THÈSE
Pour l'obtention du grade de
DOCTEUR DE L'UNIVERSITÉ DE POITIERS UFR des sciences fondamentales et appliquées
Pôle poitevin de recherche pour l'ingénieur en mécanique, matériaux et énergétique - PPRIMME (Poitiers)
(Diplôme National - Arrêté du 7 août 2006)
École doctorale : Sciences et ingénierie en matériaux, mécanique, énergétique et aéronautique -SIMMEA (Poitiers)
Secteur de recherche : Génie mécanique, productique, transport
Présentée par :
Antoine Mariot
Analyse théorique et expérimentale des joints d'étanchéité à
bague flottante et des joints rainurés segmentés
Directeur(s) de Thèse : Mihaï Arghir, Olivier Bonneau
Soutenue le 01 décembre 2015 devant le jury Jury :
Président Jean-Claude Gandidier Professeur, ISAE, ENSMA, Poitiers
Rapporteur Didier Lasseux Chargé de recherche, I2M, ENSAM, Université de Bordeaux Rapporteur Paolo Pennacchi Professore, Politecnico di Milano, Milano
Membre Mihaï Arghir Professeur, PPRIME, Université de Poitiers
Membre Olivier Bonneau Professeur, PPRIME, Université de Poitiers
Membre Nicolas Meyers Ingénieur , Airbus Safran Launchers, Vernon
Pour citer cette thèse :
Antoine Mariot. Analyse théorique et expérimentale des joints d'étanchéité à bague flottante et des joints rainurés segmentés [En ligne]. Thèse Génie mécanique, productique, transport. Poitiers : Université de Poitiers, 2015. Disponible sur Internet <http://theses.univ-poitiers.fr>
1
THÈSE
Pour l’obtention du grade de
Docteur de l’université de Poitiers
(Faculté des sciences fondamentales et appliquées)
(Diplôme National – Arrêté du 7 août 2006)
École doctorale :
Sciences et ingénierie en matériaux, mécanique, énergétique et
aéronautique
Secteur de recherche : Génie mécanique, productique, transport
Présentée par :
Antoine M
ARIOT* * * * * * * * * * * * * * * * * * * * * * * *
Analyse théorique et expérimentale des joints d’étanchéité à bague flottante et des joints
rainurés segmentés
* * * * * * * * * * * * * * * * * * * * * * * *
Directeur de thèse : Mihai A
RGHIRCo-encadrant : Olivier B
ONNEAU* * * * * * * * * * * * * * * * * * * * * * * *
Soutenue le 1
erdécembre 2015
Devant la Commission d’examen
* * * * * * * * * * * * * * * * * * * * * * * *
Jury
Mihai A
RGHIRProfesseur, Université de Poitiers
Examinateur
Olivier B
ONNEAUProfesseur, Université de Poitiers
Examinateur
Jean-Claude G
RANDIDIERProfesseur, ISAE-ENSMA Poitiers
Examinateur
Nicolas M
EYERSIngénieur, Snecma Vernon
Examinateur
Didier L
ASSEUXChargé de recherche, HDR, ENSAM Bordeaux
Rapporteur
3
Table des matières
Table des matières ... 3
1 Introduction ... 7
1 Contexte ... 7
2 Contraintes de fonctionnement ... 9
3 Solutions d’étanchéité dynamique ...10
3.1 Joints annulaires et joints labyrinthes ...10
3.2 Joints à faces radiales ...12
3.3 Joints à bague flottante...14
3.4 Joints segmentés ...15
3.5 Matériaux utilisés ...17
4 Application aux turbopompes ...17
4.1 Le joint tampon ...17
4.2 Montage cartouche ...20
5 État de l’art de la recherche au sein du laboratoire ...22
2 Joints annulaires à bague flottante : étude théorique et expérimentale ...25
1 État de l’art des scénarios de fonctionnement ...25
2 Le banc d’essais pour joints à bague flottante ...26
2.1 Présentation ...26
2.2 Instrumentation ...28
2.3 Suivi optique ...28
2.4 Caractérisation dynamique du banc d’essais ...30
3 Étude expérimentale ...32
3.1 Joints étudiés et métrologie ...32
4
3.3 Méthodologie ...36
3.4 Débit de fuite statique ...36
3.5 Essais à 2 joints ...38
3.6 Essai à 2 joints inversé ...47
3.7 Essai à 4 joints ...51
3.8 Essai avec balourd ...56
3.9 Essai avec caméra ...60
3.10 Conclusions préliminaires ...62
3.11 Impact de la présence des joints sur la dynamique de l’arbre ...63
4 Modélisation du joint annulaire à bague flottante ...65
4.1 Présentation du problème...65
4.2 Équations du mouvement de la bague flottante ...66
4.3 Forces hydrodynamiques dans l’écoulement principal ...67
4.4 Forces de frottement sur le nez de la bague ...68
4.5 Résolution ...79
5 Comparaison des résultats théoriques et expérimentaux ...79
5.1 Principe de l’étude...79
5.2 Correction des orbites ...80
5.3 Cas-test 1 ...81
5.4 Cas-test 2 ...85
5.5 Cas-test 3 ...89
5.6 Synthèse ...91
6 Conclusions ...92
7 Bagues flottantes à injection ...94
7.1 Définition ...94
7.1 Modélisation numérique ...95
7.2 Étude d’optimisation préliminaire ...97
7.3 Métrologie ...98
7.4 Essai préliminaire ...98
5
1 Description et fonctionnement ... 103
2 Origine de la portance du patin ... 105
2.1 Forces de fermeture et d’ouverture ... 105
2.2 Patin doté d’une poche ... 105
2.3 Patin sans poche ... 109
3 Géométries de recouvrement ... 111
4 Analyse CFD ... 112
4.1 Domaine d’étude ... 112
4.2 Champ de pression sur le patin ... 112
4.3 Gradient de pression sur la lèvre ... 113
5 Analyse simplifiée (1 DDL) du JRS ... 114
5.1 Condition de dimensionnement à l’arrêt ... 114
5.2 Condition de dimensionnement en fonctionnement ... 115
6 Analyse détaillée (3 DDL) du JRS ... 117
6.1 Degrés de liberté d’un segment ... 117
6.2 PFS sur un segment en fonctionnement ... 118
6.3 Forces dans l’étanchéité principale ... 120
6.4 Forces de frottement sur le nez ... 127
6.5 Forces de frottement sur les surfaces de recouvrement ... 130
6.6 Résolution de la position d’équilibre du segment en fonctionnement ... 132
7 Résultats ... 133
7.1 Paramètres d’étude ... 133
7.2 Champs de pression sur le patin ... 134
7.3 Influence de la vitesse de rotation ... 135
7.4 Influence de la profondeur de poche ... 136
7.5 Influence de la longueur et de la largeur de la poche ... 136
7.6 Influence de la force axiale et de la force radiale ... 139
7.7 Influence de l’amplitude crête-à-crête des ondulations ... 142
7.8 Conclusions ... 142
6 5 Nomenclature ... 147 1 Lettres ... 147 2 Indices ... 148 6 Annexe 1 ... 149 7 Annexe 2 ... 151 8 Annexe 3 ... 153 1 Épaisseur de film ... 153 2 Épaisseur de film ... 155 3 Épaisseur de film ... 156 9 Annexe 4 ... 159 10 Références ... 161
7
1
Introduction
1
Contexte
Un moteur-fusée à ergols liquides destiné à la propulsion d’un système aérospatial, qu’il s’agisse d’un lanceur commercial, d’un missile ou d’un avion fusée, repose sur un principe simple : un carburant et un comburant (les ergols), maintenus dans un réservoir sous phase liquide, alimentent une chambre de combustion dans laquelle ils réagissent. L’éjection des gaz de combustion à haute vitesse et sous un débit massique élevé assure une poussée importante.
