Effet des modifications de surface de fibres
lignocellulosiques sur les propriétés morphologiques,
mécaniques et physiques de composites à base de
polyéthylène linéaire de basse densité par
rotomoulage
Thèse
FATIMA EZZAHRA HANANA
Doctorat en génie chimique
Philisophiæ Doctor (Ph.D.)
Québec, CanadaEffet des modifications de surface de fibres
lignocellulosiques sur les propriétés morphologiques,
mécaniques et physiques de composites à base de
polyéthylène linéaire de basse densité par
rotomoulage
Thèse
FATIMA EZZAHRA HANANA
Sous la direction de:
iii
Résumé
Cette thèse se décline en six parties. Le premier volet porte sur la compréhension du procédé de rotomoulage et une description des matériaux composites à base de fibres lignocellulosiques. Le second volet comporte une revue de la littérature sur les composites produits par rotomoulage, tandis que le troisième volet se consacre à la compréhension de la modification des fibres d’érables par le polyéthylène maléisé (MAPE) en solution et son influence et de la teneur en fibre sur les propriétés morphologiques et mécaniques des composites. Le quatrième volet étudie les effets de la taille des particules et la modification en solution, ainsi que la teneur en fibre sur les propriétés morphologiques, thermiques, physiques et mécaniques des composites. Le cinquième volet se penche sur l’effet de la modification, la teneur et la taille des fibres d’érable sur la morphologie et les propriétés physiques et mécaniques des auto-hybrides. Finalement, le dernier volet étudie l’influence de la modification en solution avec du MAPE, la teneur et la taille des fibres sur la morphologie et les propriétés mécaniques des composites hybrides à base de fibres d’érable et de chanvre. Les résultats montrent que les fibres (érable et chanvre) ont été modifiées avec succès par le MAPE en solution, ce qui a amélioré la qualité de l’interface fibre-matrice des composites, conduisant à de meilleures propriétés mécaniques. En outre, les résultats ont prouvé que l’effet de la taille de particule était significatif. En effet, le module de traction augmente jusqu’à 73% lors de l’utilisation de fibres d’érable de 355-500 µm à 30% en poids. Une augmentation de 52% de la résistance au choc a été réalisée avec l’utilisation de 30% en poids de fibre d’érable (355-500 µm) comparé à ceux produits avec 125-250 µm. D’autre part la production de composites auto-hybrides a été en mesure d'améliorer les propriétés mécaniques comparées aux composites simples. Enfin, une augmentation du module de traction (63%), de la contrainte maximale (17%) et de la densité (17%) a été réalisée lors de l’utilisation d’un ratio de 75/25 de fibre d’érable/chanvre à 20% en poids total de fibre par rapport à la matrice seule.
iv
Abstract
This thesis is divided into six parts. The first part is related to the understanding of the rotomolding process and a description of composite materials based on lignocellulosic fibers. In the second part, a literature review on composites produced by rotomolding is presented. The objective of the third part is to understand the modification of maple fibers in solution by maleated polyethylene (MAPE) and its effect combined with fiber content on the morphological and mechanical properties of the composites. The fourth part studies the effects of fiber size, modification in solution as well as fiber content on the morphological, thermal, physical and mechanical properties of the composites. The fifth part investigates the effect of MAPE modification in solution, fiber content and particle size of maple fibers on the morphological and mechanical properties of self-hybrid composites. Finally, the effect of the surface treatment in solution, the content and the fiber size (maple and hemp) on hybrid composites is presented. The results showed that the fibers (maple and hemp) were successfully modified by MAPE in solution, which improved the interface quality between the matrix and fibers, leading to better mechanical properties. Moreover, the results showed that the effect of fiber size was significant as the tensile modulus increased by up to 73% with the use of 355-500 µm at 30% wt. of maple fiber compared to those produced with 125-250 µm. The production of self-hybrid composites was able to improve the mechanical properties compared to simple composites. An increase in the tensile modulus (63%), tensile strength (17%) and density (17%) was obtained by using a 75/25 ratio of maple/hemp fibers at a total fiber content of 20% wt. compared to the neat matrix.
v
Table des matières
Résumé ... iii
Abstract ... iv
Table des matières ... v
Liste des Tableaux ... viii
Liste des Figures ... ix
Nomenclature ... xii
Abréviations ... xii
Symboles ... xiv
Remerciements ... xvi
Avant-propos ... xvii
Chapitre I. Introduction générale ... 1
I.1. Contexte ... 1
I.2. Revue de la littérature ... 4
I.2.1. Introduction ... 4
I.2.2. Description du procédé ... 4
I.2.3. Introduction aux matériaux composites ... 17
I.3. Problématique, objectifs et organisation de la thèse ... 23
I.4. Objectifs et organisation de la thèse ... 26
Chapitre II. Polymer Bio-Composites Produced by Rotational Molding: Structure and Properties ... 29
Résumé ... 29
Abstract ... 30
II.1. Introduction ... 31
II.2. Polymer Composites ... 34
II.3. Inorganic Fillers ... 34
II.3.1. Glass Fibers and Spheres ... 35
II.3.2. Wollastonite ... 36
II.3.3. Talc ... 37
II.3.4. Mica ... 37
II.3.5. Graphite ... 38
II.3.6. Calcium Carbonate ... 39
II.3.7. Clay and Montmorillonite ... 39
II.3.8. Conclusion on Inorganic Fillers ... 40
II.4. Organic Fillers ... 44
II.4.1. Flax ... 44
II.4.2. Oil Palm (empty fruit bunch) ... 44
vi
II.4.4. Agave ... 45
II.4.5. Banana and Abaca ... 46
II.4.6. Wood ... 46
II.4.7. Coir ... 48
II.4.8. Conclusion on organic fillers ... 49
II.5. General Conclusion ... 52
Chapitre III. Morphology and mechanical properties of maple reinforced LLDPE produced by rotational molding: Effect of fibre content and surface treatment ... 54
Résumé ... 54
Abstract ... 55
III.1. Introduction ... 56
III.2. Experimental ... 59
III.2.1. Materials ... 59
III.2.2. Wood surface treatment ... 59
III.2.3. Sample production ... 60
III.2.4. Characterizations ... 60
III.3. Results and discussion ... 62
III.3.1. Confirmation of maple surface modification ... 62
III.3.2. Composite morphology ... 68
III.3.3. Mechanical properties of the composites ... 70
III.4. Conclusion ... 75
Acknowledgement ... 76
Chapitre IV. Effect of particle size, fiber content and surface treatment on the mechanical properties of maple reinforced LLDPE produced by rotational molding ... 77
Résumé ... 77
Abstract ... 78
IV.1. Introduction ... 79
IV.2. Experimental ... 81
IV.2.1. Materials ... 81
IV.2.2. Maple treatment with MAPE in solution ... 81
IV.2.3. Rotomolding ... 82
IV.2.4. Characterizations ... 82
IV.3. Results and discussion ... 84
