Publisher’s version / Version de l'éditeur:
Journal of Coatings Technology, 50, 638, pp. 33-38, 1978-03
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Internal stress in a solvent-cast thermoplastic coating
Croll, S. G.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
NRC Publications Record / Notice d'Archives des publications de CNRC:
https://nrc-publications.canada.ca/eng/view/object/?id=9f8b0e5a-efd0-4344-abf4-3bed29be8d99 https://publications-cnrc.canada.ca/fra/voir/objet/?id=9f8b0e5a-efd0-4344-abf4-3bed29be8d99
Ser
TH1
N2ld no,775
c . 2BLDG
National Research Council of Canada
Conseil national de recherches du Canada
INTERNAL STRESS IN A SOLVENT-CAST
THERMOPLASTIC COATING
by S. G. Croll
Reprinted from
Journal of Coatings Technology Vol. 50, No. 638, March 1978
J U N 15
.DBR Paper No. 775
Division of Building Research
On a mesure' la contrainte interne d'un revgtement thermoplastique appIique' au moyen d'un solvant en utilisant le substrat comme porte-$-faux. L'article pre'sente ies pre'cautions 1 prendre pour ne pas fausser les re'sultats dqessai et compare deux rne'thodes d'analyse diffe'rentes. On a rernarquc' que la contrainte rbiduelle interne e'tail tres grande et qu'elle n'e'tait pas reliee a I'epaisseur du revetement sec et d la concentration initiale de la solution. L'article traite de la repartition des contraintes dans le revctement ainsi que de la dynamique du se'chage et presente quelques effets pratiques de l'im- portance des contraintes.
internal Stress
In a Solvent-Cast
Thermoplastic Coating
S.G. Croll
National Research Council of Canada*
Internal stress developed in a solvent-cast thermoplastic coating was measured by using the substrate as a can- tilever. Precautions necessary to obtain accurate experi- mental results are presented, as well as a comparison of two methods of differing complexity used for their analy- sis. Residual internal stress was found to be large and independent of dried coating thickness and initial solu- tion concentration. The stress distributi~n i n the coating
and the drying kinetics are discussed in the light of these results, as are some practical implications of the mag- nitude of the stress.
INTRODUCTION
Coating an article by applying a thermoplastic in solu- tion is a common method of producing decorative and protective coatings. The physical drying of such films is a low temperature process, requiring less energy than the curing of other types of coating, which is
a
virtue these days.After the coating has been applied, the solvent evap- orates, resulting in spaces into which the polymer must flow; as the film solidifies only the thickness can con- tract; movement in the other dimensions is constrained by adhesion between the film and substrate. This causes internal stress in the plane of the film which can have an injurious effect on the coating. The purpose of this investigation was to measure this stress in a simple polymer-solvent system to gain a clearer understanding of its origin. Thus, progress might be made toward understanding the behavior of more complex coatings and alleviating the adverse effects of such stresses.
Any stress present after curing will probably have a
detrimental effect on the adhesion of the coating. In- deed, if the stresses are large enough, and depending on
the nature of the polymer, crazing or brittle failure may occur in the body of the coating. Great economic bene- fits could be realized by extending the service life of coatings, and reducing the demand for raw materials. In this paper, the effects of film thickness and initial solvent concentration on the value of the stress, its
Presented at the 55thAnnual Meetingof the Federation of Societies for Coatings Technol- ogy in Houston. Tex.. October 28. 1977.
'Div. of Building Research, Building Materials Section. Ottawa, Canada KIA 0R6.
distribution, and its development during physical dry- ing are reported. All experiments were conducted at a single temperature on solutions of polyisobutylmethac- rylate in toluene. The internal stress was measured by observing the bending it induced in a thin steel sub- strate, deployed as a cantilever. A comparison of two methods of mathematical analyses of this approach is also presented.