En conséquence, la performance d’un moteur sera conditionnée par la capacité des concepteurs à assurer une alimentation toujours plus efficace des ergols vers la chambre de combustion où règne une pression importante. Diverses pompes ont donc été envisagées dès les origines du développement de tels moteurs pour assurer cette alimentation. Rapidement, les turbopompes centrifuges se sont imposées comme la solution la plus intéressante en raison de leurs performances excellentes combinées à une masse et un encombrement réduits. Leur principe de fonctionnement repose sur la mise en rotation d’un impulseur (aussi appelé rouet) qui aspire l’ergol depuis le réservoir puis le refoule en direction de la chambre de combustion. La ligne d’arbre portant le rouet est supportée par des roulements et est entraînée en rotation par la détente d’un gaz chaud au travers d’une turbine. Ce gaz chaud est généralement issu de la combustion, dans une préchambre secondaire dédiée (générateur de gaz ou preburner), d’une petite partie des ergols prélevés en amont de la turbopompe. Pour des raisons de protection chimique et thermique, il présente souvent un excès de carburant.
La Figure 1-1 présente le schéma typique d’une telle turbopompe, ici destinée à pomper de l’oxygène liquide (LOx), qui réalise le rôle de comburant dans de nombreux types de moteurs. Après aspiration de l’ergol par le rouet (inducer et main impeller), puis refoulement à travers la volute principale (main pump discharge) une partie du fluide est acheminée jusqu’à la face arrière du rouet afin de réaliser la reprise des efforts axiaux s’exerçant sur le rotor de la turbopompe. Cet écoulement est limité par le faible jeu existant entre le rouet et le corps de la machine. Cette turbopompe incorpore également un deuxième étage de compression de l’oxygène liquide (split pump) destiné à alimenter la préchambre de combustion. Il y a donc présence de l’oxygène liquide sous une pression importante à l’intérieur du corps de pompe, en aval de la volute principale.
8
Figure 1-1. Vue en coupe d’une turbopompe LOx du moteur LE-7 utilisé sur le lanceur japonais H-II [1].
La nécessité de développer une solution d’étanchéité performante à l’intérieur des turbopompes a été reconnue dès le début du développement des systèmes de propulsion destinés à l’industrie aérospatiale. Il s’agit en effet de prévenir tout contact entre le débit de fuite de l’ergol (présent en aval du rouet) et le gaz d’entraînement (côté turbine). Dans le cas d’une turbopompe LOx telle que celle présentée en Figure 1-1, le mélange entre ces deux fluides peut rapidement conduire à une explosion.
D’autres conceptions de moteur combinent les fonctions de pompage des deux ergols sur un axe unique plutôt que de reposer sur deux turbopompes séparées. Un exemple d’une telle turbopompe est présenté sur la Figure 1-2. Dans ce cas, il s’agira d’empêcher le contact entre les ergols et le gaz d’entraînement d’une part, mais aussi entre les deux ergols d’autre part.
9
2
Contraintes de fonctionnement
Il est d’autant plus important d’assurer la performance de ces étanchéités que les contraintes d’utilisation des turbopompes sont fortes. Les turbopompes des moteurs de première génération employaient des joints fonctionnant avec contact. La turbopompe du missile V2 utilisait des joints en cuir pour séparer les ergols du gaz d’entraînement. Des joints métalliques à contact ont été expérimentés et utilisés par la NASA dans de nombreux programmes avec des vitesses radiales et des pressions parfois importantes [2]. Cependant, en raison de l’accroissement progressif des contraintes d’utilisation, les matériaux et technologies traditionnellement utilisés dans la fabrication de joints ont rapidement cédé la place à des solutions innovantes pour réaliser la fonction d’étanchéité dite « dynamique », dont quelques-unes seront développées plus loin. Les contraintes de fonctionnement qui déterminent la conception de ces systèmes d’étanchéité ont été notamment résumées par Burcham [2], et seront listées ci-dessous de manière non exhaustive.
Tout d’abord, la nature même des ergols, notamment des comburants, interdit l’utilisation de matériaux classiques tels que les élastomères dans le système d’étanchéité. Les comburants (oxygène liquide, peroxyde d’azote pour ne citer que les plus courants) causent notamment des problèmes de corrosion, voire de combustion, sur de nombreux matériaux en raison de leur pouvoir très oxydant. La faible viscosité des fluides à étancher signifie que les interfaces lubrifiées fonctionneront le plus souvent avec un film mince.
D’autre part, les vitesses de rotation élevées combinées à des diamètres de rotor moyens (généralement compris entre 25 et 50 mm) conduisent à des vitesses linéaires importantes au niveau des interfaces. La tendance générale dans le domaine des turbomachines va à la réduction de la masse, et donc des dimensions, des ensembles tournants. Cette problématique se retrouve notamment dans le cas du développement des turbopompes destinées aux ensembles de propulsion des étages supérieurs d’un lanceur spatial. Pour assurer les performances requises, il est donc nécessaire d’augmenter les vitesses de rotation. Des vitesses de rotation de quelques dizaines de milliers de tours par minute sont habituelles dans la plupart des turbopompes ; cependant, plus récemment, on assiste au développement de turbopompes capables d’atteindre des vitesses de rotation de 70 000 tr/min (moteur VINCI destiné au lanceur Ariane), 90 000 tr/min (démonstrateur américain RL60) voire 120 000 tr/min (turbopompe LH2 du moteur russe RD0146) [3,4]. Les vitesses linéaires qui résultent de telles performances sont généralement comprises entre 100 et 200 m/s.
Pour finir, les températures souvent cryogéniques des ergols sont une autre contrainte importante. De plus, leur combinaison avec la température très élevée des gaz d’entraînement impose des gradients de température importants, encore aggravés par les échauffements liés au cisaillement des fluides et aux frottements au niveau des interfaces d’étanchéité. Des températures de contact de l’ordre de 550 °C ont ainsi été mesurées dans certaines turbopompes LOx, dans lesquelles l’oxygène liquide à -180 °C avoisine un gaz d’échappement à 650 °C [2]. Une attention toute particulière devra donc être apportée aux problématiques de dilatation thermique dans le choix des matériaux et le dimensionnement des composants.
10
De plus, le cas échéant, des systèmes de refroidissement devront être conçus afin de dissiper les puissances thermiques générées dans la turbopompe.
Les solutions d’étanchéité dynamique présentées dans le paragraphe qui suit découlent de ces contraintes.
3
Solutions d’étanchéité dynamique
3.1
Joints annulaires et joints labyrinthes
Les joints annulaires sont une solution d’étanchéité fonctionnant sans contact. Il s’agit simplement d’un passage rétreint entre les zones amont et aval à étancher (Figure 1-3). Le jeu radial entre le rotor et le stator dépend du rayon du rotor, mais un rapport ⁄ 10 est classique. Cette valeur permet d’accommoder les vibrations du rotor mais a pour conséquence d’augmenter le débit de fuite. Un joint de longueur plus importante limite ce débit de fuite, mais il accentue alors les problématiques d’alignement et de coaxialité entre les différents composants de la machine tournante.
Figure 1-3. Principe du joint annulaire, d’après [5].
11 La présence du joint génère un écoulement à la fois axial (lié à la différence de pression entre les zones amont et aval) et circonférentiel (lié à la rotation de l’arbre). Ces écoulements génèrent des forces de la même manière que dans un palier lisse, et dans certains cas les coefficients dynamiques (raideur et amortissement), notamment croisés, peuvent avoir un impact détrimentaire sur la stabilité du rotor. La Figure 1-4 présente deux modifications pouvant être apportées à la forme du joint annulaire pour améliorer ses caractéristiques dynamiques, notamment augmenter sa raideur et son amortissement directs.
