Yoshifumi Itoh and I. Wuled Lenggoro
Department of Chemical Engineering, Graduate School of Engineering, Hiroshima University, Higashi-Hiroshima 739-8527, Japan
Sotiris E. Pratsinis
Department of Mechanical and Process Engineering, Swiss Federal Institute of Technology (ETH), ETH Zurich, Zurich, CH-8092, Switzerland
Kikuo Okuyamaa)
Department of Chemical Engineering, Graduate School of Engineering, Hiroshima University, Higashi-Hiroshima 739-8527, Japan
Optimum conditions for the synthesis of nonagglomerated BaTiO3particles by
salt-assisted spray pyrolysis (SASP) were investigated. The effect of particle residence time in the reactor and salt concentration on the crystallinity and surface morphology of BaTiO3was examined by x-ray diffraction and scanning electron microscopy.
Mixtures of a metal chloride or nitrate salt, dissolved in aqueous precursor solutions, were sprayed by an ultrasonic atomizer into a five-zone hot-wall reactor. By
increasing the salt concentration or the particle residence time in the hot zone, the primary particle size was increased, and its surface texture was improved compared to BaTiO3particles prepared by conventional spray pyrolysis. The SASP-prepared
BaTiO3crystal was transformed from cubic to tetragonal by simply increasing the salt
concentration at constant temperature and residence time. Further thermal treatments such as calcination or annealing are not necessary to obtain nonagglomerated tetragonal BaTiO3 (200–500 nm) particles with a narrow size distribution. Increasing
the carrier gas flow rate and decreasing the residence time in the hot zone resulted in cubic BaTiO3 particles about 20 nm in diameter.
I. INTRODUCTION
Barium titanate has many applications, most notably for piezoactuators and multilayer ceramic capacitors, as the result of its excellent dielectric, ferroelectric, and piezoelectric properties. Tetragonal barium titanate is used in electronic devices for its ferroelectric properties, and its cubic phase has a high dielectric constant, thus making it suitable for use in capacitors.1 The dielectric constant and crystal structure are dependent on the grain size of the particles. Arlt et al. reported that the maxi-mum dielectric constant for pure BaTiO3 ceramics is
realized at a grain size of 0.8m.2Sakabe et al. prepared tetragonal BaTiO3 particles as small as 70 nm by
hy-drolysis of Ba(OH)2 and Ti-alkoxide. 3
Kajiyoshi et al.4 and Dutta and Gregg5 reported that the critical particle size of the tetragonal structure is in excess of 100 nm. Cho et al. reported that BaTiO3 particles prepared from
organic precursors are in the tetragonal phase when they are larger than 20 nm.6
Several routes for the synthesis of BaTiO3 particles,
including coprecipitation,7
sol-gel, hydrothermal synthe-sis,1
and mechanochemical8
techniques have been re-ported. Hydrothermal and solid-state processes are used commercially for the preparation of BaTiO3powder
be-cause of their low cost and ease of production. In solid-state synthesis, BaCO3, TiO2 and other additives are
mechanically milled and calcined at a high temperature to permit solid-state reactions.8Hydrothermal processing can be used to prepare tetragonal BaTiO3 particles with
an average particle size of 80 nm at 240 °C for 12 h.9The disadvantages of these processes include inhomogeneous chemical composition, strong agglomeration, a rather poor morphology, and difficulties in controlling crystal size. A surface modifier is necessary to prevent agglom-eration of the nanoparticles.10 Controlling the composi-tion of the resulting BaTiO3 particles remains difficult
