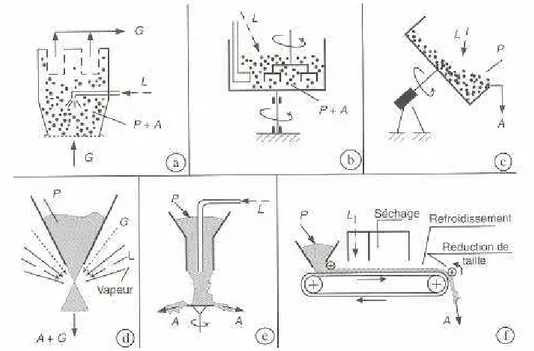
Agglomération de particules par voie humide en lit fluidisé
Texte intégral
Figure

Documents relatifs
L’expansion du plasma et la croissance des nano- clusters sont influencées par l’effet du confinement de la plume dû aux collisions entre les particules ablatées et les molécules
Au-delà, un problème survient : une couche d’interaction se crée entre le combustible U(Mo) et la matrice, incapable de retenir les gaz de fission, et pouvant
Des résultats originaux ont été apportés dans tous les domaines, et plus particulièrement dans notre domaine de spécialité, où nous avons démon- tré la faisabilité du
Post traitement entre 900 et 1200°C de micro poudres en lit fluidisé vibré 3.1 Installation expérimentale, conditions et poudres testées L’équipement de fluidisation vibrée mis
Une étude sur l’influence des conditions in itiales a été réalisée pour valider la robustesse du modèle de précipitation du phosphate de calciu m dans un lit fluidisé de
Il existe, en plus des règles d’évolution classiques du TASEP qui permettent aux particules d’avancer sur leur canal selon les règles du TASEP (cf. 2.1), une interaction entre les
C’est pourquoi, dans le projet Gaya, il est important de modéliser le DFB, notamment le lit dense du gazéifieur et surtout les phénomènes physico-chimiques qui
Etude des correlations de particules etranges mesurees par l’experience STAR dans les collisions ions lourds ultra-relativistes au RHIC Gaël Renault.. To cite this version:
