DYNAMIC ANALYSIS AND CONTROL OF A
ROLL BENDING PROCESS
by
MICHAEL BRUCE HALE
'B.S., Oklahoma State University
(1983)SUBMITTED TO THE DEPARTMENT OF
MECHANICAL ENGINEERING
IN PARTIAL FULFILLMENT OF THE
REQUIREMENTS OF THE DEGREE OF
MASTER OF SCIENCE IN
MECHANICAL ENGINEERING
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 1985(E Massachusetts Institute of Technology 1985
The author hereby grants to M.I.T. permission to reproduce and
distribute copies of
this thesis document in whole or in part.Signature of Author
, , _-I %,v , I , v-Department of Mechanical Engineering
June 3, 1985 Certified byDavid E. Hardt
Thesis Supervisor
Accepted byAin A. Sonin
M~A4A
TI&partment Graduate Committee
OF TECHNOLOGY
DYNAMIC ANALYSIS AND CONTROL OF A
ROLL BENDING PROCESS
by
MICHAEL BRUCE HALE
Submitted to the Department of Mechanical Engineering
on June 3, 1985 in partial fulfillment of the requirements for the Degree of Master of Science inMechanical Engineering
ABSTRACT
Recent research has shown that the roll bending process can be automated by the addition of a closed-loop control
system that continuously measures the springback of the metal
workpiece. In the present work the components of a roll bending system, controlled by such a closed-loop scheme, areanalyzed to determine important dynamic characteristics of
the roll bending process. Dynamic models are developed for the individual components and for the roll bending process asa whole.
These models are verified using an experimental
roll bending apparatus.
A linear control analysis and a
nonlinear simulation are performed, using the system model,
to determine the limits of the roll bending system response. The analysis shows that very good system response is possibleusing a simple proportional controller and
proportional-plus-derivative feedback. The analysis also indicates that the derivative feedback, which for roll bending is the rate of change of unloaded curvature, can be approximated by the rateof change of the control variable, roll velocity.
Experi-ments were performed which verified the control analysis.
The experiments also show that workpiece vibration is a majorproblem as the roll bending system bandwidth is increased
because the control system is unable to distinguish between
workpiece vibration and curvature disturbances. Because the
workpiece dynamics change as the workpiece moves through the
roll bending apparatus, the control system must be designed
for the worst case. Workpiece vibration is the major factorwhich limits the roll bending system response. Nevertheless,
the proposed control scheme represents a major improvement in the control of the roll bending system because of the
increased bandwidth and stability possible.
Thesis Supervisor: Dr. David E. Hardt
ACKNOWLEDGMENTS
I would like to thank Professor David Hardt for his guidance and support throughout this research. The time spent in discussion with Professor Hardt resulted in many
valuable insights.
I would also like to thank the Aluminum Company of
America for their financial support and technical
assis-tance.Thanks also to James Owen who generously consented to examine the first draft of this document. His careful review and helpful suggestions have made the final version a much
more readable and incisive manuscript.
Finally, a special thanks to my family for their love
and support and prayers. Thanks especially to Patti whose
companionship remains a comfort and an inspiration.
TABLE OF CONTENTS
Title PageAbstract
Acknowledgments
Table of Contents
List of Figures
Chapter 1
INTRODUCTION
Motivation
Previous Research
Thesis Overview
Chapter 2
STATIC ANALYSIS OF BENDING MECHANICS
Moment-Curvature Relationship
Straightening
Unsymmetrical Sections
Bidirectional Bending
Chapter 3
DYNAMIC ANALYSIS AND MODELING
Experimental Apparatus
Workpiece Model
Servo Model
Measurement and Filter Model
Disturbance Model
Controller Model
Chapter 4
CONTROL
Control Objectives
Linear Control Analysis
Page No. 1 2 3 4 6 10 10 11 15 17 17 23 26 32 34 35 38 45 49 49 53 55 56 60 I
Chapter 5
Nonlinear Control Analysis
EXPERIMENTATION
Experimental Objectives
Experiments
Step TestsDisturbance Tests
Chapter 6
CONCLUSIONS
Future Research
Bibliography
Appendix 1 EXPERIMENTAL BENDING APPARATUS
Appendix 2 MEASUREMENT ALTERNATIVES
Loaded Curvature Measurement
Moment Measurement
Bending Stiffness Measurement
Appendix 3 ERROR ANALYSIS
Appendix 4 COMPUTER PROGRAMS
Bending Control Program
Modeling Program
Step and Frequency Response Program
73 79 79 83 84 109 115 118 122 125 141 142 149 152 155 159 159 169 174
LIST OF FIGURES
No.
Pyramid 3-Roll Bender Configuration
Stress State in a Loaded BeamMoment-Curvature Relationship
Momient vs. Workpiece PositionRoll Bender Configuration
Closed-Loop Control Block Diagram
Shifted Moment-Curvature Diagram
Triangular RodK vs. Center Roll Position
u
Experimental Roll Bending Apparatus
Roll Bending System Block Diagram
Elastic-Perfectly-Plastic Stress-Strain
1/8" X 1" Aluminum Workpiece Model1/4" X 1" Aluminum Workpiece Model
Workpiece Hysteresis
Hysteresis Test
Velocity Servo Step Response
Velocity Servo Bode Diagram
Position Servo Step ResponsePosition Servo Bode Diagram
Filter Bode Diagram
Disturbance Model Block Diagram
Disturbance Detection
Page No. 12 18 18 20 20 24 24 27 33 36 36 38 41 41 43 43 47 47 48 48 50 51 51Figure
1 2 3 4 5 6 7 8 9 10 21 12 13 14 15 16 17 18 19 20 21 22 2324
Discretized Control Output
54
25 Disturbance Block Diagram 62
26 Position-Servo Based Block Diagram 65 27 Velocity-Servo Based Block Diagram 65
28 Position-Servo Based Root Locus 66
29 Velocity-Servo Based Root Locus 66
30 Velocity-Servo Based Z-Plane Root Locus 69
31 Z-Plane Root Locus with a Zero 69
32 Simulated System Step Response 77
33 Simulated System Step Response 78
34
Simulated System Disturbance Response
78
35 Test #1 Plot #1 85 36 Test #1 Plot #2 85 37 Test #1 Plot #3 86 38 Test #1 Plot #4 86 39 Test #2 90 40 Test #3 92 41 Test #4 92 42 Test #5 96 43 Test #6 96 44 Test #7 98 45 Test #8 98 46 Test #9 Plot #1 99 47 Test #9 Plot #2 99 48 Test #10 100 49 Test #11 103
50 Test #12 Plot #1 103 51 Test #12 Plot #2 104 52 Test #13 107 53 Test #14 107 54 Test #15 Plot #1 108 55 Test #15 Plot #2 108 56 Test #16 Plot #1 112 57 Test #16 Plot #2 112 58 Test #17 Plot #1 113 59 Test #17 Plot #2 113 60 Test #18 Plot #1 114 61 Test #18 Plot #2 114
62
Roll Bender Hardware Relationships
127
63
Outer Roll-Pair Rotation
128
64 Center-Roll Housing 129
65
LVDT Curvature Measurement Device
131
66 LVDT Noise 132
67 Potentiometer Noise 132
68 Force Transducer and Potentiometer 134
69 F Noise 135
x
70 F Noise 135
y
71 Roll Bender Geometry 136
72
Curvature Measurement Scheme
137
73
Translated Moment-Curvature Origin
143
74 LVDT Configurations 143
76 Measurement Errors 157
Chapter 1
INTRODUCTION
Motivation
In an effort to increase productivity and remain competitive in the world market, many companies are
consid-ering production process automation.