because Ba ions tend to be lost during washing. As a result, an excess of barium precursor must be used, and the conversion reaction conducted in an argon atmos-phere using CO2-free water to obtain high-purity barium
titanate.11Furthermore, several hours are required to pro-duce homogeneous and highly crystalline particles using hydrothermal and mechanochemical processes.1,8–10
a)
Address all correspondence to this author. e-mail: [email protected]
Spray pyrolysis is widely known to be a continuous, single-step preparation method for the production of fine homogeneous and multicomponent powders. Milosevic et al. reported on the production of spherical BaTiO3
pow-ders by spray pyrolysis at 700 and 900 °C of ethanol/ water solutions of BaCl2and TiCl4that were suspended
using two-fluid and ultrasonic atomizers.12
Ogihara et al. successfully synthesized chemically homogeneous, fine, and spherical particles of BaTiO3 from a nitric acid
solution of Ba(CH3COO)2 and Ti(OC3H7)4. 13
Nonaka et al. reported that replacing part of the precursor solu-tion of titanium tetraisopropoxide (TTIP) and Ba(NO3)2
or Sr(NO3)2 in dilute nitric acid with alcohols and
hy-drogen peroxide improved the chemical homogeneity of the products and reduced the amount of by-products dur-ing the synthesis of BaTiO3 and SrTiO3 particles by
spray pyrolysis, as evidenced by thermogravimetric dif-ferential thermal analysis.14They proposed that the for-mation of BaTiO3proceeds as follows:
Solution→evaporation Ba共NO3兲2 + TiO2⭈ xH2O , (1)
TiO2⭈ xH2O →−380 °C TiO2共anatase兲 + xH2O , (2)
Ba共NO3兲2 + TiO2共anatase兲 → 540–650 °C
BaTiO3
+ 2NO2+ 1Ⲑ2O2 . (3)
Although the synthesis temperature is sufficient for the formation of tetragonal BaTiO3particles at 700 °C,
13,14
residual materials, such as BaCO3, were coproduced at
temperatures under 900 °C.15 Conventional spray py-rolysis results in multiple nano-sized crystallites that are virtually inseparable, since they form a three-dimensional network.
Xia et al. reported that the presence of a salt in the precursor solution drastically inhibited the agglomeration of nanocrystallites.16 These salts remain on the particle surface and hinder the bonding of nanocrystallites. The salts can be easily removed by washing. Xia et al. dem-onstrated the feasibility of this method, salt-assisted spray pyrolysis (SASP),16 by producing Y2O3–ZrO2,
ZnS, CeO2, 17
and NiO18 nanoparticles (below 100 nm) by the spray pyrolysis of eutectic mixtures of salts such as metal chlorides or nitrates in an aqueous precursor solution. SASP requires no further thermal treatment of the product, such as calcination or annealing, because the metal salts enhance the homogeneity of the crystals and crystal growth. For this paper, the effect of salt concen-tration and droplet/particle residence time in hot zone on the crystallinity, morphology, and size of SASP-prepared BaTiO3 particles was examined.
II. EXPERIMENTAL
Precursor solutions were prepared by dissolving a stoi-chiometric ratio of Ba(NO3)2 (99.0%) and Ti(OC3H7)4
(97.0%) in dilute 1 mol/l nitric acid.14
The concentration was set from 0.01 to 0.05 mol/l of BaTiO3, while the
Ba/Ti ratio of the precursor solutions was 1.00 for all experiments. Solutions of KNO3 (99.0%) and NaNO3
(99.0%) in molar ratio of 51:49 were added to the pre-cursor solution with salt/Ti molar ratios of 0.0–50.0. All chemicals were purchased from Kanto Kagaku, Tokyo, Japan.
