HD28
.M414 Dewey
WORKING
PAPER
ALFRED
P.SLOAN SCHOOL
OF
MANAGEMENT
^A
BEHAVIORAL SIMULATION MODEL OF FORECASTING AND PRODUCTION SCHEDULINGIN A DATACOMMUNICATIONS COMPANY,^ by John D.W. Morecroft WP-1766-86
MASSACHUSETTS
INSTITUTEOF
TECHNOLOGY
50MEMORIAL
DRIVECAMBRIDGE,
MASSACHUSETTS
02139D-3807
^A
BEHAVIORAL SIMULATION MDDEL OF FDRECASTING AND PRDDOCTION SCHEDULINGIN A DMACOMMUNICATIONS COMPANY
^
byJolin D.W. Morecroft WP-1766-86
D-3807
A
BEHAVIORAL
SIMULATION
MODEL
OF
FORECASTING
AND
PRODUCTION
SCHEDUUNG
IN
A DATACOMMUNICATIONS
COMPANY
by
John D.W. Morecroft
System
DynamicsGroup
Sloan School of
Management
Massachusetts Institute ofTechnology
Cambridge
MA
D-3807
A
BEHAVIORAL
SIMULATION
MODEL
OF
FORECASTING
AND
PRODUCTION
SCHEDUUNG
IN
A
DATACOMMUNICATIONS
COMPANY
Abstract
The
paper
describes a behavioral simulationmodel
of forecastingand
production scheduling in a datacommunications
company.
The
model
allowsyou
to think about the different 'players'whose
choicesand
actionsregulate orders
and
production.There
are business planners (who provideforecasts), factory schedulers, expediters,
customers
and
account
executives.
You
step into their shoes.You
examine
their responsibilities, their goalsand
incentivesand
the sources of information that attract their attention -- all with the intention of understanding the logic behindtheir choices
and
actions.Then
you
standback
from the detail and, with the help of diagramsand
simulations, you explorehow
the players interactand
cooperate,and
how
the factory balances supplyand demand.
D-3807
INSIDE
THE
FACTORY
Imagine youself as the
manager
of a factory thatproduces
workstations,PBXs,
keysystems and
other datacommunications equipment.Your
factoryhas
been
criticized recently for slow deliveries.The
delivery interval ofworkstations ranges from six
months
toone
year,much
longer than majorcompetitors.
The
problem
is not improving.You
begin searching for anexplanation.
Many
ideascome
to mind.One
could argue that the factory's long delivery intervals aredue
to errors in the sales forecast.You
could obviously run the factory betterand
make
deliveries on time if youwere
given accurateforecasts. But
you
realize that forecasts willnever
be
accurate,particularly in the
datacommunications
market
where
technology iscausing products
and
prices tochange
rapidly. Alternatively,one
couldargue
that the factory's long delivery intervals aredue
to inflexiblesuppliers
who
can't expedite partsand
materials if the factory suddenlyneeds
more. But, on reflection,even
thisargument
is not entirelyconvincing.
Suppose
forexample
that a largeshipment
of partsand
materials arrives unexpectedly,enough
tomake
50
extra workstations.What
would
youdo
with workstations,where would
yousend
them?
Let'ssay there are
100 customers scheduled
to receive a workstation this month.On
average
they've waited say eightmonths
for delivery, butnow
their
machines
are in the shipping dock, ready tobe
loaded onto a deliverydespite the eight
month
delivery interval, the factory cannot ship the 50extra workstations,
because
the orderbook
doesn'tshow
another 50 customerswho
are expecting to receive a workstation this month. Insteadit
shows
100 customers
who
are expecting delivery this month,and
several
hundred customers
who
are expecting delivery during the next twelve months. It's not a simple matter to ship the extra workstationsearly -- customers
must be
informed of early deliveries, somust
the salesand
field support organization. Moreover, the factory has to adjust theproduction schedule to account for early deliveries.
As
you
think about it, the factory'sproblem
is not with late deliveries (sincemost customers
receive their workstationson
the promised date) but, instead, with slow deliveries -- workstations are shipped on time,but the
agreed
delivery interval is too long!!You
seem
to be gridlocked.How
does
the factory get out of this delivery situation, and, perhapsmore
important,how
does
it avoidextended
delivery intervals in the firstplace?
To
help explore these questions a simulationmodel
hasbeen
developed of afactory, customers
and
account executives.The
model
allows you to thinkabout the different 'players'
whose
actionsand
choices regulate ordersand
production.There
are business planners(who
provide forecasts), factoryschedulers, expediters,
customers
and
account executives.You
step into their shoes.You
examine
their responsibilities, their goalsand
incentivesD-3807
and
the sources of information that attract their attention -- all with theintention of understanding the logic behind their choices
and
actions.Then
you
standback
from the detail and, with the help ofdiagrams and
simulations, you explorehow
the players interactand
cooperate,and
how
the factory balances supply
and demand.
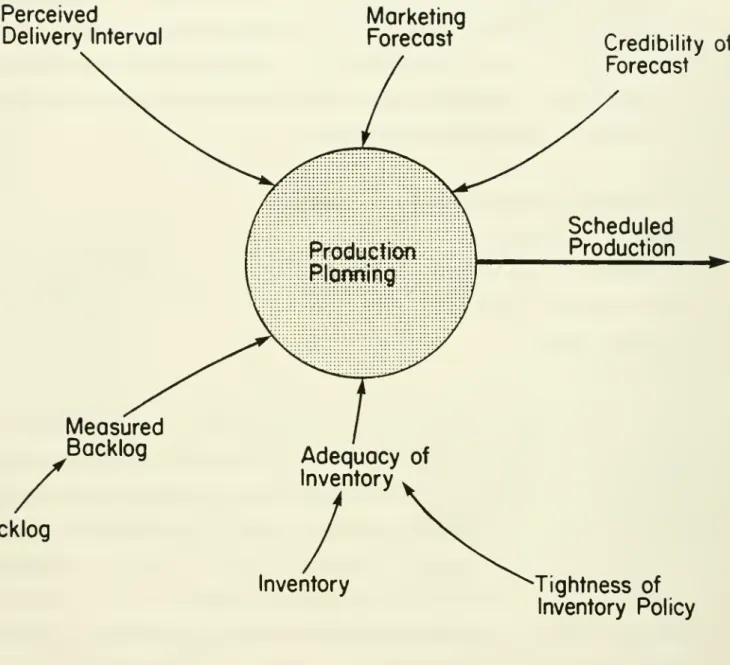
Production Planning
and
Factory SchedulingConsider
first production planning, which is a multilayer process thatconsolidates information from forecasters, from product
managers
and
from the factory. Figure 1
shows
the information entering the productionplanning policy.
An
important input is the market forecastbased
on the marketing staff'sbusiness plan.
The
business plan starts from an estimate of total industryvolume
for all classes ofdatacommunications
equipment.From
historicaldata
and
various businessassumptions (new
product introductions, pricechanges,
competitor actions,expected
delivery intervals), forecasterscompute
thecompany's expected
share of industry sales. Then, theymultiply industry
volume and
expected share to generate thecompany's
sales forecast by product line over a two-year planning horizon.
The
forecasting process is a logical exercise in gathering
and
processing market information. But as the forecast enters the factory, to beused
inproduction scheduling, it is modified by its
own
credibility (its reputation for accuracy in the factory), by pressures from inventory, delivery intervalPerceived Delivery Interval
Measured
Backlog
Backlog
Marketing
ForecastAdequacy
of Inventory Credibility of ForecastScheduled
Production InventoryTightness
of Inventory Policy ^-3Z3'=\BD-3807
and
backlog. Let's considereach
of these factors in turn in order to identify the peoplemost
responsible for modifying the forecastand
theirrationale for doing so.
Let's begin with the forecast credibility. It is quite
common
indatacommunications companies
for market forecasts to lack credibility atthe factories.
The
reasons are easy to understand.The
datacommunications market is in flux.New
products are introduced almost daily, priceschange
frequently,
new
competitors spring up. Factorymanagers
feel thatforecasters simply don't
know
the sales potential of a given product line(despite their elaborate forecasting methods)
and
therefore, forecasts are often pared-down, tobe
'on the safe side',and
particularly to avoid thevery visible inventory costs resulting from
excess
production.What
if the forecast is inaccurate?How
does
the factoryknow
of theerror,
what
source of informationwould
reveal the error,who
would be
responsible for adjusting the production schedule
and would
theyhave
the incentivesand
appropriate information tomake
the correct adjustment?Now
we
are getting into the heart of factory scheduling, stepping into theshoes
of the schedulers themselves.The
production schedule is defined over a rolling six-month horizon.One
can
envisage a planning chart, withboxes
marked
acrossa
page.The
(say workstations) scheduled for production in the current
month
(in factthe schedule
may
be
expressed inweeks
oreven
days, but itmakes
nodifference for this discussion).
