Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
Research Paper (National Research Council of Canada. Division of Building
Research); no. DBR-RP-598, 1974-01
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC :
https://nrc-publications.canada.ca/eng/view/object/?id=b9b72537-7f58-40c5-a30c-92528c47b703
https://publications-cnrc.canada.ca/fra/voir/objet/?id=b9b72537-7f58-40c5-a30c-92528c47b703
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
For the publisher’s version, please access the DOI link below./ Pour consulter la version de l’éditeur, utilisez le lien DOI ci-dessous.
https://doi.org/10.4224/40001754
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Smoke-producing characteristics of materials
I
Ser
TH1
NATIONAL RESEARCH COUNCIL OF CANADA
N21r2
CONSEIL N A T I O N A L DE RECHERCHES DU CANADA
no.
598
I c .
2
I
BLDG
SMOKE-PRODUCING CHARACTERISTICS OF MATERIALS
Yoshio Tsuchiya and Kikuo Sumi
Reprinted from
Journal of Fire and Flammability
Vol. 5, January 1974
p.
64-75
Research Paper No. 598 of the
Division of Building Research
Price 25 cents
OTTAWA
LES CARACTERISTIQUES FUMIGENES DES MATERIAUX
Les differentes methodes de determination des caracterist~ques fumi- g6nes des rnateriaux sont passees en revue et commentties. Ces caracter- istiques sont fonction tant du materiau que des conditions de fumiga- tion. La concentration d'oxygene et la temperature sont deux facteurs importants. La plupart des methodes existantes representent la com- bustion au moyen d'un ensemble limite de cond~tions observees dans des incendles actuels. Par consequent, l a validite de la determination se limite aux conditions precises definies dans I'essai; differents essais peuvent do---- -'-- -'-,.1+-.+c a - n n t r 3 r l ; r t n i r e c I a u i t ~ c c ~ Tic! f~lmigation
e s t fonct; 'icient de fumic poids unitaire ~ f f e r - entes. ' ' n t de fumiga ~ o n de fun e le coeffic dif- ferent~ ere.
SMOKE-PRODUCING CHARACTERISTICS OF MATERIALS
Yoshio Tsuchiya and Kikuo Sumi
National Research Council o f Canada
Division o f Building Research
National Research Council of Canada Division of Building Research
SMOKE-PRODUCING CHARACTERISTICS OF MATERIALS
(Received September 19, 1973)ABSTRACT: The various methods available for the determination of the
smoke-producing characteristics o f materials have been critically reviewed. These characteristics depend o n b o t h t h e material and the conditions under w h i c h smoke is produced. T w o important factors are oxygen concentration and temperature. Most of t h e existing methods represent combustion under a l i m ~ t e d set o f environmental conditions that exist a t actual fires. As a result the validity o f the determination is limited t o the specific conditions defined b y the test; different tests may produce conflicting results. The rate o f smoke generation depends o n t w o factors, one is rate of combustion, t h e other, smoke generation coefficient or the amount of smoke produced f r o m a u n i t weight of material. These t w o factors have different characteristics. A method t o determine the smoke generation coefficient alone is needed i n order t o obtain data f o r a better under- standing o f smoke production. A method t o meet this need has been developed and the smoke generation coefficient o f various polymeric materials has been determined under various conditions of temperature and oxygen concentration i n the atmosphere.
INTRODUCTION
0
NE OF THE dangers t o life in building fires i s the evolution of dense smoke thatmay obscure the vision of the occupants and delay their escape. This hazard i s related t o a number of factors, all of which must be considered t o evaluate this danger. These factors are the quantities of materials involved in fire, the quantity of smoke produced per unit weight (or surface area) of material exposed t o fire, the rate of combustion and the rate of dilution of smoke. The first three determine the rate of smoke generation. Both the quantity of smoke produced per unit weight of material and the rate of combustion are specific for materials and depend on fire conditions such as oxygen supply and temperature. I t i s necessary, therefore, to investigate factors of smoke hazard in detail. The present study i s concerned with the quantity of smoke produced per unit weight of various materials.