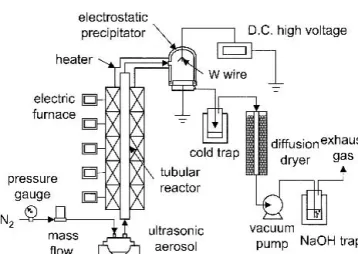
Figure 1 shows a schematic diagram of the apparatus. The precursor solution was sprayed by means of an ul-trasonic aerosol atomizer (1.7 MHz) into a 1.3-cm inner diameter, 150-cm long Al2O3ceramic tube heated by an
electric furnace at 1000 °C with five independently con-trolled heating zones, each 20 cm in length. Nitrogen, at a flow rate of 1 l/min, unless otherwise stated, was used to carry the atomized aerosols into the furnace, resulting in a droplet/particle residence time of 1.6 s in hot zone. The resulting powders were collected by an electrostatic aerosol precipitator operated at 150 °C and 9 kV while the gasses were dried by a cold trap and a diffusion dryer and then neutralized by passage through a NaOH trap before being exhausted by a vacuum pump. To remove the salt, the collected particles were washed, centrifuged with ultra-pure water, and dried for 10 h at 50 °C in a muffle furnace after washing.
The crystalline phases were examined by x-ray dif-fraction (XRD; RINT 2200V, Rigaku Tokyo, Japan) with Cu K␣ radiation recorded at 40 kV and 20 mA. The av-erage size of the crystallites was estimated using Scher-er’s formula. The grain size and morphology of the particles were characterized by field-emission scanning electron microscopy (FE-SEM; S5000, Hitachi, Tokyo, Japan) operated at 20 kV. For scanning electron micros-copy (SEM), the sample, suspended in ethanol, was soni-cated and a few drops of the suspension deposited onto
the substrate, dried, and sputter-coated with Pt–Pd. The geometric mean diameter and geometrical standard de-viation were determined by randomly sampling 300 par-ticles from the SEM photographs.
III. RESULTS AND DISCUSSION
Figure 2 shows the XRD patterns of BaTiO3particles
prepared by (a) conventional and (b–e) SASP at differ-ent salt concdiffer-entrations. In addition, the standard XRD patterns of cubic19
and tetragonal20
phases of BaTiO3
are also shown at the bottom of Fig. 2. The XRD pattern of hydrothermally4,5 synthesized tetragonal BaTiO3
(Toda Kogyo Corp., Hiroshima, Japan) is also shown in Fig. 2(f ). All conventional spray pyrolysis (SP)-prepared particles show the presence of cubic BaTiO3. All
SASP-prepared samples have sharper peaks, indicating the pres-ence of larger crystallites than the conventional SP sample. At a salt/Ti⳱ 8 [Fig. 2(d)], there are split peaks at 2 of 45° and 66°, implying the presence of tetragonal
BaTiO3. This phase transition behavior is illustrated
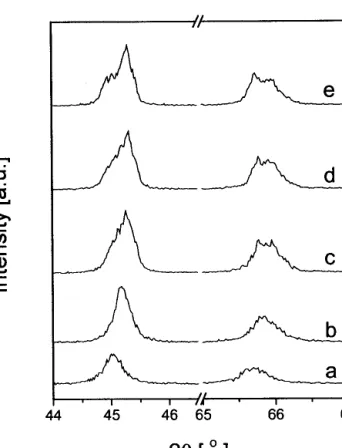
more clearly in Fig. 3 where the transition from the cubic [Figs. 3(a) and 3(b)] to the ferroelectric tetragonal barium titanate [Figs. 3(d) and 3(e)] is associated with increasing the salt/Ti molar ratio. At a salt/Ti ratio⳱ 4 [Fig. 3(c)], the diffraction peak at 2 around 45° slightly widens, which can be indicative of a peak split. How-ever, it is still difficult to distinguish the (002) and (200) planes, since they overlap. The other split peaks of the tetragonal phase were observed at 2 around 66° [Fig. 3(c)]. A further increase in the salt/Ti ratio to 15 [Fig. 3(e)] results in the easier identification of the dif-fraction peaks. The amount of tetragonal BaTiO3
in-creases with increasing salt/Ti ratios, indicating that the SASP procedure not only enhances the crystallinity but also controls the phase composition through the salt/Ti ratio at the same pyrolysis temperature.