The
extreme
right-handbox
shows
thenumber
of units scheduled for production sixmonths
from now.The
boxes
in-betweenshow
monthly scheduled production formonths
2 through 5.Each month
the planning chart is updated, the current month'sbox
"drops off the left-hand side of the chart,and
anew
box
'rolls in' on theright-hand side, rather like the steps on
a moving
escalator.The number
in the
new
box is the forecast of customer orders sixmonths
hence.The
scheduler assigns incoming customer orders to the appropriate box.To
understand the process, imagine that the factory is trying to deliver on a
three
month
interval.A
new
customer
order is received (say an order for aworkstation) which is
due
for installationand shipment
in threemonths
time.The
scheduler looks in the planning chart for the box correspondingto
month
3.He
finds a workstation that is scheduled for productionand
assigns the
customer
order to it.That
particular workstation isnow
'earmarked' for a customer and cannot be assigned again.
The
processworks
smoothly as long as the original forecastwas
accurate.But
what
happens
when
the forecast is low? Again the factory is trying todeliver on a three
month
interval.Based
on the forecast, 1 00 workstationshave
been
scheduled in the time slot threemonths
hence. But orders forD-3807
exactly as before, until the entire box is assigned.
Then
he assigns theremaining 'unexpected' orders to the next available
box
-- in otherwords
to a later time slot. Having
done
so, he then informs the salesforce thatworkstations are available only on an extended delivery interval.
Because
of the long production planning horizon, schedulers can almost always find anopen
production slot for anew
customer order.When
acustomer
orderhas
been
assigned a production slot, the scheduler hasdone
his job.So
schedulers,
who
are 'close' to thecustomer
order backlog,and
therefore the first people in thecompany
tosee
when
the forecast is too low,have
no incentive to argue for higher production, as long as production slots
remain open.
The
same
logicworks
in reverse.When
the forecast is optimisticand
production is scheduled in excess of
customer
orders, schedulers begin tofind early time slots for
new
customer
orders.So
a
scheduler mightreceive an order for
a
workstationdue
in three months, but finds he canassign it to an
open
production slot only twomonths
hence.The
schedulerhas
done
his job, so again, although heknows
the factory is producing thewrong
amount
(toomuch)
he has no
incentive toargue
for a lowerproduction plan.
However,
in this case, pressure to reduce the productionplan will eventually
come
from finished inventory. Ifcustomers
are unableto take
an
early delivery , then products awaitingshipment
willaccumulate
in finished inventoryand
signal a factorymanager
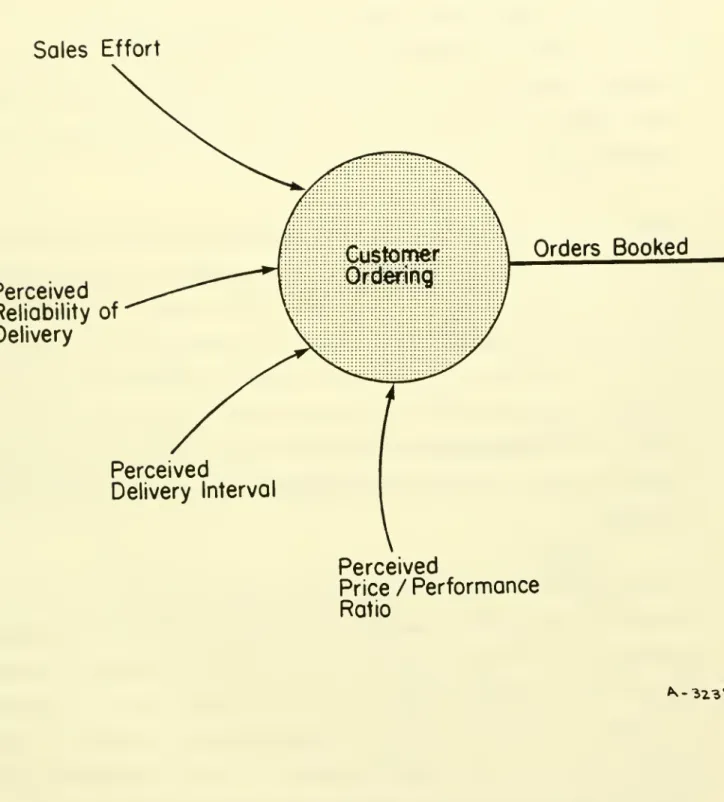
to curtailCustomer
OrderingFigure 2
shows
the influences oncustomer
ordering. Sales effort is theprincipal influence,
because customers must
learn about thecompany's
products before they will
even
consider purchase. Then,once
the customer isaware
of the product, traditional factors such as price/performanceand
delivery intervalbecome
important.Let's
suppose
for thesake
of simplicity that the price/performance of agiven product line is constant,
and
that sales effort (which you can think ofas
thenumber
of hours permonth
the salesforcespends
withcustomers) is constant.
How
do customer
orders vary withchanges
indelivery interval? Think
about
this question from the perspective ofaccount executives as they contact potential customers.
Suppose
thataccount
executiveshave
been
selling workstations on a threemonth
delivery interval.
Then
factory schedulersannounce
that the intervalmust
beextended
to five months.Account
executives can still sell workstationson the five
month
interval, but they will take longer to find acustomer
who
is willing to wait the extratwo
months.The
net effect is thatcustomer
orders decline as the interval rises,and
conversely, thatD-3807
11 Sales Effort Perceived Reliability of Delivery Perceived Delivery IntervalOrders
Booked
Perceived
Price /Performance
Ratio ^-^Z3tBDYNAMICS
OF
PRODUCTION
SCHEDUUNG AND
CUSTOMER
ORDERING
If
one
accepts that customers, plannersand
schedulersbehave
asdescribed above, then
how
do
they interact?To
answer
this question let's first visualize the feedback loops connecting the 'players'.There
are twoimportant loops.
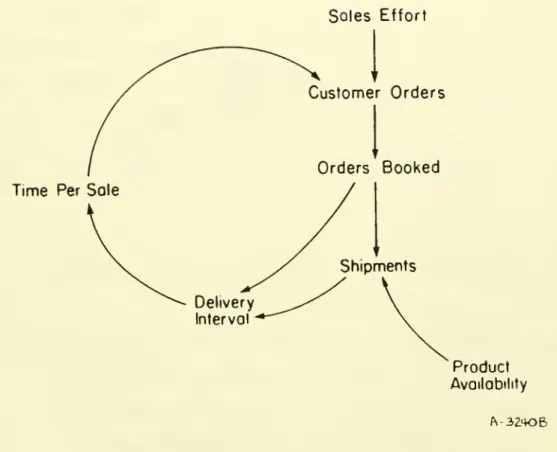
Figure 3
shows
a negative feedback loop connecting customers' ordering tothe
company's
deliveries. Consider the loop's operation if product suddenlybecomes
less available (the factory shutsdown,
or there is atransportation strike).
Shipments
decline, causing delivery interval torise.
When
the delivery interval rises it takesmore
time for salespeopleto
make
a sale, so that, for any given sales effort,customer
orders declineand
the totalnumber
of ordersbooked
stabilizes.Here
is a self-regulatingdemand
mechanism
that brings customer orders into an exact balance withshipments.
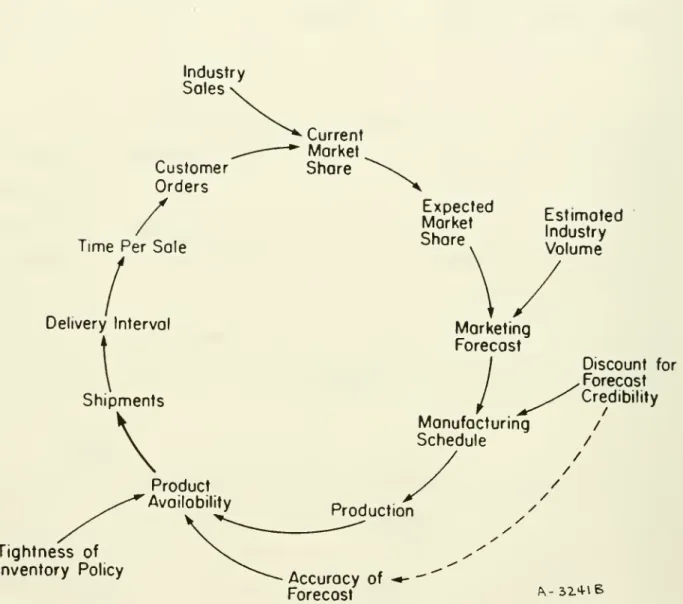
Figure 4
shows
a positive feedback loop connecting cutomers' ordering toforecasting, production scheduling
and
shipping. This loop can readilygenerate
self-fulfilling forecasts,as
the followingargument
shows.
