DOE/PC-70512-13 Develop and Test
an Internally Cooled, Cabled Superconductor (ICCS) for Large Scale MHD Magnets
Semiannual Progress Report
Period from January 1, 1988 to June 30, 1988 J. R. Hale, A. M. Dawson, P.G. Marston
Plasma Fusion Center
Massachusetts Institute of Technology Cambridge, Massachusetts 02139, USA
This work was supported by the U.S. Department of Energy, Pittsburgh Energy Tech-nology Center, Pittsburgh, PA, 15236 under Contract No. DE-AC22-84PC70512. Repro-duction, translation, publication, use and disposal, in whole or part, by or for the United States Government is permitted.
NOTICE
This report was prepared as an account of work by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, appara-tus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trademark, manufacturer, or otherwise, does not necessarily constitute or imply its en-dorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
TABLE OF CONTENTS
Section Title Page No.
1.0 Introduction 1
2.0 Review of Technical Progress Prior to January 1, 1988 2
3.0 Summary of Current Work 3
4.0 Technical Progress, January 1 through June 30, 1988 3 Description of Conceptual Design Magnet
4.1 Description of Conductor and Subcoil Elements 3
4.1.1 Subcoil Layout 4
4.1.2 Manufacturing Considerations 8
4.2 Calculations Based on a Multistick Model 8
4.2.1 Fields and Forces at the Windings 10
4.2.2 Field Homogeneity 10
4.3 Designing The Test Program 19
List of Figures
Nu mber Title
1 Double Pancake Configuration
2 Winding Block Distribution at Channel Inlet 3 Winding Block Configuration at Winding Outlet 4 Filament Numbering Scheme
5 Histogram of Axial Force on all Sticks of the Subcoil B Model
6 MHD Conceptual Design Magnet Field Strength vs Distance Along the Bore
7 Homogeneity Contours in the First Quadrant at 8 Homogeneity Contours in the First Quadrant at 9 Homogeneity Contours in the First Quadrant at 10 Homogeneity Contours in the First Quadrant at 11 Homogeneity Contours in the First Quadrant at 12 Magnetic Field Lines at x = 4.5 m
13 Conceptual Design of Test Coil
iv x=O m x = 1 m x =4.5 m x = 8 m x = 9 m Page 5 6 7 9 11 12 13 14 15 16 17 18 21
List of Tables
Title
Conductor and Double Pancake Characteristics Mass per Unit Length of Conductor
Subcoil Characteristics
Length and Mass of Conductor in Subcoils Stress Levels in the X-Direction For All Subcoils
Total Force in Z-Direction on Long Leg of Each Subcoil Number IV II III IV Vi VI Page 4 4 8 10 19 19
1.0 Introduction
A three-year program to develop and test an internally-cooled cabled superconductor (ICCS) for large-scale MHD magnets is being conducted by MIT for the Pittsburgh Energy Technology Center (PETC) under Contract DE-AC22-84PC70512. The program consists of the following four tasks:
I. Design Requirements Definition II. Analysis
III. Experiment IV. Full-Scale Test
This report, covering the period from January 1 through June 30, 1988, discusses the development of a magnet conceptual design which uses an aluminum-sheathed NbTi ICCS'conductor. It presents the development of an appropriate stick model to analyse the magnet system subcoils and provides details of the design of each of those subcoils as well as a discussion of the characteristics of the conductor itself. Calculations made with the model are presented which include the fields and forces at the coil windings and a discussion of field homogeneity.
2.0 Review of Technical Progress Prior to January 1, 1988
Technical progress from the start of the program through December 1987 is reviewed briefly as a framework for the report of progress contained in sections 3.0 and 4.0.
To initiate the preconceptual magnet design, it was assumed that a typical retrofit MHD magnet would:
1) accommodate a supersonic MHD channel of about 35 MW, output, requiring a peak on-axis field of 4.5 tesla and,
2) operate at a design current in the neighborhood of 25 kA.