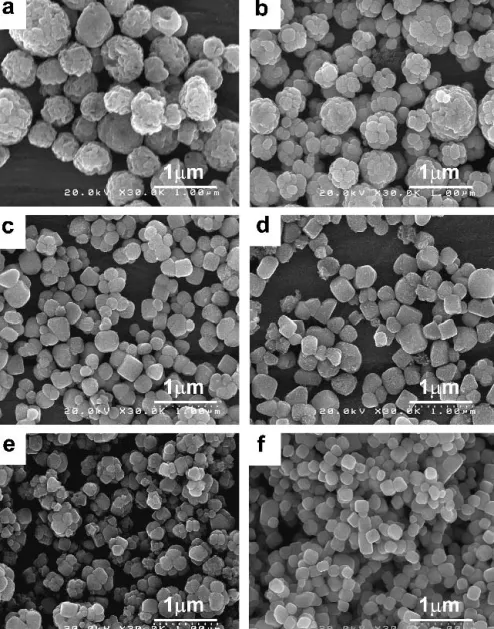
Figure 4 shows FE-SEM images of the effect of salt concentration on the morphology of BaTiO3particles for
a precursor solution concentration of (a–d) 0.05 mol/l and (e) 0.01 mol/l. For reference, a FE-SEM image of hydrothermally prepared BaTiO3 is also shown in
Fig. 4(f ). The particles prepared without salt [Fig. 4(a)] are spherical with a rough, cauliflowerlike surface.
FIG. 2. XRD patterns of BaTiO3particles prepared with 0.05 mol/l
precursor solutions at 1000 °C by (a) conventional spray pyrolysis and (b) SASP at salt/Ti ratios of 1, (c) 4, (d) 8 and (e) 15 of BaTiO3made
with 0.05 mol/l precursor solutions, (f ) hydrothermally synthesized BaTiO3.
FIG. 3. Enlarged XRD pattern around 2 ⳱ 45 and 65° of (a) con-ventional spray pyrolysis, and (b) SASP at salt/Ti ratios of 1, (c) 4, (d) 8, and (e) 15 of BaTiO3made with 0.05 mol/l precursor solutions.
Particles at low salt/Ti ratios [Fig. 4(b)] were agglom-erates of a few crystallites with smooth surface and well-defined grain boundaries sharper than those shown in Fig. 4(a). At a higher salt/Ti ratio [Fig. 4(c) or 4(d)], the degree of agglomeration decreased, resulting in nearly nonagglomerated, crystalline particles. The primary particle size increases with increasing salt concentration. The particles shown in Fig. 4(e) were pre-pared by decreasing the concentration of BaTiO3 from
0.05 [Fig. 4(b)] to 0.01 mol/l while maintaining the salt concentration at 0.20 mol/l, resulting in a geometric mean particle diameter of 310 nm with agglomerated small primary particles. Compared to Fig. 4(b), the pri-mary particles [Fig. 4(e)] seemed smaller than those of Fig. 4(b). The geometric mean diameter and the standard deviation of these primary particles were determined to be 118.5 nm and 1.52, respectively.
Figure 5 shows the size distributions of the BaTiO3
par-ticles of Figs. 4(a)–4(d). The white bars [Figs. 5(b) and 5(c)] refer to the primary particle size distribution while the black ones refer to the agglomerated particle size distribu-tion. The inset values show the geometric mean diameter and standard deviation of the primary and agglomerated particles respectively, as calculated from the particle SEM Feret diameters. When the salt/Ti ratio was increased, the agglomerated particle size tended to decrease, but the pri-mary particle size and crystallinity of BaTiO3 increased.
Decreasing the precursor concentration led to a decrease in the primary particle size and crystallinity, as discussed above. Thus, the degree of crystallization is affected not only by the pyrolysis temperature and processing time, but also the solution composition and salt concentration. This implies an optimum salt concentration exists for forming well-crystallized particles.