Suppose
that production declinesdue
to a previously inaccurate forecast.A
decline in production quickly curtailsshipments (assuming
that the factorykeeps
very little finished inventory).When
shipments
fall, thedelivery interval rises, time per sale increases
and customer
orders fall.D-3807
13Time Per Sale
Delivery Interval Sales Effort Customer Orders Orders Booked Shipments Product Availability
Figure 3: Negative
Feedback Loop
Connecting Customers'Industry
Sales
Customer Orders
Time Per Sale
Current Market Shore Expected Market Stiare Estimoted Industry Volume Delivery Interval Shipments Product Availability Tightness of Inventory Policy Marketing Forecast Discount for Forecast Credibility Manufacturing / Schedule / / / / / Production y' k- 51+lB Accuracy of -*-Forecast
Figure 4: Positive
Feedback Loop
Connecting Customers'D-3807
15market share, as it is
based
largely on historical data.Because
expected share falls, the marketing forecast is further reducedand
so too is theproduction schedule
and
the production rate.The
initial product shortagetherefore feeds
back
to reinforce itself.In the real
system
the two loops are combined.We
can use simulation tounderstand
how
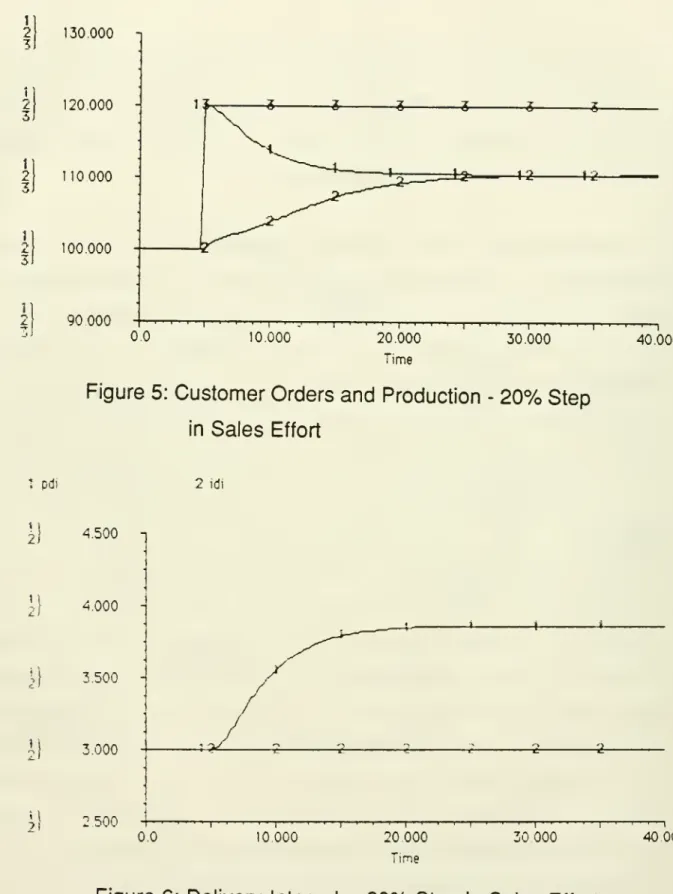
they operate. Figure 5shows
the system's response to aone
time twenty percent increase in sales effort (the reader should notethat, in the factory model, sales effort is 'exogenous' -- the
modeler
is free to set sales effort at any value he thinks appropriate. In this case,we
know, from the sales planning
and
controlmodel
described in D-3806, thatsales effort in a datacommunications
company
can vary widelydepending
on the terms of the compensationscheme.
So
a simulation experiment thatassumes
a large, twenty percent, increase in sales effort is certainly plausible).The
model
starts in equilibrium, withcustomer
orders (-1-)and
production (-2-) of 100 units per month.When
sales effort increases,orders (-1-) increase correspondingly to a
peak
of120
units per month.However,
as timegoes
by, orders (-1-) are graduallyeroded
until theysettle at a
new
equilibrium of110
units permonth
--an
increase of 10units a month, but only half the possible increase.
Meanwhile
production(-2-) increases slowly
and
steadily until it exactly equalscustomer
orders (-1-). But
why
are orders permanentlydepressed?
As
figure 6shows, the
immediate cause
is delivery interval (-1-) which rises from 3120.000
no000
100.000
90 000
Time
Figure 5:
Customer
Ordersand
Production -20%
Stepin Sales Effort 40.000 1 pdi 2 idi 2} 4.500 4000 3,500 3.000 ^} 2 500 40 000
D-3807
17willing to place an order
when
the interval is extended.But
why
doesn't the interval fallback
to threemonths once
the surge oforders has
passed?
To
answer
this questionwe
need
to look closely intothe 'mechanics' of forecasting
and
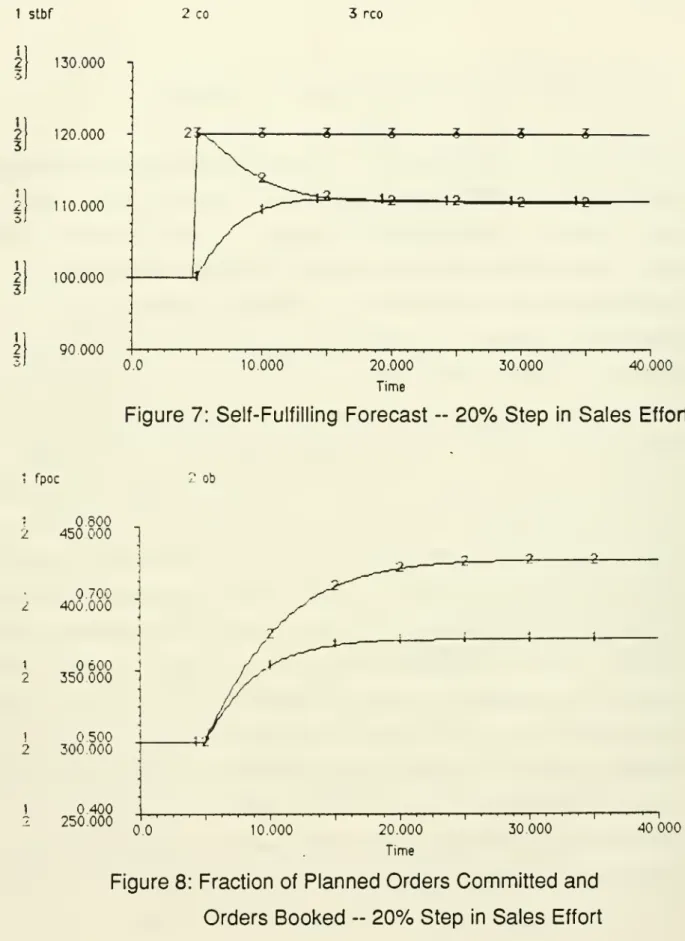
scheduling. Figure 7 provides part of thestory.
When
orders increase unexpectedly, the forecast increases too, but only gradually.As
customer
orders (-2-) decline (due to increased deliveryinterval), the forecast (-1-)
changes
course. Instead of continuingupward
toward reference
customer
orders (-3-), (the value thatcustomer
orderswould
achieve if delivery intervalwere
fixed at three months) ithomes
inslowly on the final
and depressed
value of orders. In other words, theforecast is self-fulfilling.
The
onlyway
out of this trap is to scheduleproduction in
excess
of the forecast. But there isno
pressure on the factory schedulers to do so. Figure 8shows
why.When
customer orders areunexpectedly high, the schedulers simply assign the
excess
orders to the earliest convenient slot in the pre-planned manufacturing schedule.So
thesurge of orders is
absorbed
byconsuming
a larger proportion of thepre-planned schedule (-1-) instead of expanding the schedule by adding
the
excess
orders to the forecast.As
a
result, ordersbooked
(-2-) risetoo high
-
higher than they should if deliveries are to remain competitive -- yet, at thesame
time, the illusion exists in the factory that thecustomers
are satisfied, sinceeach
customer
order isassigned
a1 2 3J 130.000 120,000 10.000 100.000 90.000 0.0 2J
N
4^ ^ 10 ID 10.000 20.000 Time -p-i r— 1 1 1 1 p 30.000 40.000Figure 7: Self-Fulfilling Forecast --
20%
Step in Sales Effort1 Tpoc 2 Ob 2 800 ^ 450 000 1 0,700 400.000 t 600 2 350 000 1 0.500 2 300.000 400 250.000 10.000 20.000 Time 30 000
Figure 8: Fraction of Planned Orders
Committed
and
OrdersBooked
--20%
Step in Sales EffortD-3807
19
agreed to.