There are several methods available for evaluating the smoke-producing charac- teristics of materials. They may be used to reduce smoke hazard in fires by
Research Officers, Fire Research Section, Division of Building Research, National Research Council of Canada, Ottawa, Ontario.
restricting the use of materials found to be extremely bad "smoke producers." Some of these methods are based on the rate of smoke production while others are based on the quantity of smoke produced per unit surface area, volume or weight of material. Most employ one or limited sets of fire conditions that vary from test t o test. The smoke ratings determined from the various tests, therefore, do not always agree.
In this study a new method has been developed t o provide data on the quantity of smoke produced per unit weight of material under a wide range of conditions of oxygen supply and temperature. The features of the new method are discussed along with the others.
CRITICAL REVIEW OF EXISTING METHODS
The ASTM D2843 test, known as Rohm and Haas XP-2 smoke chamber test [ I ] , provides a method of comparing the smoke-producing characteristics of plastics. The apparatus consists of a chamber, 300 X 300 X 790 mm, equipped with a light source and a photo cell to measure light obscuration. A specimen, 25.4 X 25.4 X 6.2 mm i s ignited in the chamber with a propane burner. The percentage of light transmitted through the accumulated smoke is then recorded against time during the four-minute test period.
This test i s not suitable for obtaining basic data on the smoke-producing charac- teristics of materials under the various temperature and oxygen supply conditions that occur a t fires. In this t e s t the fuel-to-air ratio and temperature of the environ- ment are not varied, and non-flaming exposure i s not considered. The smoke pro- duced from a standard volume of specimen i s determined even though it has been reported that the amount of smoke produced i s almost proportional t o the weight of material consumed [2] .
The National Bureau of Standards (NBS) smoke density chamber was devised after careful examination of the XP-2 chamber [ 3 ] . The larger and completely closed chamber permits burning of a larger specimen without smoke loss, and the vertical position of the light beam prevents error due t o stratification. A certain surface area of specimen is exposed t o a radiant heat source of a fixed intensity. The test considers two types of exposure, flaming exposure in the presence of a pilot flame and non-flaming exposure in the absence of a pilot flame. I t is ques- tionable whether flaming or smouldering combustion should be controlled by a pilot flame because flames are almost always present at real fires and flaming or smouldering i s controlled by oxygen supply and temperature. The results obtained for wood under flaming and non-flaming exposures are quite different. Another question i s how these sets of results should be weighted when they are compared with those of other materials.
This test also i s not suitable for obtaining basic data on smoke generation over a wide range of conditions because it has no provision for controlling oxygen supply and temperature. Gaskill [4] and Brenden [5] conducted smoke studies using the
Y. Tsuchiya and K. Sumi
NBS chamber and attempted to extend the environmental conditions of the test. Gaskill tested smoke-producing characteristics of materials a t different levels of ventilation. Brenden tested the irradiance level by varying i t from 2.0 t o 3.0 watts/cm2. He found that the yield of smoke from most species of wood tested under non-flaming exposure depended greatly on the level of irradiance.
Hilado [6] used both the XP-2 and NBS smoke chambers to study the effect of the chemical composition of materials on smoke generation. He tested several plastic samples under various conditions of exposure and studied the influence of density and thickness of the samples. He found that these factors greatly influenced the smoke density t e s t results.
The smoke compartment developed a t the Commonwealth Experimental Building Station [7] i s similar in principle t o the NBS chamber but is larger. One striking difference is that provision is made for varying the oxygen concentration in the chamber from 10 to 21 percent. The control of oxygen concentration provides conditions that are favorable for flaming or non-flaming combustion. High tension electric sparks ignite the evolved gases.
The apparatus designed by DiPietro and Stepniczka [8], of Michigan Chemical Corporation, is a combination oxygen index tester and smoke densitometer. A specimen, 2.5 X 2.5 X 0.3 cm, held vertically in a rising stream of oxygen and nitrogen is ignited by a propane torch. The temperature of the gas mixture is varied from room temperature t o 300 OC. The concentration of smoke in the stream of gas i s determined and recorded against time. In DiPietro and Stepniczka's apparatus, test data can only be produced over a narrow range in oxygen concentration for any material, and materials that are not combustible in their testing condition cannot be tested because there i s little external heat applied to the specimen. These materials could burn and produce smoke under fire conditions in which materials are subjected to a strong external heat source.