La dynamique de la ligne d’arbre est ainsi fortement dépendante de la présence, de la position et des caractéristiques des joints annulaires [6]. La conception du joint sera donc un compromis entre l’efficacité maximale recherchée (impliquant un jeu minimal) et les considérations dynamiques (comportement de la ligne d’arbre, risques de contacts).
Le joint labyrinthe est une autre solution sans contact. La perte de pression n’est ici pas occasionnée par un jeu radial faible, mais par la présence de nombreuses chicanes dans le sens de l’écoulement axial. Ces chicanes peuvent être constituées de dents présentes sur le rotor et/ou le stator, d’étagements ou d’une combinaison des deux (Figure 1-5 et Figure 1-6). Ce joint permet de supporter de fortes différences de pression (plusieurs dizaines de bar) et est donc très adapté aux machines de grandes dimensions.
Figure 1-5. Exemple de joints labyrinthes : dents sur le stator (gauche), sur le rotor (centre) et sur les deux (droite), d’après [5].
12
Figure 1-7. Exemple de joints labyrinthes avec jeu radial (à gauche) et à interférence (à droite), d’après [2].
Les joints labyrinthes permettent des débits de fuite habituellement inférieurs aux joints annulaires, notamment dans certaines applications pour lesquelles le jeu au niveau des dents est réduit au minimum. La capacité du joint à supporter des déplacements du rotor (vibrations) est alors réduite, mais cela peut être compensé par l’utilisation d’un matériau abradable au niveau du stator dans lequel les dents du labyrinthe viennent creuser.
3.2
Joints à faces radiales
Le joint à faces radiales (ou « garniture mécanique ») est un composant d’étanchéité à hautes performances dont un exemple est présenté sur la Figure 1-8. Son principe de fonctionnement repose sur la présence de deux anneaux en contact sur leurs faces planes. Le premier anneau (rotating ring) est lié au rotor, tandis que le second est lié au stator. L’étanchéité principale (primary seal) s’établit au niveau du contact à l’interface entre ces deux anneaux en glissement relatif. La présence d’un ressort assure une charge constante sur l’interface.
De plus, la différence de pression entre les zones amont et aval du joint génère une force hydrostatique semblable à celle qui existe dans un palier ou une butée hydrostatique. Cette force tend à « ouvrir » le joint, c’est-à-dire à séparer les deux faces. Elle ne dépend que de la différence de pression Δ et des paramètres géométriques du joint.
D’autre part, lors du fonctionnement du joint, une force dite hydrodynamique est générée à l’interface. Elle résulte de l’interaction entre l’écoulement circonférentiel et les variations locales de la distance de séparation des surfaces (écarts de forme d’ondulation, texturations éventuelles et dans une moindre mesure rugosité), de la même manière que dans un palier lisse. Cette seconde force d’ouverture dépendra des paramètres de fonctionnement (viscosité du fluide, vitesse de rotation) et des paramètres géométriques du joint [7]. Les forces impliquées dans le fonctionnement du joint à faces radiales sont résumées sur la Figure 1-9.
La situation la plus souvent recherchée est celle d’un équilibre statique entre les forces d’ouverture (force hydrostatique et force hydrodynamique) et les forces de fermeture (force liée au ressort et différence de pression). Un joint pour lequel ces forces sont égales et opposées est dit « compensé ». On recherche parfois une situation dite « non compensée » dans laquelle la force de fermeture est supérieure aux forces
13 d’ouverture. Cela se traduit par un contact permanent à l’interface, et donc un débit de fuite minimal ; en contrepartie, on s’expose à une importante usure du joint en fonctionnement.
La distance de séparation moyenne entre les surfaces (épaisseur du film fluide ) sera dépendante de cet équilibre. En fonctionnement, ces forces sont susceptibles de varier ; en conséquence, l’épaisseur du film fluide s’adaptera pour retrouver l’équilibre. L’ordre de grandeur recherché est 1 μ .
Figure 1-8. Principe de fonctionnement d'un joint à faces radiales, d’après [8].
Figure 1-9. Résumé des forces exercées dans un joint à faces radiales, d’après [7]. Zone amont
Zone aval
Force axiale du ressort + Différence de pression Forces hydrostatique et hydrodynamique Étanchéité secondaire (statique) Étanchéité principale (dynamique)
14
3.3
Joints à bague flottante
Le joint à bague flottante est une amélioration du principe du joint annulaire destinée à permettre des déplacements de forte amplitude du rotor. Le joint annulaire est en effet limité à ce titre par les risques de contact entre le joint (fixe) et le rotor. Le joint à bague flottante répond à cette problématique à l’aide d’une bague libre de se déplacer dans un plan normal à l’axe de rotation de l’arbre. Le joint étant ainsi conçu pour « suivre » les vibrations de l’arbre, le jeu radial peut être réduit à une valeur très faible ( ⁄ 10 ) sans risque de contact, ce qui a pour effet de réduire considérablement le débit de fuite par rapport à un joint annulaire. La Figure 1-10 présente le principe de fonctionnement d’un joint à bague flottante.
Figure 1-10. Schéma de principe d’un joint à bague flottante.
L’écoulement qui s’établit entre le rotor et la face annulaire intérieure de la bague est nommé « étanchéité principale » ; il est à l’origine de forces hydrodynamiques qui peuvent être modélisées comme des termes de raideur et d’amortissement. Le principe de fonctionnement du joint se résume ainsi : partant d’une situation « centrée » (rotor et bague coaxiaux), le déplacement du rotor dans une direction quelconque génèrera donc sur la bague une force radiale de même direction qui tendra à la recentrer vers une situation d’excentricité nulle. Le joint est donc conçu pour « suivre » des vibrations du rotor jusqu’à de fortes amplitudes. Comme pour les joints annulaires, de nombreux raffinements (usinages de patins, de rainures, d’un convergent, etc.) peuvent être apportés à la forme de cette étanchéité principale, toujours dans le but de maximiser la raideur directe du film fluide et de minimiser les effets néfastes (raideur croisée notamment).
La différence de pression entre les zones amont et aval du joint assure le maintien du contact entre la face plane côté aval de la bague flottante et le stator. Ce contact s’établit sur une zone limitée du joint (le « nez ») nommée « étanchéité secondaire ». Il est à l’origine de forces de frottements qui limitent le déplacement radial de la bague flottante. L’écoulement au niveau de l’étanchéité secondaire est très limité. Différentes configurations géométriques du nez permettent d’ajuster la charge axiale et donc les forces de
15 frottement au niveau de l’étanchéité secondaire. Dans tous les cas, le fonctionnement du joint (qualité de « suivi » des vibrations du rotor) se traduit par une usure du nez qui peut être un facteur limitant de durée de vie de la bague.
Le stator est le plus souvent conçu avec un ou plusieurs pions anti-rotation destinés à empêcher la rotation du joint liée au couple de frottement fluide dans l’étanchéité principale. Le mouvement de la bague est alors limité à deux degrés de liberté (deux translations dans le plan normal à l’axe de rotation de l’arbre).
Enfin, une rondelle ressort assure généralement une légère précharge dans le sens axial afin de garantir le contact entre la face plane aval du joint et le stator, même en l’absence de différence de pression. Ce dispositif est notamment nécessaire au montage du joint.