The
illusion is easily sustained,because
the factorykeeps
thesalesforce up-to-date
on
the earliest time slots available in theproduction schedule, so salespeople tend to find
customers
who
aresatisfied with the factory's schedule.
SELF-SUPPRESSING
DEMAND
The
simulationsabove
show
that the factory's forecastingand
schedulingpolicies fail to regulate delivery interval
-
instead they allow theinterval to drift
upward
whenever
the forecast is too low.As
a result, the factory can inadvertently suppress orders for its growing product lines.To
understand
how, consider thecase
of anew
product linewhich
isattracting a growing proportion of sales effort. Think
back
to simulationsof the sales planning
and
controlmodel
in D-3806.Customer
orders cangrow
very quickly.They
can double in six months, notbecause
customersare
stampeding
to buy, but insteadbecause
the salesforce is anxious tosell! With
such
rapid salesforce-induced growth it'seasy
for the salesforecast to
be
too low, not just for aweek
or a month, but for sixmonths
or a
whole
year. With a low forecast, the factory's scheduling policiesallow delivery interval to drift upward.
The
interval will continue to driftupward
until it is highenough
to detercustomers
from buyingand
salespeople from allocating still
more
time to selling the product.Customer
orders will therefore stop growing.So
the interaction of factoryscheduling
and
salesforce time allocation will suppressdemand
for thePOLICIES
TO
CONTROL
DELIVERY INTERVAL
To
prevent the problem of self-suppressingdemand
the factoryneeds
tomanage
the delivery intervals of its different product lines, to ensure the intervals remain competitive.The
idea ofmanaging
intervals heremeans
more
thanimplementing
a special interval reduction program.Such
programs
typically occur onlywhen
intervals are so high that they attractsenior
management
attention.By
then theimage
of extended intervals isalready well-established with
customers
and
with the salesforce,and
many
potential ordershave
been
lost.Managing
intervalsmeans
establishing a routine policy, at the level of schedulers
and
planners, that rapidly detects systematic bias in the forecastand
compensates
for it byscheduling production in
excess
of the forecast.Two
possible interval control policies are describedand
simulated below.Monitoring
and
Control of Excess OrdersThe
first policy requires schedulers to monitorexcess
ordersand
usethem
to adjust the forecast.An
example
is helpful to explain.Suppose
the factory is planning production of workstations overa
six-month horizonand
isnow
delivering workstations withan
interval of threemonths
(competitive for the industry). In the currentmonth
the factory receives120
orders for workstations,due
for delivery threemonths
hence.The
scheduler looks at planned orders three
months
into the planning horizon.He
finds only100
workstations scheduled for thatmonth
-
100 being the forecast of orders generated threemonths
ago, at the start of the planningD-3807
21process. With the present procedure the scheduler puts the 20
excess
orders into next month's time slot
and
then informs the salesforce of theschedule change. With the
proposed
system
the scheduler would, in addition, count-up all excess orders (all orderswhose
scheduled deliverydate is greater than three
months
--20
in this case)and
communicate
thenumber
to production planners.Each month
the plannerswould add
the excess orders to the current month's forecast. ( This proceduremay seem
to result in double scheduling
because
the schedulers first assign the 20 excess customer ordersand
then the plannersadd 20
units of production tothe forecast. But in fact a customer order is scheduled once,
and
once
only,by the scheduler.
The
planners use the20 excess
orders as a guide forincreasing the forecast. Their concern is with planning the
volume
offuture production, not with scheduling individual
customer
orders).The
same
procedure could also beused
to reduce the production plan tocompensate
for a high forecast. In thiscase
the scheduler would count-upall planned orders in the time slots before
month
three thathave
notbeen
assigned a
customer
order.He
would
thencommunicate
thisnumber
of excess planned orders to production planners.The
planners would subtract theexcess
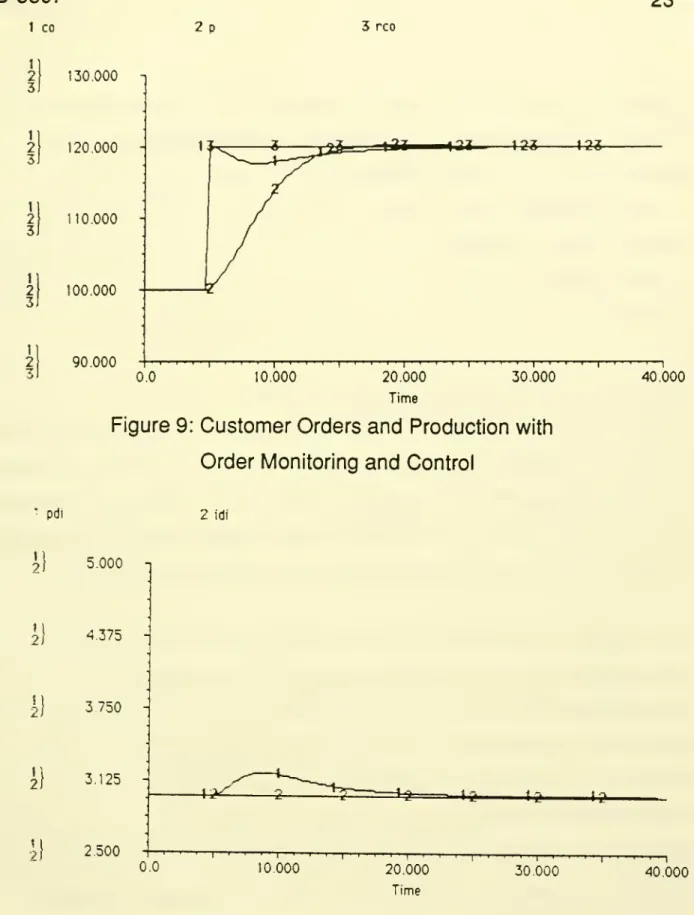
orders from the current month's forecast.Figure 9
shows
a simulation of the order monitoringand
control policy,with
a 20
percent increase in sales effort.The
reader shouldcompare
figure 9 with figure 5.
As
before,when
sales effort increases,customer
orders (-1-) increase correspondingly to
a
peak
of120
units per month.After the
peak
however, orders (-1-) decline only slightly,and
then settleat an equilibrium of
120
units per month. Meanwhile, production (-2-)increases slowly until it exactly equals
customer
orders.Figure 10 shows, that with the
new
policy in operation, delivery interval(-1-) stays close to three months, despite the surge of orders.
So
thefactory
no
longersuppresses
demand
due
toextended
intervals.The
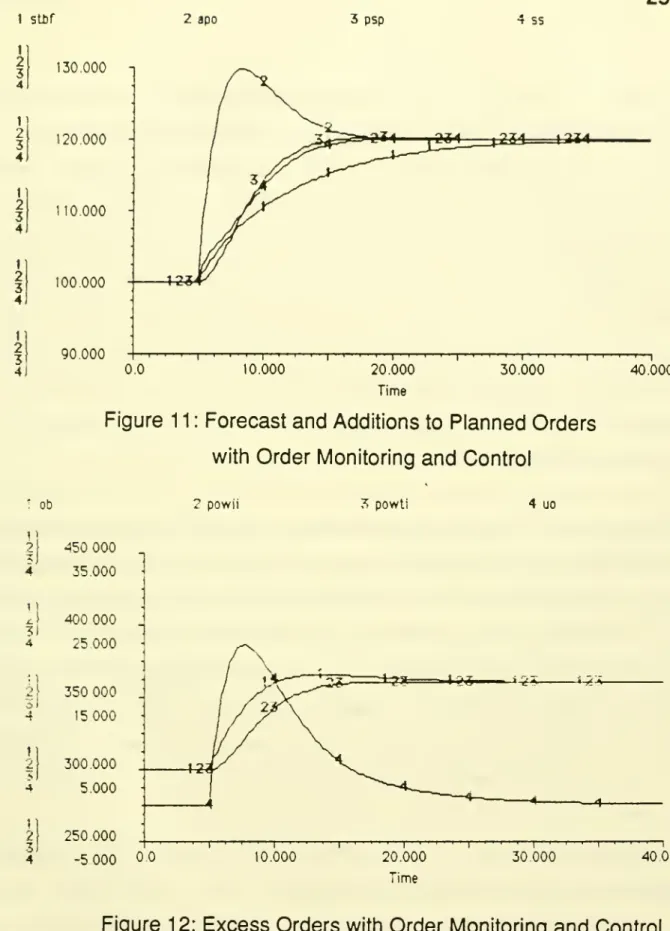
improvement
in delivery performance occursbecause
plannersexpand
theproduction schedule
more
quickly than the forecast alone would suggest.Figure 1 1
shows
what
is happening.From
month
tomonth
5, the forecast(-1-) is steady at
100
units per month. Inmonth
5 (the timewhen
customer
orders increase) the forecast (-1-) starts to rise, but onlygradually
because
forecastersdo
not anticipate (by assumption) the stepincrease in sales effort that is causing the extra
demand.