BACKGROUND
There has been comparatively little work published concerning residual internal stress in coatings. Much of the work on this subject has been carried out by Russian scientists who have measured the effect of additives and environment on the magnitude of the residual stress in diverse coatings and adhesives, mainly epoxies and other chemically curing mixtures. '-I4
Most of the techniques used to measure the internal stress do so mechanically.', 159 l 6 In these methods a
plate cantilever, usually steel feeler gauge stock, is coated on one side and bends as the coating shrinks while drying. Either the bending displacement of the substrate or the force required to prevent bending is monitored, and thus the internal stress in the coating can be calculated. Alternatively, photoelasticity has been used, employing either a photoelastic s u b ~ t r a t e , ~ or a thick (mm) photoelastic ~ o a t i n g . ~
EXPERIMENTAL
The polymer used was polyisobutylmethacrylate (PIBM), ElvaciteB 2045, which was dissolved in rea- gent grade toluene. Convenience governed the choice of PIBM and toluene, as the resultant films have an appreciable residual stress but do not crack and remain bonded to the steel substrate. As it is an acrylic, the coating is not affected appreciably by changes in hu- midity. Solutions are easily made and appear to have a long shelf life.
H A D J Y S T M F N T
8
'
I N G C L A M PE
j
r
/
L C A N T I L E V C S L 3 S V R 4 1 E-
Figure 1--Internal stress measurement apparatus
Measurement of Internal Stress
The technique chosen was to measure the deflection of a cantilever substrate coated on one side. It is a 'straightforward method: as the coating dries and tries to shrink, the cantilever (steel feeler gauge stock, 0.1 to 0.25 mm thick) bends. See Figure 1 for apparatus.
The substrate was masked and then coated using a doctor blade, weighed, and then clamped horizontally in the apparatus. If the coating were in the vertical plane, it would flow, resulting in an uneven thickness. Displacement from the gravity equilibrium position was caused by the developing internal stress and the change in weight of the film. The cantilever was clamped with the coating underneath, which meant that early deflec- tion due to the loss in weight of solvent could be differ- entiated from that produced by the internal stress, which was in the opposite direction. The displacement was measured by a Wayne Kerr capacitative trans- ducer system (Dimeq TE 200, f.s.d. 200 pm, accuracy 0.5%) and recorded on a strip chart for subsequent analysis.
The internal stress was calculated, using the analysis to be described later, which requires only the mechani-
cal properties of the substrate. Poisson's ratio, v, of
steel was taken to be 0.29. Young's modulus, E, was
measured by end loading the cantilever substrate as
suggested in reference 15 and measuring the deflection.
E was found to vary sufficiently (122 to 143 GPa) to warrant measuring it for each substrate.
Loss in weight caused by the solvent evaporating from the coating solution was in some cases initially a greater effect than the developing stress, so for a few minutes the cantilever deflected in the opposite direc- tion to that for film shrinkage. In any case, solvent weight loss during the experiment reduced the deflec- tion produced by the internal stress and consequently a correction had to be applied.
The plate cantilever was calibrated in terms of change in weighaength by applying a thin plastic film along its length, using electrostatic attraction (by rub- bing it with a cloth) and noting the deflection. It fol- lowed this formula:17
43 l4
d = - - - (1)
162 E wt3
where
1 = length of cantilever plate w = width of cantilever plate
t = thickness of cantilever plate d = deflection at 113 from clamp
.$ = forcellength
E = modulus of cantilever
To calculate this correction, the cantilever was weighed twice: immediately after application of the coating solution and when the coating had finally dried. With dilute initial solutions, the correction was about 25% of the final result.
Knowing their weight, the thickness of very thin
coatings (< 10 pm) was obtained from an extrapolation
of dried weighaength vs. the thickness of thicker coat- ings, which could be measured using a micrometer.
Cantilever deflection was monitored until th'e stress ceased to change. If the deflection, as indicated on the chart recorder, did not alter perceptibly for 24 hr, the coating was considered dry and the run terminated. This took two to three days for very thin coatings (-10 pm) cast from dilute solutions; for the thicker ones (50 to 100 pm), prepared from more viscous solutions, it could extend to as much as eight weeks (Figure 2).