FIG. 4. FE-SEM images of SASP-made BaTiO3particles prepared at different salt/Ti ratios: (a) 0, (b) 4, (c) 8, (d) 15 and (e) 20. Precursor
Figure 6 shows FE-SEM images of the effect of droplet/particle residence time in the hot zone on the morphology of BaTiO3 particles by changing the
fur-nace length [Figs. 6(a)–6(c)] through the number of 20-cm heating zones used or the carrier gas flow rate [Figs. 6(b), 6(d), and 6(e)] at 1000 °C. The solution concentration for BaTiO3 particles was 0.05 mol/l
[Figs. 6(a)–6(e)] and 0.01 mol/l [Figs. 6(f ) and 6(g)]. The salt/Ti ratios were 4 [Figs. 6(a)–6(e)] and 15 [Figs. 6(f ) and 6(g)]. When the furnace length was in-creased from 20 to 40 and 100 cm, the size of primary particles increased. When the carrier gas flow rate increased from 1 l/min to 5 l/min at a furnace length of 40 cm, the primary particle size decreased, and even a few single pri-mary particles were observed. A further increase in the carrier gas flow rate to 10 l/min [Fig. 6(e)] resulted in very small crystallites agglomerated inside a shell-like crust, the size of which was proportional to the original droplet. At a precursor concentration at 0.01 mol/l and salt/Ti⳱ 15, the primary particle size increased when the furnace length was increased from 20 cm [Fig. 6(f)] to 100 cm [Fig. 6(g)]. Re-gardless of the heating zone length, all particles in Fig. 6 were cubic BaTiO3, even when the primary particle size
was as small as 20 nm [Fig. 6(e)].
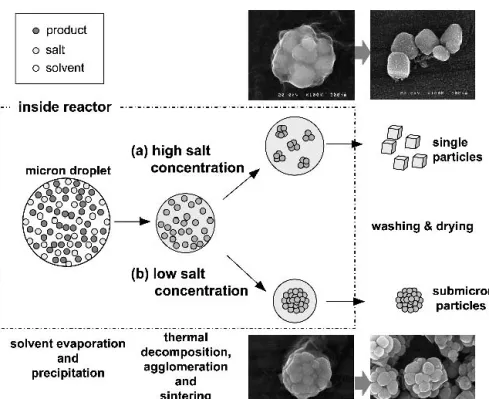
Figure 7 shows an illustration of the mechanism of BaTiO3particle formation by SASP, which consists of (i)
TiO2⭈ xH2O, Ba(NO3)2and salts precipitating from the
solution as the solubility of the precipitates decreases by
solvent evaporation; (ii) the mixture of KNO3 and
NaNO3melting at around 300 °C and intermediates such
as Ba(NO3)2and TiO2⭈ xH2O, which may be surrounded
by the molten salt; (iii) the TiO2⭈ xH2O decomposing
into TiO2 (anatase) at temperatures up to 380 °C while
Ba(NO3)2decomposes at around 590 °C and reacts with
TiO2at about 540 °C; (iv) newly formed BaTiO3
grow-ing initially from the liquid phase, and later, by sintergrow-ing and densification. In the case of a high salt/Ti ratio [Fig. 7(a)], intermediate BaTiO3particles are surrounded
by a sufficient amount of molten salt so the agglomera-tion of primary BaTiO3particles occurs by sintering and
densification at long residence times. The sintered par-ticles do not grow larger at a certain salt/Ti ratio. At short processing times such as those in Fig. 6(e) (10 l/min car-rier gas flow rate, 40 cm reactor length), precipitates ap-pear inside the droplet, since it is dried rapidly. These precipitates decompose and some undergo aggregation, resulting in agglomerated particles, but sintering is in-hibited at these short residence times. During drying and solvent evaporation, the precipitates diffuse to the droplet surface. The precipitates then form a shell and decom-pose later on. In the case of low salt/Ti ratio [Fig. 7(b)], the crystallites can easily come into contact with each other because insufficient molten salt is not available to hinder the crystallite growth. As a result, agglomerated primary particles with a smooth surface are formed. In conclusion, molten salts enhance crystallization and
FIG. 5. Particle size distributions of BaTiO3particles prepared by SASP at a precursor concentration 0.05 mol/l and salt/Ti ratio (a) 0, (b) 4,
FIG. 7. Schematic illustration of the mechanism of BaTiO3particle formation by SASP. High salt concentrations favor the formation of large and
nonagglomerated particles.