In the metal forming
industry much interest has been generated by the introduction
of automation for traditionally manual operations such asbrakeforming and roll bending.
The first generation of
automation for these processes was the addition of a simple position servomechanism and controller. On a brakepress, forexample, a position servomechanism (servo) enabled the
operator to program a series of movements which could berepeated very quickly and precisely.
This did not
signi-ficantly improve productivity, however, because of the
extensive reworking needed to achieve the necessary shape
accuracy.
Even though the brakepress position could be
controlled very closely, final part shape varied because of material property variations. More recent work by Hardt [1], Allison and Gossard [2], and Stelson [3] has shown that amaterial adaptive control scheme can be developed for the
brakeforming
process
which
will
significantly
improve
productivity by explicitly accounting for material properties
in-process.
bending process, is used in many metal forming situations
that fit within the particular hardware restraints. The roll bending process, where applicable, is much faster than thebrakeforming process because rather than forming the material
in discrete steps, as in brakeforming, the workpiece isformed continuously as the material is rolled through the
machine.
The advantages of the continuous forming provide
the motivation for the research presented in this thesis. The roll bending operation has great potential as an effi-cient and versatile metal forming process. The goal of this research was to develop an automatic control scheme for the roll bending process that would take advantage of the inher-ent speed of the roll bender while incorporating aclosed-loop control scheme.
Previous Research
The three-roll pyramid roll bender shown in Figure 1 is a typical configuration that consists of a pair of fixed outer rolls and a movable center roll. One or more of the rolls is driven, and friction between the rolls and the work-piece permits the material to be rolled through the machine. As the workpiece moves, the center roll is adjusted to pro-duce a variable bend along the length of the workpiece. This process is used to form long flat workpieces such as heavy plate used in boilers and reactor vessels. Roll bending is also used extensively to form long thin workpieces such as
Final
Shape Workpiece MovableCenter
Roller
4
Fixed
Outfeed
Roller
Fixed
RollnfeedRoller
Figure 1. Pyramid 3-Roll Bender Configuration
aluminum extrusions. In the aluminum industry roll bending
is also used for final straightening and contour correction of extrusions. This operation is entirely manual and the accuracy of the final product shape is dependent on the skill of the operator.In recent years some effort has been directed toward
automating the roll bending process.
The major obstacle
confronting researchers has been material springback.
In
roll bending, the metal workpiece is plastically deformed asthe workpiece moves through the machine.
As the workpiece
exits the bending apparatus the elastic stresses in the metal
are relaxed and the metal "springs back". Thus the metaldoes not obtain its final shape until the workpiece has exited the machine. Some of the earliest attempts to deal with the material springback problem (Sachs [4] and Shanley [5]) used empirical data to characterize springback for
certain materials and workpiece shapes. Other researchers
([6] to [14]) used various analytical methods in an attemptto predict stress and strain conditions as well as springback
for various materials.
Later, Hansen and Jannerup [15]
developed a more complex model for elastic-plastic bending of
beams that could be used to obtain a more nearly accurateestimate of the workpiece springback.
Cook, Hansen, and
Trostmann, [16] 'ised the beam model in [15] to design anopen-loop controller for a roll bending machine and
demon-strated that good control of the final part shape is possibleif the material properties, including springback, are known
beforehand.
The condition of prior knowledge of material
properties is very restrictive, though, and seriously limits
the usefulness of the controller. Foster [17] developed a machine which measures the final part shape as the workpieceexits the bending apparatus.
This measurement can be
incorporated into a closed-loop curvature controller.
The
advantage of this type of control scheme is that no priorknowledge of material properties is required for controller
implementation. The curvature measurement, though, is taken
after the workpiece has exited from the bending apparatus.
At this point the workpiece already has been formed to itsfinal shape so the information cannot be used to correct the current error, but only to maintain a relatively constant
final curvature. More recent research by Hardt, Roberts, and
Stelson [18], in the area of roll bending, and similar research by Gossard and Stelson [19], in the area of brake-forming, has shown that it is possible to measure theimportant material properties, including springback, during
forming and thus design a closed-loop controller for these processes. Hale and Hardt [20], and Lee and Stelson [21] have extended the approach in [18] to include the rollstraightening process and have conducted experiments that
show that with a closed-loop controller, straightening is
nothing more than bending to zero curvature.
Although the
control scheme presented in [18] works well in theory, theproductivity gains possible with this closed-loop curvature
controller are limited by the assumption that workpiecefeedrate will be very slow. This assumption was necessary to
avoid unwanted oscillation and instability. In [18] and [20] the feedrates are kept below 0.7 in/sec. In [21] thework-piece was actually stepped through the bending device and the
forming was performed while the workpiece was stationary.
This closed-loop control method enhances the versatility of
the roll bending process by making one-pass forming of
arbi-trary shapes possible, but it does not exploit the inherent speed advantages of the roll bending process. Thus much of the possible productivity gains are lost.Thesis Overview
The work described in this thesis presents a new control
method
that greatly improves the
roll bending system
response. In Chapter 2, a complete static analysis of the roll bending process is presented. In addition, threebending cases that merit special attention: straightening,
forming unsymmetrical sections, and bidirectional bending,
are examined in some detail to determine how the control approach presented in [18] must be modified to apply to these cases. In Chapter 3 the roll bending system is broken down into five primary components. Models of each of these fivecomponents are developed to determine their individual
influence on system dynamics and response. These models are
verified using an experimental bending apparatus that is
described briefly in Chapter 3 and in more detail in Appendix 1 and [22]. In Chapter 4 the dynamic models are used todevelop a digital controller that satisfies specific control
objectives.
The relative importance of the control
objec-tives listed in Chapter 4 varies according to the type of bending, so the control analysis is presented first in gene-ral terms and then examined using the experimental apparatusfor specific types of bending. This analysis indicates that
the roll bending system bandwidth can be greatly increased by
a simple modification to the control system presented in
[18]. Using a proportional-plus-integral controller with a
velocity servo results in a much simplified dynamic system
with good stability and improved bandwidth. The new control
method presented allows the same system response to be
maintained at much greater feedrates, resulting in largeproductivity gains for very little cost. The experimental procedures and results are presented in Chapter 5. The results verify the models developed in Chapter 3 as well as the new control method proposed in Chapter 4. Chapter 6
contains the conclusions and also some suggestions for future
research. The major conclusion is that there is a rathersevere limitation imposed on maximum system bandwidth because
of workpiece vibration. More research is needed to
charac-terize completely the effect of the workpiece vibration on
the final curvature of the workpiece. In addition, a more detailed study of the mechanics of bending could yield some insight into the problems and possibilities of one-passtwo-dimensional and three-dimensional bending.