By month
10, the forecast (-1-) has risen to 110 units permonth
(in other words, inmonth
10, forecasters are saying that, sixmonths hence
-- inmonth
16, orderswill
be 110
units per month). But production planners are planning toproduce
130
units permonth
inmonth
16 (-2-) --much
more
than theD-3807
23
1 CO 2p 3 rco \ 130.000 120.000 10,000 100.000 2 90.000 8T <aT 4^2 1-2«-0.0 10.000 20.000 30.000 40.000 TimeFigure 9:
Customer
Ordersand
Production withOrder Monitoring
and
Controlpdi 2 idi 5.000 2} 4375 2} 3 750 J) 3.125 21 2.500 0,0 ' ' I '
—
I—
<-10 000 -**^
IH —1 I—
'—
I—
I—
I—
I—
1—
I—
I—
I—
1—
I—
r—n—
1—I— , 20.000 30.000 40,000 Timeplans (-2-) continue to
exceed
the forecast up toand beyond month
20,though the discrepancy gradually diminishes. But
how
can the planners beconfident they are
making
the correct decisions? Figure 12 provides theanswer. Schedulers are tracking
excess
orders (-4-)and
reportingthem
weekly
to the planners. Inmonth
10 the schedulers reportmore
than 20excess
orders (-4-).So
the planners increase the monthly productionschedule (-2- in figure 1 1) by
20
unitsabove
the forecast.More
Finished Inventor/and
Inventorv ControlThe
factory can also regulate delivery interval by holding acomprehensive
finished inventory (or nearly-finished inventory)and
sending informationon the inventory level to production planners.
The
inventory is to be used as a buffer, to allow the factory to ship promptly regardless of whether weeklycustomer
orders correspond exactly to weekly production.You
might think that the idea of a buffer inventorycomes
straight fromthe textbook. But in fact it
does
not.The
crucial difference is that theproposed
buffer inventory isused
asa source
of information to tellproduction planners
when
customer
orders deviate systematically fromthe forecast. Traditional buffers are not
used
to detect systematic error in the forecast,because
plannersassume
that the differencebetween
customer
ordersand
forecast israndom
-- so a glut of orders thismonth
(relative to forecast) will be balanced by a corresponding shortfall next
D-3807
1 SU)f 2 apo 3 psp 4 ss 1 2 3 4J 130.000 120.000 no.ooo 100.000 90000 10.000 20.000 Time 30.000Figure 1 1 : Forecast
and
Additions to Planned Orderswith Order Monitoring
and
Control1 Ob powii ?> powli 4 uo 450 000 4 35 000 i 400 000 4 25000 ;1 2[ 350000 4 15 000 300.000 5.000 250 000 -5 000 10.000
25
40.000 30000 40,000 Timesystematic) error, then they install a buffer inventory to cover the
most
extreme
glut of ordersand
use the forecast alone for production planning.But in the fast-moving
datacommunications market
it's quiteeasy
forforecasts to
be
systematically low or high formonths
oreven
years at atime. In this situation,
movements
in the buffer inventory are crucialindicators of
whether
the factory's forecasts are optimistic orpessimistic.
The
inventory level is monitored frequently (say weekly),compared
with a standard (perhaps threemonths
worth of the average mixof shipments)
and
the discrepancy reported to production planners.The
planners shouldadd
a fixed proportion of the discrepancy (sayone
half) tothe
base 6-month
market forecast.Holding three
months
of finished inventory mightseem
like an expensiveproposition. But
one
shouldremember
what
the investment is intended tobuy
-
timely information onwhether
demand
(potentialcustomer
orders)is
exceeding
supply (planned production),whether
demand
is in exactbalance with supply, or
whether
it is lower than supply. For a product-linethat is growing faster than expected, information from
changes
in the buffer inventory can prevent thecompany
from suppressing itsown
orders.In this case the inventory's value to the
company
(per year) is equal to theproduct line's profit margin multiplied by potential annual growth in
volume
of sales.A
numericalexample
will illustrate. Let'ssuppose
theproduct line's profit margin is
$1000
(on a$5000
unit), that the industryD-3807
27
sales
volume
is1000
units per year. If thecompany
had
invested infinished inventory to stabilize its delivery interval, its orders
would
keep
pace
with the industry trend,and
reach1500
by year-end. Without the inventory, the factory inadvertentlysuppresses
demand,
socustomer
orders remain static at
1000
units per year.The
presence of the inventorycreates
500
extra orders,each
worth$1000
in profits, for a total benefitof $0.5 million over the year.
The
carrying cost of the inventory (assuming3
months
(0.25 years)coverage
and
a 10 percent interest rate) is only $0,125 million -- a quarter of the benefit! Of courseone
would want
tolook
more
closely at the benefitsand
costs in a real situation -- but thesimple calculation
above
gives the flavor. If self-suppressingdemand
is a real possibility fora
product-line with high growth potentialand
highmargin (high growth
and
margin tend togo
together) then it is quite easy for a return on finished inventory investment tobe
100,200
oreven 300
percent per year. (As a matter of interest, there is a general formula for
calculating return
on
inventoryinvestment
in situationswhere
self-suppressingdemand
is possible. If g is the industry growth potential,ppm
is the percent profit margin on the product-line, c is the inventory coverage-
expressed as a fraction of a year,and
i the interest rate, thenthe return on inventory investment is (((g*ppm)/(c*i))-1)*100).
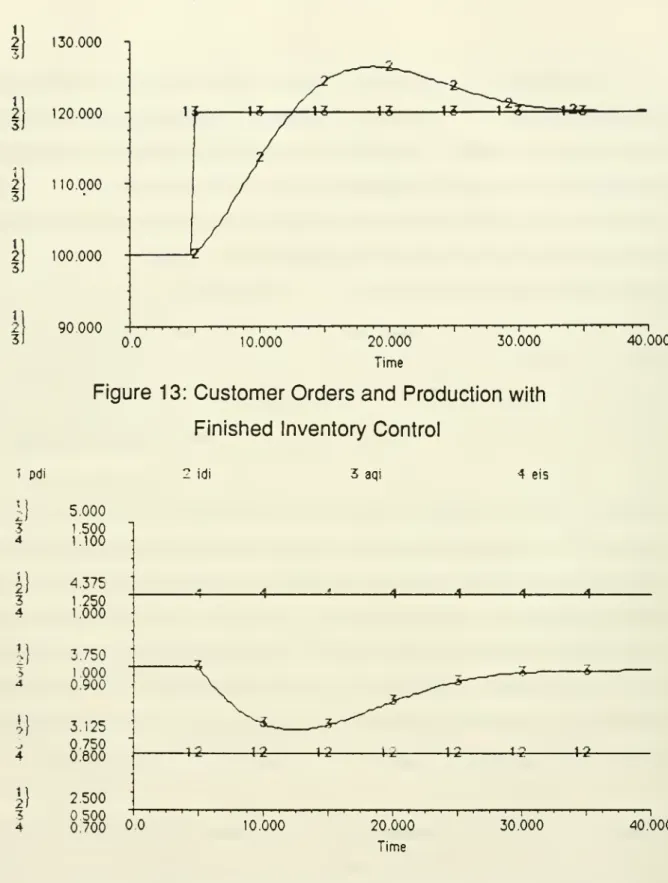
Figure 13
shows
a simulation of the finished inventory monitoringand
control policy, with a20
percent increase in sales effort.The
reader1] 2 11 2 3J 2 3J 1) 2 3 3) 130.000 120,000 110 000 100.000 90 000 H I
—
I I '—
I—
I—
'—
I >—
I—'—
' ' ' I—
''-I—
' I''''
I • • 1 0.0 10.000 20.000 30.000 40 000 TimeFigure 13:
Customer
Ordersand
Production withFinished Inventory Control
1 pdi i) 3 4 i] 3 4 I] 3 4
2 idi 3 aqi 4 eis
41 4 5.000 1.500 1.100 4.375 1 250 1.000 3.750 1 000 0.900 3.125 750 0.800 2500 500 . 0.700 00 -Hj--\
—
'—'—
'—
I •~ 10.000 -4-^2 1-3 i^«
1^ 1-3-20.000 Time — 1 1 1 1 1 1 . r— 30.000 40.000D-3807
29
increases,
customer
orders (-1-) increase correspondingly to 120 unitsper month.
