From imperfect to perfect Bi2Sr2CaCu2Ox (Bi-2212) grains
Texte intégral
Figure
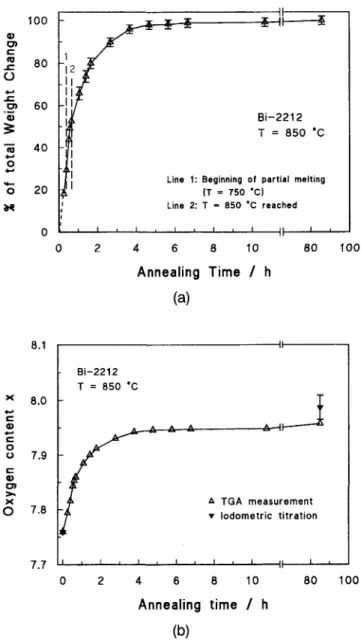
![FIG. 5. HRTEM of a 2212 grain after 10 h of annealing showing a high density of 2201 intergrowths on the right side ([010]-orientation).](https://thumb-eu.123doks.com/thumbv2/123doknet/14908537.657343/5.864.68.419.717.1014/hrtem-grain-annealing-showing-density-intergrowths-right-orientation.webp)
![FIG. 6. [110]-HRTEM of a twist boundary in a 2212 grain showing the concentration of 2201 half-cells at the left twist boundary.](https://thumb-eu.123doks.com/thumbv2/123doknet/14908537.657343/6.864.445.806.92.699/hrtem-twist-boundary-grain-showing-concentration-cells-boundary.webp)
Documents relatifs
Marti, “ Empirical rheology and pasting properties of soft-textured durum wheat (Triticum turgidum ssp. durum) and hard-textured common wheat (T. aestivum) ,” Journal of Cereal
We have run 3D hydrodynamical simulations of the evolution of dust grains in a protoplanetary disk con- taining a planet in order to study the effect of growth and fragmentation on
Neverthe- less, no model has yet successfully taken into account some important parameters such as the grain size, the grain shape and the mechanisms of
Coexistence de deux types de modulations dans des échantillons trempés du supraconducteur
oxygkne de la phase gazeuse stoechiomdtrie de la (ou des) phase(s) condensde(s) tempdrature, pour cette composition Pb-2212 h partir d'une Etude par ATD-ATG.. Localisation de
Regarding trie low-temperature part of trie phase diagram, it is seen that trie position of trie second peak coincides with trie crossover region determined by trie ~+SR and
On the other hand, a favourable orientation of the boundary plane appears necessary to promote nucleation in boundaries without linear defects. Where the two factors
The electrical resistance R of the mounted-on-chip sample is reported in Figure 5a as a function of temperature for the pristine condition, after a cumulative fluence CF=7.677 ×
