style in document.
Département de Génie des Procédés
Rapport de soutenance
En vue de l’obtention du diplôme
de Licence professionnalisant en :
Génie de la Formulation
Thème :
Réalisé par :
ALOUI HichamTuteur de l’Institut :
GACEB ZinebSoutenu devant le jury :
Président : BELALIA Fatiha
Examinatrice : LATRACHE Sadjia
Année Universitaire 2017/2018
Processus de fabrication et contrôle de
qualité de résines époxy
Grâce à mon stage de fin d'étude au sein de l'entreprise GRANITEX NOUVEUAX PROUDUITS, j'ai eu l'occasion de travailler dans un atelier de fabrication des résines où j'ai suivi toutes les étapes de processus de fabrication à partir du matière première jusqu'à produit final. Ce mémoire contient quatre chapitres: le premier est une présentation de l'entreprise, ainsi que les matériaux qu'elle produise. Le deuxième traite les polymères qui sont la première source des résines. Dans le troisième chapitre, j'ai parlé d'une idée générale sur les résines, en particulier les résines époxy. Et ce qui concerne le côté appliqué, la méthode de fabrication des résines époxydes, et les différentes analyses qualitatives pour assurer une bonne qualité des produits sont discutés dans le quatrième chapitre.
صخلم
:
للاخ نم ةكرش يف يبيردت ةرتف ةليط هب تمق يذلا صبرتلا " GRANITEX " ةصرفلا يل تحيتأ ، جنتار عينصت ةشرو يف لمعلل يديسكوبلاا تا ة عيمج تعبتا ثيح لل ةيلمعلا تاوطخ جاتنلإل , نم تنكمت جاردإ رقت ري صبرتلا ناونع تحت ( ةقيرط تاجنتارلا ةعانص ةيديسكوبلاا ) . ف ىلع ريرقتلا اذه ىوتحا دق ةعبرأ لوصف , لولأا ي يف لثم ءاطعإ نع هماع ةركف ةكرشلا ، اهجتنت يتلا داوملا نع لاضف . يناثلا لصفلا ثدحتي تاريميلوبلا يساسلأا ردصملا اهرابتعاب تاجنتارلا , امأ لصفلا ثلاثلا قرطت دقف ت هيف يلإ نع ةماع ةركف ا اجنتارل ت ةصاخو تاجنتارلاا يديسكوبلاا ة . امأ ةبسنلاب ىلإ تارلا ةعانص ةقيرط لوانت دقف يقيبطتلا بناجلا ن نم ةيديسكوبلاا تاج ماخلا داوملا ة يئاهنلا جوتنملا ىتح ةفاضلإاب ىلإ ةيعونلا ليلحتلا قرط جتنملا ةدوج نامضل ةفلتخملا قفو ريياعملا لالا مز ة ل ةيحلاص هلامعتسا , عبارلا لصفلا يف اذه لك .Dédicace
Je remercie infiniment mes parents, qui m'ont encouragé et aidé à arriver
À cette pointe. Tous les mots du monde ne sauraient exprimer l’immense
amour que je vous porte.
Ce travail est dédié à la raison dons mon succès la raison de ma souriez
tout les jours, mon cher papa «
Ali
» .Pour son soutien et son
encouragement…
A mon âme, mon cœur,
ma chère maman «
Saàdia
» pour sa Tendresse
et sa grande générosité ….
A mes chers frères : Fatima Zohra, Salim, Samira, Mohamed, Warda,
Leila, Djalila
A tous mes amis
spécialement : Billel, Houari, Mohamed Tahar,
Abdelghani, Salah, Yacin, Karim, Ayman , Zaid et Achraf
et tous mes amis qui j’amie
Remerciements
Avant tout nous remercions le bon Dieu qui nous a donné le courage et la force
pour continuer. Merci de nous avoir éclairé le chemin de la réussite.
Avant d’entamer mon rapport, Mlle
Z. GACEB
, je vous remercie pour avoir
dirigé ce travail. Je tiens à manifester ma reconnaissance pour votre gentillesse,
votre rigueur et votre façon de travailler. C’est une chance inouïe d’avoir eu
l’occasion de travailler sous votre direction.
Je tiens à adresser mes profonds remerciements et mes extrêmes gratitudes au
directeur général de laboratoire de la société GRANITEX
Monsieur
GUETAS Mhand
qui a bien voulu m’accueillir et me faire bénéficier de la
compétence de ses personnels et leurs conseils enrichissants.
Je tiens à rendre un hommage respectueux à des ingénieurs ou laboratoire de
l’entreprise GRANITEX Mr
KHEDIM Youba
et Mr
BENZIANI
Abdelhalime
, qu’ils trouvent ici l’expression de ma profonde gratitude pour leurs
précieux conseils et leurs encouragements qu’il n’a pas cessé de me donner tout au
long de ma formation.
INTRODUCTION GENERALE……….…01
Chapitre I: Présentation de la société GRANITEX
Introduction ...02
I. Historique ...02
II. Recherche et développement ...03
III. Situation géographique...03
IV. Organigramme de la société ...04
V .Les ateliers et les gammes des produits fabriqués ...05
VI. La sécurité dans l'entreprise ...13
ETUDE BIBLIOGRAPHIQUE
Chapitre II : Les polymères
Introduction ………15
I. Définition ………...……….15
II. Classification des polymères ……….16
III. La masse molaire d'un polymère ……....………..20
IV. Propriétés des polymères ………...…………..….………22
I. Généralités sur les résines ...24
II. Les résines époxydiques ...24
III. Durcisseur ...26
IV. Les adjuvants ajoutés aux résines ...27
V. Domaines d’application ...30
VI. Les avantages des résines époxy par rapport aux autres résines ...30
PARTIE EXPERIMENTALE
Chapitre IV : Processus de fabrication de résines époxys
I. But de travaille ….:……...………...………32
II. Processus de fabrication de résines époxy ...………….……….32
III. Contrôle de qualité des peintures ….………35
III.1. La densité .………...………..……….…....35
III.2. La viscosité ………..………...……….…. 36
III.3. Finesse de grains .………..…...….……….……37
III.4. Essai de quadrillage ...…...…..……..….….38
III.5. La teinte ...….…...…...39
Conclusion ..……….…………..……….40
Figure I-1. La station géographique de la société Granitex……….04
Figure I-2. Atelier des adjuvants (deux malaxeur) ………...07
Figure I-3. Conditionnement et stockage des adjuvants………07
Figure I-4. Quelques types des adjuvants ……….07
Figure I-5. Atelier des mortiers (malaxeur pour mélangé les matières premières)………....10
Figure I-6. Conditionnement et stockage des mortiers (produit finale)………....10
Figure I-7. Les différentes machines pour fabriquer les résines (malaxeur, un broyeur et un mélangeur)………....12
Figure I-8. Les risques chimiques dans laboratoire et l’EPI………..14
Figure II-1. Exemple structure monodimensionnelle ……….19
Figure II-2. Exemple Kératine de la laine et cheveux ………....20
Figure II-3. Exemples Caoutchouc réticulé (vulcanisé) ……….20
Figure IV- 1.Un malaxeur pour homogénéise des matières premières ...………..….32
Figure IV- 2. Un broyeur afin d’obtenir la finesse désirée ……….33
Figure IV-3.Un malaxeur pour avoir une couleur homogène ………..……...34
Figure IV-4. La filtration de produit fini ………34
Figure IV-5- Conditionnement et stockage de produit fini ………35
Figure IV-6.Un pycnométer pour mesurer la densité ……….36
Figure IV-7.Un coupe d’écoulement pour mesurer la viscosété …………...………….…….37
Figure IV-10. Carte à contraste ………....39
Figure IV-11. Applicateurs de peinture ………39
Liste des Tableaux
Tableau III.1 Exemples de diluants réactifs ………...………..……...27
Tableau III.2 Exemples des anhydrides d’acide ( durcisseurs )……..………...28
Tableau III.3 Exemples des polyamines (durcisseurs )………..………..39
Tableau IV.1 Les résultats de la viscosité obtenu de quelques produits ...……….……36
Génie de la formulation 2018
Page 1
Introduction générale
De nos jours, l'utilisation des composites polymères est en pleine expansion, en effet leur légèreté et leur résistance sont deux atouts importants qui permettent de concurrencer les métaux.
