Contribution to the optimization of Unequal Area Rectangular Facility Layout Problem
Texte intégral
Figure


Documents relatifs
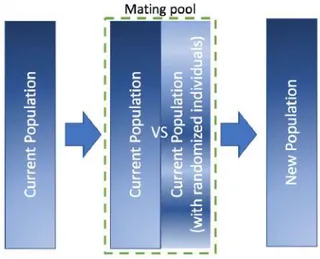
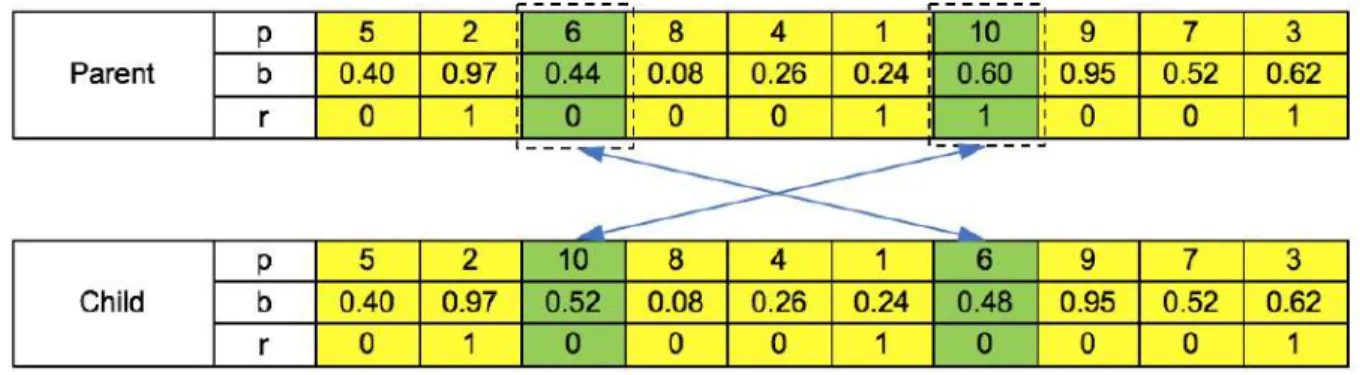
The proposed approach is a genetic algorithm-based frame- work [14] where the fitness function captures various factors that contribute to the engagement on a given layout -
We propose new modifications of the greedy agglomerative heuristic algo- rithms with local search in SWAP neighborhood for the p-medoid problems and j-means procedure for
Sign gradient descent method based bat searching algorithm with application to the economic load dispatch problem... Sign gradient descent method based bat searching algorithm
Even if the work of [FH15] concerns a particular optimization problem (i.e., the quadratic minimum spanning tree problem), the approach is of general interest and has been applied
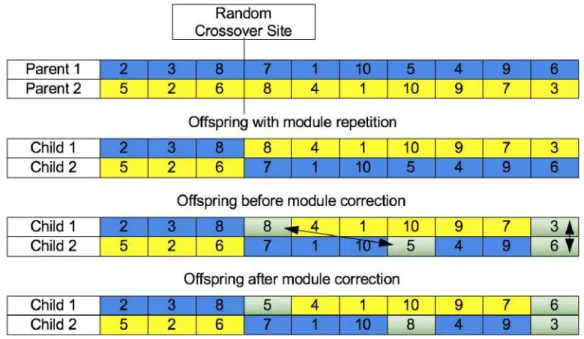
The proposed algorithm relies on a joint use of two dedicated crossover operators to generate offspring solutions and an iterated double-phase tabu search procedure to improve
0 Problem is the instance treated. 0 UB is the upper bound obtained for the Make- span in single-objective studies. 0 M I and TI are the best Makespan and Tardi-
This paper presented a new facility layout planning method of the central kitchen in food service industry by combining optimization, GA, and simulation; fitness value calculation
In the second part we consider the free endpoint Mayer problem for a controlled Moreau process, the control acting as a perturbation of the dynamics driven by the normal cone,
