1.1.2.2 que le pilotage des flux dans un réseau logistique nécessite un système d’information performant et un ensemble de processus de décision adéquat, c’est-à-dire, le modèle décisionnel retenu doit être suffisamment robuste pour pallier aux aléas de l’environnement et faire face à tous les futurs plausibles. Les actions à entreprendre doivent contribuer à la performance globale de l’entreprise d’une manière profitable, durable et concurrentielle.
Nous abordons, dans cette section, la question des pièces de rechange. Pour cela, nous touchons les grands axes de recherche dans le domaine et nous portons une attention particulière aux approches classiques et contemporaines de gestion des pièces de rechange, notamment, les techniques de classification des pièces de rechange, les modèles de prévision de la demande en pièces de rechange et les modèles décisionnels systémique (multi-composant), multi-échelons, particulièrement, les modèles avec possibilité de passer des commandes en urgence et des transferts latéraux. Nous nous intéressons essentiellement à l’étude des systèmes réparables, c’est à dire, les
15
systèmes qui peuvent être remis en état de fonctionnement après une action de maintenance. De tels systèmes comportent des éléments qui sont généralement moins coûteux à réparer que de les remplacer, ainsi, les modèles de décision sont beaucoup plus compliqués que les modèles classiques traitant les consommables.
Bien que ces deux catégories de pièces (consommables/réparables) aient pour but de garantir une disponibilité requise pour le bon fonctionnement du réseau d’équipements, nous nous intéressons davantage à l’étude des systèmes combinés (réparables et consommables) assujettis à des remplacements à la panne pour une simple raison, les besoins de la maintenance préventive sont connus à l’avance, le gestionnaire peut s’adapter avec cet univers certain et réapprovisionner en juste à temps.
1.3.1. Contributions scientifiques & Applications industrielles
Avant d’examiner la littérature scientifique de la gestion des pièces de rechange, nous soulignons que la plupart des modèles de décisions proposés dans la littérature scientifique ne connaissent pas d’applications industrielles. Prenons par exemple le module R/3 du SAP, l’ERP le plus utilisé par les organisations industrielles, il propose seulement des méthodes approximatives pour estimer les besoins en univers dynamique au lieu des plans optimaux de Wagner et Whitin (1958). Même les progiciels spécialisés en gestion des stocks des pièces de rechanges ne proposent pas de modèles de planification avec commandes d’urgence ou avec transferts latéraux. Généralement, ces pratiques se limitent au niveau opérationnel dans certaines organisations (Van Houtum et Kranenburg (2015))
Or, ce constat n’est pas toujours vrai ! Depuis une dizaine d’années, on assiste à une nouvelle vague qui remplace le paradigme des MRP- Materials Resources Planning /DRP-Distribution resource planning /ERP- Enterprise resource planning dominant l’industrie des progiciels. Cette dernière commence à proposer de diverses solutions basées sur des contributions scientifiques, et qui ont également un impact majeur sur le développement des progiciels commerciaux. Cette nouvelle orientation est connue sous l’appellation APS-Advanced Planning Systems. Ces applications ont été initialement conçues pour remplacer certains modules ERP par des méthodes de pilotage plus efficaces. Une des entreprises qui ont amorcé ce mouvement APS, demeure toujours parmi les leaders de l’industrie, soit i2 technologies, acquise par JDA Software Group en 2010, avec le logiciel RHYTHM. Une bonne discussion du sujet APS se trouve dans Stadtler et al (2000).
1.3.2. Codification des pièces de rechange : le point de départ de tout projet en gestion des pièces de rechange
Nous avons mentionné dans la section.1.2.2.2 que les échanges de données et la communication entre partenaires (fournisseur, prestataire, sous-traitant, etc.) nécessitent des infrastructures (réseau
16
internet, intranet, postes disséminés, etc.) et des standards, en attribuant, à chacune des pièces, des caisses de pièces, palettes de pièces, conteneurs et des emplacements, un code d’identification avec leur support physique ou symbolique. Le système de codification des pièces et objets constitue le point de départ de tout projet d’implantation du système de gestion des stocks des pièces de rechange.
Pour les entreprises utilisatrices des biens industriels, le système de codification des pièces de rechange doit être différent de celui des équipements et installations. En général, le code attribué doit fournir une compréhension rapide des caractéristiques techniques de la pièce, sa hiérarchisation, des informations sur le fournisseur, et pour les pièces stockées, l’emplacement physique dans le stock.
1.3.3. Littérature sur la classification des pièces de rechange
Nous avons vu dans la section.1.1.1 que les pièces de rechange sont très variées, avec des coûts, des exigences de service et des profils de consommation différents. La détermination de la liste des pièces de rechange susceptibles d’être stockées ou non dépend des informations que l’entreprise possède en main.