3.4
Joints segmentés
Le principe de fonctionnement du joint segmenté est fondamentalement semblable à celui des joints à bague flottante (Figure 1-10). Une bague annulaire est montée sur le rotor et est libre de suivre ses déplacements radiaux dans un plan normal à l’axe de rotation. Cette bague annulaire est constituée d’un assemblage de plusieurs segments circonférentiels (généralement trois ou six). Un ressort circonférentiel maintient les segments en position serrée autour de l’arbre en assurant une charge radiale. Le principe constitutif d’un tel joint est présenté en Figure 1-11.
Les différents segments sont capables de se déplacer radialement les uns par rapport aux autres grâce à la présence de « tenons » et de « mortaises » d’emboîtement. La présence du ressort garantit ainsi un montage constamment serré autour du rotor. À la différence d’une bague flottante, qui présente un jeu radial faible mais non nul, le joint segmenté présente ainsi un débit de fuite extrêmement faible au niveau de son étanchéité principale et peut être considéré comme un joint à contact (film fluide de très faible épaisseur), à l’instar d’un joint à lèvre.
De la même manière que pour un joint à bague flottante, la différence de pression entre les zones amont et aval vient « plaquer » le joint contre la partie statorique sur une de ses faces planes dotée d’un « nez » (étanchéité secondaire). Cette différence de pression participe également ici au serrage des segments autour du rotor.
Le joint segmenté constitue ainsi une évolution du joint à bague flottante dont il partage les capacités de suivi des vibrations du rotor. Il présente de meilleures caractéristiques de débit de fuite. En contrepartie, le fonctionnement en contact du joint mène à une usure du matériau qui peut être l’un des facteurs limitants dans la durée de vie de l’étanchéité. L’usure peut être progressivement compensée par le resserrage du joint sous l’action du ressort circonférentiel, dans la limite des capacités des emboîtements situés en extrémité des segments. Un autre facteur d’usure est lié à la puissance dissipée sur le nez du joint, de la même manière que sur une bague flottante.
16
Là encore, le joint est généralement prévu avec une rondelle élastique ou une série de ressorts axiaux visant à assurer le plaquage du joint contre la face plane statorique en l’absence de différence de pression (montage).
Notons également l’existence de joints segmentés dont les segments sont dépourvus de systèmes d’emboîtement (Figure 1-12). Les segments sont alors simplement aboutés et maintenus dans cette position par un ressort circonférentiel. Il n’y a alors pas de capacité pour le joint à être maintenu serré sur le rotor et à compenser l’usure. Le joint peut donc être considéré comme une simple bague flottante démontable ; à l’instar de celle-ci, il présente un jeu radial (et donc un débit de fuite) non négligeable. De tels joints peuvent présenter un certain intérêt pour leur facilité de montage et de démontage.
Figure 1-11. Vue éclatée d'un joint segmenté (le ressort circonférentiel est omis), d’après [9].
17
3.5
Matériaux utilisés
Les matériaux utilisés dans la construction du système d’étanchéité doivent être en accord avec les contraintes de fonctionnement citées plus haut. Les matériaux plastiques et élastomères ne sont généralement pas compatibles avec les conditions cryogéniques. Les problématiques d’oxydation et de dilatation thermique, d’autre part, interdisent l’utilisation d’aciers non-alliés. Le bronze est fréquemment utilisé dans le cas d’un contact métal contre métal en raison de son très faible coefficient de frottement. Cependant, même dans le cas d’alliages résistants à l’oxydation (acier inoxydable, alliages de nickel, etc.), les contacts entre surfaces métalliques au sein d’un fluide oxydant peuvent mener à la destruction des couches d’oxydes protecteurs et à un risque de combustion. Certains traitements de surface (argent, or, cadmium…) permettent néanmoins de s’affranchir dans une certaine mesure de ces risques.
Les matériaux à base de carbone graphite ont démontré une excellente résistance dans le cas de contacts répétés avec des surfaces métalliques en raison de leur pouvoir autolubrifiant. En cas d’avarie, ils sont détruits par casse ou usure progressive sans conséquences autre que la perte d’étanchéité. Ils sont souvent réalisés à partir d’une base de carbone graphite synthétique, imprégnée de composés destinés à améliorer les caractéristiques mécaniques et thermiques du matériau. Le carbone graphite imprégné d’antimoine présente notamment une conductivité thermique qui le rend adapté à la réalisation de joints [10]. Les matériaux à base de graphite ont cependant pour inconvénient leur fragilité et les difficultés industrielles liées à leur usinage.
4
Application aux turbopompes
4.1
Le joint tampon
Les côtés rouet comme turbine d’une turbopompe sont soumises à des pressions importantes, de l’ordre de la dizaine de bar. En conséquence, la fonction d’étanchéité dynamique sur le rotor n’est jamais réalisée par un unique joint mais par une combinaison de différents éléments. La première raison est celle de la sûreté de fonctionnement : en cas de défaillance d’un élément de joint individuel, le débit de fuite doit être limité par un second élément en aval. La multiplication des éléments d’étanchéité permet également de limiter les différences de pression subies par un unique joint.
En 1978, Burcham [2] a rédigé une synthèse qui présente de nombreuses solutions technologiques de « systèmes d’étanchéité » utilisables pour séparer différents fluides à l’intérieur de turbopompes. Deux de ces solutions sont présentées en Figure 1-13.
La Figure 1-13a présente un système destiné à étancher un débit de fuite entre un fluide à haute pression et l’atmosphère. L’étanchéité principale est réalisée par un joint à faces radiales. Un joint labyrinthe situé
18
plus en amont permet de limiter la différence de pression subie par le joint à faces radiales, et procure une sauvegarde en cas de défaillance du joint principal.
La Figure 1-13b présente un système destiné à prévenir le contact entre l’hydrogène liquide et le gaz d’entraînement chaud (contaminé par l’humidité) à l’intérieur d’une turbopompe LH2. L’étanchéité est ici réalisée par 3 joints à face radiale. Un premier joint (primary seal) limite la majeure partie du débit de fuite d’hydrogène, l’excédent étant évacué dans une conduite (primary seal drain). Un joint similaire côté turbine (turbine seal) réalise la même fonction pour étancher le gaz d’entraînement. Enfin, un joint secondaire (secondary seal) permet de pallier une défaillance du joint primaire. Le système présenté ci-dessus est une solution performante d’étanchéité dynamique, mais ne garantit pas une absence totale de contact entre les fluides situés de part et d’autre de l’étanchéité.
Figure 1-13. Différentes solutions de systèmes d’étanchéité étagés, d’après [2].
a
19
Figure 1-14. Système d’étanchéité de la turbopompe LOx du moteur SSME [11].
La Figure 1-14 présente un système destiné à empêcher tout contact entre les deux ergols (oxygène liquide et gaz chaud riche en hydrogène) à l’intérieur d’une turbopompe LOx de moteur SSME, tel qu’il est présenté dans [11]. Elle est composée de 5 joints indépendants. Un joint à face radiale reprend l’essentiel du débit de fuite côté LOx tandis qu’une paire de joints à bague flottante réalise la même fonction côté gaz chaud. En aval de ces deux étanchéités « primaires », une injection d’un gaz neutre, ici de l’hélium gazeux (GHe), est prévue entre deux joints centraux de type joint segmenté (purge seals). Cette injection est faite à une pression légèrement supérieure à celle des ergols en aval des deux étanchéités primaires. De cette manière, un écoulement d’hélium s’établit depuis le centre du système d’étanchéité vers les deux extrémités droite et gauche, créant une barrière empêchant tout contact entre les deux ergols. Un modèle simplifié du système d’étanchéité précédent est présenté Figure 1-15. L’étanchéité est assurée tant que , . Dans la pratique, des différences de pression Δ de l’ordre de 0,5 bar suffisent à assurer la barrière entre les fluides. Il est alors judicieux de reprendre la majeure partie des pressions de part et d’autre du système, comme sur la Figure 1-14, afin de limiter la pression d’injection nécessaire à l’étanchéité.