IV.3.1. Confirmation of maple surface modification ... 84
IV.3.2. Composite density ... 88
IV.3.3. Thermal stability of the composites ... 89
IV.3.4. Mechanical properties of the composites ... 91
IV.4. Conclusion ... 97
Acknowledgement ... 98
Chapitre V. Rotational Molding of Self-Hybrid Composites Based on Linear Low Density Polyethylene and Maple Fibers ... 99
Résumé ... 99
vii
V.1. Introduction ... 101
V.2. Experimental ... 103
V.2.1. Materials ... 103
V.2.2. Maple surface treatment with MAPE ... 104
V.2.3. Sample production ... 104
V.2.4. Characterizations ... 106
V.3. Results and discussion ... 107
V.3.1. Confirmation of maple surface modification ... 107
V.3.2. Morphology ... 110
V.3.3. Mechanical properties of the composites ... 115
V.4. Conclusion ... 123
Acknowledgement ... 124
Chapitre VI. Rotational molded maple/hemp fiber-reinforced LLDPE hybrid composites-Morphological and mechanical properties. ... 125
Résumé ... 125
Abstract ... 127
VI.1. Introduction ... 128
VI.2. Experimental ... 131
VI.2.1. Materials ... 131
VI.2.2. Fiber surface treatment ... 131
VI.2.3. Rotomolding ... 131
VI.2.4. Characterizations ... 133
VI.3. Results and discussion ... 134
VI.3.1. Confirmation of fiber surface modification ... 134
VI. 3.2. Composite morphology ... 139
VI.3.3. Mechanical properties of the composites ... 141
VI.4. Conclusion ... 146
Acknowledgement ... 146
Chapitre VII. Conclusions et Recommandations ... 147
VII.1 Conclusions générales ... 147
VII.2. Recommandations ... 149
viii
Liste des Tableaux
Table I-1: Les rapports de vitesse entre l'axe mineur et l'axe majeur en fonction de la
géométrie du moule [3]. ... 10
Table I-2: Comparaison de la résistance au choc et de la résistance à la traction [27]. .... 14
Table I-3: Classification des fibres naturelles [33]. ... 19
Table I-4: Caractéristiques physico-mécaniques du bois d'érable à sucre (d'après Bodig et Jayne, 1982) [38]. ... 22
Table II-1: Literature related to rotomolded composites based on inorganic particles. .... 42
Table II-2: Literature related to rotomolded composites based on organic particles. ... 50
Table III-1: Codes used for the samples. ... 62
Table III-2: Density of the different raw materials used. ... 66
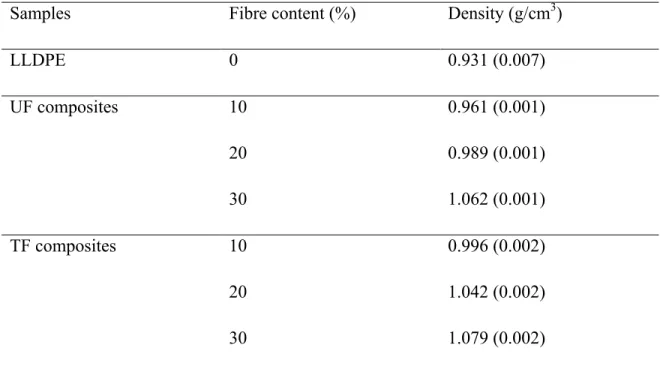
Table III-3: LLDPE density as a function of TF and UF content. ... 70
Table IV-1: Codes and sample compositions. ... 84
Table IV-2: Density of the different fibers used. ... 86
Table IV-3: Comparison between the thermal decomposition temperature (oC) of the materials at different heating rate in nitrogen. ... 91
Table V-1: Composition of the different samples produced with their respective codes. ... 105
Table V-2: The particle size and the aspect ratio of SMF, MMF and LMF respectively. ... 105
Table V-3: Amount of MAPE grafted (average and standard deviation) on the maple fibers after solution modification. ... 110
Table V-4: Density (average and standard deviation) of MAPE and the different fibers used. ... 113
ix
Liste des Figures
Figure I–1: Applications des composites de fibres naturelles dans les produits de
construction [12]. ... 2
Figure I–2: Parties intérieures d'une automobile faites en composites de fibres naturelles [12]. ... 2
Figure I–3: Le marché des matériaux composites en Amérique du Nord entre 2013 et 2019 [18]. ... 3
Figure I–4: Appareil de rotomoulage. ... 5
Figure I–5: Les étapes du procédé de rotomoulage: (a) chargement, (b) mise en rotation bi-axiale et chauffage, (c), refroidissement et (d) démoulage [21]. ... 6
Figure I–6: Diagramme temps-température [22]. ... 7
Figure I–7: La formation et la disparition des bulles [22]. ... 12
Figure I–8: A): Coalescence/fusion de LLDPE en poudre. B): Coalescence/fusion de LLDPE en poudre avec 0,2% de Glycérol Monostréate. C): Coalescence/fusion de LLDPE en poudre avec 0,2% de polyéthylène glycol (PEG 400) [26]. ... 13
Figure I–9: Morphologie de la surface extérieure du produit fini [27]. ... 14
Figure I–10: L'évolution du profil de particule durant la coalescence [28]. ... 15
Figure I–11: Structure du bois [33]. ... 19
Figure I–12: Molécule de la cellulose [33]. ... 20
Figure I–13: Représentation schématique de la lignine [36]. ... 21
Figure I–14: Coupes microscopiques du bois d'érable à sucre: (a) coupe transversale (75x) et (b) coupe tangentielle (75x) (d'après Panshin et Zeeuw, 1980) [38]. ... 22
Figure I–15: Schéma de la réaction d'estérification de la fibre de bois par un agent de couplage comme le polyéthylène greffé d'anhydride maléique (PE-g-MA) [59]. .... 25
Figure I–16: Montage expérimentale de la modification en solution [61]. ... 26
Figure III–1: FTIR for MAPE, UF and TF maple fibers. ... 63
Figure III–2: Thermogravimetry results: (a) TGA and (b) DTG curves. ... 65
Figure III–3: SEM images of: (a) untreated and (b) treated maple fibers. ... 67
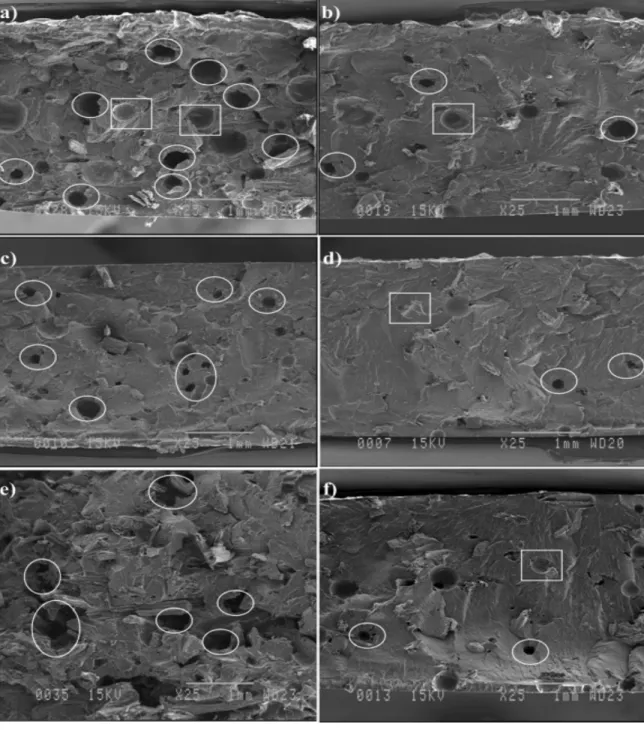
Figure III–4: Typical SEM images of untreated (a: 10%, c: 20% and e: 30%) and treated (b: 10%, d: 20% and f: 30%) maple fibre composites. ... 68
x
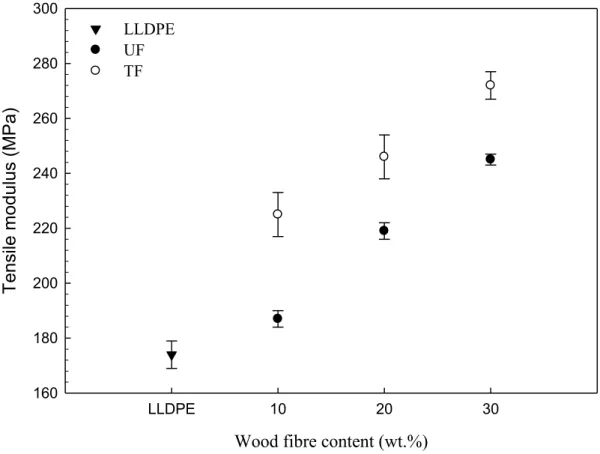
Figure III–5: Tensile modulus as a function of UF and TF content. ... 71
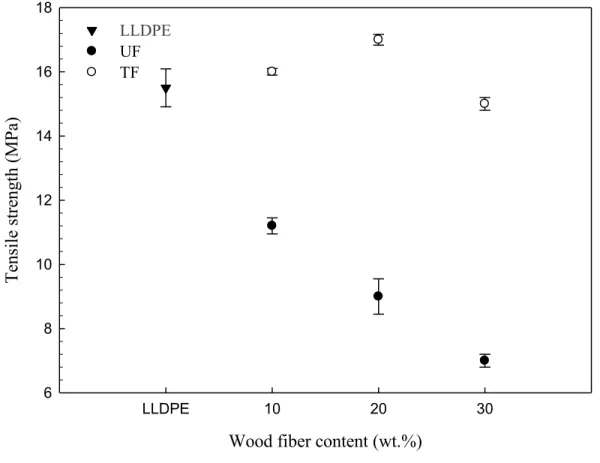
Figure III–6: Tensile strength as a function of UF and TF content. ... 72
Figure III–7: Tensile elongation at break as a function of UF and TF content. ... 73
Figure III–8: Flexural modulus as a function of UF and TF content. ... 74
Figure III–9: Charpy impact strength as a function of UF and TF content. ... 75
Figure IV–1: SEM of: (a) untreated and (b) treated maple fibers. ... 85
Figure IV–2: Typical SEM images of the untreated (a: UCS, c: UCM and e: UCL, g: UCS, i: UCM and k: UCL) maple fiber composites at 20% and 30%, respectively and treated (b: TCS, d: TCM and f: TCL, h: TCS, j: TCM and l: TCL) maple fiber composites at 20% and 30%, respectively. ... 87
Figure IV–3: Composite density as a function of particle size and surface treatment. ... 88
Figure IV–4: Thermogravimetric analysis: (a) TGA and (b) DTG curves of UCL and TCL composites, as well as the neat LLDPE (30 oC /min in nitrogen). ... 90
Figure IV–5: Tensile modulus as a function of particle size and surface treatment. ... 92
Figure IV–6: Tensile strength as a function of particle size and surface treatment. ... 93
Figure IV–7: Tensile elongation at break as a function of particle size and surface treatment. ... 94
Figure IV–8: Flexural modulus as a function of particle size and surface treatment. ... 95
Figure IV–9: Charpy impact strength as a function of particle size and surface. ... 97
Figure V–1: (a) TGA and (b) DTG curves of the neat maple and modified maple by MAPE in solution with different particle size (SMTF, MMTF and LMTF). ... 108
Figure V–2: SEM images of untreated and treated maple wood with different particle size: a) SMF, c) MMF, e) LMF and b) SMTF, d) MMTF and f) LMTF. g) LMF and h) LMTF are the magnification of particle taken from e) LMF and f) LMTF. ... 111