The
appen-dices contain more detailed information on the experimental
hardware and software as well as an error analysis andhard-ware concerns and measurement alternatives.
Chapter 2
STATIC ANALYSIS OF BENDING MECHANICS
The closed-loop curvature control scheme for both the roll bending process and the brakeforming process is based on
real-time measurement of the material springback. The
devel-opment of this control scheme is repeated below.
Moment-Curvature Relationship
A work?iece in a three-roll bending machine can be modeled as a beam under three-point loading as shown in Figure 2. As the beam is loaded, the material is initially stressed elastically. If the beam is loaded so that the stress in the beam is always below the yield stress, then when the beam is unloaded, the material will "spring back" and regain its original shape. If, however, the beam is loaded so that some of the fibers are loaded past the elastic limit, then the beam is plastically deformed and will be
permanently deformed when unloaded.
Figure 2 shows the
stress state in a beam that is loaded past the yield point. The final workpiece shape depends on the initial shape, the initial stress state, and the stress distribution, all as afunction of position along the workpiece. The relationship
between the stress state of a workpiece and the resulting curvature can be seen in the moment-curvature relationship, which can be derived from the stress-strain relationship.zone
Figure 2. Stress State in a Loaded Beam
C B dM dK D KL
Curvature
Figure 3. Moment-Curvature Relationship
Mc
E 0 A _ · _Figure 3 is a general moment-curvature diagram for an ini-tially flat workpiece. This diagram is drawn for a single point along the length of the workpiece. A similar diagram is needed for every point on the workpiece to characterize completely the workpiece curvature. The situation can be greatly simplified by considering the geometry of the
three-roll bending process.
For a workpiece that is loaded in a roll bending
appara-tus, the exact moment distribution along the sheet is complex
but can be approximated as a linear function of arc length assuming that no moment is generated between the drive rolls and the workpiece (Figure 4). As indicated for three-pointbending, the bending moment applied to the workpiece
increas-es from zero at the input roll to a maximum at the center-roll contact point and then decreases to zero at the output roll. This loading sequence can be traced on themoment-curvature diagram (Figure 3), the moment-position diagram
(Figure 4), and on a machine diagram (Figure 5). At the input roll the workpiece has zero moment and, assuming an initially flat workpiece, zero curvature (Point A). The moment and
curvature increase and the workpiece deforms elastically
until the yield point is reached (Point B). The slope of theelastic loading line in Figure 3 is the effective bending
stiffness. As the moment increases from Point B to a maximum at Point C the sheet deforms plastically. The moment andcurvature decrease linearly as the sheet moves from maximum
d2
C
B
Position
Figure 4. Moment vs. Workpiece Position
Workpiece
Movemenf
inch
Roller
Figure 5. Roll Bender Configuration
,,4-c
Eo
loading (Point C) to the output roll (Point D) where the moment is again zero but the curvature is not because the workpiece has been plastically deformed. The slope of the unloading line in Figure 3 is the same as the elastic loading line. The workpiece springback as a function of distance, s,
along the workpiece is the difference between the maximum
loaded curvature and the final unloaded curvature and is found from Figure 3 to be:AK(s) = KL(s) - K (s) (1)
U
where KL is the maximum loaded curvature and K is the
L ~~~~~~~~u
unloaded curvature. The springback can also be expressed in terms of the moment. As shown in Figure 3 the unloading path is a linear function of the moment and so the springback can be expressed:
AK(s) = M(s)/(dM/dK) (2)
where M(s) is the moment distribution along the sheet and dM/dK is the slope of the elastic loading line. This equation points out one of the major advantages that the roll
bending process has over the brakeforming process.
For
brakeforming, where the workpiece is formed at discrete
loca-tions, it is necessary to obtain the full moment-curvature distribution along the workpiece in the forming region to
predict accurately the distributed springback.
For roll
forming, however, every point along the workpiece is loaded to the maximum moment as it passes under the center roll, andby controlling the maximum moment, each point along the
workpiece can be formed individually.
As shown in [22], if the loaded curvature and the springback are known for a given point, then the unloaded curvature is found by rearranging Equation 1:
K = KL - AK (3)
u L O
This can be combined with Equation 2 to yield:
K
u= KL -
Mmax/(dM/dK)
(4)
where it is understood that these two equations apply to each point along the workpiece. Equation 4 shows that it is possible to calculate the unloaded curvature of the work-piece while the workwork-piece is in the loaded condition if the
moment and curvature at the contact point under the center
roller are known together with the bending stiffness of the
workpiece. In other words it is possible to measure thematerial springback in real time. Because the measurement is made at the center roll where the forming occurs, there is no measurement lag as there is with post-forming measurements as presented in [17]. A closed-loop controller can be designed using the unloaded curvature as the loop feedback. A general block diagram of such a control scheme is presented in Figure 6. A control system based on the real-time measurement of springback has many advantages over systems based on delayed measurement or springback prediction, such as in [16]. The
primary advantage is that one-pass forming of arbitrary
shapes is possible because the controller can use the actualsystem output, unloaded curvature, for feedback. Thus the
system shown in Figure 6 can be thought of as a closed-loop curvature servo. Changes in material properties such as yield point, which can differ from workpiece to workpiece and even along the same workpiece, are reflected in the momentand curvature measurements and compensated for
automati-cally. This was demonstrated for the static case by Hardt, Roberts, and Stelson in [18] and Roberts in [22].Straightening
Another significant advantage of real-time measurement
of unloaded curvature is evident in the straighteningapplication. Consider a workpiece that is initially curved.
The effect of the initial curvature on the moment-curvature diagram is shown in Figure 7, which is drawn for a singleDesired Error Rolls Workpiece
4 F t Controller iS ervo Roll Work piece
I I I I I
Ku Measured
KL Measured I
Moment Measured
Figure 6. Closed-Loop Control Block Diagram
Yield Point
r i U. y U Curvuture
Figure 7. Shifted Moment-Curvature Diagram
..-E 0
Initial
Curvature
I I I I I II
- . -±& ,& K I I d M/d Kpoint on the workpiece where the initial curvature is nega-tive. The initial curvature simply shifts the origin of the
curve. In the unloaded state (zero applied bending moment)
the loaded curvature is no longer zero and the curve shifts to reflect this initial condition. The actual shape of thenonlinear portion of the curve depends on the initial stress
state in the workpiece. The slope of the loading and unload-ing lines does not change though, so the control scheme isunaffected by initial stresses. In the closed-loop
control-ler, initial curvature can be described as a system distur-bance. A model of this disturbance is developed more fully in Chapter 3. The closed-loop control scheme will sense thedisturbance and react to eliminate it. Because the
distur-bance is measured under the center roll, the control system
can react while the workpiece is still loaded. Thus, withthe closed-loop controller, straightening is no different
than bending to zero curvature and can be accomplished in aone-pass operation without prior knowledge of the
distur-bance. This is clearly not possible using predictive methods
of calculating the springback unless the disturbances are
fully known beforehand. Prior knowledge of the disturbances
requires a separate operation and additional instrumentation,
and even then, multiple passes may be required because a
controller based on predicted springback is open-loop and
cannot compensate for material property variations.
