Study of the activation of hydrogen peroxide by the copper(II)-phenanthroline complex for the color-stripping of recovered cellulosic fibers
Texte intégral
Figure
![Figure I-1. Scheme of the hierarchical structure of wood, from fiber to molecular composition, as illustrated by Per Hoffmann [1]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/34.918.186.749.412.690/figure-scheme-hierarchical-structure-molecular-composition-illustrated-hoffmann.webp)
![Figure I-3. Polymer model for lignin from poplar, as estimated from NMR analysis of isolated lignin from wild poplar [4]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/36.918.114.814.107.377/figure-polymer-lignin-poplar-estimated-analysis-isolated-lignin.webp)
![Figure I-6. Relationship between time, temperature and alkalinity for hydrogen peroxide bleaching of mechanical pulp [34]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/46.918.181.737.92.416/figure-relationship-temperature-alkalinity-hydrogen-peroxide-bleaching-mechanical.webp)
![Figure I-7. Reaction of the perhydroxyl anion with enal or enone side chain structures [23]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/47.918.223.694.104.443/figure-reaction-perhydroxyl-anion-enal-enone-chain-structures.webp)
![Figure I-8. Reaction of the perhydroxyl anion with ortho- and para- (o- and p-) quinonoid structures [37]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/48.918.166.770.108.620/figure-reaction-perhydroxyl-anion-ortho-para-quinonoid-structures.webp)
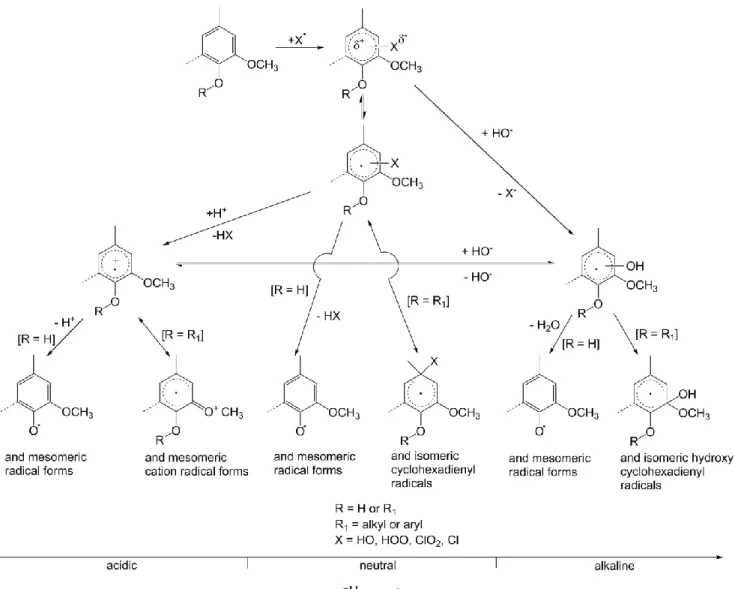
![Figure I-9. Initial addition of the hydroxyl radical on a lignin aromatic ring under alkaline conditions, as described by Gierer [39]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/49.918.115.785.298.558/figure-initial-addition-hydroxyl-aromatic-alkaline-conditions-described.webp)
![Figure I-10. Subsequent reactions on phenoxy radicals under alkaline conditions, adapted from Gierer [39]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/50.918.163.762.99.557/figure-subsequent-reactions-phenoxy-radicals-alkaline-conditions-adapted.webp)

![Figure I-13. Effect of hydroxyl radicals on carbohydrates: cleavage of the glycosidic bond of 1,4-anhydrocellobitol, according to Guay [48]](https://thumb-eu.123doks.com/thumbv2/123doknet/14507488.720379/53.918.130.792.117.480/figure-hydroxyl-radicals-carbohydrates-cleavage-glycosidic-anhydrocellobitol-according.webp)
Documents relatifs
Hygrothermal aging of neat poly(lactic acid) (PLA), PLA/microcrystalline cellulose (MCC), and PLA/cellulose nanowhiskers (CNW) fibers prepared by melt-spinning process was
(2014) have observed that for low lignin and high cellulose content fibers a particular interaction may occur between the biopolymers which would impact the
This adsorption is divided into two zones: a diffusion region and a kinetic area controlled by the reaction. The thermodynamic parameters show that the sorption is spontaneous
Laser induced gratings were achieved at wavelength 466 nm, the refractive index change is of order of 5 x 10~3 Typically of the rare-earth is the thermal lens effect [144j. It
A great emphasis on tungsten-based catalysts led to the development of a large variety of W-H 2 O 2 oxidizing systems to perform eco-friendly oxidative cleavages: from
On the other hand we give for the orthosymplectic Lie superalgebra, as in the Lie algebra setting, a decomposition of the fiber of π into locally closed subsets (see Theorem
Extraction method of fibres STEAM EXPLOSION ENZYMATIC KRAFT PROCESS RETTING MECANICAL EXTRACTION STRIPPING.. Bagasse from sugar mill Crushed cane Rind cane Prehydrolisis
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des