De plus en plus, Le secteur de la fabrication de résines est indispensable, car il est toujours très utilisé dans le domaine de la construction, les industries automobiles et aéronautiques, et autres affichent leur volonté de remplacer les structures métalliques par des structures composites plus légères à performances égales ou supérieures. Cette évolution majeure va de pair avec la nécessité d'améliorer les performances actuelles des matériaux composites.
Dans ce contexte ; GRANITEX , prétend à relever ce défi par un travail permanent pour la performance et la fiabilité de ses produits. C’est dans ce cadre que s’inscrit le présent travail, effectué au sein de l’entreprise GRANITEX NOUVEAUX PRODIUTS . Qui est comme toute entreprise ambitieuse, a inscrit parmi ses objectifs, l’amélioration de ses performances, afin d’améliorer son processus de fabrication.
Lorsque j’ai un rapport de stage, j’ai réalisé mon stage à cette entreprise qui fabrique les produits de construction et qui est classée parmi les entreprises les plus connues et qualifiées dans ce domaine en Algérie.
Alors j'ai fait une étude de criblage des paramètres du processus de fabrication de résines. Par conséquent, mon rapport de stage est scindé en quatre parties majeurs :
Chapitre I : est un partie comprend une présentation de la société GRANITEX et ses activités principales.
Chapitre II et III : sont des généralités sur les polymères et les résines successivement. Chapitre IV : est la partie expérimentale, où j'ai suivi les différentes étapes de fabrication de résines époxy, et les différentes analyses de contrôle de qualité des produits finis.
Chapitre I :
Présentation de la
société GRANITEX
Génie de la formulation 2018
Page 2
Introduction :
GRANITEX NOUVEAUX PRODUITS est une société privée 100 % algérienne, qui a été créée en 1969. Cette entreprise est spécialisée dans la fabrication et la commercialisation des produits pour le secteur du BTPH, avec un chiffre d’affaire de 9milliards DA. Le propriétaire et Président Directeur Général est Mr MEDDAHI Madjid.
I Historique :
Créé en 1969, GRANITEX a démarré son activité de production de carrelage granito seulement.
Dés 1978 GRANITEX intègre une nouvelle production : il s’agit des mortiers prêts à l’emploi.
Poursuivant, ses efforts de développement par la diversification, et en réponse à des attentes du marché, GRANITEX introduit en 1981 la gamme d’adjuvants, additifs chimiques destinés à améliorer la qualité du béton et du processus de bétonnage.
Une troisième famille de produits, celle des résines et revêtements, est lancée en 1987, concrétisant ainsi des objectifs induit par sa politique industrielle et commerciale.
Les produits GRANITEX ont été largement utilisés dans la réalisation de la plupart des grands ouvrages réalisés en Algérie.
Ils sont également très recherchés par les petites entreprises par réalisation et les auto-constructeurs pour leur bon rapport qualité/prix, et la facilité d’utilisation.
Le portefeuille client de GRANUTES comporte un grand ensemble d’entreprises de réalisation, dans le domaine du BTPH, nationaux et étrangers.
La politique industrielle de GRANITEX est caractérisée par l’introduction des moyens et des procédés techniques modernes, ainsi que des matières premières de haute qualité, et, ce, en exploitant en permanence, grâce à une veille technologie et normative, les opportunités du marché mondial.
L’avancée technologique par l’innovation, constitue un objectif stratégique de GRANITEX. [1]
Génie de la formulation 2018
Page 3
II
Recherche et développement
:
Depuis sa naissance, GRANITEX n’a cessé de déployer des efforts dans le sens de la recherche de nouveaux produits. Elle dispose aujourd’hui d’un laboratoire équipé d’un matériel spécifique de haute technologie pour développer les recherches de nouveaux produits.
Guidée par une stratégie d’être Leader sur le marché national, son plan de développement va viser la performance, suivre et développer la recherche, concevoir des produits de la dernière génération technologique.
La recherche et développement sont, sans conteste, la pierre angulaire de l’édifice GRANITEX. Dotée de ressources humaines et d’un laboratoire d’essais équipé de matériel approprié, ce processus est à l’écoute permanente du marché, puisque les projets développent de nouveaux produits sont initiés à cette étape.
GRANITE dispose d’une gamme de plus de 120 produits, et chaque année une moyenne de 10 nouveaux produits est mise sur le marché.
La validation d’un nouveau produit se fait, en dernière instance, suite aux essais effectués par des laboratoires reconnus tels que le CETIM et le CNERIB.
La recherche-innovation est quant à elle une activité permanente de ce processus. Celle-ci s’opère au travers d’un partenariat avec les centres universitaires prestigieux en Algérie et à l’étranger. Il s’agit, entre autre du laboratoire de recherche sur les matériaux de l'universitaire de SHERBROOKE. [1]
III Situation géographique :
La société GRANITEX se trouve à Alger, à 1.8 Km de la gare de Oued Smar ; dans la Zone industrielle Oued Smar -B.P.85-16270-Alger-Algérie.
Génie de la formulation 2018
Page 4
Figure I-1. Situation géographique de la société GRANITEX
IV Organigramme de la société :
Pole Client Pole Ressources Pole Exploitation Direction Générale Responsable contrôle de gestion Directeur commerciale Directeur marketing Directeur technique Directeur logistique Responsable SI Responsabl e qualité Directeur des attaches Directeur administratif et financeGénie de la formulation 2018
Page 5
V Les ateliers et les gammes des produits fabriqués :
La production exécute les commandes conformément au cahier des charges de la conception, spécifiant les modes opératoires et les formules de fabrication et en respect des délais convenus avec nos clients. Le processus de fabrication est mis sous surveillance par le laboratoire de contrôle de qualité, à ses étapes significatives, induisant si nécessaire, les correctifs afin d’aboutir à un produit fini conforme.
1. L’atelier des adjuvants pour béton :
Les adjuvants du béton sont des produits chimiques, liquides pour la plupart, utilisés en solution dans l’eau de gâchage. Incorporé au moment du malaxage du béton à une dose inférieur ou égale à 5% en masse de la teneur en ciment du béton, pour modifier les propriétés du mélange à l’état frais et/ou durci. [1]
1.1. Adjuvants modificateurs de la rhéologie du béton :
• Plastifiants - Réducteurs d’eau : Adjuvants qui permettent de réduire la teneur en eau du béton ils ont une réduction d'eau maximum de 10 %.