Figure V–3: SEM images a) S20L100U and b) S20L100T of the untreated and treated maple fibers composites respectively. c) S20L75U,e)S20M75U,g) S30L75U,i) S30M75U and d)S20L75T,f)S20M75T,h) S30L75,j) S30M75T are the SEM images of untreated and treated maple fibers self-hybrid composites respectively. Circles are zones where fiber pull-out can be seen. ... 112
Figure V–4: Density as a function of fiber content (different ratio) for untreated and treated maple fibers: a) self-hybrid of SMF and MMF and b) self-hybrid of LMF and SMF. ... 115
xi Figure V–5: Tensile modulus as a function of fiber content (different ratio) for untreated and treated maple fibers: a) self-hybrid of SMF and MMF and b) self-hybrid of LMF
and SMF. ... 116
Figure V–6: Tensile strength as a function of fiber content (different ratio) for untreated and treated maple fibers: a) self-hybrid of SMF and MMF and b) self-hybrid of LMF and SMF. ... 118
Figure V–7: Elongation at break as a function of fiber content (different ratio) for untreated and treated maple fibers: a) hybrid of SMF and MMF and b) self-hybrid of LMF and SMF. ... 119
Figure V–8: Flexural modulus as a function of fiber content (different ratio) for untreated and treated maple fibers: a) self-hybrid of SMF and MMF and b) self-hybrid of LMF and SMF. ... 120
Figure V–9: Impact strength as a function of fiber content (different ratio) for untreated and treated maple fibers: a) self-hybrid of SMF and MMF and b) self-hybrid of LMF and SMF. ... 122
Figure VI–1: FTIR spectra for the treated and untreated fibers, as well as the coupling agent. ... 135
Figure VI–2: (a) TGA and (b) DTG curves of the treated and untreated fibers, as well as the coupling agent. ... 136
Figure VI–3: SEM images of untreated and treated maple and hemp fibers: a) MUF, b) MTF, c) HUF, and d) HTF. ... 138
Figure VI–4: SEM images of the untreated a) H12.5M75U, c) H20M75U, e) H27.5M75U and treated b) H12.5M75T, d) H20M75T, f) H27.5M75T hybrid composites. ... 139
Figure VI–5: Density of the samples produced. ... 140
Figure VI–6: Tensile modulus of the samples produced. ... 141
Figure VI–7: Tensile strength of the samples produced. ... 142
Figure VI–8: Elongation at break of the samples produced. ... 144
xii
Nomenclature
Abréviations
ABS Acrylonitrile butadiène styrène CMC Composite à matrice céramique CMM Composite à matrice métallique CMO Composite à matrice organique
DTG Analyse thermogravimétrique différentielle EP Éthylène-propylène
EPR Éthylène-propylène-diène
FRPC Composites thermoplastiques renforcés par des charges FTIR Infrarouge à transformée de Fourier
GMS Glycérol monostéarate
HDPE Polyéthylène de haute densité HRR Vitesse de dégagement de chaleur LDPE Polyéthylène de basse densité
LLDPE Polyéthylène linéaire de basse densité MAH Anhydride maléique
MAPE Polyéthylène greffé d’anhydride maléique MDPE Polyéthylène de moyenne densité
MFI Indice de fluidité
NFC Composite de fibres naturelles NR Caoutchouc naturel
PE Polyéthylène PEG Polyéthylène glycol PLA Acide polylactique
xiii POP Plastomères de polyoléfine
PP Polypropylène
PVC Polychlorure de vinyle
SEM Microscope électronique à balayage TGA Analyse thermogravimétrique TMA Analyse thermomécanique UV Ultraviolet
VTMS vinyltriméthoxysilane WE Wollastonite
xiv
Symboles
l/d Ratio longueur sur diamètre mMAPE Masse de MAPE greffé (g)
t Temps de contact (s)
TGR Taux de MAPE greffé à la surface des fibres (%)
TL Température de fusion du LLDPE (oC)
TM Température de fusion de composites (oC)
XC Degré de cristallinité
Tension de surface (N/m) η Viscosité (Pa.s)
Δm Variation de masse (g)
xv «Gardez toujours à l’esprit que votre propre décision de réussir est plus importante que du
n’importe quoi d’autre»
xvi
Remerciements
Je tiens tout d’abord à exprimer ma profonde gratitude et mes remerciements les plus sincères aux personnes qui ont cru en moi et qui m’ont permis d’arriver au bout de cette thèse. Je tiens à exprimer mes plus vifs remerciements à Monsieur Denis Rodrigue qui fut pour moi un directeur de thèse attentif et disponible malgré ses nombreuses charges. Sa compétence, sa rigueur scientifique et sa clairvoyance m’ont beaucoup appris. Ils ont été et resteront des moteurs de mon travail de chercheur. J’exprime tous mes remerciements à l’ensemble des membres de mon jury. Je désire également exprimer mon respect et ma reconnaissance à mes ami(e)s et mes collègues du groupe de recherche. Je tiens également à remercier le Département de génie chimique de l’Université Laval pour le soutien matériel et technique, ainsi que tous les techniciens du CRMR et du CERMA, en particulier Monsieur Yann GIROUX, pour leur aide très précieuse sur le plan expérimental. J’aimerais remercier le CEntre de Recherche sur les Matériaux Avancés (CERMA), le Centre de Recherche sur les Matériaux Renouvelables (CRMR) et le Centre de recherche sur les systèmes polymères et composites à haute performance (CREPEC) qui ont mis à ma disposition les appareils et le personnel qui leur sont affiliés pour la bonne marche et la réalisation de ce projet de thèse. Enfin, les mots les plus simples étant les plus forts, j’adresse toute mon affection à ma famille et plus particulièrement à mes parents, ma sœur Soundous et mes frères Hamza et Mohamed. Malgré mon éloignement depuis de (trop) nombreuses années, leur confiance, leur tendresse et leur amour me portent et me guident tous les jours. Merci pour avoir fait de moi ce que je suis aujourd’hui? Je vous aime.
xvii
Avant-propos
Le présent travail a été réalisé sous la direction de M. Denis RODRIGUE, professeur titulaire au Département de génie chimique de l’Université Laval. Ce travail de recherche a été effectué dans plusieurs laboratoires au Québec. Il s'agit du CEntre de Recherche sur les Matériaux Avancés (CERMA) et du Centre de Recherche sur les Matériaux Renouvelables (CRMR), ainsi que le Centre de recherche sur les systèmes polymères et
composites à haute performance (CREPEC). En outre, le financement du projet provient
d'une part du Conseil de Recherches en Sciences Naturelles et en Génie du Canada (CRSNG) et d'autre part du Centre de recherche sur les systèmes polymères et
composites à haute performance (CREPEC). Cette thèse comprend sept chapitres dont un
sous forme de chapitre de livre et quatre sous forme d’articles scientifiques qui ont été acceptés/soumis pour publication dans des revues spécialisées.
Le premier chapitre est une introduction générale. Il présente une description du procédé de rotomoulage et les matériaux composites à base de fibres lignocellulosiques. Le deuxième chapitre, sous la forme d’un chapitre de livre, présente une revue de la littérature sur les composites produits par rotomoulage. Les quatre chapitres suivants présentent les résultats expérimentaux sous la forme d'articles scientifiques, dont trois ont déjà été publiés (chapitres III, IV et V) et un en cours d’acceptation pour publication (chapitre VI).