Ce principe de fonctionnement, dit « joint tampon » (buffer seal), est commun à de nombreuses machines tournantes dès lors qu’il s’agit d’empêcher la rencontre de deux fluides incompatibles. Le fluide injecté, dit fluide tampon, est généralement un gaz inerte tel que le diazote ou l’hélium gazeux dans les applications spatiales, mais peut être par exemple constitué d’air ou d’huile dans d’autres utilisations industrielles. Les joints utilisés pour réaliser ce système d’étanchéité, quant à eux, sont généralement des joints à bague flottante ou des joints segmentés similaires à ceux qui ont été présentés plus haut.
20
Figure 1-15. Principe du joint tampon.
4.2
Montage cartouche
Les solutions d’étanchéité présentées précédemment sont des composants complexes usinés ou assemblés selon des tolérances serrées. Leur intégration dans une machine complète est donc particulièrement sensible. Afin de limiter la complexité des opérations de montage et de démontage des systèmes d’étanchéité, les concepteurs et fabricants de joints ont pris l’habitude de commercialiser des dispositifs nommés « cartouches ». Elles se composent d’un sous-ensemble complet contenant le ou les joints assemblés dans une pièce statorique, prête à être intégré au bâti de la machine tournante. Dans le cas des joints tampons présentés précédemment, par exemple, la cartouche sera constituée d’un boîtier contenant les deux joints en configuration dos à dos, munis de leurs éventuels éléments élastiques de précharge et pions anti-rotation. Le boîtier comprendra notamment toutes les connexions nécessaires aux alimentations en fluide tampon.
De plus, dans le cas de joints circonférentiels (shaft-riding seals), la forme et l’état de surface de l’arbre en regard du joint sont critiques vis-à-vis du bon fonctionnement de l’étanchéité. Pour cette raison, et pour faciliter la maintenance en cas d’usure, la cartouche d’étanchéité est généralement conçue avec un manchon (runner sleeve) qui sera ajusté serré sur le rotor. Ce manchon présentera des caractéristiques de coaxialité, de circularité et de rugosité de grande qualité, en accord avec les spécifications requises pour le joint.
P
alim
P
21
Figure 1-16. Exemple d'une cartouche tampon équipée de 2 joints segmentés et du manchon associé (maintenance d’un turboréacteur J79)1.
Figure 1-17. Formes typiques de cartouches d’étanchéité commerciales (documents Selon Technology / EKK Eagle).
De cette manière, les opérations d’assemblage et de retrait du système d’étanchéité dans la machine tournante (généralement réalisées avec le rotor en place) se limitent à l’insertion de la cartouche dans le bâti. Les cartouches présentent donc des surfaces fonctionnelles qui permettent une mise en position précise afin de satisfaire les contraintes d’alignement de la machine. Par exemple, une cartouche classique présentera une surface fonctionnelle cylindrique permettant un ajustement pour la mise en position axiale, et une surface fonctionnelle plane permettant l’arrêt axial dans la machine tournante (liaison appui plan centrage court). Ces formes sont illustrées sur la Figure 1-17 pour des cartouches proposées par les sociétés Sealon
1 Cette capture d’écran, et d’autres illustrant cette étude, sont issues de la chaîne YouTube AgentJayZ et sont
22
Technology (gauche) et EKK Eagle (droite). Ces cartouches sont des composants sur étagère (COTS), adaptés à un besoin industriel.
5
État de l’art de la recherche au sein du laboratoire
Les étanchéités dynamiques destinées aux turbomachines font l’objet d’études au sein de l’Institut PPRIME depuis plusieurs années. Les joints à faces radiales ont fait notamment l’objet de travaux récents multiples, qu’il s’agisse d’un point de vue numérique ou expérimental [12-14]. Ces systèmes d’étanchéité ne feront néanmoins pas l’objet de cette étude. De même, de nombreuses études ont été menées sur le sujet des joints annulaires à bague flottante. Les écoulements qui s’établissent au sein de l’étanchéité principale de la bague ont été caractérisés à l’aide du code PHARES (Paliers Hybrides Aérostatiques à fort Reynolds). Ce code était initialement destiné à l’étude des paliers aérostatiques hybrides, dont le fonctionnement, caractérisé par des écoulements dominés par les effets d’inertie, a notamment été étudié par Hélène [15]. Les équations qui sont utilisées sont celles du film mince compressible plutôt que l’équation de Reynolds traditionnellement employée dans le domaine des contacts lubrifiés. Dans la plupart des applications de turbomachines, les étanchéités à bague flottante sont dans des régimes de fonctionnement à fort nombre de Reynolds en raison des pressions d’alimentation et vitesses de rotation élevées. Le code PHARES est donc très adapté à l’étude des écoulements dans l’étanchéité principale des joints annulaires à bague flottante. Cet aspect a été développé par Hassini [16]. Le code permet d’obtenir les caractéristiques statiques (efforts, débit de fuite) et la matrice des coefficients dynamiques (raideur et amortissement) d’une bague flottante dans une configuration donnée.
D’autre part, un modèle dynamique a été développé récemment au sein du laboratoire [17]. À partir de la connaissance des coefficients dynamiques dans l’étanchéité principale de la bague flottante, et d’une excitation rotorique donnée, il permet de déterminer la réponse dynamique du joint.
Le niveau de connaissance sur ce composant au sein du laboratoire a donc atteint un stade de maturité technologique (état Technology Readiness Level ou TRL) élevé. Cependant, à ce jour, les résultats des études numériques menées au laboratoire sur les bagues flottantes n’ont pas été confrontés à une étude expérimentale. La première partie de ce mémoire se portera donc sur une étude de ce type et sa comparaison aux résultats numériques issus des modèles créés au laboratoire. Un certain nombre de joints à bague flottante seront montés sur un banc d’essais ; leur comportement dynamique en réponse aux vibrations d’un rotor sera mesuré pour différentes configurations de fonctionnement. Les valeurs issues de cette étude expérimentale seront confrontées aux données prédites par le modèle dynamique cité ci-dessus afin de vérifier sa validité.
À l’inverse, l’étude des étanchéités à joint segmenté correspond à un TRL de bas niveau. Ces joints sont utilisés de longue date dans de nombreuses applications industrielles. Cependant, la compréhension
23 théorique de leur fonctionnement n’a pas été développée au sein du laboratoire et est très peu ou tangentiellement abordée dans la littérature scientifique [2,9,18-25]. Certaines informations sur leur conception peuvent être extraites des documentations commerciales des fabricants [26-31]. Ces joints fonctionnent dans une situation de lubrification mixte ; le code PHARES ne peut donc pas être utilisé pour étudier les écoulements qui s’établissent. Il est nécessaire de développer un modèle préliminaire susceptible de caractériser le fonctionnement des joints segmentés. Ce modèle fera l’objet de la deuxième partie de ce mémoire. Il ne portera que sur l’analyse statique d’un joint segmenté. Il permettra de réaliser une étude paramétrique préliminaire sur plusieurs paramètres de dimensionnement de l’étanchéité, afin de dégager quelques tendances générales utiles pour la conception de tels joints.
25
2
Joints annulaires à bague
flottante : étude théorique et
expérimentale
1
État de l’art des scénarios de fonctionnement
Deux scénarios principaux de fonctionnement sont envisagés dans la littérature pour les joints annulaires à bague flottante.