MEDAFLUID 104 MEDAFLUID 40
• Super-plastifiants - Haut réducteurs d’eau : Adjuvants qui donnent une réduction d'eau jusqu'à 40 % (un E/C faible) avec une longue maniabilité et de bonnes résistances à tous les âges.
MEDAFLOW 30 MEDAFLOW SR20 MEDAFLOW 145
1.2. Adjuvants modificateurs de la rhéologie du béton avec effet
secondaire :
• Super-plastifiants - Haut réducteurs d’eau avec effet retard de prise : MEDAFLOW 3041R
MEDAFLOW 145 HR MEDAFLUID SFR 122
Génie de la formulation 2018
Page 6
• Super-plastifiants - Haut réducteurs d’eau accélérateur de durcissement : MEDAFLOW RE 25, 30 et 250
MEDAFLUID SF 150
1.3. Adjuvants modificateurs de prise :
Accélérateurs de prise : Diminue le temps de début et fin de prise. MEDACCEL T85
Retardateur de prise : Leurs taux élevé en sucre (xylose) est la raison de l’effet retardateur. MEDARETARD GR
1.4. Hydrofuges de masse :
MEDAFUGE L MEDAFUGE P1.5. Entraîneurs d’air :
Adjuvants qui permettent d’incorporer pendant le malaxage une quantité contrôlée de fines bulles d’air entraîné uniformément réparties et qui subsistent après durcissement.
MEDA-AIR MEDA-AIR BL
1.6. Produits de cure :
C'est un produit qui se présente sous la forme d’un liquide blanchâtre destiné à recouvrir les bétons et mortiers frais pour les protéger contre la dessiccation.
MEDACURE
L’atelier des adjuvants :
contient de : Magasin matière primaire.
Machines de transport de matière primaire.
Balance, cuve, agitateur (malaxage), un débitmètre pour mesuré la quantité d’eau. Personnel (chef d’atelier et les ouvriers) .
Fiche de control qualité.
Cube ou bidon de stockage et conditionnement. Magasin de stockage des produits finales.
Génie de la formulation 2018
Page 7
Figure I-2. Atelier des adjuvants (deux malaxeur).
Figure I-3. Conditionnement et stockage des adjuvants
Génie de la formulation 2018
Page 8
2. L’atelier des Mortiers de réparation :
2.1 . Mortiers Adhésifs pour sols et murs :
Ciment colle pour le collage de tous carreaux et dalles en céramique ou autre, sur tous supports égalisés et propres. GRANICOL SP GRANIJOINT GRANIJOINT RE GRANIFIX PATE GRANICOL RE
2.2 Mortiers pour jointement
: les mortier spéciaux pour le jointement de tous carreaux et dalles en céramique, en marbre, en ciment, en granito..etc. Soit le mortier étanche pour le jointement de tous carreaux dans un milieu humide. GRANIJOINT GRANIJOINT RE
a. Mortiers Spéciaux :
GRANISCEL S55 : Mortierde scellement et d’ancrage sans retrait.
GRANICHAPE MORTIER : Micro béton de haute performance destiné à la confection de chapes fortement sollicitées.
GRANICHAPE : Mortier de haute performance destiné aux revêtements de sol industriels déjà détériorés.
GRANICHAPE BL : Béton léger destinés à la confection de panneaux ou de chapes légers.
GRANIVIT : Mortier prêt à l’emploi à prise rapide pour le rebouchage, ancrage et colmatage des duites d’eau et la finition d’éléments de béton préfabriqués.
b. Mortier à maçonner :
GRANIJOINT SP : Mortier spécial pour le collage et le jointement de tous carreaux et blocs en plâtre.
GRANIJOINT SC : Mortier colle spécial pour l’assemblage de blocs silico-calcaires. GRANIJOINT MC : Mortier spécial pour le collage et le jointement de tous carreaux et
blocs cellulaire.
Génie de la formulation 2018
Page 9
c. Mortiers de Réparation et de ragréage :
GRANIPAN : Mortier de réparation ragréage des panneaux préfabriqués et autres, murs extérieurs.
GRANIPROT RFS : Mortier de réparation et de ragréage à haute performance dans milieux agressifs.
GRANIPAN R03 : Mortier pour la réparation et le ragréage des bétons et mortiers. GRANIREP SR35 : Micro béton de réparation de bétons de structure.
GRANISOL : Mortier spécial auto lissant pour le ragréage et l’égalisation des sols destinés à recevoir des revêtements en PVC ou autres.
d. Mortiers d'Etanchéité et de cuvelage :
GRANIPROT MORTIER E : Mortier de protection et de revêtement de bétons bruts. GRANIPROT ARMATURES : Mortier hydraulique pour la protection des armatures. GRANIPROT P : Enduit de protection et de revêtement des bétons.
GRANIPAN ME : Mortier étanche d’imperméabilisation destiné à la confection de revêtement imperméable.
GRANIPROT SC : Mortier de cuvelage et d’imperméabilisation
L’atelier des mortiers :
contient de : Magasin de matière première. Machines de transport de matière primaire. Fiche de lancement des produits.
Agent de transport (Balance, Malaxeur). Tamis.
Production. Produit final.
Génie de la formulation 2018
Page 10
Figure I-5. Atelier des mortiers (malaxeur pour mélangé les matières premières).
Génie de la formulation 2018
Page 11
3. L’atelier des résines :
3.1 Résine pour revêtement de sol :
ce type est utilisé dans : • Des chapes Industrielles.• Revêtements de sols industriels. • Revêtement de grade alimentaire.
• Revêtement à hautes résistances chimiques. • Revêtement à hautes résistances mécaniques. • Revêtement époxy souple.
• Revêtement pour aires de jeux.
Comme :
MEDAPOXY SOL MEDAPOXY AL SOL SOUPLE
MEDAPOX SOL HRC MEDAPOXY SOL FMAP
3.2 Résine de réparation :
ce type est utilisé dans : • Résines époxydiques pour collage et reprise de bétonnage.• Résines synthétiques pour augmenter l’adhérence et l’étanchéité. • Mastic époxydique pour réparations et ancrages.
• Résine d’injection. MEDAPOXY REP MEDAPOXY STR MEDAPOXY INJECT 812 MEDAPOXY PRIMRE MEDAPOXY COLLE
3.3 Résine de protection :
ce type est utilisé dans :• Revêtement époxydique anticorrosion pour assainissement, cuvelage d’ouvrages enterrés et en milieu agressif.
• En construction navale et en milieu industriel. • Primer d’adhérence et étanchéité.
Génie de la formulation 2018
Page 12
Comme :
MEDAPOXY PRIMER A114
3.4 Résine pour traitement de joint :
ce type est utilisé dans : • Mastic souple pour joint de dilatation en vertical.• Mastic souple pour joint de dilatation en horizontal. • Mastic époxy pour jointoiement de carreaux anti acide. • Mastic époxy pour jointement à grade alimentaire.
Comme :
MEDAJOINT AA MEDAJOINT DIL
L’atelier de la résine :
contient de : Magasin de matière première. Fiche de lancement des produits. Production. Agent du transport (Balance, Broyeur, Malaxeur). Produit final.
Contrôle des caractéristiques physiques et chimiques. Conditionnement et stockage.
n
Figure I-7. Les différentes machines pour fabriquer les résines (malaxeur, un broyeur et un mélangeur).