Mes contributions, en tant qu'auteur principal de ces articles de recherche, incluent la planification et la réalisation des travaux expérimentaux, la collecte, l'analyse et l'interprétation des données, ainsi que la rédaction entière des manuscrits (version initiale). M. Denis RODRIGUE, professeur au Département de génie chimique de l’Université Laval est le coauteur dans les différents articles. Son rôle était de vérifier l’ensemble des résultats, d’aider l’auteur principal à interpréter certains résultats et apporter des corrections nécessaires aux manuscrits avant leur soumission dans les revues scientifiques choisies.
xviii M. Désiré Yomeni Chimeni, doctorant au Département de génie chimique de l’Université Laval, est un des coauteurs du premier article. Son rôle était d’aider à analyser et à interpréter les données collectées et à la rédaction du manuscrit.
Le chapitre II présente un aperçu général sur le procédé de rotomoulage et une revue de littérature sur les composites produits par rotomoulage afin d’identifier quelques défis importants à relever dans le futur. La référence est:
Fatima Ezzahra Hanana, Denis Rodrigue, Rotational Molding of maple/hemp fiber reinforced LLDPE hybrid composites: Morphological and mechanical properties. Current Applied Polymer Science, soumis, 2017.
De plus, les résultats issus de ce travail de recherche ont également fait l’objet de communications dont une affiche technique lors d'un colloque scientifique, un article de conférence et un article de diffusion:
Fatima Ezzahra Hanana, Denis Rodrigue. Effet du traitement de surface et de la concentration des fibres sur les propriétés morphologiques et mécaniques des composites à base de LLDPE et de fibre d’érable produit par rotomoulage. Colloque étudiant du CERPEC, 7 décembre 2016, Montréal (QC), Canada
Fatima Ezzahra Hanana, Denis Rodrigue. Production and Characterization of Rotomolded Hybrid Polymer Composites based on Natural Fibers, Proceedings of the Polymer Processing Society Asia/Australia Conference, October 11-14, Chengdu (CN), paper S04-109, 5 pages (2016).
Fatima Ezzahra Hanana, Denis Rodrigue, Rotational Molding of Polymer Composites Reinforced with Natural Fibres, Plastics Engineering, 71(7), 28-31 (2015).
1
Chapitre I. Introduction générale
I.1. Contexte
Le rotomoulage est un procédé de transformation des matières plastiques peu connu et peu utilisé. Néanmoins, il possède de nombreux avantages car il permet de produire des pièces creuses et de formes complexes avec de très grandes ou de très petites dimensions, en plus de pouvoir fabriquer des pièces multicouches sans ligne de soudure. Le procédé est à faible pression et à faible vitesse de cisaillement ce qui explique le faible coût des moules utilisés. Les pièces obtenues par rotomoulage sont donc sans contrainte résiduelle. Les inconvénients majeurs du rotomoulage sont les longs temps de cycle et la mauvaise maitrise du procédé [1-6]. C’est en 1935 qu’a été déposé le premier brevet décrivant un appareil qui ressemble aux équipements actuels de rotomoulage. En 1941, l’introduction des plastisols (PVC) a permis les premiers développements de la technique [5,7]. Durant les années 1950 et 1960, le procédé a connu un succès technique et commercial retentissant avec l’utilisation des différents grades de polyéthylène (LLDPE, MDPE, HDPE, etc.) sous forme de poudre. Au cours des dernières années, un certain nombre d’études sur les thermoplastiques et les thermodurcissables ont été réalisées. En particulier, notons le cas du polypropylène, du nylon et de l’ABS [4-5]. Le polyéthylène est l’un des polymères les plus simples et les moins dispendieux, représentant 90% des pièces rotomoulées [3,5]. Mais l’inconvénient est qu’il possède bien souvent des propriétés mécaniques médiocres (faible rigidité et résistance par rapport à d’autres résines thermoplastiques) [3,8]. C’est la raison pour laquelle les matériaux composites sont étudiés par rotomoulage afin d’améliorer les propriétés mécaniques des pièces. L’utilisation des matériaux composites par l’homme remonte à fort longtemps. Ces derniers sont constitués d’au moins deux composantes de propriétés différentes mais complémentaires. Leur combinaison permet d’obtenir un nouveau produit avec de meilleures propriétés (mécaniques) que celles des composants utilisés individuellement à l’échelle macroscopique. Un matériau composite est constitué d’un renfort (fibres) qui
2 assure la rigidité et la résistance macroscopique, avec une matrice qui permet de lier le renfort, permettant ainsi une protection face aux agents externes (chimiques, thermiques, etc.). Les matériaux composites (polymères) ont des avantages par rapport aux matériaux classiques: résistance mécanique, rigidité, légèreté, résistance à la corrosion, etc. [9-10]. Le développement des matériaux composites joue un rôle important dans plusieurs secteurs industriels tels que la construction (clôtures, terrasses, etc., Figure I.1) [11,12] et le transport (panneaux de portes, panneaux de sécurité dans les véhicules, etc., Figure I.2) [12-16].
Figure I–1: Applications des composites de fibres naturelles dans les produits de construction [12].
Figure I–2: Parties intérieures d'une automobile faites en composites de fibres naturelles [12].
3 Malgré cette versatilité restreinte, en Amérique du Nord, les entreprises de rotomoulage ont connu une croissance annuelle moyenne des ventes allant jusqu’à 7,2% entre 2009 et 2015 [17]. Le coût total des matériaux composites en Amérique du Nord était d’environ 7,4 milliards de dollars en 2013 et on prévoit son augmentation à 11,3 milliards de dollars pour 2019 [18]. La Figure I.3 présente quelques statistiques sur les marchés.
Figure I–3: Le marché des matériaux composites en Amérique du Nord entre 2013 et 2019 [18].
Les matériaux composites sont classés selon la nature de leur matrice. Il existe des composites à matrice polymère (thermoplastique ou thermodurcissable), à matrice organique (CMO), à matrice céramique (CMC) et à matrice métallique (CMM) [19]. Parmi les renforts les plus couramment utilisés, on peut citer les fibres synthétiques (verre et aramides). Néanmoins, les renforts synthétiques ont un effet nuisible sur l’environnement dans la mesure où ils ne sont pas biodégradables ni renouvelables, ce qui explique qu’ils soient remplacés par des fibres naturelles. On a observé ces dix dernières années la tendance des chercheurs à utiliser les procédés renouvelables. En effet, l’industrie actuelle s’oriente particulièrement vers l’introduction des fibres naturelles dans la confection des matériaux plastiques et ce dans le but de diminuer les frais liés à l’utilisation des matières premières d’un côté et de préserver l’environnement de l’autre [12,20].
4 Par ailleurs, on observe que les composites à base de fibres naturelles sont très souvent assujettis à la concurrence du marché mondial. Pour ce faire, les industries sont dans l’obligation de rechercher des matériaux innovants, mais aussi moins coûteux et plus performants. En conséquence, cette thèse concerne la production de composites par rotomoulage et la détermination des conditions optimales permettant d’obtenir des composites performants.
I.2. Revue de la littérature
I.2.1. IntroductionCette revue de littérature commence par la description du procédé de rotomoulage. Ensuite une deuxième partie sera consacrée à une présentation générale et spécifique des fibres naturelles, la matrice LLDPE et les méthodes utilisées pour améliorer les propriétés des composites. Enfin, une troisième partie présentera une revue de la littérature qui portera principalement sur les recherches les plus importantes sur la technique de rotomoulage et le domaine des composites.
I.2.2. Description du procédé
I.2.2.1. Étapes du processus
Le procédé de rotomoulage (Figure I.4) est caractérisé par quatre étapes fondamentales tel que montré à la Figure I.5 [3,5].
5 Figure I–4: Appareil de rotomoulage.
1) Le chargement de moule: on introduit une quantité déterminée de matière dans le moule.
2) Le chauffage: le moule chargé est introduit en rotation biaxiale dans le four avec une température supérieure à la température de fusion du polymère.
3) Le refroidissement: le moule se refroidit soit par l’utilisation de l’eau, de l’air ou la combinaison des deux jusqu’à la solidification du polymère.
4) Le démoulage: Après le refroidissement, on ouvre le moule pour retirer la pièce et le prochain cycle commence.
6
Figure I–5: Les étapes du procédé de rotomoulage: (a) chargement, (b) mise en rotation bi-axiale et chauffage, (c), refroidissement et (d) démoulage [21].