Now
tnowever, orders (-1-) remain constant rather thandeclining. Meanwhile, production (-2-) increases slowly until it equals
customer
orders inmonth
12. Production (-2-) continues to grow,peaks
at about 125 units permonth
then gradually declines until it balances exactlywith orders.
The
production overshoot enables the factory to re-build itsdepleted finished inventory back to 3
months
worth of shipments.Figure 14
shows
that thenew
policy holds delivery interval (-1-) rocksteady at 3
months
--because
there isadequate
inventory onhand
toprepare
and
ship allcustomer
order in threemonths,
despite the unexpected surge of orders. In otherwords
the finished inventory acts as abuffer to insulate
shipments
from production. Figure 15shows
how
inventory also acts as a source of planning information for production planners. In
month
5(when customer
orders step-up) inventory (-1-)declines,
because
shipments
exceed
production. At thesame
timeauthorized inventory (-2-) begins to rise,
because
shipments
arenow
higherand
the factoryneeds
more
finished inventory in order to maintain3
months
coverage
of shipments.The
differencebetween
authorizedinventory (-2-)
and
actual inventory (-1-) is the signal that planners use to increase the production plan-
it's the analogy of excess orders in theorder control policy. Planners
add
half the inventory discrepancy to thesix-month forecast in order to
compute
planned production six-months ahead.The
simulationshows
that the planners' correction to the forecast(-4-) rises to a
peak
of20
units permonth
bymonth
12, declines to zeroby
month 27 and goes
slightly negativebetween
months 28 and
40. Withthe inventory control policy in effect, planners
expand
the productionschedule
more
quickly than the forecast alonewould
suggest -- just asthey did with the order control policy. Figure 16
shows
what
is happening.As
before, the short-term business forecast (-1-) rises slowly from100
to
120
units per month. Inmonth
10, forecasters are predicting thatcustomer
orders will be110
units permonth
in sixmonths
time. But inmonth
10, planners are preparing to produce 125 units permonth
(-2-) bymonth
16.They
justify the extra planned production on the basis of thefinished inventory shortfall. In fact, the shortfall tells
them
to planabove
forecast all the
way
frommonth
5 tomonth
25
of the simulation.The
D-3807
311 n 2 ai 3 cpi 4 cpoi
1
DOCUMENTATION OF THE
SALES
AND
PRODUCTION
SCHEDUUNG MODELS
Policy Structure of the Sales
and
Production SchedulingModel
STELLA
Diagram
ofCustomer
Orderingand
Forecasting in theBase
Salesand
Production Scheduling Model (saps_base)STELLA
Diagram
of Delivery Interval in theBase
Sales and Production Scheduling Model (saps_base)STELLA
Diagram of Production Schedulingand
Expediting in theBase
Salesand
Production Scheduling Model (saps_base)STELLA
Equations fortheBase
Salesand
Production Scheduling Model (saps_base)STELLA
Diagram of Order Monitoring, Production Schedulingand
Expeditingin the Sales
and
Production SchedulingModel
withOrder Monitoring
and
Control (saps_ordmon)STELLA
Equations for the Sales and Production Scheduling Model withOrder Monitoring
and
Control (saps_ordmon)STELLA
Diagram ofCustomer
Orderingand
Forecasting in theSales
and
Production Scheduling Modelwith Finished Inventory Control (sapsjnvcon)
STELLA
Diagram
of Finished Inventory Controland
Shipping in theSales
and
Production Scheduling ModelD-3807
33DOCUMENTTATION
OF
THE SALES
AND
PRODUCTION SCHEDULING
MODELS
-CONTINUED
STELLA
Diagram
of Delivery Interval in theSales and Production Scheduling Model
with Finished Inventory Control (sapsjnvcon)
STELLA
Diagram of Order Monitoring, Production Schedulingand
Expeditingin the Sales and Production Scheduling Model with Finished Inventory Control (sapsjnvcon)
STELLA
Equations forthe Salesand
Production Scheduling Modelwith Finished Inventory Control (sapsjnvcon)
Description of
New
Structureand
Equations to Convert- .::::: Monufocturinq ; ;Production :::::::::::::::: irrrrrrT::::::: P'onninq ::;;:: ':::::::::::::::::::::::::::: Horizon ••••• EXPEDITING ::::::::::::::: :::::: Ai-ilite R
Figure17: Policy Structure of the Sales
and
D-3807
35
Figure 18:
STELLA
Diagram
ofCustomer
Orderingand
Forecasting in theBase
Salesand
Production Scheduling Model (saps_base)\r\rrr\ pVannt A orderi
Figure 19:
STELLA
Diagram
of Delivery Interval in theD-3807
37
Figure 20:
STELLA
Diagram of Production Schedulingand
Expediting inINIT(fpo) = stbf»mph 0.0 -> 0.800
Ob = Ob + CO - s 0.500 -> 0.850
INIT(ob) = 300 1.000 -> 1.000
n
pdi = pdi cpdi 1.500 -> 1.150INIT(pd1) = idi 2.000 -> 1.350
D
stbf = stbf + cstbf 2.500 -> 1.550 INIT(stbf) = CO 3.000 -> 1.825 aporstbf 3.500 -> 2.150O
CO = se/ts 4.000 -> 2.500O
cpdl = (edi-pd1)/tpdi 4.500 -> 2.900O
cse = .2 5.000 -> 3.500 cstbf = (co-stbf)/tafO
d1 = ob/pO
edi = (ob/fpo)*mphO
fp = .3O
fpoc = ob/fpoO
idi = 3O
ise = 7500 niph = 6 nts = 75 P = ss*fp+psp*(1 -fp)O
powil = fpo*(id1/mph) psp = fpo/mph rco = se/ntsO
rdi = pdi/idi s = pse = IF TIME <5 THEN ise ELSE (ise»(1+cse))
O
ss = ob/pdiC
taf = 6O
tpdi = 1ts = nts*edits
STELLA
Equations for theBase
Salesand
Production Scheduling Model (saps_base)D-3807
39
Figure 21:
STELLA
Diagram
of Order Monitoring, Production Schedulingand
Expediting in the Salesand
Production SchedulingModel
with Order Monitoringand
Control (saps_ordmon)fpo = fpo p + apo INIT(fpo) = stbf»mph lj Ob = ob + CO - s INIT(ob) = 300 Lj pdl = pdi + cpdi INIT(pdl) = idi stbf = stbf + cstbf INIT(stbf) = CO apo = stbf+(uo/tcuo) CO = se/ts
O
cpdi = (edi-pd1)/tpdi cse = .2 cstbf = (co-stbf)/tafO
cwos =O
di = ob/pO
edi = (ob/fpo)*mphO
fp= 3O
fpoc = ob/fpoO
idi = 3J
ise = 7500O
iwos = "j mph = 6O
nts = 75C
OS = fpo*fpocO
p = ss*fp+psp*(l-fp)O
powii = fpo*(idi/mph) C-' powti = fpo*(pd1/mph)*(1-wft)+fpo*(idi/mph)*wftC
psp = fpo/mphO
rco = se/ntsO
rdi = pdi /idirpo = os*wos+powti*(1-wos)
1 s = p
STELLA
Equations for the Salesand
Production Scheduling ModelD-3807
41se = IF TINE <5 THEN ise ELSE (ise*(1*cse))
Q
ss = ob/pdiO
taf = 6O
tcuo = 1O
tpdi = 1 ts = nts*editsO
uo = ob-rpoO
wft = 1O
wos = IF TIME < 40 THEN iwos ELSE (iwos*(1+cwos))edits = graph(rdi) 0.0 -> 0.800 0.500 -> 0.850 1.000 -> 1.000 1.500 -> 1.150 2.000 -> 1.350 2.500 -> 1.550 3.000 -> 1.825 3.500 -> 2.150 4.000 -> 2.500 4.500 -> 2.900 5.000 -> 3.500