FIG. 6. Effect of the residence time on the morphology of BaTiO3particles; (a) 1 zone (20 cm), 1 l/min, solution concentration (P)⳱ 0.05 mol/l,
salt concentration (S)⳱ 0.20 mol/l; (b) 2 zones (40 cm), 1 l/min, P ⳱ 0.05 mol/l, S ⳱ 0.20 mol/l; (c) 5 zones (100 cm), 1 l/min, P ⳱ 0.05 mol/l,
S⳱ 0.20 mol/l; (d) 2 zones, 5 l/min, P ⳱ 0.05 mol/l, S ⳱ 0.20 mol/l; (e) 2 zones, 10 l/min, P ⳱ 0.05 mol/l, S ⳱ 0.20 mol/l; (f) 1 zone, 1 l/min, P⳱ 0.01 mol/l, S ⳱ 0.15 mol/l; (g) 5 zones, 1 l/min, P ⳱ 0.01, S ⳱ 0.15 mol/l.
prevent the formation of hard aggregates. The insets in the Fig. 7 show SEM images of BaTiO3particles before
and after washing. Before washing, the particles are sur-rounded by salt that is completely removed by washing.
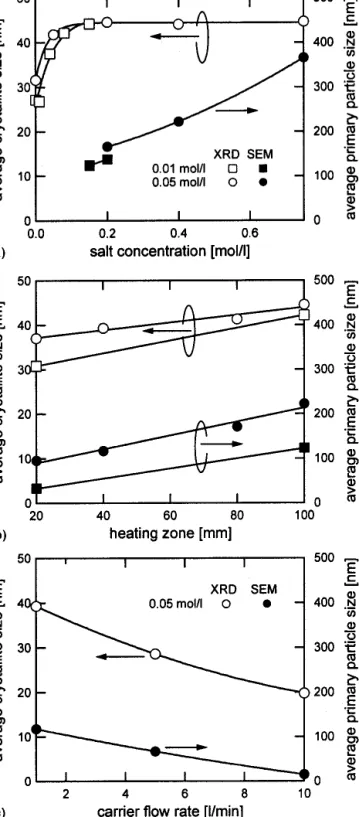
Figure 8 shows average crystallite sizes of BaTiO3
particles, as calculated by Scherer’s formula as a function of salt concentration and precursor concentration, i.e., 0.01 mol/l and 0.05 mol/l [Fig. 8(a)] for a heating zone 100 cm long [Figs. 6(c) and 6(g)]. Moreover, the average primary particle size as estimated from FE-SEM is also plotted in Fig. 8. The crystallite size increased with a salt concentration of around 0.1 mol/l but no further growth took place at concentrations above 0.15 mol/l. Figure 8(b) shows that increasing the length of the heat-ing zone increased the crystallite size, consistent with the SEM images shown in Figs. 6(a)–6(c). Figure 8(c) shows that increasing the carrier gas flow rate decreased the crystallite size for a 40-cm length heating zone. This suggests that the reduced droplet/particle residence time in hot zones prevented the growth of crystallites. IV. CONCLUSIONS
The effect of salt concentration and droplet/particle residence time in hot zone on the morphology and crys-tallinity of BaTiO3particles prepared by SASP was
in-vestigated. Increasing the concentration of the salt (which is eventually removed by washing) leads to an increase in crystallite size and a smoother surface, and contributes to the formation of tetragonal BaTiO3
powders at the same temperature. Increasing the resi-dence time in the hot zone by either extending the length of the pyrolysis furnace or reducing the carrier gas flow rate also resulted in an increased crystallite size. A pro-longed residence time in the hot zone facilitated crystal growth while increasing salt concentration appears to re-tard the nucleation of barium titanate crystals, thus en-hancing crystal growth and the size of the crystals produced.