Smoke determination in a flow system has some advantages over the accumula- tion method used in many of the preceding methods, e.g., XP-2 chamber, NBS chamber, and the Commonwealth Experimental Building Station compartment. The flow method is more sensitive to variations in the rate of smoke production and reduces error due t o agglomeration, settling, and condensing on the chamber walls. In the accumulation method the quantity of smoke as measured in terms of light transmittance will decrease due t o agglomeration, settling and condensing as the test progresses. One drawback of the flow method, however, i s the problem of determining the flow rate of gas a t the light path.
In the ASTM E84 25-foot-tunnel test the smoke generation characteristics of a material are determined on a larger scale that more closely resembles actual fires. As the main purpose of this ASTM test is to determine the surface flame-spread rating of materials, the method for determining smoke generation seems t o be of secondary importance. The smoke developed rating of materials is approximate and factors on smoke generation do not seem to have been considered carefully. In this test the concentration of smoke in the exhaust gas is recorded as percentage of light
Smoke-Producilzg CIlaracteristics o f ' Materials
absorption against time, and the area under this curve is taken as a measure of the quantity of smoke developed. The area does not have linear relation t o the quantity of smoke developed, and at high concentrations the deviation from linearity i s significant. This t e s t i s also unsuitable for obtaining basic data on smoke generation because it i s not feasible t o determine the quantity of specimen that i s consumed during the test.
Saito [ 2 ] determined the amount of smoke produced per unit weight of material. He put a specimen of about one gram into an electric furnace whose temperature was s e t at a desired level. The concentration of smoke accumulated in a box and the weight loss of the specimen were recorded-against time. He found that the amount of smoke produced was nearly proportional t o the weight loss of the specimen, and used the term, smoke generation coefficient, k, to express the amount of smoke per weight of sample consumed. He investigated the dependence of k on temperature for various species of wood and found the. relation
He also determined k for various plastics such as polyvinyl chloride, polystyrene and urethane, but was unable to find a relationship between k and temperature. In this series of experiments he did not consider the effect of oxygen supply, another important factor for smoke production. The influence of oxygen'supply was studied in a separate series of experiments involving compartment fires in which the relation between opening size and smoke production was examined [ 2 ] .
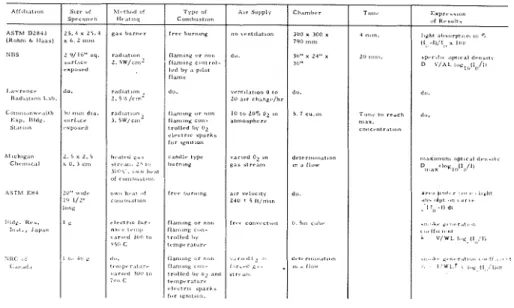
The main features of the various methods for smoke determination that have been reviewed here, and the new method used by the present authors, are presented in Table 1.
Table I. Comparison o f Various Smoke Tests
ASTS1 DLB.13 2 5 . - i r L i . l g r . burn,.,
/
l r c ~ b i i i i i l n g1
,n<, s , . n t > t a t r , 7 n i H o h m o il.l:lriIx
i L nlsii1
Il.~n,iiii: a i inon ,,mi,.< c o i i - i r " l , c d !is iIZ c l r n r l r % , > i r k >,<.'
' ~ " " 1 0 " ""dl,. trpr l i u r n i . ~ tr,.. il.,ril,ny " 7 nn,, < , x , > , " ~ c,,,,. ,r,,,,,.d , b y ,%,,,,>>.ra<,>r,.Y . Tsuclziya and K. Sumi
DEFINITION AND THEORY
The obscuration of light in a field of smoke i s described by the well-known Lambert's Law
I = I, exp (-0 L) (2)
where I, and I are the intensities of incident light and obscured light at the end of light path of length L respectively. Optical density, D, i s often used on this conti- nent t o express the quantity of smoke where
The attenuation coefficient, o is commonly used by Japanese investigators [2] as a measure o f smoke concentration. Saito [2] defined the "amount of smoke," S, as
where V is the volume in which smoke is uniformly dispersed. The attenuation coefficient and the amount of smoke generated have the dimensions o f (length)-' and (length12 respectively. Saito [2] found experimentally that the amount of smoke generated is proportional t o the weight loss of a specimen, i.e.,
where k is a smoke generation coefficient, specific for a material. He considered k as a function of temperature of decomposition, or combustion.