STELLA
Equations Continued -- for the Salesand
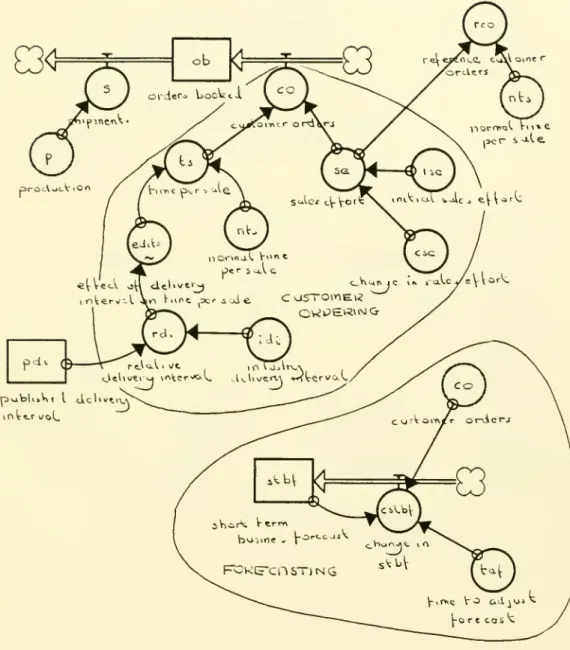
ProductionFigure 22:
STELLA
Diagram ofCustomer
Orderingand
Forecastingin the Sales
and
Production SchedulingModel
with Finished Inventory Control (sapsjnvcon)D-3807
43
Figure 23:
STELLA
Diagram
of Finished Inventory Controland
Shippingin the Sales
and
Production SchedulingModel
Figure 24:
STELLA
Diagram
of Delivery Interval in theSales
and
Production SchedulingModel
D-3807
45
INIT(asl) = si
Hj fi = fi + p - si
INIT(fi) = co*8ic
Cj fpo = fpo + apo
-p
INIT(fpo) = stbf*mph ob = Ob + CO - s INIT(ob) = 300
Lj pdi = pdi + cpdi
INIT(pdi) = idi
n
slbf = stbf + cstbf INIT(stbf) = COO
9i = asi*aicO
aic = 3 apo = stbf+(uo/tcuo)+(cpoi*wic)O
aqi = fi/(ss*aic)O
casi = (si-asi)/tasO
CO = se/tsO
cpdi = (edi-pdi)/tpdiO
cpi = (ai-fi)/tcipO
cpoi = (ai-fi)/tcis cse = .2C
cstbf = (co-stbf)/taf ''_ cwos = di = ob/siO
edi = (ob/fpo)*mph*(1-wdi)+di*wdiC
fp = -3 ;~; fpOC = Ob/fpOC
idi = 3O
ise = 7500 iwos = 1O
mph = 6O
nts = 75 ~; OS = fpo*fpocSTELLA
Equations forthe Salesand
Production Scheduling Model1^ I
D-3807
47
O
p = (ss+cpi)*fp+psp*(1-fp) powii = fpo*(icli/mph) powti = fpo*(pdi/mph)*(1-wft)+fpo*{id1/mph)*wftO
psp = fpo/mphO
rco = se/nts rdi = pdi/idiO
rpo = os*wos+powti*(1-wos) '.0 s = sise = IF TIME <5 THEN ise ELSE (ise*(l+cse))
si = ss*eis ss = ob/pdl
C
taf = 6C
tas= 12O
tcip = 2 tcis = 2 tcuo = 1O
tpdi = 1O
ts = nts*edits IJ
uo = ob-rpo C' wdl = 1 wft = wic = 1wos = IF TIME < 40 THEN iwos ELSE (1wos*(1*cwos))
edits = graph(rdi)
!
eis = graph(aqi)0.0 -> 0.800 0.0 -> 0.0 0.500 -> 0.850 0.200 -> 0.950 1 000-> 1.000 0.400 -> 0.980 1.500 -> 1.150 0.600 -> 1.000 2.000 -> 1.350 0.800 -> 1.000 2.500 -> 1.550 1.000 -> 1.000 3.000 -> 1.825 1.200 -> 1.000 3.500 -> 2.150 1.400 -> 1.000 4.000 -> 2.500 1.600 -> 1.000 4 500 -> 2.900 1.800 -> 1.000 5.000 -> 3.500 2.000 -> 1.000
STELLA
Equations Continued -- for the Salesand
ProductionDEFINITION
OF
VARIABLE
NAMES
ai authorized inventory (systems)
aic authorized inventory coverage (months)
apo additions to planned orders (systems/month)
asi average shipments from inventory (systems/month)
aqi
adequacy
of inventory (dimensionless)casi
change
in average shipments from inventory(systems/month/month)
CO
customer
orders (orders for systems/month)cpdi
change
in perceived delivery interval (months/month)cpi correction to production from inventory (systems/month)
cpoi correction to planned orders from inventory (systems/month)
cse
change
in sales effort (dimensionless)cstbf
change
in short-term business forecast(systems/month/month)
cwos
change
in weight for orders scheduled (dimensionless)di delivery interval (months)
edi estimated delivery interval (months)
edits effect of delivery interval on time per sale (dimensionless)
eis effect of inventory on shipments (dimensionless)
fi finished inventory (systems)
fp flexibility of production (dimensionless)
fpo firm planned orders (systems planned)
fpoc fraction of planned orders committed (dimensionless)
id! industry delivery interval (months)
ise initial sales effort (hours/month)
iwos initial weight for orders scheduled (dimensionless)
mph
manufacturing planning horizon (months)nts normal time per sale (hours/system)
ob orders
booked
(orders for systems)OS orders scheduled (systems planned)
p production (systems/month)
pdi published delivery interval (months)
D-3807
49
DEFINITION
OF
VARIABLE
NAMES
-CONTINUED
powti planned orders within target interval (systems planned) psp production suggested by plan (systems/month)
rco reference
customer
orders (orders for systems/month)rdi relative delivery interval (dimensionless)
rpo reference planned orders (systems planned)
s shipments (systems/month)
se sales effort (hours/month)
si shipments from inventory (systems/month)
ss scheduled shipments (systems/month)
stbf short-term business forecast (systems/month)
tat time to adjust forecast (months)
tas time to average shipments (months)
tcip time to correct inventory for production (months)
tcis time to correct inventory for schedule (months)
tcuo time to correct unexpected orders (months)
tpdi time to publish delivery interval (months)
ts time per sale (hours/system)
uo unexpected orders (orders for systems) wdi weight for delivery interval (dimensionless)
wft weight for fixed target (dimensionless)
wic weight for inventory correction (dimensionless)
DESCRIPTION
OF PARAMETER
AND
STRUCTURAL
CHANGES
FOR
SIMULATION
SCENARIOS
Base
Run
(Model saps_base)The
base
run is described onpages
15 through 19 of the report.The
baserun uses the
model saps_base
-- a version of themodel
in which there isno feedback to production planning from orders booked,
and
in which thereis no finished inventory.
The
production plan (more specifically, additionsto
planned
orders) is therefore equal to the forecast.The
forecast isassumed
tobe
an exponentialsmoothing
ofcustomer
orders, with a smoothing constant (time to adjust the forecast taf) of 6 months.Monitoring
and
Control of Excess Orders (modelsaps_ordmon)
The
model
saps_ordmon
is thesame
as thebase
model, but withnew
equations to represent a policy of monitoring
and
control of excess orders.Simulations of the
model
are described onpages 20
through24
of thereport.
The
new
equations are described below.a). Additions to Planned Orders
apo
= stbf + uo/tcuo 1tcuo = 1 2
where:
apo
additions to planned orders (systems planned/month) stbf short-term business forecast (systems/month)uo unexpected orders (orders for systems)
D-3807
51In the
base
model, the additions to planned orders (apo) are equal to theshort-term business forecast (stbf). In other words,
when
plannersadd
new
production orders to the production schedule, theyadd
thenumber
oforders called for by the forecast (stbf). But,
when
they adopt the order monitoringand
control policy they alsoadd
a proportion of the unexpectedorders (uo) on top of the forecast.
When
the forecast is innaccurate, ormore
specifically,when
it is biaseddownward,
unexpected
ordersaccummulate
which are factored into the production plan asshown
inequation 1
.
b). Unexpected Orders
But
what
are unexpected ordersand
how
do
schedulers recognizethem?