La température au four est assez différente de celle à l’intérieur du moule. La température du moule dépend de plusieurs facteurs [5]:
La nature du polymère
La matière composant le moule et son épaisseur de parois
La Figure I.6 présente des profils typiques pour la température en fonction du temps [22].
a)
b)
7 Figure I–6: Diagramme temps-température [22].
Initialement: au début, le moule est chauffé et le polymère ne colle pas sur les parois du moule. Donc, la température de l’air interne n’a pas atteint le point de fusion du polymère.
Point A: les grains en contact avec la paroi débutent leur fusion. L’absorption de l’énergie (endothermique) provoque un ralentissement de la montée en température de l’air interne.
Point B: toute la poudre est fondue. La température de l’air interne augmente jusqu’au Point C. Durant cette étape, la densification commence. Les grains coalescent, les bulles d’air disparaissent progressivement et la densité de la pièce augmente.
Phase entre C et G: le moule est transféré à la zone de refroidissement. La température de l’air interne diminue lentement sous l’effet exothermique de la cristallisation. Au point E la cristallisation est achevée et au point F la pièce est prête à être démouler [5,22].
I.2.2.2. Principaux avantages et inconvénients du rotomoulage Les avantages les plus importants du rotomoulage sont [5]:
8 Ø Le produit final est sans contrainte résiduelle.
Ø Le rotomoulage de composites, de mousses et de multicouches est possible. Ø Le moule est moins cher par rapport aux autres procédés (injection) parce que
le rotomoulage nécessite de basses pressions.
Ø Le rotomoulage des articles complexes est possible en l’absence des lignes de soudure.
Ø L’épaisseur du produit est uniforme et changeable sans modification du moule.
Malgré tous ces avantages, le rotomoulage, comme tous les procédés, possède aussi des inconvénients. Le long temps du cycle en est le principal inconvénient. Plusieurs recherches ont été effectuées pour surmonter ce problème. Overall et al. [23] ont réduit le temps du cycle de refroidissement jusqu’à 14% en appliquant de l’air comprimé à 0,2 MPa (2 bars) pour un refroidissement interne. Dans une autre étude, les auteurs ont appliqué un jet d’eau pour un refroidissement interne pendant 40 secondes [23]. Par la suite, le refroidissement externe par l’eau a été appliqué pour le reste du cycle. Ils ont réussi à réduire le temps de refroidissement de 30% par rapport au refroidissement classique d’air extérieur. Cette technique rencontre un autre problème au cours du processus. Il s’agit de la formation des bulles. Ces dernières disparaitraient avec l’augmentation soit du temps de cycle, soit de la température du four, mais aussi de l’utilisation des matériaux avec un indice d’écoulement à l’état fondu très élevé [3,24]. I.2.2.3. Paramètres influençant la qualité du produit final
On peut répartir les paramètres qui influencent les caractéristiques du produit final durant le processus de rotomoulage en deux catégories: les paramètres du procédé et les paramètres du matériau [5].
I.2.2.3.1. Paramètres du procédé
9 Ø La nature du moule: les pièces qui composent le moule dépendent de sa conductivité et de son épaisseur. Lorsque l’épaisseur du moule est faible et la conductivité du matériau est suffisante, le transfert de chaleur vers le polymère se réalise facilement (épaisseur, matériaux, géométrie, etc.).
Ø La température du four et le temps de chauffage: l’insuffisance de l’un des deux paramètres affecte la densification et la qualité de la pièce finale (apparition de bulles). Si la température ou bien le temps de chauffage est très élevé, la dégradation du polymère s’opère. Pour avoir une pièce de bonne qualité, il faut maitriser l’ensemble des paramètres.
Ø La vitesse de refroidissement: le refroidissement se fait soit par l’utilisation de l’eau pulvérisée ou par l’air pulsé ou bien par les deux à la fois. La vitesse de refroidissement joue un rôle principal dans la fabrication d’une pièce avec des caractéristiques mécaniques importantes.
Ø Les vitesses de rotation des axes majeur/mineur et leur rapport: ils ont un effet sur la dispersion des particules dans le moule et plus précisément sur l’uniformité de l’épaisseur de la pièce finale.
Les rapports de vitesse entre l’axe mineur et l’axe majeur en fonction de la géométrie du moule sont résumés dans le Tableau I.1 [3].
10 Table I-1: Les rapports de vitesse entre l'axe mineur et l'axe majeur en fonction de la géométrie du moule [3].
Rapport des vitesses Forme
8:1 Tubes droits (montés horizontalement)
4:1 Cube, balle
2:1 Anneau, pneu
1:4 Tuyaux
I.2.2.3.2. Paramètres de la matière rotomoulable
Afin d’avoir des pièces finales de bonne qualité, plusieurs paramètres doivent être maîtrisés [5]:
Ø La nature de la matière doit être sous forme de poudre (PE) ou bien liquide (PVC).
La plupart des matériaux utilisés en rotomoulage sont sous forme de poudre. Parmi les paramètres utilisés pour définir les qualités d’une poudre, on citera [5]:
ü La taille et la forme des particules: dans les industries de rotomoulage, la granulométrie utilisée est de 500 µm. (de 200 mesh à 35 mesh) et la forme désirée est le «squared egg». En revanche, les particules en forme d’aiguille sont indésirables en raison de la porosité qu’elles provoquent dans le produit fini.
ü Écoulement à sec (dry flow): Lors du rotomoulage, ce flux détermine la manière avec laquelle se fait la distribution des particules dans le moule et l’écoulement du polymère fondu dans les formes complexes.
ü Densité apparente: La bonne qualité de la poudre est déterminée par la densité apparente élevée et les particules sans queue (filament).
11 L’écoulement à sec et la densité apparente dépendent principalement de la forme, de la taille des particules et de la distribution granulométrique de la poudre [5].
De plus, on cherche des propriétés plus spécifiques comme:
Ø Une viscosité (indice de fluidité) optimale (MFI d’environ 5 g/10 min) Ø Avoir une bonne stabilité thermique
Ø Avoir un pic de fusion étroit pour éviter les amas I.2.2.4. Propriétés du produits fini
La qualité du produit fini dépend de plusieurs paramètres comme la température du four, le temps de chauffage et de refroidissement et les vitesses de rotation.
I.2.2.4.1. La dégradation
La dégradation du polymère a lieu quand la température du four est très élevée ou bien lorsque le temps de chauffage est trop long. Ceci affecte la qualité du produit fini qui devient fragile (changement de couleur aussi). D’un autre côté, si la température du four est basse ou le temps de chauffage est trop court, la coalescence et la consolidation de la résine seront incomplètes. Ceci donne un produit fini de basse qualité (manque de rigidité) [3].
Sarrabi et al. [25] ont réalisé une étude sur la dégradation du polypropylène pendant le rotomoulage. À partir du moment où le polypropylène se caractérise par un plafond de dégradation thermique bas nécessitant l’addition de stabilisants, ils ont utilisé le phénol encombré et le phosphite organique. Une optimisation a été réalisée au niveau du cycle du procédé (le temps de cycle a été de 38 minutes pour 25 minutes de chauffe avec une température de four de 300oC comparé à 100 minutes obtenue par Liu et al. [1]). On peut
en déduire que si le temps de chauffage et la température du four sont bien maîtrisés, on obtient un produit fini de bonne qualité.
12 I.2.2.4.2. Bulles et porosité
Dans la phase de chauffage, les grains de poudre se collent aux parois du moule et entre eux pour former une grande quantité d’interface. Des bulles d’air se forment (air trappé) entre les grains (étape 1). Les bulles de gaz emprisonnées entre les particules de poudre se transforment en sphères (étape 2). Les bulles ne peuvent pas s’échapper à cause de l’importante viscosité et leur taille diminue peu à peu sous l’effet de la diffusion du gaz dans le polymère fondu (étapes 3 et 4). Les bulles disparaissent sous l’effet de la chaleur et dans le cas d’une viscosité faible. La Figure I.7 montre la formation et la disparition des bulles [22].
Figure I–7: La formation et la disparition des bulles [22].
Kulikovet et al. [26] ont étudié l’effet d’additifs comme le glycérol monostéarate (GMS) et le polyéthylène glycol (PEG) sur la coalescence/fusion du LLDPE en poudre. Ils ont observé que pour un taux de 0,2% de GMS, le nombre de bulles a été réduit après 9 minutes de chauffage du LLDPE (Figure I.8B). Les auteurs ont aussi remarqué que l’utilisation de 0,2% de PEG (400) réduit le temps de coalescence à 30% ainsi que le nombre de bulles (Figure I.8C) [26].
13 Figure I–8: A): Coalescence/fusion de LLDPE en poudre. B): Coalescence/fusion de LLDPE en poudre avec 0,2% de Glycérol Monostréate. C): Coalescence/fusion de LLDPE en poudre avec 0,2% de polyéthylène glycol (PEG 400) [26].