I n considering the hazard of smoke at building fires, the rate of smoke genera- tion may be even more important than the relative amounts of smoke that may be generated from a unit weight of different materials because a very small amount of material can produce enough smoke t o contaminate a relatively large volume of building. The concentration of smoke that affects visibility i s determined by the balance of rate of generation and rate of dilution. By differentiating Equation (5) with respect t o time, the rate o f smoke generation can be written
where k is the coefficient of smoke generation and dW/dt i s the rate of material consumption by combustion or decomposition.
As shown in Equation (61, dS1dt has two factors: coefficient of smoke genera- tion k, and rate of material consumption dW1dt. These two factors have different characteristics. The smoke generation coefficient i s specific for a material, inde- pendent of the volume, weight, thickness, or density of a specimen, and varies with temperature and oxygen concentration. The rate of material consumption at most building fires i s determined by oxygen supply t o the fire room, or by surface area of material exposed t o a fire when ventilation i s plentiful. In the various methods of smoke determination reviewed earlier, with the exception of that of Saito [2] , the
Smoke-Prodztcitzg C12aracteristics o f Materials
combined effect of k and rate of material consumption are determined, usually as concentration of smoke accumulated in a box of fixed volume in a specific length of time. This approach may be satisfactory for standard testing when the practical use of the test i s to exclude the worst smoke-producing materials, but t o obtain more basic data on the smoke-producing characteristics of materials, the afore- mentioned two factors of the rate of smoke production should be separated. A better understanding of the smoke generation characteristics of materials should help t o improve existing tests. I t should also prove useful in determining the smoke generation potential of combustible materials in a given room.
THE NEW METHOD
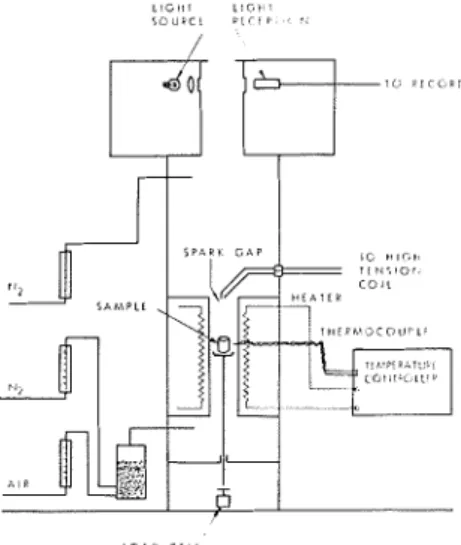
A new method for determining the smoke generation coefficient of materials at various conditions of atmospheric temperature and oxygen concentration has been developed. A sketch of the apparatus is
L I ' l ! i < ' G I '
s o u P C ! ? : < X i .. shown in Figure 1. Air and nitrogen are
/
metered separately and mixed, and themixture is introduced t o the bottom of the furnace. A sample weighing from one t o forty grams i s placed in the furnace whose temperature i s s e t .at a desired level. The decrease of sample weight i s continuously recorded by using a load cell. A t the top of the furnace provision i s made t o discharge electric sparks at a rate of about ten times per second between a 10-mm gap of copper wire electrodes t o ignite the combustible decomposition products. The sample burns with a flame or decomposes without flame depending
L O A D c r t l on the oxygen concentration and the Figure I . Apparatus for the determination temperature. A supplementary
of smoke generation coefficient. flow of nitrogen is added a t the top of the furnace to dilute smoke if the concen- tration is too high for accurate measurement. The measurement of light obscuration is made by a commercially available unit similar t o that used by DiPietro and Stepniczka [ 8 ] .
In an experiment the intensity of obscured light i s recorded against time. From this the attenuation coefficient o and amount of smoke S are calculated as follows:
o = - ( l / L ) In ( I l l o ) and
Y . Tsuchiya and K. Sumi
where L i s the length of light path in the smoke flow, and v is a volumetric rate of flow a t the light path. The rate of flow i s obtained from the sum of air and nitrogen flows by making corrections for the increase in temperature of gas and the estimated increase in number of moles of gas resulting from combustion reactions. After finding S, the overall smoke generation coefficient, K, is calculated from
where W is the initial weight of sample.