Unsymmetrical Sections
For a workpiece with a cross-sectional area that is symmetric about a given axis and material properties that are constant along the workpiece and symmetric about the axis, a pure moment acting in the plane of symmetry will produce a
deflection only,
in the plane of symmetry, These conditions
are very restrictive though, and apply only to a limited number of industrially relevant cases. The general case ofthree-dimensional bending is much more complex.
For an
arbitrary cross-section with a bending moment applied in an
arbitrary direction, it is possible for the workpiece totwist about the longitudinal axis and bend about two
orthog-onal transverse axes. In other words, the two-dimensional bending and the twisting are all coupled and may all occurfrom a one-dimensional loading.
Consider a triangular rod (Figure 8) that is loaded about the two orthogonal transverse axes. The deflection in the xy plane is related to the loading by Equation 5 (see [23] and [24]):
a
MzI
+M T
YZ(5)
as E(I I - I 2
yy zz yz
where is the local beam angle in the xy plane, s is the distance along the beam, E is the modulus of elasticity, M
M
Figure 8. Triangular Rod
and M are the moments applied about the z and y axes y
respectively, I and I are the area moments of inertia for
zz yy
the z and y axes respectively, and I is the area product of
yz
inertia for the y and z axes. The deflection in the xz plane
is:
a
-MzIY As E(I Iyy zz
- M I YY - I 2)yz
where is the local beam angle in the xz plane. It is easy to see that a moment applied only in the z (or y) direction
(6)
will produce a deflection in two directions because of the coupling from the product of inertia term, Iyz . This
multi-y z
dimensional bending is undesirable for the roll bending
process because three dimensions must be measured and
controlled in order to control the final shape for the general case. Therefore it is important to analyze the coupling effect to determine how it can be prevented or reduced.From Equations 5 and 6 it is obvious that the bending is uncoupled when I = 0.0. This is the case if y and z are
yz
principal axes, such as the axes through the centroid and
parallel to the edges of a rectangular section. Thus bending
about a principal axis will result in an uncoupled deforma-tion. For many sections however, this restrictive condition cannot be met. Even if coupling is unavoidable, the effectscan be minimized.
Because permanent changes in curvature
involve plastic deformation, if a moment in one directionproduces plastic deformation in one direction and elastic
deformation in all other directions, the bending iseffec-tively uncoupled. Although bending occurs in more than one
direction, plastic deformation, and therefore permanent
curvature changes, will occur in one direction only. Thefollowing analysis demonstrates the effect of coupling for a
two-dimensional case.
Suppose that the workpiece shown in Figure 8 is ini-tially flat and is loaded in a single direction (M = 0.0).
Rewriting Equation 6 gives:
-M I
as E(II - I
2)(7
Rewriting Equation 5 yields:
Da MzIzz
= "
2
(8)as E(I yy zz Izz - IZ yz )
Substituting Equation 8 into Equation 7 yields:
(as
)(acz)
'1(9)
as \
as
From this equation it is easy to see that the coupling is governed by the ratio of the product of inertia to the moment of inertia. A similar development cn be used to show that the coupling that occurs when M = 0.0 is given by:
z
as
Iz
I
(10)
as
I
yy
Now let K be the maximum elastic loaded curvature in the xz xz
plane and K be the maximum elastic loaded curvature in the
xy
xy plane. Then the conditions that will ensure uncoupled bending are given by:
QCz)()
Kxz(l
as
(11)z/
for bending in the xy plane and
(I)(
as)
2xy
Y Y
for bending in the xz plane. Consider, for example, the triangular cross section shown in Figure 8 where h = 1.75 in, b = 1.25 in, E = 10x106 psi and the proportional limit is
35x103 psi (Aluminum 6061-T6). If the maximum elastic loaded
curvature can be approximated by the loaded curvature of theworkpiece when the outermost fibers are stressed to the
proportional limit, then:.4
I = 0.186 in zz.4
I = 0.095 in Yy.4
I = -0.066 in yz K = 0.004 in xz K = U.u03 in xyThus the largest curvatures that can be formed in each
direction without affecting the unloaded curvature in the
other direction are:S -- (0.004) = 0.011 in (13)
as
\
yz-
--(0.003)
0.0043 in
1(14)
as
For straightening the triangular beam, it might be possible to keep the curvature below the indicated values because curvature magnitudes are very small. For bending, though, coupling is sure to occur. But the coupling effect can be
minimized by careful application of the analysis shown
above. By bending first in the direction which is leastaffected by bending in the opposite direction, the required
number of passes will be minimized if an iterative control method is used. Better yet, it might be possible to calculate, using Equations 9 and 10, the overbend orunderbend needed to compensate for the coupling.
This
defeats the purpose of the closed-loop control scheme
however, because the coupling is estimated and not measured
explicitly.
If the closed-loop curvature control scheme
could be applied to two or three dimensions then the coupling effects would be measured and compensated for automatically,much like initial curvature disturbances are handled in
straightening. The work presented here will be restricted toone-dimensional uncoupled bending to simplify the
eperi-mental apparatus.
Bidirectional Bending
To form arbitrary workpiece shapes in a single pass the
bending apparatus must be capable of forming both positive
and negative (bidirectional) curvatures.
This means that
more complex hardware, such as opposing roll pairs, is needed(see Appendix 1). The closed-loop control scheme can be
applied to bidirectional bending with no changes. The major
difference between unidirectional and bidirectional bending
is due to the effect of the elastic deadband region. Equa-tion 4 together with Figure 3 show that there is no change inthe unloaded curvature while the workpiece is loaded
elasti-cally. Thus for a certain range of center-roll movement the system output does not change. This range of movement iscalled the deadband region. Figure 9 shows the relationship
between center-roll displacement and unloaded curvature for a
workpiece that is stationary in the bending apparatus. The
points noted in Figure 9 correspond to the loading conditions
shown in Figure 3 for the special case of a stationary work-piece. Notice that a large portion of the loading path and the complete unloading path shown in Figure 3 are in thedeadband region. For unidirectional bending with no
over-shoot, the system passes through the deadband region only
once at the start of bending and the effect on the system response is very small. For bidirectional bending, andespecially for straightening where curvature levels are very
small, most of the center-roll movement may be in the dead-band region. Thus it is possible for the deadband region todominate the system response. This is of little importance
for static bending but becomes very important for the dynamiccase where the workpiece moves through the roll bending
appa-ratus. The deadband region has a large effect on systemstability and error, especially as the feedrate becomes
large. The effect of the deadband region on the systemdynamics will be explored in more detail in the next
chapter.