Claver (2006) propose un processus d’identification des pièces de rechange permettant d’établir la gamme des pièces à garder en stocks. Il a aussi proposé un filtre permettant de prendre des décisions quant à l’achat, la réparation et le stockage.
Par conséquent, le regroupement des articles ayant des caractéristiques communes dépend des objectifs de l’organisation. L’organisation doit répertorier les pièces de rechange et attribuer un niveau de service requis pour chaque catégorie. La classification des pièces de rechange permet de déterminer les exigences de service pour chaque classe de pièces, établir des prévisions pour différents profils de la demande et contrôler les stocks (Boylan et Syntetos (2008)).
L’approche classique de classifications des pièces de rechange est généralement basée sur les paramètres du stock. Cette approche consiste à analyser les données et à segmenter les pièces de rechange en fonction de la typologie : demande régulière, faible (versus forte rotation), saisonnière, intermittente, erratique, etc., la variation de la taille de la commande, ou le délai de livraison. Williams (1984) propose une classification basée sur le comportement erratique d’une demande qui suit une loi de poisson. Trois classes de demande sont issues de l’analyse de décomposition de la variance de la demande durant le délai d’approvisionnement : demande régulière- Smooth demand., demande à faible rotation- Slow moving demand et demande intermittente – Intermittent demand.
Une autre classification, en quatre types de demande, a été proposée par Ghobbar et al. (2003). La méthode consiste à évaluer la demande par le biais de l’intervalle moyen entre les demandes non nulles et la variation de la demande : demande régulière, demande à faible rotation, demande erratique et demande erratique avec un délai d’approvisionnement important.
17
Eaves et Kingsman (2004) proposent une classification basée sur la variabilité du délai d’approvisionnement, la variabilité de la demande, et la variabilité des commandes. Cette méthode permet d’engendrer cinq types de demande : demande régulière, demande irrégulière, demande à faible rotation, demande erratique et demande très erratique.
Rappelons qu’:
- une demande est classée à faible rotation lorsque les observations sur la demande contiennent des valeurs inférieures de dix unités par cycle d’approvisionnement (Peterson et Silver (1979)).
- une demande est intermittente lorsque les observations sur la demande contiennent des valeurs de demande nulles (Silver (1981)).
- une demande est erratique lorsque, pour une distribution donnée, l’écart type de la demande et supérieur à sa moyenne (Brown (1977)).
Quant aux approches contemporaines, les pièces de rechange sont généralement classées en fonction de leur criticité de fonctionnement (Naylor (1996)). Trois niveaux de criticité sont souvent pris en considération dans la pratique : faible, moyenne et haute criticité. Dans bien des organisations, la criticité reflète la façon dont l’indisponibilité potentielle affecte les coûts dus aux arrêts, à la qualité des processus, à l’environnement et à la sécurité (Dekker et Bayindir (2004)). Elle peut être évaluée par des méthodes, comme l’AMDEC- Analyse des modes de défaillance, de leurs effets et de leur criticité, qui est réputé l’outil le plus souvent utilisé dans le domaine industriel, particulièrement pour l’évaluation des modes de défaillance potentiels, leurs impacts et leurs criticités relatives. Une étude intéressante et détaillée de cette approche se trouve dans Hagedorn (2010).
Notons, que l’approche de classification des pièces de rechange la plus fréquemment utilisée est l’ABC (Pareto). La segmentation A, B et C, selon le(s) critère(s) sélectionné(s), se fait en fonction des objectifs de service. L’outil d’analyse est souvent représenté sous forme d’un histogramme de distribution indiquant une courbe de cumul d’effets induits par plusieurs causes. La particularité de la courbe de Pareto c’est que les nombreux phénomènes observés obéissent à loi 20/80. 20% des causes produisent 80% d’effets.
Le Pareto aide le gestionnaire à classer les pièces selon leur criticité en se basant sur un critère donné, à déterminer le mode de gestion, en l’occurrence, le modèle de décision adapté à chaque classe. La combinaison de l’approche ABC avec d’autre outils d’analyse et d’aide à la décision permet de prioriser les actions à entreprendre et de porter une attention particulière à la catégorie de pièces dont leur disponibilité et/ou manque ont un impact significatif sur les performances de l’organisation.
Si toutefois l’analyse monocritère est désormais claire et facile à analyser, elle demeure moins réaliste dans le contexte industriel. Plusieurs techniques de classification multicritère ont été utilisées dans la pratique et proposées dans la littérature, parmi lesquelles on peut citer : la méthode de weighted linear programming (WLP) (Ramanathan, R. (2006), Zhou et Fan, L. (2007), Ng