Un premier scénario a été imaginé par Kirk et Miller [32] dès 1979 dans le cadre de joints étanchant une fuite d’huile au sein de turbocompresseurs. Dans la plupart de ces applications, la différence de pression Δ à laquelle les joints sont soumis varie en fonction de la vitesse de rotation. Les auteurs proposent donc une analyse selon laquelle les joints à bague flottante suivent les excursions du rotor pendant le démarrage de la machine, c’est-à-dire tant que le Δ reste faible. L’augmentation progressive du Δ avec la vitesse de rotation, toutefois, tend à augmenter les forces de frottement sur l’étanchéité secondaire et à limiter les déplacements du joint, jusqu’à amener une situation de « blocage » du joint sur le stator. À partir de ce moment, la bague flottante cesse de suivre les vibrations du rotor. Si les amplitudes de ces vibrations restent mesurées au regard du jeu radial de la bague, cette dernière se comporte donc comme un simple joint annulaire. Si, en revanche, les amplitudes de vibration du rotor sont trop importantes, il faut envisager des contacts directs entre la bague et le rotor, qui peuvent mener à une usure rapide voire à une destruction du joint. De plus, la présence d’une bague flottante bloquée, se comportant comme un joint annulaire fonctionnant de manière excentrée, est à l’origine de termes de raideur croisée qui ont une influence défavorable sur la stabilité du rotor.
Ce scénario de démarrage a été simulé numériquement par Kirk [33], et les forces qui agissent sur le nez du joint ont été étudiées expérimentalement par Kirk et Brown [34]. Ce scénario a également été défendu et modélisé par Semanate et San Andrés [35,36] ; ces derniers ont cherché à diminuer les termes de raideur croisée à l’aide de solutions à base de rainures profondes dans l’étanchéité principale. Des études ultérieures se sont concentrées sur les analyses thermiques et de déflection radiale du joint [37-41].
26
Ce scénario a également été envisagé dans le cadre des turbopompes destinées à l’industrie de la propulsion aérospatiale. De telles turbopompes fonctionnent en effet sous des pressions élevées, dont on suspecte qu’elles puissent être à l’origine de phénomènes de blocage des joints à bague flottante. Dans ce contexte, les études se sont concentrées sur l’analyse des débits de fuite et des coefficients dynamiques des joints en situation bloquée [42-46].
Le second scénario de fonctionnement, à l’inverse, suppose que le Δ vu par le joint reste mesuré. Les forces de frottement ne sont alors pas suffisantes pour bloquer le joint contre le stator, et il reste capable de suivre chacune des excursions du rotor. Les bénéfices de cette situation sur la stabilité du rotor (diminution des termes de raideur croisée) ont été mis en avant dès 1982 par Emerick [47]. Ce scénario est privilégié pour les joints qui étanchent de faibles Δ , tels que les systèmes de joints tampon vus au chapitre précédent, pour lesquels la pression du fluide injecté n’est que très légèrement supérieure à la pression des fluides à séparer (Δ 0.5 bar). Ce cas particulier a été étudié notamment par Shapiro et ses collaborateurs pour de multiples géométries de joints à bague flottante [48-50]. Une analyse dynamique non-linéaire a été détaillée en [51], et ses résultats comparés au cas du premier scénario présenté en [33].
Plus récemment, une autre approche non-linéaire des joints à bague flottante a été développée par Nguyen [17], qui a modélisé l’écoulement à l’intérieur de l’étanchéité principale par les équations dites du « bulk flow », complétées par un modèle raffiné pour le frottement à l’étanchéité secondaire. Cette approche a été déclinée en un modèle quasi-analytique, qui a permis de reproduire les deux scénarios évoqués précédemment [52], et un modèle non-linéaire complet [53] qui a permis d’envisager des comportements du joint périodiques, quasi-périodiques ou chaotiques.
La partie qui suit va détailler une étude expérimentale de différents joints à bague flottante, réalisée sur un banc dédié. Les résultats de cette étude seront comparés avec des éléments numériques issus du modèle présenté en [53].
2
Le banc d’essais pour joints à bague flottante
2.1
Présentation
L’institut PPRIME dispose d’un banc d’essais modulaire, capable de réaliser l’étude expérimentale de nombreux composants de guidage et d’étanchéité. Ce banc, initialement conçu pour la mesure de coefficients dynamiques de paliers aérostatiques [54,55], a été adapté à l’étude des joints annulaires à bague flottante de diamètre 38 mm.
Le banc présenté sur la Figure 2-1 est construit sur la base d’une table de fraiseuse rectifiée, dont les rainures permettent la mise en position précise des différents éléments. Il est constitué d’un rotor, réalisé en acier de cémentation 16MnCr5, entraîné par une broche triphasée d’une puissance de 8 kW par le biais d’un
27 accouplement flexible. Le rotor est guidé par un double palier hydrostatique à injection contrarotative, dit palier de Lomakin. Chaque palier comprend 4 injecteurs délivrant de l’eau sous une pression ajustable de l’ordre de 30 bar. L’arrêt du débit de fuite en sortie des deux paliers est assuré par deux étanchéités à air. L’ensemble des éléments en rotation (rotor et accouplement) est équilibré classe G1.
Figure 2-1. Vue d’ensemble du banc d’essais.
Figure 2-2. Vue en coupe du boîtier d'essais.
Broche Accouplement Boîtier d’essais Rotor Double palier Rotor Boîtier Cartouche Plan de mesure no 3 (BF 3)
&
'
(
Plan de mesure no 2 (BF 2) Plan de mesure no 1 (BF 1) Plan de mesure L (rotor gauche) Plan de mesure no 4 (BF 4) Plan de mesure R (rotor droit) Bague flottante no 4 Bague flottante no 1 Bague flottante no 2 Injection centrale Bague flottante no 328
Un boîtier contenant les éléments à tester (dans le cas présent, les joints annulaires à bague flottante) est fixé en porte-à-faux à l’extrémité du palier opposée à la broche. Cette extrémité (dans la direction des ( positifs) est conventionnellement désignée extrémité « droite » du banc, la broche se trouvant alors du côté « gauche ».
Les joints à tester sont placés à l’intérieur d’une cartouche cylindrique capable d’accueillir jusqu’à 4 joints à bague flottante, elle-même insérée à l’intérieur du boîtier d’essais. Ils sont disposés dans une configuration « dos-à-dos » avec injection centrale d’air. Cette configuration vise à reproduire les exemples de systèmes d’étanchéité à joint tampon classiquement montés sur les turbomachines industrielles. La cartouche est dotée de joints toriques sur sa surface extérieure afin d’étancher la fuite secondaire.
Les seules excitations auxquelles les joints sont soumis résultent des vibrations du rotor. Celles-ci seront donc principalement dominées par une composante synchrone (résultant du balourd résiduel du rotor) et d’éventuelles composantes liées aux défauts de guidage dans le palier. Le rotor dispose d’une série de perçages taraudés à son extrémité droite permettant l’ajout de balourd afin d’augmenter l’amplitude d’excitation synchrone.
2.2
Instrumentation
Le mouvement des joints et du rotor est étudié à l’aide de 12 capteurs de déplacement inductifs Kaman KD2306. Ces capteurs sont placés suivant deux directions orthogonales & (horizontale) et ' (verticale), dans 6 plans de mesures le long de l’axe (. Comme le montre la Figure 2-2, les plans de mesure L et R permettent respectivement l’enregistrement des déplacements du rotor à gauche et à droite de la cartouche, tandis que les plans no 1 à 4 permettent la mesure des déplacements des 4 bagues flottantes placées dans le boîtier.