Ku _-mm~ D/
=
/~~~~~~~~~~~~
/F
/ Deadband -o T I C~~~~B
Center Roll
-. NPosition
'Deadband
PFigure 9. K vs. Center-Roll Position U
Chapter 3
DYNAMIC ANALYSIS AND MODELING
The research presented in [18], [20], [21], and [22]
demonstrated that the closed-loop control scheme described in
Chapter 2 works very well for bending and straightening if the workpiece is rolled through the apparatus very slowly. The assumption of very low feedrate allowed the authors to ignore any dynamics associated with the servo system or workpiece. In this chapter a model of the roll bendingsystem that includes dynamic effects will be developed. This
model will be used to analyze the dynamic performance of the roll bending operation and predict the performance limits. Then the dynamic model will be used to develop a control algorithm. The system dynamics for any roll bending appara-tus will depend on the particular roll bending configuration and hardware under consideration. A general roll bendingsystem must contain several key components to implement the
closed-loop controller. The dynamic models of these
compo-nents are presented in general terms later in this chapter. These models are used to analyze a particular roll bending configuration that was used to perform the experiments in Chapter 5. The experimental roll bending apparatus is used to examine the validity of the dynamic models and also todevelop and evaluate different controllers. A short
descrip-tion of the experimental apparatus is given below. More
detailed information about the experimental hardware is
presented in Appendix 1 and [22].Experimental Apparatus
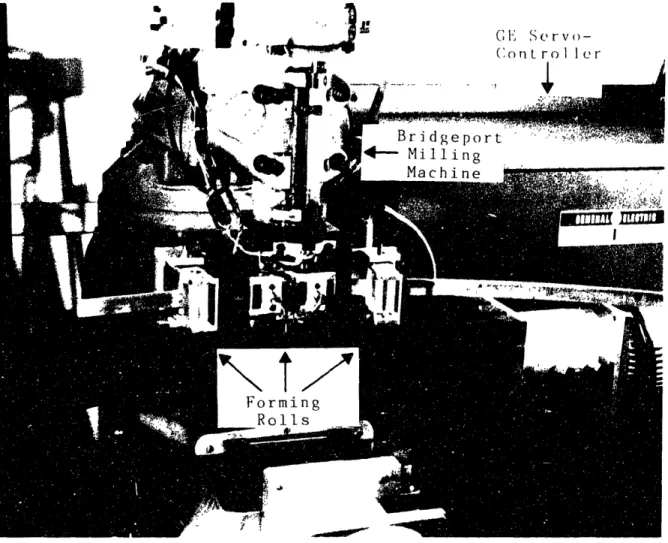
The experimental bending apparatus (Figure 10) consists
of two outer roll-pairs and a center roll-pair mounted on a Bridgeport milling machine. All of the roll-pairs have a fixed roll and an adjustable opposing roll. Thus the appa-ratus is capable of bidirectional bending of various sizedworkpieces. The outer roll-pairs are fixed to the milling
machine bed which is driven by DC motors through aball-screw. The movement of the outer rolls with respect to the
center roll provides the forming action needed. The center
roll is mounted in and driven by the milling spindle. The workpiece is clamped between the driven center roll and the opposing center roll. Friction between the rolls and theworkpiece causes the workpiece to move through the
appara-tus. Feedrate can be varied by adjusting the spindle speed. As shown in Equation 4, the loaded curvature and the maximummoment must be measured to implement the closed-loop control
scheme.
Loaded curvature is measured on the experimental
apparatus by two linear variable differential transformers
(LVDT's) which are mounted next to the center roll. Thedistance between the LVDT's is adjustable.
The maximum
moment is measured with a strain-gage force transducer.
Figure 10. Experimental Roll Bending Apparatus
Ku
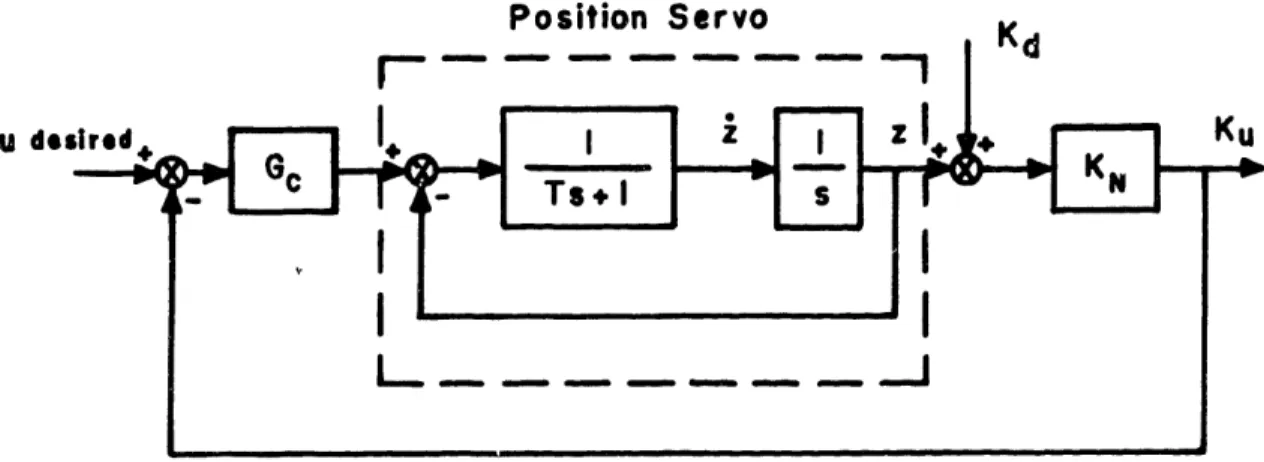
Figure 11. Roll Bending System Block Diagram
+Notice that all the roll-pair housings are free to rotate so that no moment is generated between the rolls and the work-piece. The rotation of the roll housings changes the moment arm used to calculate the maximum moment and therefore the
rotation must be measured.
Rotation of the center-roll
housing is measured with a potentiometer. The outer-roll
rotations are negligible for the bending experiments reported
in Chapter 5 and are not measured. Appendix 3 contains a complete error analysis which shows the effect of neglectingvarious measurements. Appendix 2 presents some alternatives
to the moment and curvature measurements.
Analog signals
from all transducers are amplified and filtered before being sent to a computer where they are digitized. The computer then uses this information to generate an error signal which is sent to a General Electric servo-controller. The servo-controller is connected to the DC motor that adjusts the roll position and the loop is completed.Analysis of the machine description and the bending
process reveals five system components that appear to
contribute significantly to the system dynamics. These five
components are the workpiece, the servo system, measurements and filters, disturbances, and the system controller. Ablock diagram of the roll bending system which includes all
these components is shown in Figure 11. A model for each ofthese components is developed below and verified using the
experimental apparatus described.
Workpiece Model
As shown in Chapter 2 it is not necessary to know
anything about the plastic deformation of the workpiece as it is being loaded to measure the unloaded curvature. It is only necessary to know the maximum moment and curvature at each point along the workpiece and the slope of the unloading path. For modeling purposes however, it is necessary to know how the workpiece deforms, both elastically and plastically as a function of the center-roll position. For the workpiece model we will assume that the workpiece material is
elastic-perfectly-plastic, which means that the stress-strain
rela-tionship is as shown in Figure 12. In the elastic region the0
I.
-C')
Strain
moment and curvature are linearly related by the bending
stiffness. If we further assume that the workpiece has arectangular cross section that is constant along the length,
then the relationship between moment and curvature for the entire loading path can be described as shown in [23] by:M = K(dM/dK) K < K
Y
(15) M = 1.5M (1 - (K /K)2/3) K K
y y y
where M and K are the moment and curvature at yield.