Experiments were carried out at 23°C and 50% RH.
The deflection of the cantilever seemed unaffected by changes in humidity but was very sensitive to changes in temperature of as little as 0.25"C. Care was taken to measure the final deflection at exactly 23°C.
Experimental errors (- 15%) in obtaining the internal
stress stemmed mainly from measurements of coating thickness (-8%) and to a lesser extent from variations in deflection produced by temperature changes during drying (-5%), and the uncertainty in the value of the substrate modulus (-2%).
P O L Y M E R C O N C E N T R A T I O N , % w l w
Figure 2--Solution viscosity as a function of polymer con- centration
Ln 3 -
IWEIGHT
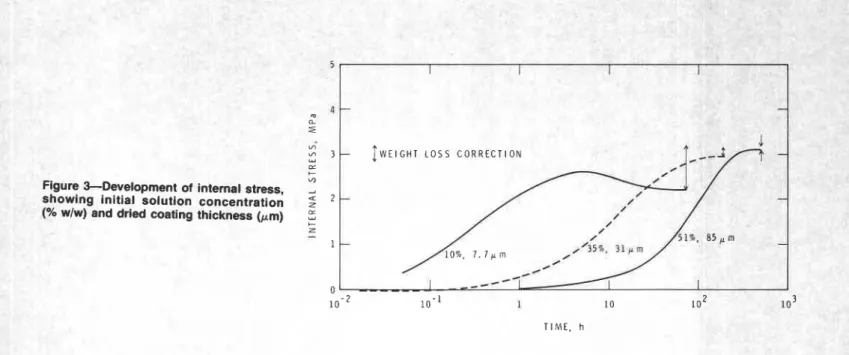
L O S S C O R R E C T I O N - u & I rr + v)Figure 3--Development of internal stress,
showing initial solution concentration -
(% WIW) and dried coating thickness (pm)
Z
1
-
0
1 0 - ~ l o - ] 1 LO l o 2
Viscosity measurements were performed on solu-
tions of various known concentrations of PIBM in to-
-
luene according t o ASTM method D2515, using Cannon-Fenske viscometers; the results are presented in Figure 3. These data were necessary in the discus- sion of the physical drying process.
COMPARISON OF METHODS OF ANALYSIS
Corcoran15 gives a simple analysis of the cantilever method for the following assumptions:
(1) The curvature in the cantilevered substrate
caused by the stress in the coating is assumed to be spherical. (This is consistent with the other assump- tions and with the small curvatures found in practice. There is likely to be a small, systematic error due to the constraints imposed by the clamp at one end of the
cantilever. l)
(2) Coating adheres to the substrate perfectly. (3) The elastic limit is not exceeded in any part of the cantilever. (This is strictly true only in the steel sub- strate.)
(4) The deflection caused by the internal stress can
be linearly superimposed on the gravity deflection in the experimental configuration used. (In view of the very small deflections encountered, this assumption is
reasonable .)
(5) The mechanical properties of the coating and substrate are isotropic in the plane of the cantilever. (Anisotropy induced in the coating by the doctor blade technique would be negligible in the relatively mobile unpigmented solutions used here.)
(6) The stress is constant through the thickness of
the coating. (This is discussed later.)
The resulting expression for the internal stress, a, is
where p= 1 Y2d, the curvature induced in the substrate d = deflection measured a t a distance 1 from the clamp E = Young's modulus
t = thickness
v = Poisson's ratio
Subscript 1 refers t o the substrate, 2 t o the coating.
T I M E , h
The second term in equation (2) is a small correction that accounts for the reduction of the internal stress due to the finite bending allowed and increases the value of
u to that produced on a rigid substrate. The correction
is usually negligible since t,<t, and E, is two or three orders of magnitude less than El. Consequently, the
expression for a reduces to the first term and gains the
virtue that it requires the material properties of the substrate only. Although the stress is produced in the coating, the overall deflection of the composite can- tilever is dominated by the steel substrate.