L’instrumentation est complétée par un capteur de pression ainsi qu’un débitmètre massique Bronkhorst F-113AC qui permettent d’enregistrer, respectivement, la pression et le débit massique de l’air injecté dans la cartouche. De plus, un capteur optique Keyphasor permet de mesurer la vitesse de rotation avec précision et fournit une référence de phase synchrone. Toutes les valeurs enregistrées sont traitées par une carte d’acquisition permettant une fréquence d’échantillonnage de 8192 Hz.
2.3
Suivi optique
Il est également possible d’instrumenter le banc d’essais à l’aide d’une caméra ultra-rapide (Photron Fastcam Ultima). Celle-ci est capable de réaliser des acquisitions à une vitesse de 2000 images/seconde à sa pleine résolution de 1024x1024 pixels, et à une vitesse allant jusqu’à 120000 images/seconde à résolution réduite.
La caméra est positionnée à l’extrémité droite du banc, sur une table micrométrique permettant un réglage fin de la mise au point ainsi que de la position d’observation (Figure 2-3). De cette manière, elle
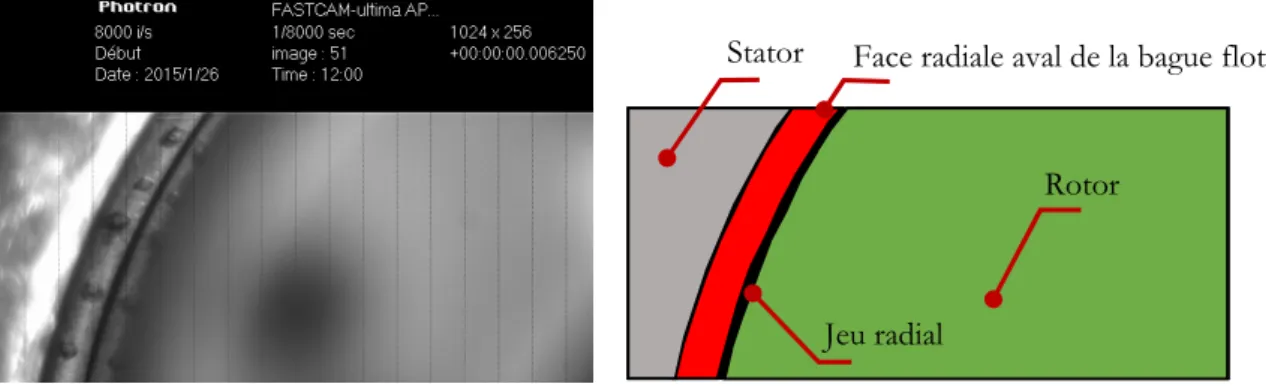
29 permet l’observation d’une partie du nez (étanchéité secondaire) de la bague située le plus à droite dans le boîtier (bague no 4). L’éclairement de la zone à observer est assuré par un projecteur de type lampe à décharge d’une puissance de 400 W. Un objectif photographique Nikon Micro-Nikkor 105 mm f/2.8, doté de 3 bagues-allonge, permet d’obtenir des images avec un fort grossissement, dont la résolution maximale est évaluée à 6 µm/pixel [56]. La Figure 2-4 présente un exemple d’image obtenue ainsi que son interprétation.
Il est ainsi possible de visualiser le jeu entre le rotor et la bague flottante. Si la résolution maximale obtenue ne permet pas sa mesure avec précision, elle autorise néanmoins à discriminer le niveau d’excentricité de la bague flottante par rapport au rotor. L’analyse qualitative obtenue pourra venir confirmer ou infirmer les résultats déduits des trajectoires mesurées.
La méthode optique permet, enfin, d’appliquer la méthode de suivi de marqueurs à la bague flottante. En apposant une série de marqueurs contrastés sur le nez de la bague observée, cette méthode permet de déterminer, pour chaque image, la position du joint dans un repère absolu lié à la caméra [56]. Cette méthode constitue une alternative à la mesure par capteurs de déplacement inductifs. Elle constitue l’unique technique de suivi dans le cas d’une bague flottante qui ne disposerait pas de frette métallique.
Figure 2-3. Positionnement de la caméra sur le banc d'essais.
Caméra ultra-rapide Boîtier Cartouche Rotor Bague flottante observée
30
Figure 2-4. Exemple d'image obtenue par la caméra ultra-rapide et interprétation.
2.4
Caractérisation dynamique du banc d’essais
L’étude expérimentale visera à reproduire des vitesses de rotation similaires à celles qu’on retrouve classiquement dans les turbomachines ; celles-ci sont de l’ordre de 50 à 500 Hz environ. Le bâti du banc une table très massive et présente donc une fréquence propre très supérieure à cette plage ; cependant, il est nécessaire de réaliser une étude modale de l’ensemble constitué par le rotor et son palier de guidage.
Le premier mode propre de déformation du rotor isolé est estimé à 864 Hz (Figure 2-5). La modélisation du système {rotor+palier} impose de connaître la raideur distribuée dans le double palier de Lomakin. Celle-ci dépend à la fois de la pression d’alimentation en eau (réglable via un régulateur de pression) et du jeu nominal dans le palier. Ce dernier n’est pas connu avec précision en raison de l’usure qu’il a subi et des nettoyages répétés2. Les modes propres du système doivent donc être déterminés expérimentalement. Pour cela, les déplacements du rotor sont mesurées après démontage de la cartouche contenant les joints (montage « rotor seul »). La Figure 2-6 et la Figure 2-7 représentent respectivement les amplitudes et les déphasages synchrones mesurés suivant les directions & et ' dans les plans de mesure 1 et 6 (à droite et à gauche de la cartouche). Les déphasages synchrones sont calculés en prenant comme référence la phase du capteur de vitesse.
Le tracé des amplitudes synchrones met en évidence un mode propre aux alentours de 150 Hz (9000 tr/min). On observe comme il était attendu un déphasage de ) entre les capteurs * et + situés dans deux directions orthogonales dans un même plan de mesure. Les déphasages mesurés entre * et * d’une part, et entre + et + d’autre part suggèrent que le mode propre observé est un mode rigide conique.
2 La circulation de l’eau à l’intérieur du palier de Lomakin donne lieu à la formation d’un dépôt dans le palier et sur
le rotor. Après chaque campagne expérimentale, il est indispensable d’éliminer ce dépôt par ponçage. Ce nettoyage modifie la géométrie du palier et son jeu nominal.
Jeu radial
Face radiale aval de la bague flottante Stator
31
Figure 2-5. Tracé du premier mode de déformation du rotor isolé.
Figure 2-6. Amplitudes synchrones du système palier rotor.
Figure 2-7. Déphasages synchrones du système rotor palier.
0 10 20 30 40 50 60 70 0 50 100 150 200 250 300 350 400 450 A m p li tu d e s y n ch ro n e [ µ m ] Vitesse de rotation [Hz] X1 [µm] Y1 [µm] X6 [µm] Y6 [µm] -3.0 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 0 50 100 150 200 250 300 350 400 450 D é p h a sa g e [ ra d ] Vitesse de rotation [Hz] X1 [rad] Y1 [rad] X6 [rad] Y6 [rad]
864 Hz
Amplitudes en extrémité d’arbre
32
Figure 2-8. Analyse modale du rotor dans les paliers.
Ce mode peut être retrouvé par une analyse modale à condition de spécifier une raideur ,- . 2.25 ∙ 101 N∙m-1 dans chacun des deux paliers. Cette valeur est réaliste pour le palier de Lomakin considéré. Les
résultats de l’analyse modale sont présentés en Figure 2-8 et permettent de mettre en évidence deux modes propres supplémentaires : un mode propre rigide cylindrique à 525 Hz (31500 tr/min) et les deux premiers modes propres de flexion à 983 Hz (58980 tr/min) et 2370 Hz (14220 tr/min).