Y Y
The curvature of the workpiece can also be expressed as
a linear function of roll position using the deflection
equation of a beam under three-point loading,
K = 3z/(L ) (16)
where z is center-roll displacement and L is the distance
between the center and outer roll.
This relationship is
based on linear beam theory, but is a very good approxima-tion well beyond yield as shown in Figures 13 and 14. This equation is not dependent on material properties such as bending stiffness or yield point and is therefore very useful for a general model.following relationship between unloaded curvature and
center-roll displacement (assuming an initially flat workpiece):
K = 0.0 z < z u =°° y (17) 3z 9zz 3 K - - Y + a u L2 2 L2z2 y
where zy is the center-roll position at the yield point of
the workpiece.
Equation 17 is the desired workpiece model
that relates the input (center-roll position) to the output(unloaded curvature). This equation applies to the point on
the workpiece that is in contact with the center roller (Point C in Figure 5). As shown in Chapter 2, this pointcorresponds to the maximum moment and curvature which means
that the final curvature of the workpiece is set at this point. Applying Equation 17 to each point on the workpiece as it is rolled through the apparatus provides a model of the workpiece as a function of the distance along the workpiece.Figures 13 and 14 are plots of measured moment scaled by
the bending stiffness, loaded curvature, and unloaded
curva-ture versus roll position for a 1/8" X 1" 2024 aluminum strip and a 1/4" X 1" 2024 aluminum strip, respectively. Equations 15, 16, and 17 are also plotted using the bending stiffnessand yield point obtained by experimentation.
These plots
0 2 4 6 8 10 12 14 16 1 E CENTER ROLL POITION INDO
Figure 13. 1/8" X 1" Aluminum Workpiece Model
E-03 o"n ____ ____ __ __ _ Ou 70 60 x 50 U z - 40 w 30 20 10 to0 _inl 20 E-01 0 1 2 3 4 5 6 7 8 9 10 E-o01
CENTER ROLL POSITION (INCH)
Figure 14. 1/4" X 1" Aluminum Workpiece Model
E-02 I0 14 12 :r 10 :z to U
z
N 8 w cr, M 6 I-n3 4 U 2 0 -2 IU Ishow that the workpiece model developed above is a reasonable
approximation of the actual workpiece.
There are three important features to note from the workpiece model. First, there is a deadband region while the workpiece is elastically loaded. The significance of the deadband region depends on the type of bending and the bend-ing stiffness of the workpiece. For very stiff workpieces the elastic region, and therefore the deadband region, is very small. Flexible workpieces have a much larger deadband
region. Forming circular shapes or bending workpieces with
curvatures in only one direction involves passing through the
deadband region only once. For bidirectional bending or forstraightening, the deadband region may dominate the operating
region for a particular workpiece.The second important feature of the workpiece response
is that the response has two different forms depending onwhether the workpiece is stationary or moving through the
rolls. For a stationary or very slow moving workpiece, there is hysteresis in the model as shown in Figure 15. This isbecause the unloaded curvature does not change while the
workpiece is in the elastic loading state or during unload-ing. If the workpiece is stationary, then the same portion of the workpiece is formed during a forming cycle. For amoving workpiece, each point along the workpiece is formed
only once since new material is continually fed into thebending apparatus. Figure 15 shows that a moving workpiece
Stationary Workpiece Moving Workpiece Ku Position
Figure 15. Workpiece Hysteresis
E-02
cl
0 1 2 3 4 5
TIME (SEC)
Figure 16. Hysteresis Test
7 8 x -.J 1y m xy 5 4 3 2 1 0 -1 -2 E*00 a
does not have hysteresis but still has a deadband region.
Figure 16 shows the dramatic effects of the workpiece
hyster-esis. This figure shows the loaded and unloaded curvatures
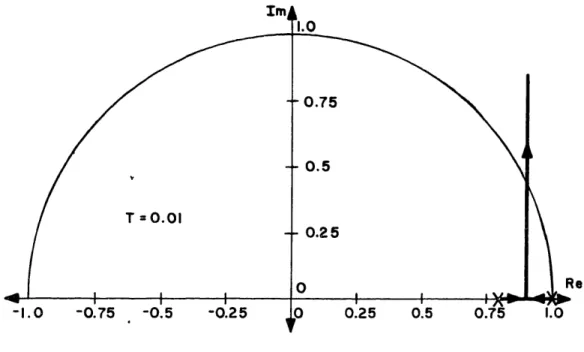
and the scaled moment for a stationary 1/4" X 1" aluminum workpiece such as the ne described in Figure 14 in response-1
to a step curvature command of 0.01 in . The deadband region is apparent in the first 0.25 sec, but then the
unloaded curvature responds quickly to move to the commanded
value. The system has a very small overshoot and the roll position decreases in an attempt to eliminate the error. Buteven though the moment and loaded curvature decrease, the
workpiece is unloading elastically as indicated in Figure 3
and the unloaded curvature does not decrease. When the workpiece is loaded past the negative elastic limit theunloaded curvature will decrease and the error will be
eliminated. This occurs at about 3.75 sec in Figure 16. This response is exactly the response indicated by the hysteresis shown in Figure 15. The results n Figure 16 can be compared to the results of Test 10 shown in Chapter 5, which is the same test with a moving workpiece.The third important feature to note about the workpiece model is that time is not a variable in the model. The
unloaded curvature is a function of center-roll position
only. This means that the workpiece can be thought of as anonlinear gain. This is, of course, an approximation because
the workpiece does actually have mass, compliance, anddamp-ing, which will all affect the system dynamics. In the
workpiece model these effects are assumed to be negligible.
This assumption turns out to be a critical feature of the model, which is valid only under certain conditions as shownin Chapter 5.
Servo Model
The roll bending apparatus works by adjusting the
center-roll position to change the loading in the
work-piece. Closed-loop control of the roll bender requires
auto-matic control of the center-roll position by a servo system.
There are several different roll positioning alternatives
available on commercial roll bending machines. Actuation can
be achieved using a hydraulic servo system or a DC motor andleadscrew, for example. At low frequencies the servo systems
can all be modeled as a standard position servo or velocity servo. The equation for a position servo, expressed inLaplace transform notation, is:
2 z w n = 2 (18)
z
s + 2w
+ w
C n nwhere z is the position command, wn is the natural frequency, and is the damping ratio. The equation for a
velocity servo is:
-z K
T (19)
zc Ts + 1
C
where z is the center-roll velocity, zc is the velocity command, K is the servo gain constant, and T is the system time constant.