Génie de la formulation 2018
Page 13
VI La sécurité dans l'entreprise :
Parce que la prévention et la sécurité sont nécessaires dans les milieux de travaille. Chaque entreprise dispose d'un système de sécurité afin de préserver la sécurité de ses travailleurs. GRANITEX comme les autres entreprises a un système de sécurité générale, que ce soit dans des ateliers ou dans laboratoire. Le travailleur doit être se protéger des risques et des dangers.
Les équipements de protection individuelle ont pour rôle de réduire à un niveau acceptable l’exposition d’un travailleur à un ou plusieurs types de risque. Les équipements de protection individuelle doivent être bien entretenus et inspectés avant chaque utilisation.
A. Lunettes de protection:
Les lunettes de protection sont obligatoires lorsqu’il y a exposition à des risques d’aérosols, d’éclaboussures de matières dangereuses et à des risques de projections de particules ou de poussières. Le port de lunettes de protection s’applique sur tous les utilisateurs des laboratoires, incluant les visiteurs.[4]
B. Vêtement de travail:
Le vêtement de travail sert à protéger l’utilisateur contre les projections de particules, poussière, huiles ou peintures. [2]
C. Bouchons d’oreille ou serre-tête antibruit:
Lorsque la protection auditive est requise (niveau de bruit supérieur à 85 dBa), le port de bouchon d’oreille ou d’un serre-tête antibruit doit se faire en tout temps.
D. Gants:
Les gants servent de barrière de protection contre les contaminants chimiques, biologiques et les blessures mécaniques. [5].
Génie de la formulation 2018
Page 14
E. Masque respiratoire jetable:
Le masque jetable de type N9510 sert à protéger l’utilisateur contre l’inhalation de particules ou d’aérosols de nature biologique.
Chapitre II :
Les polymères
Génie de la formulation 2018
Page 15
Introduction
Ce n’est que dans les années 1920 que la notion de macromolécule a commencé à être largement acceptée par la communauté scientifique. HERMAN STAUDINGER, professeur de chimie à l’Ecole polytechnique fédérale de Zurich entre 1912 et 1926, ensuite professeur à FRIBOURGEN-BRISGAU et notamment Prix Nobel de chimie en 1953, en a été l’un des principaux artisans. Il a démontré que les matières polymères comme la cellulose, la soie et le caoutchouc étaient formées de longues chaînes moléculaires, qualifiées de macromolécules. Cette idée a ouvert la voie à une recherche plus systématique, tant chimique que physique, sur la synthèse, la structure et le comportement des polymères solides. [6]
Les matériaux polymères sont généralement utilisés pour leurs propriétés mécaniques particulières et leur aptitude à être mis en œuvre. Ces qualités sont étroitement liées à leur structure et il est possible, à partir d’une structure moléculaire donnée, d’imaginer la morphologie qui en découle et les propriétés qui s’y rattachent. Ce chapitre a pour objet une présentation des principales générales sur les polymères.
I.
Définition
Un polymère est une molécule de haut poids moléculaire (macromolécule) constituée par l’assemblage de sous-unités de plus petites tailles, appelées monomères, liées entre elles par des liaisons covalentes. [7]
Exemple:
-CH2-CH2- est l’unité de répétition du polymère.
n est le degré de polymérisation.
Tout monomère comporte au minimum deux sites réactifs. La polymérisation sur la double liaison du monomère correspond à l’ouverture de la double liaison.
Génie de la formulation 2018
Page 16
Il n’y a pas que les doubles liaisons qui forment des polymères :
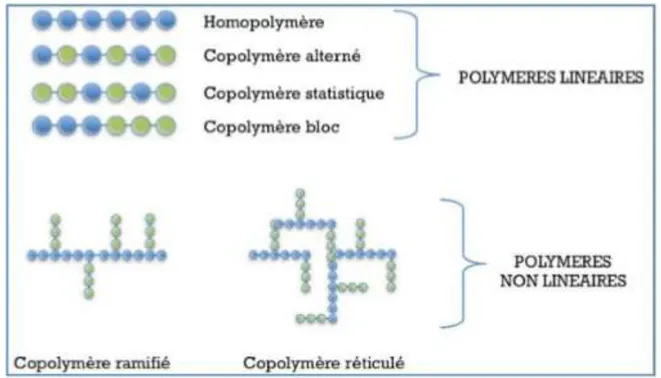
Les homopolymères: Quand un polymère est constitué d'un seul type de monomère, on l'appelle homopolymère. Les homopolymères peuvent être linéaires ou ramifiés. [7]
Les copolymères: Quand deux types de monomères sont réunis dans un même polymère, on l'appelle Copolymère. [7]
II. Classification des polymères :
Les polymères peuvent être classés selon:
II.1 l'origine :
On distingue les polymères naturels, les polymères Artificiels et les polymères Synthétiques : [7]
a) Les polymères naturels :
Issus des règnes végétal, animal ou minéral, leur économique et le rôle qu’ils jouent dans les mécanismes vitaux leur ont assuré une place de premier choix depuis une trentaine d’années. [7]
Exemples :
Les polysaccharides (cellulose, amidon…). Les protéines (la laine, la soie …).
Le caoutchouc naturel...
b) Les polymères artificiels : (dérivés des polymères naturels)
Sont obtenus par modification chimique des polymères naturels de façon à transformer certaines de leurs propriétés. [7]
Génie de la formulation 2018
Page 17
les esters cellulosiques (nitrocellulose, acétate de cellulose …etc.). ébonite (caoutchouc fortement réticulé par le soufre).
c) Les polymères synthétiques :
Les molécules monomères qui permettent de les obtenir n’existent pas dans la nature. Cependant, on peut remarquer que les structures réalisées par synthèse sont souvent proches de celles des polymères naturels. [7]
II.2 la nature chimique :
On distingue :
a) Polymères minéraux :
Ils sont constitués d'un enchaînement de corps simples (hétéroatomes). [7] Exemples : Polyphosphorique: -(P2O5)n- Polysulfure -S-S-S-S-
b) Polymères organiques: Ils représentent la presque totalité des polymères à usage courant. Les principaux polymères organiques de synthèses sont la famille:
°Les polyoléfines: Polyéthylène(PE)
°Les polyesters:
Polyéthylène téréphtalate (PET)
°Les polyamides: Nylon 6-6
Génie de la formulation 2018
Page 18
Polychlorure de vinyle (PVC)
°Les polyacryliques:
Polyméthylméthacrylate (PMMA), plexiglas
c) Polymères mixtes:
Ils sont constitués d'atomes de carbone et d'hétéroatomes (Si, P, ...). Ces éléments peuvent être soit dans la chaîne principale, soit dans les motifs latéraux. Doués de propriétés intéressantes dont une bonne résistance thermique (~300°C – 350°C) comme les silicones. [7]
Exemple: Les polysiloxanes
II.3 Selon leur comportement thermique :
Les polymères peuvent être classés selon leurs propriétés thermiques. On distingue les thermoplastiques, les thermodurcissables et les élastomères. [7]
a). Thermoplastiques:
Ils se ramollissent sous l'action de la chaleur et se durcissent en se refroidissant de manière réversible. Les principaux thermoplastiques sont : Polyéthylène (PE), Polychlorure de vinyle (PVC), Polyéthylène téréphtalate (PET), Polypropylène (PP), Polystyrène (PS), Polyamide (PA). [6]
b). Thermodurcissables:
Sous l'action de la chaleur, ils se durcissent progressivement pour atteindre un état solide irréversible en formant un réseau tridimensionnel infusible et insoluble. Exemples:
Polyuréthanne (PUR), silicone, Polyesters insaturés (UP) pour les coques de bateaux, ... [6]
Génie de la formulation 2018
Page 19
Les élastomères sont des polymères qui peuvent être étirés de plusieurs fois leur longueur d'origine, et reprendre leur forme initiale sans déformation permanente. Ils supportent de très grandes déformations avant rupture. Le terme de caoutchouc est un synonyme usuel d'élastomère [6].