I.2.2.4.3. Influence de la structure moléculaire
Wang et Kontopoulou ont étudié l’effet de la structure moléculaire sur deux copolymères d’éthylène α-oléfine de ultra basse densité avec des propriétés élastomères (plastomère de polyoléfine) [27]. Les plastomères des polyoléfines POP1 et POP2 ont été utilisés et une différence au niveau du taux de comonomère butène, mais les masses moléculaires sont identiques. Les résultats montrent que POP2 contient plus de comonomère que POP1, car si le taux de comonomère est élevé, la température de fusion (Tf = 54oC) et le degré de
cristallinité (XC = 15%) décroissent. Par conséquent, les vitesses de coalescence et de
densification deviennent lentes ce qui conduit à la production de pièces contenant plus de bulles et nécessitant un temps de cycle plus long. Les auteurs ont étudié aussi l’effet du type des particules (poudre et micro-granules) sur la qualité des pièces. Les résultats
14 montrent la possibilité de produire des copolymères d’éthylène α-oléfine ultra basse densité par rotomoulage. En outre, l’utilisation du POP en poudre au lieu des micro-granules améliore l’aspect de la surface des pièces (moins de bulle) (Figure I.9), réduit le temps de cycle et présente de meilleures propriétés mécaniques (augmentation de la résistance au choc) (voir au Tableau I.2) [27].
Figure I–9: Morphologie de la surface extérieure du produit fini [27].
15 I.2.2.5. Coalescence et densification des poudres polymères
I.2.2.5.1. Coalescence-fusion des poudres polymères
Pendant l’étape de chauffage, les grains de polymères se collent aux parois et entre eux pour fondre ensuite. Des ponts et des interfaces se forment entre les particules voisines jusqu’à ce que l’ensemble de la masse devienne un réseau tridimensionnel poreux. La Figure I.10 montre l’évolution du profil des particules durant la coalescence. De nombreuses recherches ont été menées dans ce domaine sur les matériaux métalliques et les céramiques, mais sur les polymères et précisément sur le procédé de rotomoulage, les études et la littérature restent très limitées [28].
Figure I–10: L'évolution du profil de particule durant la coalescence [28].
La coalescence commence à la température de diffusion du polymère et elle se déroule en quatre étapes [28]:
À la première étape, les particules sont en contact entre elles, la température est inférieure à la température de fusion du polymère. À la deuxième étape, la coalescence commence lorsque la température de fusion des grains est atteinte. Les grains se fusionnent et forment des interfaces entre eux. Cette interface se développe dans la troisième étape. Dans le dernier stade, la particule prend la forme finale. La forme des particules évolue sous l’effet de la viscosité [28,29].
Les premiers travaux abordant la coalescence de grains sont proposés par Frenkel en 1945 et corrigés par Eshelby en 1949 [30]. Frenkel propose que le rapport x/r soit proportionnel à la racine carré du temps selon [30]:
16 (I-1)
γ représente la tension de surface, t le temps de contact et η la viscosité. Eshelby a corrigé le modèle proposé par Frenkel [31] selon:
(I-2)
Bellehumeur et Pokluda [32] ont aussi présenté un modèle dérivant du modèle de Frenkel:
(I-3) Pour résoudre cette équation et trouver des solutions pour θ, ils ont utilisé une méthode d’intégration numérique Runge-Kutta-Fehlberg [32]:
(I-4)
(I-5)
(I-6)
L’avantage de ce modèle est que la théorie est simple pour la généraliser afin de l’introduire dans des formulations plus générales de procédés industriels tels que le rotomoulage [32]. x r = 3 2 γt ηr ⎛ ⎝ ⎜ ⎞ ⎠ ⎟ 1 2 x r = γt ηr ⎛ ⎝ ⎜ ⎞ ⎠ ⎟ 1 2 r = r0( 4 (1+ cosθ )2 (2 − cosθ )) 1 3 x r = sinθ x r0 = sinθ( 4 (1+ cosθ )2(2 − cosθ )) 1 3 x rf = sinθ( 2 (1+ cosθ )2(2 − cosθ )) 1 3
17 I.2.2.5.2. Densification des poudres polymères
Après l’étape de coalescence, on passe à la densification lorsque la structure des poudres devient tridimensionnelle. Ainsi les espaces vides entre les particules se transforment en bulles. Par la suite, ces dernières disparaissent ou alors restent prisonnières dans le polymère [28].
I.2.3. Introduction aux matériaux composites
Les matériaux composites sont un assemblage d’au moins deux matériaux non-miscibles, mais leur combinaison permet d’avoir un nouveau matériau possédant des propriétés (mécaniques) meilleures que les éléments seuls. Le matériau qui compose la phase continue à l’intérieur du composite est appelé la matrice. Son rôle est d’assurer la cohésion du composite, tandis que le matériau en phase discontinue (dispersée) d’une façon quelconque est appelé le renfort. Il est constitué d’une fibre pouvant être du verre, du carbone ou bien de la fibre naturelle. Les matériaux composites disposent d’atouts importants par rapport aux matériaux seuls. Les renforts contribuent à améliorer la résistance mécanique et la rigidité des matériaux composites. Le développement des matériaux composites joue un rôle important dans tous les secteurs industriels tels que l’automobile (porte-verre, toit, etc.) et la construction (salle de bain, réservoir, etc.) [29]. I.2.3.1. La matrice
Les matrices des matériaux composites sont souvent des polymères, des thermoplastiques (polyéthylène, polypropylène, etc.) ou des thermodurcissables (les époxydes, les polyesters, etc.) [19]. Nous utiliserons dans notre projet les thermoplastiques (LLDPE). I.2.3.1.1. Le polyéthylène linéaire de basse densité (LLDPE)
Le polyéthylène (LLDPE, HDPE, MDPE, LDPE, etc.) représente 90% de tous les polymères utilisés en rotomoulage en raison de sa résistance à la haute température durant le processus et son faible coût. Mais ses propriétés mécaniques sont peu intéressantes. Au cours de ces dernières années, différentes études sur les thermoplastiques et les thermodurcissables ont été faites, mais plusieurs obstacles ont été
18 rencontrés. Par exemple, le polypropylène possède une faible stabilité à haute température et sa recristallisation lente affecte la phase de refroidissement.
La matrice choisie pour ce travail est le polyéthylène linéaire à basse densité (LLDPE #8555) qui provient de chez Exxon Mobil Chemical Canada. Elle a une densité de 935 kg/m3 et un indice de viscosité 6.8 dg/min avec une température de fusion de l’ordre de 126 °C. [5]. Ce choix nous semble logique dans la mesure où le LLDPE possède un bas point de fusion et combine une bonne rigidité, une stabilité thermique et une très bonne résistance à l’impact [5].
I.2.3.2. Les fibres naturelles
Les fibres naturelles pourront constituer une alternative intéressante aux fibres de verre en raison de leur plus grande facilité de recyclage [33]. Les fibres naturelles sont classées en trois catégories en fonction de leurs origines: les fibres d’origine végétale (la laine et la soie) généralement utilisées dans les industries du textile, celles d’origine animale (laine, poil) et celles d’origine minérale (amiante, wollastonite) (voir Tableau I.3). Elles représentent un intérêt important comme renforts dans les composites, grâce à leurs faibles densités, leurs propriétés mécaniques élevées et leurs faibles coûts de production [33].
19 Table I-3:Classification des fibres naturelles [33].
I.2.3.2.1. La structure de bois
Les cellules végétales sont composées principalement de cellulose (environ 50% de la masse anhydre), puis viennent en seconde position l’hémicellulose et la lignine. Elles sont constituées aussi d’autres extraits dont la composition varie d’une espèce à une autre (voir Figure I.11) [33].
20 La cellulose (Figure I.12) est un polymère naturel constitué de longues chaînes offrant des possibilités de liaisons hydrogènes. Elle contient une structure en grande partie cristalline caractérisée par un module d’élasticité très élevé (près de 136 GPa) en comparaison avec les 75 GPa de la fibre de verre [33].
Figure I–12: Molécule de la cellulose [33].
L’hémicellulose joue le rôle de compatibilisant. Elle possède des groupes polysaccharrides composés d’une combinaison de 5 à 6 carbones [34,35].
La lignine (Figure I.13) est une macromolécule constituée de polymères aromatiques. Elle assure la rigidité structurale des parois cellulaires et protège la plante contre l’attaque des organismes pathogènes. La lignine est amorphe et hydrophobe [36,37].