To facilitate the design process, it was assumed that the dimensions and construction of the conductor for the full-scale retrofit magnet would be the same as those used in the large D-shaped magnet built by Westinghouse Corporation for the Large Coil Program tokamak TF coil study.(5-7) In this way advantage could be taken of the manufacturing
technology that had been developed for that project. The MHD program chose to use NbTi rather than NB3Sn since the maximum required field for an MHD system is more
appro-priate to NbTi, a better understood and less expensive conductor than Nb3Sn, although it
had never been considered for use in an ICCS configuration in an MHD application where the requirements are significantly different than those for fusion.
The retrofit magnet's size and field strength were selected based on information ob-tained by surveying the MHD community('). A relatively high design current was chosen with the goal of minimizing overall system cost ('. The selcztion of overall ICCS dimen-sions and construction methods was aimed at minimizing conductor development time and cost by using a conductor size for which tooling and production experience already exist.
An initial preconceptual design for a retrofit-scale magnet was generated that incor-porates a 60* rectangular-saddle-coil ICCS winding without substructure that will operate at a design current of 24 kA in a stainless-steel force-containment structure and cryostat. A detailed computer analysis of the winding showed that maximum fields were about 7.2 T rather than the 6 T estimated. The winding was therefore modified to reduce the maximum field and to ensure stable operation. The resulting design had coils with increased thickness, increased end-turn bend radius and lower current density, resulting in a magnet preconceptual design that compared favorably with earlier designs in reliability, manufacturability, and cost effectiveness.
Once the preliminary design was completed it was necessary to revise and improve the preconceptual design and to provide greater detail. Electromagnetic analyses were reviewed and checked using alternate approaches. Pressure drop and frictional heating in
the conductor coolant circuit were reviewed as were a number of critical structural details which proved to be in need of further analysis. A sound basis was established upon which to base conductor design requirements and the experimental test program design.(3,4)
The conductor design requirements were established(') and two candidate subscale conductors were identified and their parameters defined. A test plan(') was developed, subscale conductor for the long-sample tests was ordered and the test rig was designed. Preliminary conductor bending tests were performed, a test heater was acquired and a number of preliminary tests were performed on it.
Analytical work on the subscale conductors continued in parallel, with a particular emphasis on stability predictions.
The analytical and test work not only confirmed the originally anticipated advan-tages for ICCS but also identified several new and important advanadvan-tages for purely DC applications such as MHD. The rationale and justifications for modifying the POC pro-gram, to emphasize a new conductor design which embodied these new advantages, were presented in a contract modification proposal dated December 1987. That proposal has been accepted and the work during the period reported herein has confirmed the design advantages of the new configuration.
3.0 Summary of Current Work
During the period from January 1 through June 30, 1988, several system design iter-ations were carried out, the result being a well-defined double pancake configuration that incorporates a conductor that itself has undergone several design iterations.
With this latest iterative generation of conductor and pancake design in hand, the computer stick model was finalized, and a complete set of field and force calculations was carried out. From the tabulated and graphic output of those calculations, the axial field profile, the maximum field at the conductor, the forces on the individual subcoils, and the field profile within the MHD channel have been determined.
4.0 Description of Conceptual Design Magnet: Technical Progress
4.1 Description of Conductor and Pancakes
The cable is wound of 60 strands of NbTi superconductive wire, 0.076 cm in diameter, with a Cu/sc ratio of 1.35:1, and encased in a sheath of high-strength aluminum. The
sheath measures 2.18 cm x 2.18 cm, with 0.3 cm outside corner radii. The cable is contained within the circular bore which measures 0.73 cm in diameter. Figure 1 shows the conductor in a double pancake configuration, with an insulation wrap 0.08 cm thick and a pancake insulation also 0.08 cm thick. The total thickness of each double pancake is 5.0 cm.