II.4 La structure chimique des chaînes :
Les polymères peuvent avoir une structure linéaire (monodimensionnelle), bidimensionnelle (lamellaire) ou tridimensionnelle (réseau). [7]
a). Structure monodimensionnelle:
Les polymères monodimensionnels peuvent être des homopolymères linéaires ou ramifiés ou des copolymères statistiques, séquencés, alternés ou greffés.
Figure II-1. Exemples de structure monodimensionnelle.
b). Structure bidimensionnelle:
Dont certains peuvent être produits par la nature (carbone graphite, kératine…) ; dans le domaine des polymères synthétiques ce sont encore des curiosités de laboratoire.ils se présentent sous la forme de feuillets bidimensionnels, d’épaisseur comparable à celle des molécules simples. Les polymères bidimensionnels sont assez rares et sont souvent rencontrés dans les polymères naturels.
Génie de la formulation 2018
Page 20
Figure II-2. Kératine de la laine et cheveux.
c). Structure tridimensionnelle:
Les polymères tridimensionnels sont caractérisés par une forte rigidité et sont insolubles dans les solvants et infusibles. Ils sont dits réticulés (réticulats).
Figure II-3. Caoutchouc réticulé (vulcanisé).
III. La masse molaire d'un polymère :
La masse molaire d'un polymère dépend du nombre de motifs monomères (degré de polymérisation). [7].
III.1. Degré de polymérisation :
C’est le nombre de motifs monomère dans une chaine moléculaire, se dernier se caractérise par sa taille:
Génie de la formulation 2018
Page 21
M = M0 Dp = M0 n M: Masse molaire de la chaîne du polymère
M0: Masse molaire du monomère
Dp: Degré de polymérisation (nombre d'enchaînement) Si Dp < 30, le polymère est dit Télomère Si 30 ≤ Dp < 50: Oligomère
Si Dp ≥ 50: Polymère
Toutefois, un polymère est constitué de chaînes de différentes longueurs (Dp varie d'une chaîne à une autre), par suite de réactions secondaires durant la synthèse. De ce fait, le polymère est dit polymoléculaire ou polydispersé.
La masse moléculaire M d’un matériau polymère est calculée de deux façons : Mw : est la masse moléculaire moyenne de toutes les macromolécules présentes dans le matériau,
Mn : est la masse moléculaire majoritaire dans le mélange.
III.2. Masse molaire moyenne en nombre Mn :
Il s'agit de la moyenne des masses molaires, pondérée par le nombre de chaînes de chaque longueur. [7]
Mi: Masse moléculaire de la molécule "i" Ni: Nombre de molécules "i"
III.3. Masse molaire moyenne en masse Mw :
Il s'agit de la moyenne des masses molaires, pondérée par la masse de chaînes de chaque longueur. [7]
Génie de la formulation 2018
Page 22
III.4. Indice de polymolécularité (polydispersité)
On définit également l'indice de polymolécularité I : il donne une première idée de la distribution des masses molaires des différentes macromolécules au sein du polymère. Pour un polymère parfait, où toutes les macromolécules auraient même longueur (et donc même masse molaire), I serait égal à 1 [7].
On calcule l'indice de polymolécularité I de la manière suivante :
I = 1, polymère isomoléculaire I ≠ 1, polymère polydispersé
IV. Propriétés des polymères :
IV.1 Propriétés physiques des polymères :
Avant tout, rappelons qu’il existe une grande variété de matières plastiques, tout comme il existe un grand nombre d’alliages métalliques, une des caractéristiques physiques générales des polymères est :
La masse volumique: La masse volumique des matières plastiques est peu élevée. La légèreté des polymères est sans aucun doute une des qualités qui a le plus largement contribué à leur diffusion.
En ce qui concerne le rapport (résistance à la traction / masse volumique), certains polymères sont en fait supérieurs bien à des matériaux métalliques. La faible masse volumique des plastiques est due au faible poids atomique des principaux atomes de leurs chaînes
(principalement l’hydrogène et le carbone). [8]
IV.2 Propriétés thermiques des polymères:
La température : La température de transition vitreuse "Tg" et la température de fusion "Tf" sont les deux températures fondamentales nécessaires dans l'étude des matériaux polymères. La température de transition vitreuse est partiellement importante pour les polymères amorphes, notamment les thermoplastiques amorphes, pour lesquels, il n'existe aucune force de cohésion importante autre que l'enchevêtrement.
Génie de la formulation 2018
Page 23
Les températures caractéristiques d'un seul et même matériau peuvent alors être classées de la façon suivante :
Température de transition vitreuse < Température de cristallisation < Température de fusion < Température de décomposition thermique.
Selon la température à laquelle il est soumis, un matériau polymère peut présenter des comportements mécaniques différents. Ceci peut se produire pour les thermoplastiques semi cristallins dans un domaine même étroit de la température. [8]
V. Les domaines d’application des polymères:
[8], [7].Le secteur de la construction : Les portes, conduites d’eau et l’assainissement, peinture des murs des plan chaires et des plafonds, revêtement du sol.
Industrie de l’emballage: Bouteilles, pots de yaourt, boites aux lettres, problème thermique, gainage films vidéo.
Médecine et santé : Poches de sang, gants, lentilles, verres de lunettes, les organes artificiels, Seringues, industrie dentaire, prothèses, outils de chirurgie.
Articles ménagers : Tupperware, poubelles, seaux, vaisselle.
Matériel électrique et électronique et les communications : Tension d’isolement, isolation, laveuses, ordinateurs et les caméras, Radio et télévision, téléphone.
Industrie autommobile: Système vitre claire, Tapie, carrosserie, optiques, planches de bord, habillage intérieur, Façades de téléviseurs, gainage de câbles.
Industrie textile : Vêtement, fibres textiles naturelles et synthétiques, sacs, skaï, similicuir, non tissés.
Dans le domaine agricole : Colles, vernis, mousses.
Sports-loisirs : Certaines parties des bâtiments, des avions et des bateaux, DVD, bandes magnétiques, Files de pêche et les cordons utilisés, piscines, coques de bateaux.
Industrie chimique : Tuyauterie, cuves, revêtements.
Le domaine alimentaire : Procédés de fabrication d’aliments, emballages (bouteilles, pots de yaourt, briques de lait, boites à œufs) ou industriel (flacons de détergent, sachets et sacs, casiers).
Chapitre III :
Génie de la formulation 2018
Page 24
I.
Définition:
Une résine désigne un produit polymère (naturel, artificiel ou synthétique) qui est une matière de base pour fabriquer par exemple des matières plastiques, textiles, peintures (liquides ou en poudre), adhésifs, vernis, mousses de polymère. Elle peut être thermoplastique ou thermodurcissable.