A more complete and complex analysis has been presented by Chow, et al.18 After some algebraic labor,
an expression for a can be obtained from their equa-
tions for the interfacial strain and the compressive force per unit width, P, equivalent to the internal stress. The relatively rigid steel substrate used implies that the internal strain is also held constant through the coating thickness.
Putting a = P/t, results in:
Chow, et al. obtained Ci = Ei / (1
-
vf) as a result ofconsidering stress in one direction only, i.e., along the length of the cantilever. Actually, the coating shrinks across the cantilever as well, resulting in an equal strain
perpendicular to its length and so Ci = Ei / ( 1
-
vi) whichis the definition adopted here. In all other respects the results of their analysis are applicable to the experi- ments discussed in this paper.
These authors state that a is only weakly dependent
on t,ll, i.e., the shear deformation between the free "top" surface of the coating and the constrained "bot- tom" surface is negligible in such thin coatings.
Equation (3) is identical to equation (2), except for the correction factors, in brackets, in the first term. As C,<<C, and t,<t,, the corrections are equal tounity for
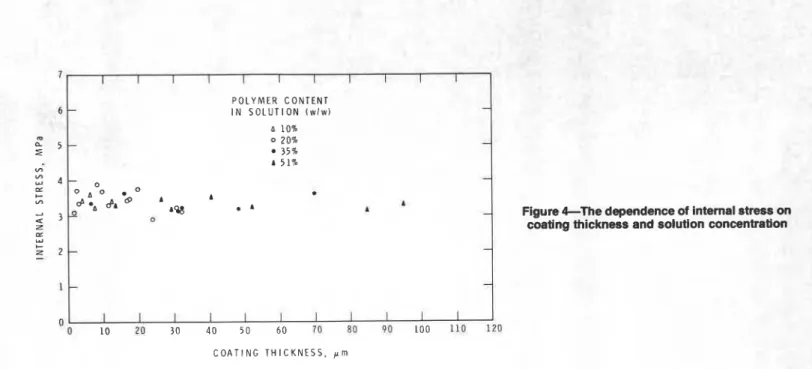
P O L Y M E R C O N T E N T I N S O L U T I O N l w l w )
C O A T I N G T H I C K N E S S , ~ r n
all practical purposes. In fact, they represent the influ- ence of the coating on the substrate,lg and also allow for the slight change in strain through the finite thickness of the curved coating. For the majority of cases, using only the first term of equation (2) is adequate for calcu- lations of u, which was the course followed in this investigation.
Corcoran15 states that equation (2) might be used in its entirety tocalculate the mechanical properties of the coating. This should be treated with caution. First, the more general analysis shows that there are other cor- rection factors, those in the brackets of equation (3), involving E2 and t2 that are almost the same size as the second term in equation (2). Second, the results of this calculation would be unreliable because under normal circumstances the experimental error in the dominant
first term
is.
greater than the total contribution of thesecond.
RESULTS AND DISCUSSION
Results and Drying Kinetics
The development of internal stress as a function of time can be seen in Figure 2; its final value as a function of dried thickness and initial solution concentration is presented in Figure 4. As Figure 4 shows, the final equilibrium stress measured shows no systematic de- pendence on either the dry coating thickness or the initial solution concentration. Its mean value is 3.4 MPa.
Thicker dry coatings could be made from the more concentrated initial solutions not only because their polymer content is greater but also because their high viscosity restricted flow during the clamping procedure and thus maintained a smooth even surface.
The independence of stress on thickness is in agree- ment with the results of Chow, et a1.18 It implies either that there is no variation in stress throughout the film thickness or that the stress distribution has the same form for any thickness of film, with the same maximum and minimum values.