21 Figure I–13: Représentation schématique de la lignine [36].
I.2.3.2.2. L’érable
La fibre naturelle sélectionnée dans notre travail est la fibre d’érable (Acer saccharum Marsh) sous forme de poudre fournie par PWI Industries (Canada). Les fibres ont été tamisées et celles dont le diamètre était inférieur à 500 µm ont été conservées pour être séchées à 85°C pendant 24 h afin de minimiser la teneur en humidité des fibres à l’aide d’un four. Cette matière est une essence commerciale importante caractérisée par sa dureté et sa couleur pâle. Le bois d’érable est de croissance lente à moyenne. Il se trouve principalement dans les forêts feuillues des Maritimes et du sud de l’Ontario et du Québec. Les arbres sont de dimensions moyennes à grandes, atteignant 35 m de hauteur, 90 cm de diamètre, mais parfois plus grand. Le bois d’érable à sucre est lourd, dur, brun jaunâtre pâle, souvent ondulé, avec des pores diffus et des rayons faciles à voir (Figure I.14a et b) [38].
22 Figure I–14: Coupes microscopiques du bois d'érable à sucre: (a) coupe transversale (75x) et (b) coupe tangentielle (75x) (d'après Panshin et Zeeuw, 1980) [38].
Table I-4:Caractéristiques physico-mécaniques du bois d'érable à sucre (d'après Bodig et Jayne, 1982) [38]. Espèce Masse Volumique (kg/m3) Module d’élasticité (GPa) Module de rupture (MPa) Érable 570 EL ER ET 64,9 13,8 1,3 6,8 (a) (b)
23 I.2.3.2.3. Le chanvre
La fibre de chanvre est une fibre naturelle extraite de la tige d’une plante de Cannabis sativa [11]. La fibre peut absorber jusqu’à 30% d’humidité et retient 95% des rayons UV. Cultivé principalement dans les pays à climat tempéré, on en trouve dans l’est de l’Europe, en France et en Espagne [39-40]. Le chanvre industriel a été légalisé au Canada en 1998 et plus de 100 exploitants se sont lancés dans cette production, ce qui a donné un regain d'intérêt à la recherche dans ce domaine [41]. Dans notre projet, la fibre de chanvre sous forme de poudre ont été fournies par le Hemp Trade Alliance (Québec, Canada). Elle a été tamisé et seulement les diamètres entre 125-250 µm ont été conservés, puis séchés à 85°C pendant 24 h afin de minimiser la teneur en humidité des fibres à l’aide d’un four.
I.3. Problématique, objectifs et organisation de la
thèse
L’industrie des composites a connu récemment une grande croissance due en particulier à la diversité de ses applications. En outre, les procédés de mise en forme des matériaux composites sont nombreux, dont le rotomoulage. Son utilisation pour produire des matériaux composites est limitée en comparaison avec les autres procédés (injection, extrusion, etc.). Il existe plusieurs raisons expliquant la sous-utilisation du rotomoulage. La première raison est la ségrégation des particules lors de la rotation dans le moule. La deuxième raison est l’absence de la pression nécessaire au mouillage affectant la qualité du produit fini (porosité) dans la mesure où le polymère ne mouille pas bien les particules de bois. La troisième raison est le fait que le cycle de rotomoulage soit lent et dure presqu’une heure, ainsi que la rareté des études et des recherches approfondies sur les matériaux composites rotomoulés [29]. Les chercheurs et les industriels s’intéressent plus aux fibres naturelles qu’aux fibres synthétiques (verre, carbone, etc.) comme renforts dans les plastiques. Les fibres naturelles sont biodégradables et abondantes, ainsi que de faible coût, peu d'effet néfaste sur la santé, pas d'émission de dioxyde de carbone et
24 bonne isolation thermique. Elles ont aussi une faible densité ce qui leur donne de bonnes propriétés mécaniques spécifiques; i.e. par unité de masse [42-46].
Les propriétés mécaniques des composites dépendent de l’interaction ou de la qualité de l’interface matrice-fibre [47,48]. Par conséquent, plusieurs problèmes rencontrés lors de l’utilisation des fibres d’origine naturelle comme renforts dans les composites plastiques, tel que la mouillabilité insuffisante des fibres par la matrice, mènent à une mauvaise adhésion interfaciale. De plus, la qualité de l’adhésion et la dispersion des fibres dans la matrice sont des facteurs importants [49,50]. Afin de pallier à ce problème, une modification de surface des fibres naturelles est nécessaire pour optimiser et améliorer les propriétés des composites. Dans ce projet, on utilisera une approche en solution pour ce traitement.
I.2.2.7.1. Modification de surface
Dans la littérature, différentes techniques physiques et chimiques ou consiste à ajouter un agent couplant ont été proposées pour améliorer la qualité de l’interface fibre-matrice [51,52].
I.2.2.7.1.1. Les méthodes physiques
Les traitements physiques modifient la structure et les propriétés de surfaces des fibres, en conséquent, influencent les liaisons mécaniques avec la matrice [53,54]. La surface des fibres naturelles peut être modifiée soit par traitement thermique (corona, plasma froid), soit par traitement mécanique (étirement et calandrage) [55].
I.2.2.7.1.2. Les méthodes chimiques
La modification de la surface des fibres naturelles par des méthodes chimiques assure la formation de ponts chimiques entre les fibres naturelles et les matrices pastiques [56]. Les techniques les plus connues sont: la mercerisation, l’acétylation, la silanisation et les agents de couplage. L’utilisation d’agents de couplage est brièvement décrite ici.
25 I.2.2.7.1.3. Agent de couplage
Les agents couplant sont généralement des copolymères polypropylène ou polyéthylène greffés anhydride maléique, notés respectivement PP-g-MA (ou MAPP) et PE-g-MA (ou MAPE); des polymères oxydés [57]. Parmi les agents de couplage les plus utilisés pour les composites renforcés fibres de bois, on note: l’anhydride maléique, l’anhydride acétique, l’anhydride succinique et l’anhydride phtalique. L’anhydride maléique est largement exploité pour renforcer l’interface des composites de fibres naturelles. Une partie d’anhydride maléique réagit avec les groupes hydroxyles à la surface des fibres avec la formation de liaisons covalentes pendant que sa partie polymère s’intègre dans la matrice par un mécanisme d’enchevêtrement [58,59] [Figure I.15].
Figure I–15: Schéma de la réaction d'estérification de la fibre de bois par un agent de couplage comme le polyéthylène greffé d'anhydride maléique (PE-g-MA) [59].
I.2.2.7.3.2. Modification en solution
La modification de la surface des fibres a été effectuée comme rapporté par Verdaguer et Rodrigue [60]. Cette technique consiste à greffer chimiquement dans un solvant
O Wood fiber MAPE
O C CH2 OH C CH2 I + O O C CH OH C CH O O O II O C CH2 OH...OH C CH O Maleated structure
26 approprié (xylène) un agent de couplage (MAPE polyéthylène haute densité greffé d’anhydride maléique) à la surface des fibres à 80-90oC sous agitation pendant 30 min
jusqu’à dissolution complète de l’agent de couplage. Mais dans notre cas, on réutilise la solution de traitement en solution avec du MAPE afin de limiter les coûts de production. Enfin, les fibres modifiées en solution sont filtrées et séchées dans une étuve à 60°C pendant 48 h (Figue I.16).
Figure I–16: Montage expérimentale de la modification en solution [61].
I.4. Objectifs et organisation de la thèse
L’objectif principal de cette thèse est la production des composites simples, auto-hybrides (l’assemblage d’au moins deux composants non miscible avec l’utilisation du même type de renfort avec differentes tailles de particules) et hybrides (l’assemblage d’au moins deux composants non miscible avec l’utilisation de different type de renfort) à base de polyéthylène linéaire de basse densité LLDPE et de fibres naturelles par rotomoulage. Nous procéderons par un simple mélange à sec à l’aide d’un mélangeur haute vitesse sans passer par une étape intermédiaire d’extrusion (mélange à l’état fondu). Ceci dans le but
27 de faire l’économie du temps et de l’argent. En outre, comprendre et expliquer les mécanismes de la modification de la surface de poudre de bois en solution avec l’Epolene C-26, qui est un copolymère de polyéthylène greffé avec l’anhydride maléique (MAPE), puis d’étudier l’effet de cette modification sur les comportements morphologiques et mécaniques des composites respectifs. Quatre objectifs secondaires sont également visés:
ü Évaluer l’impact de la modification des fibres naturelles par le MAPE en solution sur les propriétés mécaniques des composites produits par rotomoulage.