Les résines polymérisant à température ambiante, fabriquées à base de polymères et réticulant par mélange avec un agent de polymérisation (catalyseur, durcisseur ou isocyanate). Bref, les époxydes, les polyesters, les silicones, les polyuréthannes. [11]
I.2. Les types des résines:
[9]Dans les résines, existent trois types de résines essentielles :
a) Le polyuréthane : est une résine composée des molécules organiques. Elle se caractérise par sa souplesse accrue par rapport à l’époxy. De plus, ce revêtement présente une résistance remarquable aux chocs ainsi qu’aux changements de température. Il est idéal en extérieur, mais convient parfaitement aux pièces à vivre. Ses qualités acoustiques sont également appréciables. Cette résine est aussi couramment utilisée pour recouvrir les composants des salles d’eau comme les lavabos, les éviers ou les baignoires.
b) Les résines polyesters : se sont des matières plastiques thermodurcissables (durcissent à température ambiante) disposant de deux avantages significatifs : facilité de mise en œuvre et faible coût de fabrication. La résine polyester est un liquide ayant sensiblement la même fluidité que l'huile de ricin, sa couleur varie de l'incolore à un léger jaune.
c) L’époxy : est une combinaison de molécules chimiques. Cette substance présente une grande rigidité ainsi qu’une bonne résistance. De ce fait, elle convient parfaitement à un usage intensif et démontre une grande facilité d’installation. De plus, elle est plus abordable que le second type de revêtement.
II. Les résines époxydiques :
Toutes les résines synthétiques, les polyesters et les époxys, sont formées de deux composants au minimum, une résine et un durcisseur obtenu à partir d'une polymérisation c’est
Génie de la formulation 2018
Page 25
à dire un composant de POLYMERES.C'est pourquoi on appelle la réaction chimique la POLYMERISATION
Le mot EPOXY est dérivé du mot Grec EPI : sur et OXY : oxygène
L'époxy est un composé comprenant un atome d’oxygène relié à deux atomes de carbone en formant un pont.[10] .[8].
II.1. Composition :
Il s’agit de macromolécules linéaires résultant de la polycondensation d’un groupement époxyde (le plus souvent l’épichlorhydrine (qui en représente la forme la plus simple) avec un diol (comme le bisphénol).[10]
Groupement époxy :
II.2. Polymérisation :
Génie de la formulation 2018
Page 26
II.3. Propriété des résines époxydes :
Matières plastiques thermodurcissables très utilisées à cause de leurs exceptionnelles qualités mécaniques et chimiques.[10]
Leur solidité. Élasticité.
Résistance aux produits chimiques. Adhésivité.
Qualité d’isolant électrique.
III. Durcisseur :
Un durcisseur ou un catalyseur est ajouté (deuxième composant) permettant la formation d’une molécule tridimensionnelle (s’étendant dans les trois dimensions de l’espace) par création de ponts intermédiaires entre les chaînes linéaires. La réunion des 2 produits forme un monomère le diglycidyléther du bisphénol A (DGEBA). Ce sont des résines thermodurcissables de degré de polycondensation peu élevé qu’il est nécessaire, sauf exception, d’associer à un durcisseur pour atteindre le stade thermorigide final, par formation de ponts entre les chaînes linéaires. Le choix du durcisseur est fonction de l’application envisagée et des caractéristiques du produit fini. Les durcisseurs peuvent agir entre 15 et 200°C, suivant leur nature chimique.[12]
On les classe habituellement en deux groupes : Durcisseurs acides
Durcisseurs basiques
III.1. Durcisseur acides:
À raison de 30 à 150 % du poids de la résine. Ce sont en général des anhydrides d’acides (anhydrides méthyltétrahydrophtalique, endométhylène tétrahydrophtalique, phtalique, hexahydrophtalique, Chlorendique, pyromellitique….)
III.2. Durcisseur basiques:
À raison de 5 à 100 % du poids de la résine. Ce sont habituellement:
Des amines aromatiques (agissant généralement à chaud) : diaminodiphényl métal, phénylène diamine…
Des amines aliphatiques ou cycloaliphatiques (agissant généralement à température ambiante) triéthylène ,tétramine, méthylène diamine …
Génie de la formulation 2018
Page 27
Des polyaminoamides
Des adduits de polyamines aliphatiques (mélanges de résines ayant partiellement réagi et contenant un excès d’amines)
Le durcissement peut également être obtenu sous l’action des résines synthétiques telles que phénoplastes et aminoplastes. Dans ce cas il se développe une réaction d’addition conduisant à une résine thermorigide. Certaines résines époxydiques sont modifiées en particulier celles utilisées dans les applications électriques, sont des résines durcies sous l’action de polyanhydrides en présence de catalyseurs spéciaux qui sont généralement des amines tertiaires ou des aminophénols. Le complexe trifluorure de bore/ monoéthylamine est souvent utilisé comme catalyseur latent, c’est à dire stable à froid, associé au durcisseur ainsi que le dicyanoamide dans les poudres époxydiques pour peintures. [10].[12]
Tableau III.1 Exemples des polyamines utilisées comme durcisseurs de résines époxy.
Polyamines aliphatique Ethylénediamine (EDA) Méthylénediamine (MDA) Diéthylénetriamine (DETA) Triéthylénetétriamine (TETA) Dipropylénetriamine (DPTA) Tétraéthylénepentamine (TEPA) Diméthylaminoproylamine (DEAPA) 2,2,4 et 2,4,4-triméthylhexaméthyléne-1,6-diamine (TMHDA)
Polyamines Isophoronediamine (IPDA)
cycloaliphatiques N-aminoéthylpiperazine
Amines aromatiques Diamino-4,4’-diphénylméthane (DDM) Diamino-4,4’-diphenylsulfone (DDS)
4,4’-diamino-3,3’-dichlorodiphényméthane (MBOCA) m-phénylénediamine (MPDA)
m-xylylénediamine
Tris-(diméthylaminométhyl) phénol (tris-DMP) (catalyseur) polyaminoamides Basés sur des polyamines aliphatique ou aromatiques
Génie de la formulation 2018
Page 28
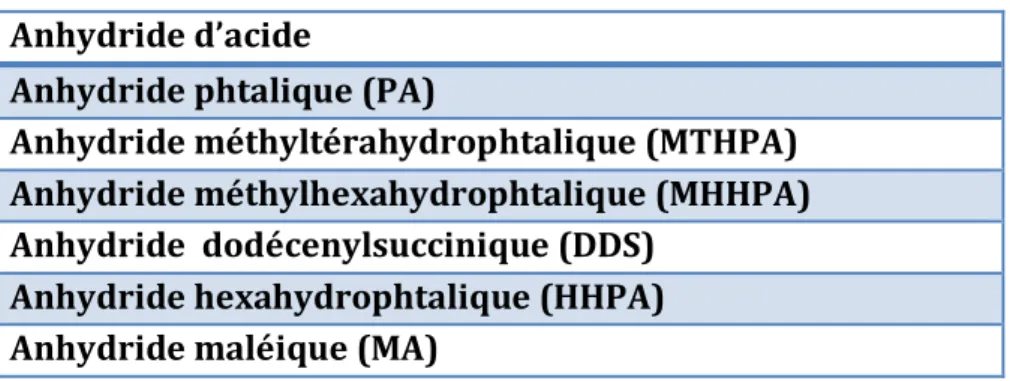
Tableau III.2 Exemples des anhydrides d’acide utilisé comme durcisseurs de résines époxy.