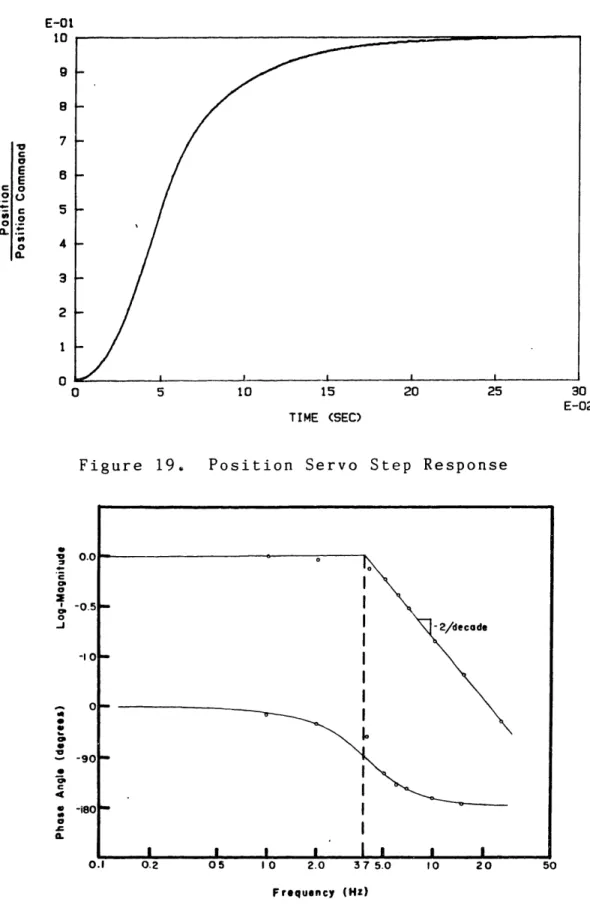
The GE servo-control system on the experimental bending apparatus can be configured as either a velocity servo or a position servo. Figure 17 is a plot of the center-roll velocity in response to a step input to the velocity servo. Figure 18 is a Bode diagram which shows the frequency response of the velocity servo. The forcing function used to drivre the servo and determine frequency response was gener-ated from the control computer. This was done to ensure that all the electronics are included in the dynamic response. The program used to determine the step and frequency response is listed in Appendix 4. Figures 17 and 18 indicate that the
velocity servo is a first-order system with a time constant
of 0.042 sec. Thus the servo model given by Equation 19 is a very good approximation to the actual system if T = 0.042. The servo gain constant, K, is adjustable on the GE servo-control system. For modeling purposes the servo gain con-stant is assumed to be 1.0 so that all of the system gains are represented by the controller gain. Figures 19 and 205 10 12.6 15 20 25
TIME (SEC)
Figure 17. Velocity Servo Step Response
Frequency (Hz)
Figure 18. Velocity Servo Bode Diagram
E-O1 o10 9.5 9 a C E E 00
>
3. U 0 0 t 7 6 5 4 U oa 3 2 I 0 0 30 E-02 a 0-i
. .5 10 15 20 25
TIME (SEC)
Figure 19. Position Servo Step Response
0.2 05 10 2.0 37 5.0 10 20
30
E-02
50 Frequency (Hz)
Figure 20.
Position Servo Bode Diagram
E-01 'U 9 8 7 C E E .oo 03. 0 a. 6 5 4 3 2 I 0 0 C 41 J . 0. -0.5 -I 0 0 -90 -180 0 0 a o I d I 9/dc de I I I I I I I I I 0. ___ I n__ Of- - I ---.v\
_,
I I Iare the step response and frequency response of the position servo. These plots show that the position servo is a criti-cally damped second-order system with a bandwidth of 3.7 Hz. Thus the model for the position servo given by Equation 18 is a very good approximation if = 1.0 and w = 23.2 rad/sec.
Measurement and 'Filter Model
The transducers needed to measure maximum moment and
loaded curvature will have a very large bandwidth compared to the servo system, so the dynamics of the measurements can beignored.
The signals must be filtered to eliminate
high-frequency noise from the transducer signals and reduce signal
aliasing. The amount of filtering necessary and the break
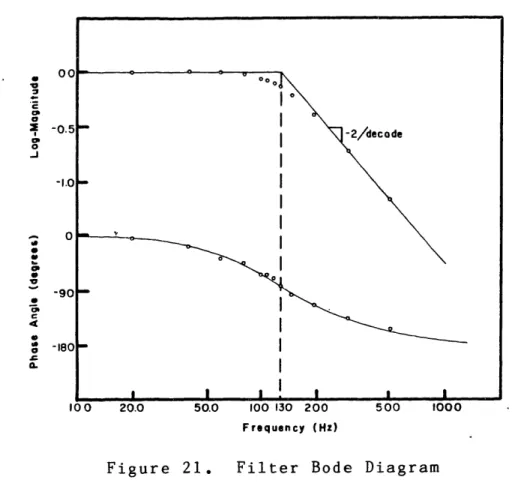
frequency of the filters will vary depending on the quality of the transducers, the required accuracy, the type of bending, and the sampling frequency In any case the filters can be modeled as a combination of first- and second-order differential equations. The filters used on all of theexperimental transducers are second-order Butterworth filters
with a break frequency of 130 Hz. Figure 21 shows thefre-quency response of the filters.
The response is
second-order and can be modeled using Equation 12 with C = 0.707 andw = 820 rad/sec.
Disturbance Model
Disturbances in the system such as initial curvatures in
the workpiece can be modeled as a shift of themoment-z .0CO a 0 0 -j I. 0 C 4 U1 Ca Frequency (Hz)
Figure 21. Filter Bode Diagram
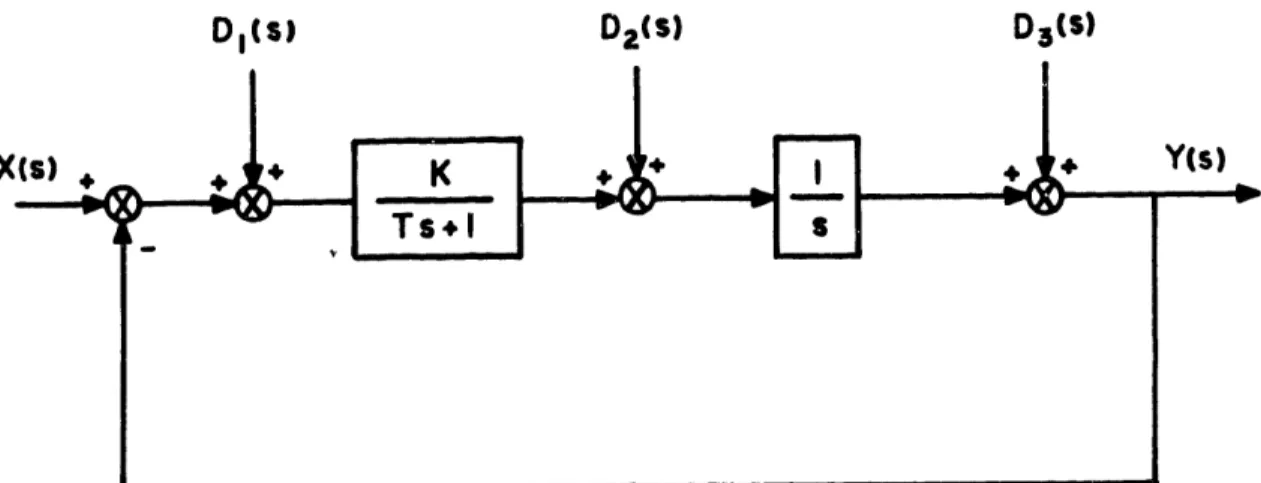
curvature curve, as shown in Figure 7. This shift is incor-porated into the workpiece model by changing the yield point as shown in Figure 22. The disturbance curvature causes a change in the unloaded curvature which is exactly equal to the disturbance curvature. This is shown as a direct addi-tion in Figure 22. The shift in the yield point is deter-mined by applying Equation 16. This is modeled as an addi-tive term in Figure 22 which affects the input to the work-piece model. Equation 28 is the combined model for the
workpiece and curvature disturbance. This is the method used
in the simulation program listed in Appendix 4. Figure 23 is a plot of scaled moment, loaded curvature, and unloadedDisturbance
I
Kd
+
Ku
Figure 22.
