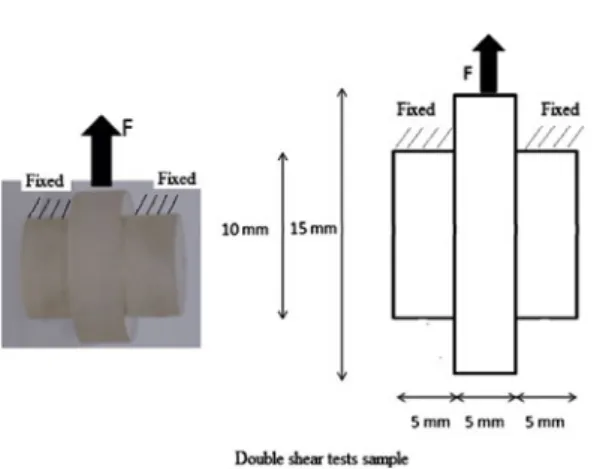
Process parameters influence on mechanical strength of direct bonded surfaces for both materials: Silica and Zerodur glasses
Texte intégral
Figure
![Figure 1. Slicer developed in the MUSE for the VLT.[6]](https://thumb-eu.123doks.com/thumbv2/123doknet/14795312.603518/3.739.215.525.714.929/figure-slicer-developed-muse-vlt.webp)





Documents relatifs
ﺔﻋوﻤﺠﻤ مﺎﻤأ لﺼاوﺘﻝا دﻨﻋ لﺠﺨﻝﺎﺒ مﺼﻷا لﻔطﻝا نأ ظﺤﻼﺘ لﻫ فﻴﻜﻤﻝا ﻲﺤﻴورﺘﻝا ﻲﻀﺎﻴرﻝا طﺎﺸﻨﻝا ﺔﺼﺤ لﻼﺨ ىرﺨﻷا صﺼﺤﻝا ﻲﻓ ﻪﺴﻔﻨ ﻲﻓ ﻪﺘﻘﺜﺒ ﺔﻨرﺎﻘﻤ رﺒﻜا ﻪﺴﻔﻨ ﻲﻓ مﻜﺒﻝا مﺼﻝا ﺔﻘﺜ
New insights on virulence and evolutionary dynamics of the Ralstonia solanacearum species complex -keys and challenges in the search of durable resistance in solanaceae..
host olivine is similar for both samples, the proportion of melt inclusions with higher versus 410. lower Δ
Because the Guest and Murray ( 1979 ) vent zones are located at lower elevations, lava flow contours for runs from this zone are pushed to lower elevations (Fig. On the north flank,
Les échanges nés du visionnage de ce diaporama sont inter-âges, les élèves de grande section et ceux de moyenne section de la même classe communiquent davantage car
Les deux sont des articles de mathématique ou de physique, pour lesquelles D’Alembert est éditeur, les deux ont une entrée correspondante dans la Cyclopædia de Chambers,
En souvenir de ce fait d’armes, épisode de la Guerre de Trente ans (1618-1648), la communauté décida de faire peindre trois ex-voto, toujours exposés, plus de 350 années
Mauroy » (Frédéric Pascal, « BLOCH-LAINÉ FRANÇOIS - (1912-2002) », Encyclopædia Universalis [en ligne]).. technocratie évoquées ci-dessus, celle d’un centre-droit-centre