Figure 4--The dependence of internal stress on coating thickness and solution concentration
Internal stress occurs because, as the solvent evapo- rates from the coating, the volume decreases; the thickness can decrease but the area cannot because the film adheres to the substrate. Thus internal stress arises in the plane of the film. There can be no stress, howev- er, until the viscosity of the drying thermoplastic has increased sufficiently to prohibit polymer flow and pre- vent the filling of the spaces left by the solvent's evapo- rating. As the stress is independent of the initial solu- tion concentration, this implies that this solidification occurs at a concentration greater than 51% w/w polymer, which was the highest initial concentration used.
It can be seen (in Figure 2), that although the thin coatings obtained from dilute solutions may take only 48 hr to attain their final value of stress, thick coatings derived from concentrated solutions take some weeks. In most situations, the rise in stress during the experi- ment was monotonic, but in very thin coatings, particu-
larly those formed from dilute solutions, there was a
peak in stress, This is because solvent loss in such coatings, by diffusion andevaporation,is comparative1 y
rapid, and the resultant internal stress builds up faster
than it relaxes in the viscoelastic polymer. However, it
does subsequently decrease to the common equilibrium value.
Stress Distribution in Coating
Notwithstanding any deflection due to weight loss,
the appearance
of
internal stress is immediate andim-
plies that some part of the coating has quickly become
suficiently solid not to flow and can sustain stress. This
can only be at the coating-air interface. In other words,
a ''skin'' has formed, or at least a considerable gradient
in viscosity. This has been noted before;20, 21 it occurs
when the viscosity increases rapidly with increasing polymer content,22 as happened in these experiments (Figure 3).
It is not clear what happens to the skin. Does it shrink, floating as it does on a more mobile region of solution, or are its edges, which must be adhering to the substrate around the perimeter of the coating, strong
S T R A I N , X l o 2
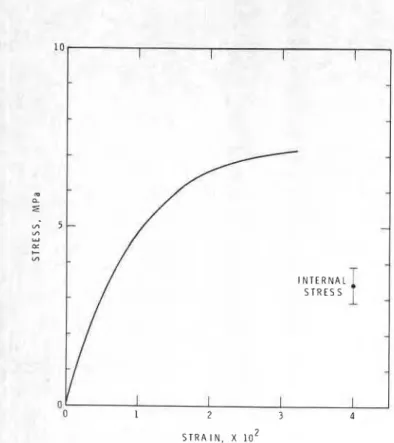
Figure -tress-strain relationship of PIBM (with retained sol- vent). Strain rate = 2.1 x lod5 s-'
enough to maintain the stress? If it is the latter, a small stress diminution will occur at the surface since, as the whole film dries, the region underneath the skin will contract, allowing the skin to contract also. Con- sequently, the stress measured, which is some average of the stress through the thickness of the coating, will be slightly less than the maximum stress assumed to be at the substrate interface.
The stress measured was found to be independent of the dried coating thickness, demonstrating that either it is the same throughout the coating or that its distribu- tion is similar in all coating thicknesses. An initial as- sumption was that the internal stress remains constant across the coating thickness. If the results, as calcu- lated, revealed an added dependence on the substrate thickness, then the analysis and that assumption would be incorrect. However, no such variation could be de- tected, even though the substrate thicknesses varied by more than a factor of two. At this stage. the evidence indicates that any variation of stress through the dried coating thickness is very small and thus any region which solidifies is constrained to retain the subsequent development of internal strain. Presumably, this occurs through adhesion to the substrate and cohesion to other solid areas of the film.