ACKNOWLEDGMENTS
The authors thank Dr. Bin Xia for his valuable advices and Dr. Toru Iwaki, Toda Kogyo Corp. for providing samples. Grant-in-Aids and Fellowships sponsored by the Ministry of Education, Culture, Sports, Science and Technology of Japan and the Japan Society for the Pro-motion of Science are gratefully acknowledged. This work was also supported, in part, by the New Energy and Industrial Technology Development Organiz a t i o n N a n o t e c h n o l o g y M a t e r i a l s P r o g r a m -Nanotechnology Particle Project based on funds provided by the Ministry of Economy, Trade, and Indus-try, Japan.
REFERENCES
1. M.Z.C. Hu, V. Kurian, E.A. Payzant, C.J. Rawn, and R.D. Hunt, Powder Technol. 110, 2 (2000).
2. G. Arlt, D. Hennings, and G. Dewith, J. Appl. Phys. 58, 1619 (1985).
FIG. 8. Crystallite and primary particle size of BaTiO3particles
esti-mated by Scherer’s formula (XRD) and FE-SEM, respectively, as a function of (a) salt concentration, (b) furnace heating length, and (c) carrier gas flow rate. Increasing the salt concentration or the particle residence time in the hot zone increases both particle sizes.
3. Y. Sakabe, N. Wada, and Y. Hamaji, J. Korean Phys. Soc. 32, s260 (1998).
4. K. Kajiyoshi, N. Ishizawa, and M. Yoshimura, J. Am. Ceram. Soc. 74, 369 (1991).
5. P.K. Dutta and J.R. Gregg, Chem. Mater. 4, 843 (1992). 6. W.S. Cho, E. Hamada, and K. Takayanagi, J. Appl. Phys. 81,
3000 (1997).
7. G.J. Choi, S.K. Lee, K.J. Woo, K.K. Koo, and Y.S. Cho, Chem. Mater. 10, 4104 (1998).
8. L.B. Kong, J. Ma, R.F. Zhang, and W.X. Que, J. Alloys Compd.
337,226 (2002).
9. H. Xu, L. Gao, and J. Guo, J. Eur. Ceram. Soc. 22, 1163 (2002). 10. S.W. Lu, B.I. Lee, Z.L. Wang, and W.D. Samuels, J. Cryst.
Growth 219, 269 (2000).
11. J.A. Kerchner, J. Moon, R.E. Chodelka, A.A. Morreone, and J.H. Adair, ACS Symp. Ser. 681, 106 (1998).
12. O.B. Milosevic, M.K. Mirkovic, and D.P. Uskokovic, J. Am. Ce-ram. Soc. 79, 1720 (1996).
13. T. Ogihara, H. Aikiyo, N. Ogata, and N. Mizutani, Adv. Powder Technol. 10, 37 (1999).
14. K. Nonaka, S. Hayashi, K. Okada, and N. Otsuka, J. Mater. Res.
6,1750 (1991).
15. W. Maison, R. Kleeberg, R.B. Heimann, and S. Phanichphant, J. Eur. Ceram. Soc. 23, 127 (2003).
16. B. Xia, I.W. Lenggoro, and K. Okuyama, Adv. Mater. 13, 1579 (2001).
17. B. Xia, I.W. Lenggoro, and K. Okuyama, J. Mater. Chem. 13, 2925 (2001).
18. B. Xia, I.W. Lenggoro, and K. Okuyama, Chem. Mater. 14, 2623 (2002).
19. JCPDS File No. 31-174, Joint Committee for Powder Diffraction Standards, Newton Square, PA (1984).
20. ICDD. File No. 5-626, International Center for Diffraction Data, Newton Square, PA (1984).