Analyse physicochimique des pates alimentaires de la SARL GIPATES
Texte intégral
Figure
Documents relatifs
Qualités culinaires, sensorielles et nutritionnelles des pâtes alimentaires sans gluten à base de légumineuses Karima Laleg, Denis Cassan, Cecile Barron, Sylvie Cordelle,
Parmi ces marqueurs les RAPD et ISSR sont les plus utilisés pour l'analyse de la diversité et l'identification des génotypes particulièrement chez le blé dur, en
Seddiki – juillet 2017 Page 11 Tableau II : Doses journalières maximales en vitamines et minéraux autorisées dans la fabrication des compléments alimentaires(VASSON
Divers caractères physiologiques liés à la tolérance à la sécheresse (Ajustement osmotique, teneur relative en eau et potentiel osmotique) ont été étudiés chez dix génotypes
Nos résultats indiquent clairement que la quantité de mauvaises herbes dans l’association blé dur – pois d’hiver est déterminée par la quantité de blé dur et non pas par la
Le développement de nombreux compléments alimentaires destinés à la femme ménopausée - mais pas seulement - est d’un enjeu sanitaire et économique important. Cependant, il
Le gluten, qui constitue l'élément essentiel pour la transformation des blés en pâtes alimentaires (vermicelles, macaronis, semoules, etc.), se trouve dans ces blés en
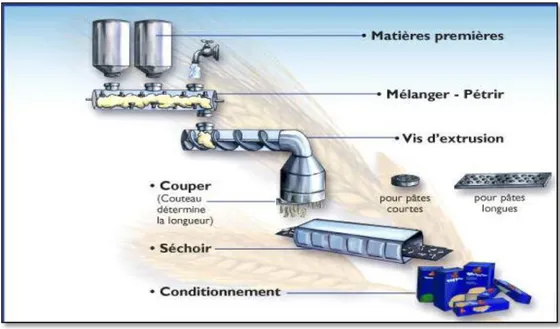
Au cours de la production du couscous depuis la matière première (blé dur) et la semoule qui servit comme une matière première du couscous jusqu’au produit fini