The stress is essentially independent of the thickness in this physically drying coating. In contrast, results presented for convertible coatings2. 3, 4.6,
'.
l4 indicatethat the internal stress increases with coating thickness. Obviously, it is desirable to develop methods of measuring the strain in coatings more directly and in smaller regions. 'lhe photoelastic properties of pol y- mers have been used to investigate thick coatings," but not to obtain the strain field in a typical coating since the
DR. S.G. CROLL obtained the B.Sc. De- gree in Physics from the University of London in 1970, and the Ph.D. Degree in
Polymer Physics from the University of Leeds in 1973. After working in England at the Central Electricity Research Laboratories he joined the National Re- search Council of Canada in 1975 as a Research Assoc~ate in the Building Mate- ' rials Section of the Division of Building Research.
relative retardation of a thin film (-30pm) is not suffi- cient to yield even one fringe order. Polymeric coatings give a rather diffuse x-ray diffraction pattern since they tend to be amorphous and so it would be difficult to detect changes in interatomic spacings. However, stress determination in polymers has been shown pos- sible by measuring changes in the x-ray diffraction of included metallic particles.23 This idea might be ex- tended to the coatings field by using a crystalline pig- ment, e.g., titanium oxide. There are shifts in infrared spectra associated with stress but they are small effects and have not been sufficiently studied to use in the measurement of internal stress.
Practical Aspects
To gain an idea of the strength of the coating,
a
uniaxial tensile stress-strain curve was determined (see results in Figure 5, obtained from a solvent-cast free film 0.4 mm thick). One can see that the internal stress induced by drying (3.4 MPa) is a significant fraction of the highest stress measured in this test, and con- sequently can have a serious effect on the coating prop- erties. In fact, if there were stress-raising in- homogeneities in such a paint film, the coating could be prone to cracking or crazing. Further, the adhesive bonds between coating and substrate will be closer to failure due to their stressed state.24, 25 If the adhesion is
strong, it is conceivable that the internal stresses in the coating could provoke cohesive failure in a weak sub- strate, e.g., plaster. One must also be aware that under some circumstances the final stress may not be the maximum value (see Figure 2).
It is not known, as yet, whether the observed stress remains constant during the service life of a coating. A thermoplastic coating will degrade in service, however, and failure will occur when the strength of the weath- ered coating coincides with whatever internal stress is present.
It seems inevitable that residual internal stress exists in solvent-cast thermoplastic coatings. Stress occurs because the solvent continues to diffuse and evaporate even after the film has solidified, so the concentration of solvent is different between the just-solidified and the "dry" film. To reduce the internal stress, either the level of solvent retained after it solidifies must remain constant or the glass transition temperature of the coat- ing must be low so that the modulus of elasticity is low. In neither case will the coating have very desirable
properties. An alternative is to anneal the coating.25 Baking coatings is common industrial practice; for solvent-cast thermoplastics, it would anneal residual internal stress as well as drive out some retained sol- vent, thus reducing the plasticization and improving the wear characteristics. Of course, control must be exer- cised lest the situation is made worse by degrading the polymer or introducing thermal stresses.
CONCLUSIONS
The internal stress developed in a PIBM coating cast from solution in toluene was measured using a can- tilever substrate. The final stress in the dry coating was found to be 3.4 MPa and independent of its thickness and the concentration of the initial coating solution. Furthermore, it seems that the stress is constant throughout the dry coating. During the drying from dilute initial solutions, it is possible for a maximum in stress to occur which relaxes to an equilibrium value. It is deduced, from the immediate appearance of internal stress, that a skin forms at the air-coating interface when the coating dries first. A more direct measure- ment of the stress field is obviously needed.
The value of the internal stress indicates that, in general, it may be large enough in thermoplastic coat- ings to harm their durability and finish. Annealing the coating is a possible way to reduce the stress, but one must be careful not to endanger the properties of the coating.
ACKNOWLEDGMENTS
The author thanks Mr. E. Quinn for the viscosity measurements. This paper is a contribution from the Div. of Building Research, National Research Council of Canada, and is published with the approval of the Director of the Division.
References
(1) Saarnak, A., Nilsson, E., and Kornum, L.O., J. Oil Colour Chemist Assoc., 59, No. 12, 427 (1976).
(2) Zubov, P.1, and Lepilkina, L.A.. Colloid J. USSR, 23, No. 4.
351 (1961).
(3) Freidin.A.S. and Nurtazin.M.S.,Polym. Mech. USSR, 17, No.