IV. Les adjuvants ajoutés aux résines :
[12].Les éléments rentrants dans la composition d’une peinture sont : Les charges.
Les solvants.
Les diluants réactifs.
Des pigments et colorants (vaste gamme). Des extendeurs.
Des flexibilisants
1. Les charges:
On peut en ajouter jusqu’à 200% du poids de la résine. Ce sont des charges minérales (silice, talc, ardoise, mica, kaolin, graphite, amiante, fibres de verre, charges métalliques, baryte) et, dans certains cas, farine de bois.
2. Les solvants:
Les résines peu polycondensées sont solubles dans les solvants organiques polaires : alcool, cétone, acétates, chloroforme.
On utilise des mélanges de solvants comme :
• Acétate de méthylène + acétate d’éthylène + alcool méthylique + toluène • Diacétone-alcool + toluène + xylène + acétate d’éthylène
• Méthylbutylcétone + méthylisobutylcarbinol + toluène utilisés dans la fabrication des revêtements adhésifs, peintures et vernis à base de polyépoxydes, ainsi que les préimprégnés destinés à la stratification.
Anhydride d’acide
Anhydride phtalique (PA)
Anhydride méthyltérahydrophtalique (MTHPA) Anhydride méthylhexahydrophtalique (MHHPA) Anhydride dodécenylsuccinique (DDS)
Anhydride hexahydrophtalique (HHPA) Anhydride maléique (MA)
Génie de la formulation 2018
Page 29
3. Les extendeurs :
Ce sont des liquides non actifs rajoutés aux polyépoxydes pour abaisser du prix de revient
Huile de pin (pour les résines sans solvants)
Brais de houille ou de pétrole, goudrons pour les revêtements routiers.
4. Les diluants réactifs :
De nombreuses résines polyépoxydes liquides sont additionnées de diluants réactifs le plus souvent monoépoxydés.
Ce sont des éthers ou esters mono ou polyglycidiques à bas poids moléculaires, …
Tableau III.3 Exemples de diluants réactifs.
Ethers glycidyques :
Aliphatiques Ether glycidlique d’allyle (AGE)
Ether diglycidyiyque de bitanediol (BDDEG) Ether glycidylique de butyle (BGE)
Cycloaliphatiques
Aromatiques Ether glycidiques de crésyle (CGE) Ether glycidiques de phénole (PGE)
Esters glycidyliques : Esters glycidyliques d’acides gras
5. Pigments :
Les pigments déterminent la couleur d’une résine (pouvoir colorant) et son aptitude à opacifier un support après séchage (pouvoir couvrant). Ils améliorent certaines propriétés physiques du film telles que la dureté, l’imperméabilité ou la résistance à la corrosion. En absorbant ou en réfléchissant les rayons ultraviolets, les pigments protègent les liants contre la dégradation photolytique et contribuent ainsi à la durabilité du film de résine.
Les pigments issus de la pétrochimie offrent la plus grande diversité de couleurs. Mais certains peuvent présenter des dangers pour la santé; d'autre part, il faut garder présent à l'esprit
Génie de la formulation 2018
Page 30
que leur fabrication génère une pollution importante. Les plus toxiques sont ceux à base de métaux lourds comme le plomb, le zinc, le chrome, le cadmium.
Les marques écologiques les ont remplacés par de la craie (pigment blanc), des pigments végétaux (valériane, thé, oignon…) ou minéraux (terre de sienne, oxydes de fer…). Tous ces pigments proviennent de matière première renouvelable ou dont les gisements sont très importants (comme la craie, par exemple, dont l’extraction ne pose pas de problème écologique).
6. Les flexibilisants:
Ce sont des liquides réactifs, c’est à dire susceptibles de réagir avec les groupes époxy, qui interviennent dans la réaction conférant une certaine flexibilité et souplesse aux résines. On utilise des élastomères polysulfurés.
V. Domaines d’application :
[9]Ces produits sont présents dans beaucoup de domaines, qu'il s'agisse :
Peintures (peinture pour béton, peinture marine anticorrosion, peinture automobile). Vernis.
Matériaux et produits de collage (Araldite, Epitoke). Ciments imperméables et d’enduits
Fabrication de stratifiés dans l’industrie aéronautique. L’enrobage des circuits électroniques ou électriques. La fabrication des moules et des noyaux de fonderie. De matériaux stratifiés.
La fabrication de planches à voile, de skis ou de bateaux de plaisance à hautes performances.
VI. Les avantages des résines époxy par rapport aux autres
résines :
[10] Les résines époxy sont importantes et recherchées en raison de caractéristiques uniques par rapport aux autres polymères, qui sont :
Génie de la formulation 2018
Page 31
La faible contraction, la force physique et la résistance, les bonnes propriétés électriques. L’excellente résistance chimique.
Chapitre IV :
Processus de fabrication
des résines époxy
Génie de la formulation 2018
Page 32
I. But de travail :
Le but de mon travail est vu et découvert le processus de fabrication des résines époxy, c'est à dire les peintures époxy, et de faire des contrôles de qualité sur les produits finis.
II. Processus de fabrication de résine époxy :
Fabriquer une peinture ou une encre, consiste à disperser des matières pulvérulentes dans une solution ou une dispersion de résine. C’est parfois le même processus qui est utilisé dans la fabrication des colles et adhésifs qui contiennent des charges minérales.
Après l’empâtage des pigments, liants et solvant, plusieurs opérations unitaires sont nécessaires afin d’obtenir un produit fini. Ces opérations peuvent être effectuées de différentes manières suivant les machines utilisées.
II.1 Pré-dispersion et dispersion:
A ce stade là de, les pigments, les liants et les solvants sont mélangés afin de constituer des bases concentrées colorées. Cette opération consiste à casser les agglomérats des pigments, et à les enrober de liants. L’opération de pré-dispersion ou dispersion est réalisée en mélangeant les poudres dans les liquides agités par un disque à dents de scie en rotation à grande vitesse (1000 tours/min), ce qui provoque une turbulence et un échauffement.
Génie de la formulation 2018
Page 33
II.2 Le Broyage:
Le mélange passe dans un broyeur pour micromiser et dés-agglomérer les grains des pigments.
Plus le broyage est fin, plus on obtient du brillant, plus la force du pigment se développe. En fonction de la peinture voulue, on ajoutera ensuite des agents matant pour obtenir une peinture satinée ou mate.
Figure IV- 2. Un broyeur afin d’obtenir la finesse désirée.
II.3 Le mélange:
Les opérations de mélange sont réalisées dans les mêmes types de récipients que pour la dispersion. La différence réside dans la vitesse de rotation de l’agitateur (hélice, barre, disque, turbine) qui est plus faible, et seuls des produits à l’état liquide sont ajoutés à ce stade.
Le mélange des bases permet d’obtenir les teintes définitives. On ajoute aussi du liant, des siccatifs et des additifs en fonction des qualités recherchées pour la peinture et pour avoir une couleur homogène.
Génie de la formulation 2018
Page 34
Figure IV-3.Un malaxeur pour avoir une couleur homogène.
II.4 Le transfert vers la filtration:
Le transfert se fait souvent au moyen de cuves ouvertes. Il peut être réalisé aussi dans des récipients divers, par des pompes, des tuyauteries flexibles ou par gravité.