Equations 3 through 9show
how.where:
uo = ob - rpo
rpo =
os*wos
+ powti*(1-wos)OS = fpo*fpoc fpoc = ob/fpo
wos
weight for orders scheduled (dimensionless)powti planned orders within target interval (systems)
pdi published delivery interval (months)
idi industry delivery interval (months)
mph
manufacturing planning horizon (months)wft weight for fixed target (dimensionless)
The
equations contain two switches -- weight for orders scheduled (wos)and
weight for fixed target (wft)which
allowone
tomake
differentassumptions
about the effectiveness of the order monitoringand
controlpolicy.
The
simulations described in the reportwere
obtained by settingwos
=and
wft = 1 -- a combination of switches that results in veryeffective order monitoring
and
control. With this combination, theequation for reference planned orders (rpo) reduces to:
rpo = fpo*(idi/mph)
So,
we
are saying in equation 3 that schedulers recognizeunexpected
orders (uo) by comparing orders
booked
(ob) with reference planned orders(rpo),
and
that they take as their reference point only the planned ordersscheduled
for production within the industry's delivery interval (thequantity fpo*(idi/mph).
If the parameter, weight for orders scheduled (wos), is set to 1, then the
model
saps_ordmon
becomes
equivalent to thebase
model.Under
thiscondition, the equation for reference planned orders (rpo) reduces to:
rpo = OS
But, as equations 5
and
6 show, orders scheduled (os) are those plannedorders that
have been
assigned tocustomer
orders -- in other words,D-3807
53and
in equation 1 additions to planned orders (apo) are equal to theshort-term business forecast (stbf) -- the
same
assumption
used
in thebase
model.(One
might ask,why
take the trouble to write equations forreference planned orders (rpo) if the numerical value of reference planned
orders (rpo) is zero.
The
answer
is that the equationsshow
the process bywhich schedulers
and
planners recognize excess orders -- the informationthey use to assess whether customers have ordered
more
than expected. Itturns out that in a
system
where
schedulershave
thefreedom
to assigncustomer
orders toany
open
production slot (a slot-planning system) it'sdifficult to recognize
excess
orders because, if the planning horizon islong enough, schedulers can always find
open
production slots).Finished Inventory Control (model
sapsjnvcon)
The
model
sapsjnvcon
is thesame
assaps_ordmon,
but with equationsadded
to represent finished inventory, production for inventory, shippingfrom inventory (in
saps_ordmon
shipping is equal to production)and
finished inventory control.The
new
equations are described below.a). Finished Inventory
and
Shippingufi = fi + p - si 1
INIT(fi) = co*aic 2
si = ss*eis 3
eis = graph(aqi)
4
where:
fi finished inventory (systems)
p production (systems/month)
si shipments from inventory (systems/month) CO customer orders (orders for systems/month)
aic authorized inventory coverage (months) ss scheduled shipments (systems/month)
eis effect of inventory on shipments (dimensionless)
aqi
adequacy
of inventory (dimensionless)Equation 1 states that finished inventory (fi) is increased by production
(p)
and reduced
byshipments
from inventory (si).So
productionand
shipments are no longer identical as they
were
in thebase
model and
insaps_ordmon,
but canmove
(somewhat)
independentlybecause
they areseparated by a level of inventory.
Equations 3 through 5 describe shipping. If there is
adequate
finishedinventory then
shipments
from inventory (si) are equal to the shippingschedule (ss).
The
factory can ship according to schedulebecause
there isadequate
product available -- in other words, the effect of inventory onshipments (eis) is neutral (takes a numerical value of 1).
The
key to thesuccess
of the finished inventory control policy is for the factory to holdenough
finished inventory that stockouts of high-volume items neveroccur.
By
preventing stockouts, the factory can maintain constant delivery intervalsand
so avoid the possibility of inadvertently suppressingcustomer
orders.The
following parameter values represent a no-stockoutD-3807
55
authorized inventory coverage aic = 3
months
effect of inventory on shipments eis = graph(aqi) such that
when
adequacy
of inventoryaqi = eis = aqi = 0.2 eis = .95 aqi = 0.4 eis = .98 aqi = 0.6 eis
=1.0
aqi = 0.8 eis = 1.0 aqi = 1.0 eis = 1.0 aqi = 1.2 eis = 1.0 aqi = 1.4 eis = 1.0 aqi = 1.6 eis = 1.0 aqi = 1.8 eis = 1.0 aqi = 2.0 eis=1.0
It is important that the effect of inventory on shipments (eis) remains at
the value 1, or very close to 1, over a wide range of values of finished inventory,
because
then the factory is always able to ship acording toschedule. If you study the graph function for the effect of inventory on
shipments
you'llsee
thatwhen
adequacy
of inventory is 1 --when
thefactory's finished inventory is exactly equal to the authorized inventory,
which is three
months
ofshipments
-- then the effect of inventory onshipments (eis) is also 1.
When
theadequacy
of inventory (aqi) falls--when
the factory's inventory is less than authorized -- the effect ofinventory on shipments (eis) stays very close to the value 1 . Only
when
theadequacy
of inventory reaches the value .2 --when
the factory's is onlyone
fifth of the authorized --does
the effect of inventory on shipmentssome
product linesand
therefore unable to ship according to schedule.The
reader should beaware
thatone
cannot arbitrarily specify theshape
of the effect of inventory on shipments (eis).
The
shape
depends
on theauthorized inventory
coverage
(aic)and
on the diversity of products the factory producesand
holds in finished inventory. If the factory producesmany
different products then it should plan to hold a lot of finished inventory (in other words, the authorized inventory coverage will be high,say 3 or 4
months
of shipments) to be sure of avoiding stock-outs,and
therefore to be sure that the effect of inventory
on
shipments remainsclose to the value 1.
On
the other hand, if the factory produces onlyone
product line, a stock-out can occur only
when
finished inventory is zero.So
the effect of inventory on shipments (eis) will remain at the value 1even
if the factory's authorized inventory coverage (aic) is onlyone month
or
one
week
of shipments.So,
when
using themodel
sapsjnvcon,
it is important to think carefullyabout the
shape
of the effect of inventory on shipments (eis)- how
itchanges
depending on the factory's authorized inventory coverage (aic) andon the assumptions
one
makes
about the factory'snumber
of product lines.For example, if
one were
to rerunsapsjnvcon
with authorized inventorycoverage reduced
to onlyone
month, instead of three, (and with theassumption
that the factoryproduces
several, say 10, different productD-3807
57shipments (eis) slope
more
graduallyupward
from the (0,0) point.One
would
find that, themore
gradual the slope, the less effective theinventory control policy
would
be in regulating delivery interval--because
the factory would stock-outmore
easily.b). Finished Inventory Monitoring
and
ControlTo
use
the finished inventory effectively for production planning, thefactory's
warehouse
must
monitor the differencebetween
finishedinventory
and
authorized inventoryand
report the difference to schedulersand
planners.The
schedulersand
planners use the information to adjust both current productionand
the production plan.The
equations to representthe monitoring
and
control of finished inventory areshown
below:apo
= stbf + (uo/tcuo) + (cpoi*wic) 6cpoi = (ai - fi)/tcis 7
p = (ss + cpi)*fp + psp*(1-fp) 8
cpi = (ai - fi)/tcip 9
where:
apo
additions to planned orders (systems/month) stbf short-term business forecast (systems/month) uo unexpected orders (orders for systems)tcuo time to correct unexpected orders (months)
cpoi correction to planned orders from inventory
(systems/month)
ai authorized inventory (systems)
fi finished inventory (systems)
tcis time to correct inventory for scheduling (months) p production (systems/month)
cpi correction to production from inventory
(systems/month)
fp flexibility of production (dimensionless)
psp production suggested by plan (systems/month)
tcip time to correct inventory for production (months)
Equation 6 states that
when
plannersmake
additions to planned orders theyadd
to the short-term busines forecast (stbf) a correction to plannedorders from finished inventory (cpoi).
They
make
a correctionwhenever
there is a reported differencebetween
authorized inventory (ai)and
finished inventory (fi) as
shown
in equation 7. (They alsoadd
to theshort-term business forecast (stbf) a correction for
unexpected
orders(uo)
-
but in the simulationsshown
in the report,unexpected
orders arealways zero
because
reference planned orders (rpo) are equal to orders scheduled (os)).Equation 8
and
9 state that schedulersmake
a correction to production(cpi)
based
on the reported differencebetween
authorized inventory (ai)and
finished inventory (fi). If finished inventory (fi) is lower thanauthorized (ai) they