4. W(1973).
(4) Zubov. P.I. and Lepilkina. L.A., Colloid J . USSR, 26, No. I
,a
(1962).
(5) Vinogradova, L . M . , Zherdev, Yu. V . . Korolev, A. Ya., Simonenkova, R.V.. and Armmonova, R.V.. Polym. Sri. USSR. 12, No. 2 , 399 (1970).
(6) Sukhareva. L.A., Voronkov. V.A.. Zubov. P.I.. Paturoev,
V.V.. and Godilo. P.V.. Polvm. Mech. USSR. 5, NO. 5. 701
( 1972).
(7) Zubov. P.I.. Leuilkina. L.A.. and Gil'man, T.P., Colloid J.
U S S R , ' ~ ~ . No.
i.
148 (1962).(8) Shreiner, S.A., Zubov. P.I., Volkova, T.A., and Vakulovskaya. I .I., ihid.. 26, No. 5. 541 (1964).
(9) Zubov, P.I., Lepilkina, L.A., Gil'rnan. T.P.. and Leites, A.Z..
ibid.. 23, No. 5 , 469 (1961).
(10) Artamonova, R.V.. Vinogradova. L.M., Garanina, S.D., Zher- dev. Yu. V..and Korolev. A. Ya.. Polyrn. Sri. USSR, 12, No. 2.
385 (1970).
( I I) Kiselev. M.R., Sukhareva. L.A.. and Zubov, P.I., Colloid J.
USSR, 28, No. 6, 677 (1966).
(12) Zubov, P.T., Kadyrov. M. Sh.. Grozinskaya, Z.P., and Smir- nova. Yu. P.. Pnlym. Mech. USSR, I, No. 2, 93 (19h5). (13) Shreiner, S.A. and Zubov, P.I., Acad. Sci. USSR. Pro. Pl~ysical
Chemisfry. 124. No. 5 , I83 (1959).
(14) Zubov. P.I.. Sukhareva. L.A., Sheverdyaeva. G.A., and Osipov. E. A., Cc)lloid J . USSR. 25, No. 4 , 366 ( 1963).
( 1s) Corcoran. E.M. J O U R N A L OF PAINT TECHNOLOGY. 41, NO. 538. 635 (1969).
(16) Prosser. J.L.. "Internal Stresses in Aircraft Paint Films (1972)." Paint Research Association (U.K.), TechnicaI Report TW8172
(1972).
(17) Morley. A., "Strength ofMarerials." 11th ed., Longmans, Lon- don (1954).
(18) Chow. T.S.. Liu, C.A., and Penwell, R.C.. J. Polymer Sri..
Polymer Phys. Ed.. 14. No. 7. 13 1 1 (1976).
(19) Zandman, F.. Redner. S.S.. and Riegner, E.1.. Exp. Mech., 2, No. 2, 55 (1962).
(20) "Inspection of Varnishes and Varnish Films." Chapter 4 in
"Paint Technology Manuals, 111: Convertible Coatings." Chap- man and Hall, London (1%').
(21) Krzyzanowska. T. and Hippe. Z., Prog. Org. Cour., 3 , No. 4.
349 ( 1975).
(22) F ~ s k . P.M.. -'The Pn'ncipies of Film Formation," Chapter 2 in
"The Science of Surface Coatings." H.W. Chatfield, ed. Ernest Benn Limited, London (1962).
(23) Barrett, C.S. and Predecki. P.. Polym. Eng. & Sci., 16, No. 9. 602 (1976).
(24) Kendall, K.. J. Phys. D: Appl. Phys.. 6, No. 15, 1782 (1973). ( 2 3 Bullet. T.R., J. Adhesion, 4, No. 1, 73 (1972).
Reprinted from the March 1978 issue of the JOURNAL OF COATINGS TECHNOLOGY Volume 50; Number 638; Pages 33-38.
Copyright 1978 by the Federation of Societies for Coatings Technology, Philadelphia, Pennsylvania, U.S.A.