Après le transfert, une filtration est nécessaire. Elle peut s’effectuer à l’aide de filtre en poche, directement en sortie des cuves, sur des tamis vibrant ou à l’aide de filtres contenus dans les carters où le matériau est pompé. La plupart des installations de filtrage sont équipées de trémie de chargement.
Figure IV-4. La filtration de produit fini.
II.5 Conditionnement:
Le conditionnement peut être réalisé de plusieurs manières :
Par pesée manuelle au moyen d’une trémie d’alimentation et d’une vanne ou d’un robinet Par utilisation manuelle d’une pompe volumétrique
Génie de la formulation 2018
Page 35
Pour les petits volumes, les méthodes manuelles peuvent être nécessaires pour éviter les pertes dues aux résidus dans les tuyauteries d’alimentation des machines. Enfin, les emballages pleins sont normalement transportés sur les lieux de stockage par palettes.
Figure IV-5- Conditionnement et stockage des produits finis.
III. Contrôle de la qualité du peinture:
Consiste à contrôler la qualité des produits de façon régulière afin de vérifier sa conformité avec les spécifications internes. Au sein de la société GRANITEX on contrôle ; la densité, la finesse, la viscosité et la teinte.
III.1 La densité:
Principe : Consiste à déterminer la masse d’un volume bien déterminé puis on calcule la densité par rapport à l’eau.
Appareillage: j'ai utilisé un densimètre qui suit les normes internationales, avec un pycnomètre de 100 cm3 et une balance très sensible.
Mode opératoire: j'ai rempli le pycnomètre de peinture, j'ai éliminé l’excès et je l'ai pesé puis j'ai divisé par 100 pour avoir la densité de l’échantillon analysé.
Génie de la formulation 2018
Page 36
Resultats:
Les resultats que j'ai trouvé sont marqués dans le tableau suivant: Tableau 4. Resultats du densité de quelques produits.
Le produit Le poids La densité
MEDACRYL E
117
1.17
MEDACRYL ST
145
1.45
MEDIMPER
120
1.20
Figure IV-6. Un pycnomètre pour mesurer la densité.
III.2 La viscosité:
Généralement ce type de contrôle est comparatif par rapport à un standard prédéfini ou un échantillon-type.
Selon les normes, le liquide est versé dans la coupe ou c'est la coupe qui est plongée dans le liquide. le chronomètre est déclenché puis stoppé dès que la dernière goutte de liquide s'échappe de l'orifice de la coupe.
Plus la viscosité du liquide à analyser est élevée, plus la durée d'écoulement de l'échantillon est importante. Les résultats sont donnés en indiquant :
le temps d'écoulement (mesuré en secondes à l'aide d'un chronomètre) ; le type de coupe et son numéro ou son diamètre d'orifice ;
Génie de la formulation 2018
Page 37
Résultats
: à temperature de 28 °CTableau 5. Les resultats du viscosité de quelques produits. Le produit Le temps d’écoulement (s)
MEDAPOXYSOL MR
125
MEDAPOXYSOL HRC
130
MEDIMPER
105
Figure IV-7. mesure de la viscosité.
III.3 Finesse de grains:
Principe : cette caractéristique permet de déterminer le degré de dispersion des pigments et des charges dans une peinture.
Appareillage : j'ai utilisé la jauge de north qui comprend une rainure à faible pente graduée en micron. Une raclette en acier à bords biseautés.
Mode opératoire :
1. j'ai déposé le produit dans la partie profonde au niveau zéro.
Génie de la formulation 2018
Page 38
3. Ensuite j'ai effectué la lecture et j'ai noté la graduation où les agglomérats et les particules deviennent visibles.
Résultats:
Pour les peintures brillantes la finesse trouvée est comprise entre 8 et 9. Pour les peintures non brillantes, elle est inférieure à 6.
Figure IV-8.Essai de finesse des grains .
III.4 Essai de quadrillage (mesure d’adhérence):
L'essai de quadrillage est utilisé pour déterminer la résistance des revêtements à la séparation des substrats. En utilisant un outil pour couper un motif de la forme d'un treillis à angle droit dans le revêtement, pénétrant tout le chemin jusqu'au substrat.
J'ai fait une coupe en X à travers le revêtement avec un outil à pointe de carbure jusqu'au substrat et j'ai appliqué un ruban adhésif sensible à la pression sur la coupe. J'ai lissé la bande en place en utilisant une gomme à crayon sur la zone des incisions, puis j'ai enlevé le ruban en le retirant rapidement sur lui-même à proximité d'un angle de 180°. L'adhésion est évaluée sur une échelle de 0 à 5.0 correspond à plus de 65% de la surface retirée et 5 à 0% de la surface retirée.
Génie de la formulation 2018
Page 39
Figure IV-9.Essai de quadrillage pour mesurer l’adhérence.
III.5 La teinte
(l’application de film à épaisseur determinée)
Les applicateurs de film (ou tire-film) permettent d’obtenir un film de peinture sec homogène et d’épaisseur constante. Les applicateurs de peinture peuvent être à barre ou à spirales.Cette caractéristique est contrôlée à l'aide d'un papier appelé : carte à contraste, cette carte est utilisée dans des essais comparatifs de la nuance et de la brillance dans des différants surfaces .
Principe et l’appareillage:
cette assis permet à déterminer l’opacité d’une peinture à certaine epaisseur à l’aide d’une carte de contraste et d’opacité à l’aide d'un applicateur de peinture qui est sous forme d’ une barre cylindrique d’acier inoxydable.
Génie de la formulation 2018
Page 40
Mode opératoire : j’ai appliqué la peinture sur un support alternativement noir et blanc à certaine épaisseur, puis j’ai mesuré l’écart de teinte entre la peinture appliquée sur la surface noire et celle appliquée sur la surface blanche.
Figure IV-12. l’application de films à épaisseur determinée pour les teintes. Remarque:
Si on observe a la carte à contraste la même couleur sur les deux surfaces noire et blanche a certain épaisseure, on peut dire que la teinte a une bonne opacité, et elle est valable pour l'utilisation.
CONCLUSION:
A partir de ses essais, je peux dire que les produits contrôlés disponibles sur les conditions réglementaires, sont valables pour transmettre vers l'unité d'emballage et de stockage, et ensuite à la commercialisation vers le marché et le consommateur.
Génie de la formulation 2018
Page 41
Conclusion générale
Ce travail rentre dans le cadre de mon projet de fin d’étude de 3 ème année licence professionnelle en génie de formulation à la société GRANITEX NOUVEAUX PRODUITS.
Lors de ce stage de trois mois, j’ai pu mettre en pratique mes connaissances théoriques acquises durant ma formation, de plus, je me suis confronté aux difficultés réelles du monde de travail. Après ma raide intégration dans l’équipe, j’ai eu l’occasion de réaliser plusieurs taches qui ont constitués une mission de stage globale, surtout dans le laboratoire quand j'ai fais les contrôles de qualité sur les résines et les autres produits aussi. a l’entreprise je travaillais dans un atelier des résines plus que les autres ateliers et j'ai suivi le processus de fabrication des résine depuis la matière première jusqu'a le produit final, cela m’a fait réaliser beaucoup de choses liées au domaine de peinture et de construction et comment se comporter au sein de l’entreprise, de la réussite, et de la connaissance de la relation entre les services de l’entreprise.