Table I
Conductor and Double Pancake Characteristics Void Fraction 0.35 Cross section of strands (cm2) 0.272 Helium space (cm2) 0.147 Total cable space (cm 2) 0.419 Conduit section (cm2) 4.256 Hydraulic diameter (cm) 0.04 Ic, 5.5 T, 4.2 K (kA) 20.4 Io, (kA) 12.87 T0, (K) 4.5 T., (K) 5.26 Tc, 5.5 T (K) 6.6 Io,/Ic 0.63
The mass per unit length of conductor, exclusive of the insulation wrap, is tabulated next:
Table II
Mass per Unit Length of Conductor Strands 0.2437 kg/m Aluminum 1.15 kg/m Helium 0.002 kg/m Total 1.4 kg/m 4.1.1 Subcoil Layout
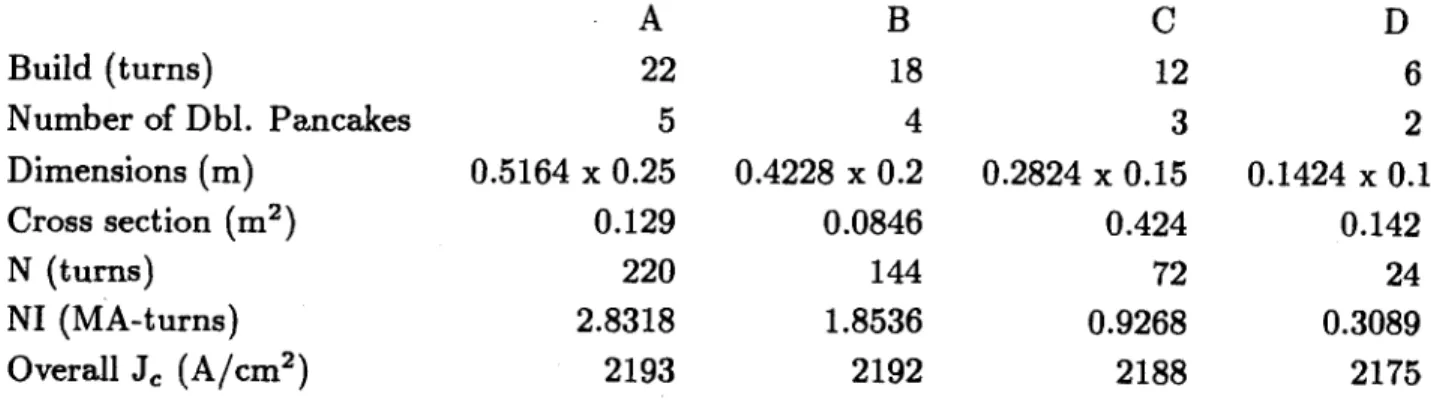
The coil system comprises two sets of four subcoils mounted on either side of the MHD channel. Figures 2 and 3 show the relative sizes and locations of these coils in the first quadrant of the device coordinate system at the channel inlet and outlet respectively. Subcoil D is a racetrack coil (no saddle ends) which extends through the saddles of subcoils A, B and C. It serves both to improve field uniformity and to reduce the peak fields in the winding, which occur at the insides of the saddles. The peak field in this new design has been reduced to 5.53 T. Table III lists the subcoil characteristics.
_ _ _
-
-A-16 .3 radiu3 0.73 -: 0.08 V Figure 11.5 1.4 1.3 1.2 1.1 1.0 '0.9 E0.8 0.7 *0.6 0.5 0.4 0.3 0.2 0.1 A B Channel Inlet C 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 2-axis (meters) Figure 2
1.5 1.4 1.3 1.2 1.1 1.0 0.9 S0.8 0.7 a 00.6 0.5 0.4 0.3 0.2 0.1 A B Channel Outlet C 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 2-axis (meters) Figure 3
Winding Block Distribution at Channel Outlet
Table III Subcoil Characteristics A B C D Build (turns) 22 18 12 6 Number of Dbl. Pancakes 5 4 3 2 Dimensions (m) 0.5164 x 0.25 0.4228 x 0.2 0.2824 x 0.15 0.1424 x 0.1 Cross section (m 2 ) 0.129 0.0846 0.424 0.142 N (turns) 220 144 72 24 NI (MA-turns) 2.8318 1.8536 0.9268 0.3089 Overall J, (A/cm2) 2193 2192 2188 2175 4.1.2 Manufacturing Considerations
The goal of minimizing the cost of manufacturing this conductor has led us to begin the decision-making process by first imagining the most desirable means, e.g., the process with the fewest manufacturing stages, and then working from that concept toward some plausible compromise between desirability and feasibility.