ü Étudier l’effet des différentes tailles de particule (125-250 µm, 250-355 µm et 355-500 µm) sur les propriétés mécaniques et morphologiques des composites. ü Évaluer l’impact de l’augmentation de la concentration en poudre de bois (10%,
20% et 30%) pour les composites simples, auto-hybrides et hybrides.
ü Évaluer l’impact de la combinaison de deux différents types de fibres (érable et chanvre) sur les propriétés mécaniques et morphologiques des composites.
Cette thèse est organisée comme suit: une première partie sera consacrée à une introduction générale et une revue de la littérature sur les recherches les plus importantes sur le procédé de rotomoulage et dans le domaine des composites. Ensuite, quatre chapitres présentés sous forme d'articles de journaux et détaillant les résultats obtenus sont présentés. Enfin, une conclusion générale ainsi que des propositions pour des futurs travaux sont données.
Le chapitre I est une introduction générale. Dans cette partie, on a présenté un aperçu général sur le procédé de rotomoulage et une description des matériaux composites à base de fibre naturelle afin d’identifier quelques défis importants à relever dans le futur. Les fibres (érable et chanvre) et le polymère LLDPE utilisés dans ce travail sont aussi brièvement décrits, ainsi que la problématique de la modification des fibres naturelles. Le second chapitre contient une revue de littérature sur les composites produits par rotomoulage. Le chapitre III sera consacré à la compréhension de la modification des fibres d’érables par le MAPE en solution et l’influence de cette modification et de la teneur de la fibre sur les propriétés morphologique et mécanique des composites. Nous
28 nous intéresserons dans le chapitre IV à étudier les effets de la taille de particule et la modification en solution, ainsi que la quantité de la fibre. L’accent sera mis dans les chapitres V et VI sur l’effet de la modification, la teneur et la taille de particule sur la morphologie et les propriétés mécaniques des composites auto-hybrides et hybrides. Enfin, le chapitre VII présente la conclusion générale et les recommandations pour des travaux futurs.
29
Chapitre II. Polymer Bio-Composites Produced
by Rotational Molding: Structure and Properties
Rares sont les études qui ont été faites sur la production des composites par rotomoulage. L’addition de charges à la poudre de polymère peut conduire à une ségrégation des particules (différences dans la géométrie, taille, densité, etc.). Comme le procédé de rotomoulage est sans pression et à faible cisaillement, ceci rend l’opération plus complexe [62].Résumé
Le rotomoulage est toujours en croissance dans le secteur de l’industrie des polymères. Afin de développer de nouveaux produits et améliorer les propriétés des pièces moulées, l’addition de particules rigides est une possibilité. Malheureusement, les recherches sur la production de composites par rotomoulage sont très limitées. Dans ce chapitre, une revue de littérature est présentée sur l’addition de charges inorganiques et organiques sur les résines thermoplastiques pour produire des composites rotomoulés. L’accent sera mis sur l’étude des propriétés des pièces finales en fonction de la taille de particule, la concentration et le traitement de surface en solution.
30
Abstract
Rotational molding is still a growing part of the polymer industry. But to develop new products and improve the properties of the molded parts, the addition of solid particles is one possibility. Unfortunately, very limited information on the subject of rotomolded polymer composites can be found. In this chapter, a literature review is presented on the addition of inorganic and organic fillers in thermoplastic resins to produce rotomolded composites. In particular, a focus is made on the properties of the final parts with respect to particle size, concentration and surface treatment.
Keywords: Rotomoulage, composites, fibres naturelles, propriétés mécaniques.
Fatima Ezzahra Hanana, Denis Rodrigue, Polymer Bio-Composites Produced by Rotational Molding: Structure and Properties in Biocomposites properties, performance and applications, edited by Asim Shahzad, 107-124, New York, 2017.
31
II.1. Introduction
Rotational molding, also known as rotomolding or rotocasting, has been growing and becoming more competitive with respect to other processes like injection molding and blow molding, especially for the manufacture of hollow parts. The main advantages of rotational molding are [1-5]:
Ø The end product is essentially stress free without weld lines or sprue marks, Ø Design flexibility owing to the possibility of producing different shapes and sizes, Ø The molds are inexpensive because of low pressure,
Ø Consistent wall thickness (compared to products from blow molding or thermoforming) due to constant biaxial rotation which enables the materials to evenly coat the internal surface of the mold.
Although the average sales growth of the North American rotomolding business sustained a growth of 7.2% per year between 2009 and 2014 [63], it is still a minor part of the total plastics production and transformation business.
Rotational molding can be decomposed into four fundamental phases (steps). In the first step, a predetermined amount of material (powders, micro-pellets or viscous liquids) is charged into the mold. Then, the mold is closed, placed into a heating station (electrical or gas) and the internal air temperature starts to increase at a steady rate. During this second step, the mold rotates around two perpendicular axes (bi-axial rotation), the internal air temperature increases, reaches a critical point where the material starts melting and is distributed inside the mold by heat transfer. Then, the mold is taken to a cooling station (air convection and/or water mist) for part solidification and the internal air temperature decreases. Finally, the mold is opened and the part is taken out to start another cycle [5,7].
Like any process, rotational molding has some disadvantages, the main one being long cycle times (around 40-60 min) [23-25]. Some solutions have been proposed to reduce cycle time. For example, improving the cooling efficiency by introducing internal
32 compressed air, cryogenic liquid or water spray was investigated to achieve better/faster heat transfer. The results confirmed that using a combination of internal and external water cooling reduced the cycle time by 30% compared to conventional external air cooling and enhanced the quality of the internal surface [23]. Nevertheless, rotational molding has other limitations like the presence of bubbles (porosity) in the final part. In order to eliminate these bubbles, several studies have been conducted, but the main solutions are based on using materials having higher melt flow index (usually around 5-6 g/10 min), increasing the heat cycle time or increasing the oven temperature [25-65]. In a study by Kulikov et al. [26], it was shown that the addition of 0.2% of polyethylene glycol (PEG 400) to the linear low density polyethylene (LLDPE) powder reduced by 30% the number of bubbles and the time for their coalescence.
In the beginning of rotational molding, polyvinyl chloride (PVC) was the first polymer used to produce different articles like toys and car interiors (door panels, dash-boards). In the late 1950s, polyethylene powder was introduced for rotational molding applications. Today, different grades of polyethylene (LLDPE, LMDPE, LDPE, HDPE, MDPE, etc.) are available and represent close to 90% of all the polymers rotationally molded [4-5]. The main reasons are low costs and high resistance to time-temperature [64]. But polyethylene has low stiffness and strength compared to other thermoplastic resins [66-67]. This is why during the last few years, studies on different thermoplastics and thermosets were performed, but several limitations have been encountered. For example, polypropylene has limited high temperature stability, poor scratch resistance, lower impact strength and its slow recrystallization affects the part in the cooling phase limiting its application in rotational molding. For the different grades of Nylon (polyamides), although they have high heat and good chemical resistances, very long cycle times (up to 50% longer than polyethylene) remain a problem [5,16]. The material is also highly hygroscopic and humidity management becomes a problem.
Since polyethylene is well known and used for rotational molding applications, another way to improve its mechanical properties is through the addition of solid particles to
![Figure I–1: Applications des composites de fibres naturelles dans les produits de construction [12]](https://thumb-eu.123doks.com/thumbv2/123doknet/5004171.124648/21.918.187.737.378.598/figure-applications-composites-fibres-naturelles-produits-construction.webp)
![Figure I–3: Le marché des matériaux composites en Amérique du Nord entre 2013 et 2019 [18]](https://thumb-eu.123doks.com/thumbv2/123doknet/5004171.124648/22.918.144.779.281.506/figure-marché-matériaux-composites-amérique-nord.webp)
![Table I-2: Comparaison de la résistance au choc et de la résistance à la traction [27].](https://thumb-eu.123doks.com/thumbv2/123doknet/5004171.124648/33.918.138.674.296.605/table-comparaison-résistance-choc-résistance-traction.webp)
![Table I-4: Caractéristiques physico-mécaniques du bois d'érable à sucre (d'après Bodig et Jayne, 1982) [38]](https://thumb-eu.123doks.com/thumbv2/123doknet/5004171.124648/41.918.143.779.100.495/table-caractéristiques-physico-mécaniques-érable-sucre-bodig-jayne.webp)
![Figure I–15: Schéma de la réaction d'estérification de la fibre de bois par un agent de couplage comme le polyéthylène greffé d'anhydride maléique (PE-g-MA) [59]](https://thumb-eu.123doks.com/thumbv2/123doknet/5004171.124648/44.918.148.733.454.761/figure-schéma-réaction-estérification-couplage-polyéthylène-anhydride-maléique.webp)