Disturbance Model Block Diagram
0 1 2 3 4 5 8 7 8 9 10
E-01
TIME (SEC)
Figure 23. Disturbance Detection
Zy
z
+
E-03 60 45z
-i 30 15 0 -15curvature as a workpiece which has an initial bend is
straightened by the experimental bending apparatus.
This
figure shows how the initial curvature disturbance is
detected by the closed-loop control scheme. Detection of the disturbance indicates that the disturbance is within thecontrol loop, which means that the disturbance can possibly
be eliminated with an appropriate controller. Notice that
there is an apparent shift between the moment and the loaded curvature in Figure 23. From Figure 3 it would seem that such a shift is impossible because any change in the moment requires a corresponding change in the curvature. But this is true only if the workpiece has a constant initial curva-ture, which means that the origin of the moment-curvaturerelationship
is stationary.
If the initial curvature
changes, then the moment-curvature curve shifts as in Figure
7. This shift can be described as a change in curvature (from zero to some initial curvature) without a change in moment (unloaded in both cases), thus the apparent shift.Figure 23 indicates a change in moment without a change in
curvature. This is because of the geometry of the rollbending apparatus which causes the apparatus to sense the
disturbance in the moment measurement rather than the
curva-ture measurement. As stated earlier, the curvature is a verystrong function of center-roll position. In fact the loaded
curvature measurement in Figure 23 is actually proportional
to center roll position as given in Equation 16. When a flatworkpiece which contains a kink is rolled through the bending
apparatus, the following is observed. As the kink reaches the input roll and begins to enter the system, the workpiece tends to straighten because the rolls are initially stationary, and the curvature of the workpiece tends toremain constant. The moment however, changes to reflect the
occurrence of the disturbance. This situation corresponds to
Point A in Figure 7 and to the first 0.1 sec in Figure 23. As the moment increases more than the curvature, the systemresponds to eliminate the disturbance. This corresponds to
the response shown in Figure 23 up to 0.6 sec, where thesystem has nearly reached steady state. This example
demon-strates that the closed-loop roll bending system will always
detect curvature disturbances with the moment measurement.
Controller Model
A specific controller model will be developed in the
next chapter, but the general form of the controller is given here. One important feature of the controller that must be taken into account if the controller is to be implemented by a digital computer, is the discrete nature of the controlsignal. Even though the mechanical system is a continuous
system, the control signal from the computer will change only
at discrete intervals. This discretization can be modeled by
a zero-order hold equivalence. This model assumes that the
control signal is held constant over each interval until
updated at the next sampling time as shown in Figure 24.
Using Laplace transform notation the zero-order hold (ZOH)
can be described by:-TS e
ZOH = 5
(20)
where T is the time in seconds of the interval between control signals and s is a complex variable defined in the
Laplace operator. For the computer and controllers used with
the experimental apparatus,
Tvaried from 0.009 to 0.012
depending on the amount of computation required by thecontroller.
-O 0. -0
c
40-C0
0
sO Oscrete
T
2
3
4
5
6
7
8
9t
Time
Chapter 4
CONTROL
The models developed in Chapter 3 indicate that the roll
bending system is very much like a standard servo system.
The servo is the major component of the system and contains most of the significant dynamics. If the non-zero portion of Equation 17 is a perfect description of the relationship between servo movement and unloaded curvature, and if all theparameters are known exactly, then the roll bending control
design nearly reduces to a standard servo controller.
But
the details of the servo/workpiece interaction introduce
unique dynamic effects which require more detailed analysis
than the standard servo control problem. In particular, thedeadband region represented by the zero portion of Equation
17 and the presence of disturbances in the form of initialcurvature are unique properties of the roll bending system.
Although the workpiece model is nonlinear, there is some
insight to be gained from a linear control analysis. If the workpiece can be described as a variable gain, then a linearanalysis should indicate the general form of the system
response to a specific controller. For this reason the rollbending system will first be analyzed using linear control
techniques. These techniques are well known and will be used
without derivation (see for instance [25] or [26]). The control schemes suggested by this analysis will then beeval-uated by using a computer simulation of the roll bending
system which includes the nonlinear workpiece model and the
discrete controller. This nonlinear control analysis should
produce a more realistic simulation of the actual system
response.
Control Objecti'es
The feasibility of closed-loop control of the roll
bending operation has been demonstrated using rudimentary
control in [18], [20], and [21]. The purpose of the control analysis in this chapter and the experiments described in Chapter 5 is to determine, if possible, the ultimate limitsof the roll bending system response and the practical factors
unique to the roll bending process that limit the response.The control objective is to determine what control scheme or
schemes can be used to attain this ultimate response. Theproblem is defining "ultimate response", because on a
practi-cal level the required system response will vary depending on the type of bending, part shape, feedrate, and error toler-ance. The control objective can be stated in general terms,however, with individual objectives taking on more or less
importance for a specific application. To compare thevari-ous control schemes the following control criteria will be
used to evaluate system response.
1) Stable system
roll bending system is always stable.
There are several
areas of particular concern. First, the nonlinearities cause
stability problems. Because the workpiece is a variable gain
dependent on bending stiffness and servo position, a control
scheme that is stable for a particular workpiece and bendingcondition might not be stable for different workpieces and
conditions. Second, unmodeled dynamics can cause instability
if the system bandwidth is large enough. There are unmodeled
dynamics in all components, but particularly in the servosystem and workpiece. The servo system has unmodeled
dynam-ics associated with friction, backlash, and compliance in the
coupling between the DC motor and the ballscrew. The work-piece is modeled as a variable gain, but actually containsmass, compliance, and damping.
These unmodeled workpiece
dynamics are especially troublesome as shown in Chapter 5.
2) Zero steady-state error
This objective is very important for straightening
applications or for other types of bending where a highdegree of accuracy is required.
Steady-state error is
generally associated with a particular input. The
steady-state error properties of the control schemes developed in
this chapter will be evaluated in response to a step input. Linear control theory shows that a free integrator in theopen-loop transfer function (Type I system) is enough to
guarantee zero steady-state error to a step input. Note thata free integrator does not necessarily guarantee zero
steady-state error in response to system disturbances, depending on where the disturbances enter the system in relation to theintegrator.
This becomes important for the straightening
operation, since initial curvature is a disturbance to theclosed-loop roll bending system.
3) High bandwidth
The high bandwidth criterion is really a measure of how well the system can follow a command. The required bandwidth of the system is determined largely by the frequency content of the input command and the disturbances. For the roll bending system the input command and the disturbances are in the form of curvature as a function of the distance along the