Cabling of 60 strands of superconductive wire will not present any difficulties, nor will wrapping the cable with a thermal barrier, if that is desired. The greatest challenge will be encapsulating the cable within the aluminum sheath; the most desirable process (minimum number of steps) would be to co-extrude the aluminum over the cable. This has been done by at least one European manufacturer,(- 9) but whether it could be done with our configuration, with the high-strength alloy that we require, and in the long lengths that we require is a topic for further investigation. If co-extrusion proves to be infeasible, other fabrication means will be explored.
4.2 Calculations Based Upon A Multistick Model
The stick model treats all four subcoils in the same way, with clusters of four conduc-tors being represented by one filament. Each filament is made of sixteen straight segments. Coil A comprises 55 filaments, coil B, 36 filaments, coil C, 18 filaments, and coil D, 6 fil-aments. Thus, with two coil sets-one on either side of the channel-each made up of four subcoils, the total number of sticks in the model is 3680. Figure 4 shows the filament numbering scheme employed for purposes of output presentation.
The following table gives the total length of all the filaments in the model; the length of actual conductor that would be needed to wind these coils would be slightly larger,
MHD/CDR
Stick Model Filament Numbering Layout
(I Filament - 4 Conductors) 11 10 9 8 7 6 5 4 3 2 1 22 21 20 19 18 17 16 15 14 13 12 33 32 31 30 29 28 27 26 25 24 23 A 44 43 42 41 40 39 38 37 36 35 34 55 54 53 52 51 50 49 48 47 46 45 9 8 7 6 5 4 3 2 I 17 16 15 14 13 12
71
26 25 24 23 22 21 19 36 36 34 33 32 31 29 28 6 5 4 3 2 12 11 10 9 8 7 C B -i Z -Axis Figure 4Filament Nuxmbering Scheme
9 -17 16 15 14 13 3 6 2 5 1 41 D
because the actual saddles would be circular or elliptical in shape rather than five straight sections as depicted. The total mass listed in the table also is based on the stick model.
Table IV
Length and Mass of Conductor in Subcoils
A B C D
total length (m) 12705 7755 3631 1122
mass (kg) 1772 1082 506 157
4.2.1 Fields and Forces at the Windings
Several forms of graphic output were devised in order to enhance the insight that the designer could garner from the model-based calculations. The computation of fields and forces at stick midpoints produced prodigious quantities of output that was best digested in graphic format rather than as tables of numbers. A sample plot is shown as Figure 5. Numeric data given in the tables were generated by appropriate summations of the stick model data.
Figure 6 is a plot of the magnetic field intensity along the X axis. With the value of current selected to yield a peak on-axis field strength of 4.5 T, the calculated maximum field at the winding was found to be in subcoil B, at the point where the inlet saddle bends to become a long straight section: this maximum value was 5.527 T. The next highest value was found to be in subcoil C, where the outlet saddle transition is located; this value was 5.503 T.
4.2.2 Field Homogeneity
The field strength was calculated over one quadrant of the channel volume on a 5 cm x 5 cm grid for five values of the axial coordinate, and contours of the resulting values, normalized to the value on the axis at each location, are plotted in Figures 7 to 11. The boundaries of the channel wall, and of the plasma cross section, taken to be about 25% of the the channel section, have been outlined to aid interpretation of the contours.