EXPERIMENTAL RESULTS AND DISCUSSION
The mechanism of smoke generation i s very complicated. As combustion re- actions proceed, the composition of the original fuel and of volatile products vary and these changes affect the flammability
1 4 0
and opacity of the products. In order to I I I I I I I I *
illustrate the complicated nature of I N N I T R O G E N
smoke generation, the rate of smoke
,
- SUGAR MAPLE -I 0 G M A T 5 0 0 ° C
generation from one species of wood
"
(sugar maple) at 500°C under three
,,,
- -different oxygen concentrations is shown
-5
in Figure 2. During experiments in which
;
B o -flaming combustion occurs the curves 2
generally have two peaks that are sepa- ; ",
rated clearly in the experiment using 50 'O
-
-percent air and 50 percent nitrogen. The
f
first peak i n Figure 2 was due to non- - -
flammable pale smoke containing water
vapour. The flammable products region,
'
,,
- where flaming predominates, followedthe first peak. The second peak was pro-
I, I I
duced bv less-flammable dark smoke con- o ? i 6 B l o
taining carbon-rich particles. These phe- TIME. MINUTES
nOmena were found at different t e m p e r a - ~ i g u r e 2. Rate of smoke generation during the tures. At lower temperatures, however, whole combustion process.
the two peaks were wider, and as tem-
perature was decreased further the two peaks combined to form one wide peak a t which no flaming took place while at higher temperatures the flaming region in- creased and the two peaks became lower and less prominent.
The smoke generation coefficient, k, in Equation (61, calculated in the foregoing experiment, varied greatly during the combustion process. Saito [2] expressed smoke generation coefficient in terms of weight loss because he found that the amount of smoke generated was nearly proportional to weight loss; he used an accumulation method which i s not sensitive to the variation of smoke generation.
Y . Tsuchiya and K. S u m i
In the present study the amount of smoke produced per sample weight for the entire combustion process i s defined as the overall smoke generation coefficient, K,
as shown in Equation (9).
The overall smoke generation coefficient of various polymeric materials and wood determined at various conditions are shown in Figure 3. The description of the samples is found in Table 2. The smoke generation coefficient,of materials
UREA-FORMALDEHYDE
RESIN
looom
N2 A I R
POLYMETHYL- POLYESTER (FRP) WOOL POLYACRYLONITRILE METHACRYIATE
N 2 5 0 % A I R 5 0 %
I
-
-N2 A I R N2 A I R N2 A I R N2 A I R
Figure 3 fa) Ovemll SmOKe generation coefficient ot various materials.
varied widely according t o the conditions of combustion. In the case of sugar maple the smallest and largest values of smoke generation coefficient differed by more than a factor of 40. For wood samples smoke generation was greater at lower oxygen concentration in the atmosphere, as expected. Many polymers exhibited the same tendency (wool, polyacrylonitrile, foam rubber, polyethylene, flexible urethane foam, and flame-retardant treated polystyrene), while others showed approximately the same degree of smoke production both in air and oxygen- reduced atmosphere (polyvinyl chloride, urea-formaldehyde resin, polyester, poly- styrene, polyisocyanurate foam, and rigid urethane foam). The same data, averaged for different oxygen conditions, are rearranged in Figure 4 t o show $he effect of varying the temperature. The smoke generation coefficient of all the h o o d samples decreased with increase in temperature in agreement with the findings of Saito [ 2 ] . The coefficient increased with increase in temperature for a number of polymers (rigid urethane, polystyrene, polyisocyanurate, polyvinyl chloride, and poly-
POLYVINYL FOAM RUBBER NEOPRENE POLYETHYLENE POLYURETHANE 0 0 0
?
P
;
I / ,,
:;:::,;
0I
-
-N 2 * A I R N p * A I R N 2 A I R N 2 A I R N 2 A I RFigure 3 (b). Overall smoke generation coefficient of various materials.
POLYSTYRENE F O A M POLYSTYRENE K I A M , P O L Y I S O C Y A N U R A T E P O L Y U R E T H A N E F O A M , FLAME RETARDANT
f----r-*m
* N 2 5 0 % A I R 5 0 % I N2 A I R N2 A I R N2 * A I R N2 A I RSmoke-Producing Characteristics of'hfaterials
acrylonitrile), while the variation due to change of temperature was not clear for others (flexible urethane, polyester, urea-formaldehyde resin, and foam rubber).
