Oxycombustion with preheated reactants for low calorific value fuels: A solution to improve flame stability and energy efficiency
Texte intégral
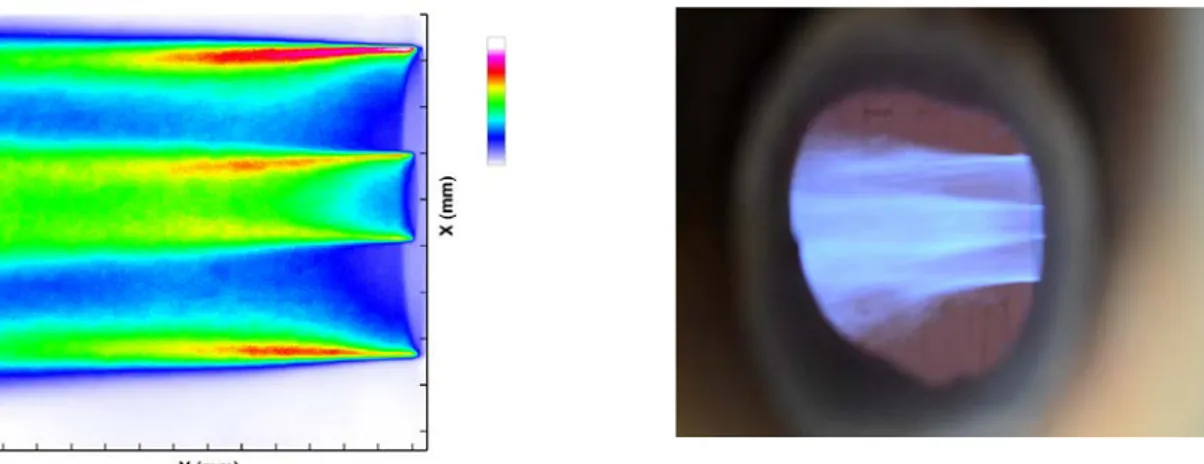
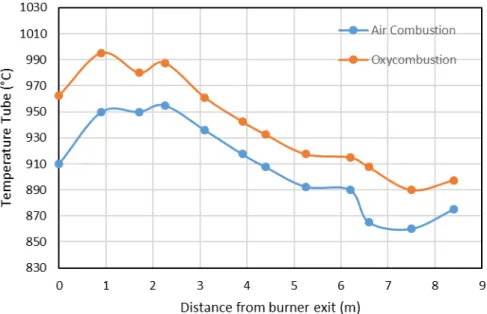
Figure
Documents relatifs
Le type d’accompagnements proposé par les éducateurs est grandement influencé par le cadre institutionnel. Les éducateurs mobilisent différents concepts pour accompagner
La démarche de développement durable « Plan Vert » initiée par une centaine d’établissements à ce jour oriente la gouvernance des universités et des grandes écoles vers
Il est très probable que la mise en place systématique du LMD dans toutes les universités au plus tard en 2006 entraînera une mobilité élevée des étudiants titulaires
To test whether some dispersal shelters were more often visited due to cooperatively breeding cichlids preferably visiting nearby groups, or whether these cichlids actively
The figure shows that by combining various snapshots across time/distance, RF-Capture is capable of capturing a coarse skeleton of the human body..
During tunnel ionization of atoms or molecules by strong laser fields, the electron acquires a transverse velocity which is characteristic of the ionization process..
Version auteur - Acceptée pour publication A paraître dans Genèses, n° 108 (La Reproduction nationale – 2017)..
The task group recognized that under fire test conditions, large quantities of smoke may be produced but concluded that the smoke pro- duced by electrical cables in