At the inlet (X = 0), the homogeneity is better than ±2%. At the position of max-imum axial field, X = 1, it is about +2.5%, -3.5%. Of the points considered, the worst homogeneity was at X = 8, where it was
+4.5%,
-5.5%.Also included here, as Figure 12, is a typical plot of field lines, another type of graphic presentation of data that can enhance the designer's insight.
50000 0 -50000 - L E+5 - .5 E+50 11 1.5 E+5 1~ E+5~ 0 -J 0 r-. 10 20 30 filament nurrber Figure 5
Histogram of Axial Force on All Sticks of Subcoil B Model
I I
T r r C~2
It + 0
IL
t F I CO,
C)
Uj) 14suails pEBal
co
00
-3 a) S-4 Cl) a) 0 Q 02 X -4a bic Z PLO -4a bD blo Aa 2.(0 N e'~j
/
LO 0s 0 c%. 0 0 0 (D C0 I -z (-'J 0 Go 9 (0 0 0o CN, 0 (tU) ) 0 0 a6:66 00 (0 0 0 .~j. 0 C\J 0 00 -C Q (0 0 0 (tu) A
(N C - I~j C C C 6 (tu) A (N (0 C C
/1/I....
C L~ ~ Ii -,~ -~ ~ (Oj o :.4 '~ ~ ~-cvz~ 0 cv 0 (N 6 c~ cv -~ 0 C-F-0 cZ (0 C uLO .~4. 6 C (tu)x k0
-N"
I
196 cl (00 0 Ln C -4j 44(0 C LO Cu) c.'J C I I I 0 6'. 0 (0 c"J
2cn
I C C (0 -6 ~ ~ - :~-';1~ 6 N t ~ C\J 6 ~ ~I-4.
Z
(M) Figure 12 Field Lines at x = 4.5 rn1.140
1.30
1.20
1.10
1.00
.90
.80
.70
.60
.50
.40.30
.20
.10
0.
0.
2.
6.
------- I-8.
Table V
Stress Levels in the X-Direction For All Siibcoils
A B C D
Averaged over total sheath section (kpsi) 24.1 35.2 53.9 19.0 Maximum for any single conductor(kpsi) 49.4 55.0 62.9 22.1 Transverse forces on the approximately 9-meter-long legs of the coils are to be re-strained by tension bands, according to the isotensoidal design developed by Bobrov.(10)
The total Lorentz force in the Y direction to be restrained in this way is 1.25 x 108 N. If the allowable tensile stress in the band material is specified to be 50 kpsi, then the total thickness of the banding will be only 4.03 cm.
In the Z direction, the total force, in units of 106 N, on each of the long legs of the coils is:
Table VI
Total Force in Z-Direction on Long Leg of Each Subcoil
A B C D
14.9 36.7 26.8 6.42
The sum of these forces on four long legs is 84.8 x 106 N. If we consider that Coil A must bear all these forces on the thinnest section of its innermost 22 turns, the compressive stress will be about 4.3 kpsi. The total bearing surface area of each long leg of Coil A in the
X-Y plane is 4.28 m2, so the pressure at this surface would be 2.87 kpsi. The momentless
containment of the Y-directed forces has the effect of doubling the cumulative Z-directed stress. The design assumption for compressive stress at the median plane is thus 6 kpsi. 4.3 Designing the Test Program
The contract modification proposal dated December 1987 outlined the rationale that underlies our intent to test a sample of the newly designed conductor that is less than full scale; specifically, the sheath size will be on the order of 1.54 cm, as compared to the full-size dimension of 2.18 cm., and the superconductive cable will comprise 30 strands rather than 60.
As documented in tables above, the present design can achieve the desired magnetic field values with an operating current approximately one third less than the 18 kA required in the earlier design. The half-current test conductor, then, will have an operating current of about 6500 amperes.