If these materials were examined i n
V/OOD, WHITE P I N E VIOOD. SUGAR M 4 P L E PLY\YOOD
the other t e s t s reviewed in this paper, the following general results could be ex- pected.
1. The t e s t in which a fixed volume of m a t e r i a l is examined will favor materials of low density, such as cellu- lar plastics, because the amount of smoke produced is proportional to the weight of material.
2. Tests in which some materials are not completely consumed in the specified duration of test will favor materials of high density that exhibit slower rates of combustion.
N2
.
A I R N2 ' A I R N2 ' A I R3. The t e s t in which maximum concen-
Figure 3 (dl. Overall smoke generation co- tration of smoke is deterpined in the efficient o f various materials.
exhaust gas flow will also favor slow burning materials.
Table 2. Description o f Samples.
Weight o f Specimen, Density, Oxygen
9 g/cc l ndex
Poly~socyanurate foam, rigid Urethane foam, f l e x ~ b l e Urethane foam, rigid Polystyrene f o a m
Polystyrene foam, flame retardant Polyester (FRP)
Polyethylene Polyvinyl chloride Poly methyl methacrylate Urea-formaldehyde restn Neoprene
F o a m rubber
Polyacrylonitrile f ~ b r e Wool
Wood, whtte pine Wood, sugar maple Plywood
Y . Tsuchiya and K. S u m i
m
POLYISOCYANURATE METHACRYIATE UREA-FORMALDEHYDE 1 0 - 1 I I 4 0 0 7 0 0 4 0 0 7 0 0 4 0 0 7 0 0L-l-Ll-
T E M P E R A T U R E , OCFigure 4. Effect of temperature on smoke generation.
CONCLUSION
The quantity of smoke produced from the combustion of organic materials varies widely, depending on the conditions under which the material i s burned. In the existing methods of smoke determination materials are burned (or decomposed) under limited set(s) of conditions specified by the t e s t procedure, resulting in possible discrepancy of results between different tests. These tests do not represent the wide range of conditions found in actual fires. The rate of smoke production that i s important in practice has two factors, rate of combustion and smoke genera- tion coefficient. For a study of smoke generation characteristics of materials it i s desirable to separate these two factors. The new method, described in this paper, for determining smoke generation coefficient i s suitable for investigating smoke- producing characteristics o f materials under varied conditions of temperature and oxygen concentration.
Experimental results on seventeen materials have been presented. The smoke generation coefficient of wood decreased with increasing temperature and
Smoke-Producing Characteristics o f Materials
decreasing oxygen in the atmosphere. Some of the polymers showed a different tendency: more smoke a t higher temperature; and, the same degree of smoke production in air and in an oxygen-reduced atmosphere.
ACKNOWLEDGMENT
The authors wish to thank J. F. Mathieu for his assistance in designing the apparatus used and conducting the experiments. This paper i s a contribution from the Division of Building Research, National Research Council of Canada, and is published with the approval of the Director of the Division.
REFERENCES
1. F. J. Rarig, a n d A. J. Bartosic. A S T M Special Tech. Publication No. 422, p. 106 (1967). 2. F. Saito. Building Research Institute (Japan), Research Paper No. 33, (1968).
3. D. Gross, J. J. L o f t u s a n d A . F. Robertson. A S T M Special Tech. Publication No. 422, p. 166
(1967).
4. J. R. Gaskill. J. Fire & Flammability 1,183 (1970).
5. J. J. Brenden, U. S. Department o f Agriculture Forest Service, Research Paper F P L 137.
June 1970.
6. C. J. Hilado, J. Fire & Flammability 1 , 217 (1970).
7. S. J. Grubits, Tech. Record 44/153/391, Commonwealth Experimental Build. Station (1970).
This publication i s being distributed by the Division of Building Re- search of the National Research Council of Canada. I t should not be reproduced in whole or in part without permission of the original pub- lisher. The Division would be glad t o be of assistance in obtaining such permission.
Publications o f the Division may be obtained by mailing the appro- priate remittance (a Bank, Express, or Post Office Money Order, or a cheque, made payable t o the Receiver General of Canada, credit NRC) t o the National Research Council of Canada, Ottawa. KIAORG. Stamps are not acceptable.
A list of all publications of the Division i s available and may be ob- tained from the Publications Section, Division of Building Research, National Research Council of Canada, Ottawa. KIAORG.