Among the important characteristics to be explored will be the effect on stability of a so-called thermal barrier, a perforated wrapping that acts to retard the flow of heat from the sheath, where it is generated by bursts of frictional heating, to the superconductive strands. As described in previous reports, if this "outside-in" flow of heat can be preferentially absorbed by the interstial helium, with its relatively large thermal mass, rather than by the strands, the stability of the conductor would be enhanced. It will be desirable, therefore, to construct two test coils, one with a thermal barrier-wrapped conductor, and one without.
Another operating characteristic that is closely tied to the issue of whether or not to use a thermal barrier is protection. A large fraction of the normal material in this conductor design is the aluminum sheath itself; by thermally isolating the cable from the sheath to enhance stability, this design also electrically separates the superconductive and normal components of the conductor from one another. That is, the cable and the sheath would, in the extreme case, be connected electrically only at the ends, which may have un-desirable consequences from the standpoint of protection. A modified barrier, interrupted periodically to afford electrical contact between cable and sheath, could ameliorate this condition.
Figure 13 shows a sketch of the test configuration now in the planning stage. A sample conductor conductor eight meters in length will be wound into a single-layer test coil 24-25 cm in length. We expect to carry out testing in a background magnetic field of up to 60 kG, available in the 10-inch bore Bitter magnet at the MIT's Bitter National Magnet Laboratory. The helium Dewar that fits into the bore of this magnet can accommodate a test coil with a maximum diameter of 8 inches.
IT
/ 0, /0 0 / /0 0/ -0 /0 -/ G 0 /0 /0 1 8 .8 c m - - -Figure 13Conceptual Design of Test Coil
21
24 cm
5.0 References
1. Design Requirements Definition Report for ICCS for Large Scale MHD Magnets,
Plasma Fusion Center, MIT, Cambridge, MA, November 1985.
2. Analysis Report, Develop and Test an Internally Cooled, Cable Superconductor (ICCS) for Large-Scale MHD Magnets, MIT, January 1986, DOE/PC-70512-5.
3. Develop and Test an Internally Cooled, Cabled Superconductor for Large-Scale MHD
Magnets: Test Plan, August 1986, Revised May 1987, IDOE/PC-70512-5.
4. Develop and Test an Internally Cooled, Cabled Superconductor for Large-Scale MHD Magnets: Semiannual Progress Report, January 1 to June 30, 1987,
DOE/PC-70512-10, Sept. 1987.
5. C.J. Heyne, D.T. Hackworth, S.K. Singh, Y.L. Young, Westinghouse Design of a
Forced Flow Nb3Sn Test Coil for the Large Coil Program, and references therein,
Eighth Symposium On Engineering Problems in Fusion Research, pp 1148-1153, 1979.
6. P.A. Materna, Design Considerations of Forced-flow Superconductors in Toroidal Field
Coils, Tenth Symposium on Engineering Problems in Fusion Research, pp 1741-1746, 1983.
7. L. Dresner, D.T. Fehling, M.S. Lubell, J.W. Lue, J.N. Luton, J. McManamy, C.T.
Wilson, R.E. Wintenberg, Stability Tests of the Westinghouse Coil in the IFSMTF,
IEEE 7Tnrs. Mag., Vol.24, No. 2, pp 779-782, March 1988.
8. E. Baynham, V. Edwards, R.K. Maix, H.P. Marti, C. Metzler, G. Mier, The Alu-minium Stabilized Superconductor For The DELPHI Magnet, Proc. 9th International Conf. on Magnet Technology, Zurich, Sept. 9-13, 1985, pp 639-642.
9. R.K. Maix, D. Salath4, Practical Scaling Formulas For The Determination of
Crit-ical Currents of NbTi Superconductors, Proc. 9th International Conf. on Magnet Technology, Zurich, Sept. 9-13, 1985, pp 535-538.
10. E.S. Bobrov, P.G. Marston, E.N. Kuznetsov, Theoretical and Engineering Aspects of
Momentless Structures and Coil End Turns in Superconducting MHD Magnets, Adv. Cryo. Eng., Vol. 27, pp 47-55, 1982.