Le mode conique rigide nous impose d’éviter les essais à vitesse constante à proximité de 150 Hz (9000 tr/min). Cependant, cette vitesse fait partie des valeurs envisagées pour les campagnes d’essais qui seront détaillées ci-dessous. La pression d’alimentation du palier a donc été augmentée afin de modifier la raideur ,- . du palier. Cette augmentation a permis de décaler le mode conique rigide à une fréquence proche de 175 Hz, permettant le travail à 150 Hz comme à 200 Hz. L’accélération entre ces deux valeurs est suffisamment rapide pour que le mode conique rigide ne soit pas excité. Les autres modes sont rencontrés à des fréquences supérieures aux vitesses ciblées par les campagnes d’essais et ne posent donc pas de problème particulier.
3
Étude expérimentale
3.1
Joints étudiés et métrologie
L’étude expérimentale porte sur un lot de 4 joints annulaires à bague flottante réalisés par la société Mersen. Les bagues ont un diamètre nominal de 38 mm et une longueur de 10 mm. Ces joints sont regroupés en deux catégories Type 1 (bagues Type 1_1 et Type 1_2) et Type 2 (Type 2_1 et Type 2_2) en fonction de
151 Hz
Mode rigide conique
525 Hz
Mode rigide cylindrique
983 Hz
33 leurs caractéristiques dimensionnelles. Les joints sont réalisés en carbone graphite imprégné d’antimoine et munis d’une frette en acier. Ils disposent de plus d’un pion anti-rotation chacun. Une faible conicité (de l’ordre de 10 rad) est imposée à l’usinage. Cette conicité doit être montée convergente par rapport au sens de l’écoulement dans l’étanchéité principale. Le profil réel de la bague est vérifié par métrologie. Pour assurer la possibilité de monter les bagues de manière convergente quel que soit le sens de la conicité réelle, les bagues flottantes présentent un profil symétrique (un « nez » de chaque côté). Le nez de part et d’autre du joint ne présente pas la même longueur afin de procurer un détrompeur visible à l’œil nu (Figure 2-9).
On définit le jeu radial nominal comme le jeu radial existant à mi-longueur de la bague flottante. La conicité 6 est la différence entre cette valeur et le jeu minimal ou maximal 7 :
6 7 ( 2-1 )
Les joints de type 1 présentent un faible jeu radial nominal et une faible conicité ; à l’inverse, les joints de type 2 présentent un jeu et une conicité légèrement plus importants. La Figure 2-10 présente les résultats de l’étude métrologique appliquée aux 4 bagues flottantes.
On a défini 4 campagnes d’essais afin de tester chacun des joints dans diverses configurations de montage et de fonctionnement. Le Tableau 1 synthétise les différentes configurations de montage qui ont été retenues. Les raisons de ces choix seront détaillées plus bas, lorsque les campagnes seront explicitées.
Tableau 1. Résumé des campagnes expérimentales.
Campagne Position des joints
Position 1 Position 2 Position 3 Position 4
Campagne 1 février 2014
« essai 2 joints »
Type 1_2 Non utilisée Non utilisée Type 2_2 Campagne 2
mars 2014
« essai 2 joints inversés »
Type 2_1 Non utilisée Non utilisée Type 1_2 Campagne 3
mai 2014
« 4 joints »
Type 2_2 Type 2_1 Type 1_1 Type 1_2
Campagne 4 mai 2014
« grandes amplitudes »
34
Figure 2-9. Profil des bagues flottantes (gauche) et photographie d'un des joints étudiés (droite).
Figure 2-10. Métrologie des bagues flottantes utilisées.
Le rotor qui sera utilisé pendant l’étude expérimentale a également été soumis à une métrologie. Après rectification, son diamètre est mesuré à 38,001 mm, ce qui est conforme aux tolérances demandées. Cependant, il présente un défaut de circularité (faux rond) à trois lobes, caractéristique d’une prise en mandrin 3 mors (Figure 2-11). L’amplitude crête-à-crête de ce défaut atteint 14 µm environ.
38.020 38.030 38.040 38.050 38.060 38.070 38.080 38.090 0 1 2 3 4 5 6 7 8 9 10 D ia m è tr e [ m m ] Longueur axiale [mm] Type 1_1 Type 1_2 Type 2_1 Type 2_2 Nez Sens de l’écoulement principal Conicité Frette Type 2 Type 1
35
Figure 2-11. Visualisation anamorphosée du défaut de circularité (faux rond) du rotor.
3.2
Paramètres de fonctionnement
Pour chaque essai, un minimum de 2 joints sera monté dans le boîtier en configuration dos-à-dos. La position de montage des joints (no 1, 2, 3 ou 4) sera choisie en fonction des amplitudes que l’on souhaite obtenir : en raison de la configuration en porte-à-faux du boîtier par rapport au palier, les amplitudes d’excitation seront susceptibles d’être de plus en plus importantes à mesure que l’on se déplace vers la droite (sens des ( positifs) du boîtier. On pourra choisir de ne monter que 2 joints de Type 1, 2 joints de Type 2 ou bien un mélange des deux.
Les amplitudes d’excitation synchrone sont partiellement contrôlées par l’ajout de balourd à l’extrémité droite du rotor, sous la forme de vis M3 de longueur variable, éventuellement lestées d’un ou plusieurs écrous, placées à une distance de 15 mm de l’axe de rotation. Le balourd additionnel maximal qui a été atteint a pour valeur 25.44 g∙mm).
La vitesse de rotation Ω sera choisie dans une plage comprise entre 50 et 350 Hz (entre 3000 et 21000 tr/min). Suite à l’analyse dynamique du banc d’essais présentée en 2.4, il a été choisi d’éviter les vitesses comprises entre 150 et 200 Hz.
La pression d’alimentation est limitée par la valeur maximale admissible sur le banc d’essais (12 bar). La pression en sortie du boîtier est la pression atmosphérique ; en conséquence, la différence de pression Δ maximale vue par une bague flottante sera Δ 11 bar. Les incréments de pression
-30 -25 -20 -15 -10 -5 0 5 10 15 20 25 -25 -20 -15 -10 -5 0 5 10 15 20 25 30 Enveloppe réelle Enveloppe idéale + 7 µm
36
minimum seront limités à 0.5 ;<= en raison de la précision de la vanne d’alimentation et du capteur de pression utilisé.
3.3
Méthodologie
Chaque essai a été réalisé selon une méthodologie bien définie. La première étape consiste à mettre sous tension la centrale de refroidissement de la broche et d’apporter les énergies (air comprimé et tension) à la centrale de lubrification.
Le double palier à eau est alors alimenté, après avoir assuré l’alimentation en air comprimé des étanchéités situées de part et d’autre de ce palier. On s’assure ensuite de la liberté de rotation du rotor.
Le boîtier contenant les joints à tester est alors alimenté avec une pression faible (de l’ordre de 0.5 bar). La broche et son variateur sont alors alimentés en tension triphasée et le rotor est mis en rotation à une vitesse Ω 50 Hz afin de vérifier la « flottabilité » des joints à l’aide des capteurs de déplacement. Le banc d’essais est alors prêt à être mis en œuvre.
La méthode retenue pour réaliser les mesures est la suivante : la vitesse est progressivement augmentée à partir de Ω 50 Hz. Pour chaque point de vitesse de rotation Ω, la pression d’alimentation est augmentée progressivement par incréments de 0.5 ou 1 bar à partir de la valeur minimale de 0.5 bar. Pour chaque pas de pression, les déplacements des joints et du rotor ainsi que les autres paramètres expérimentaux (pression, débit…) sont enregistrés pendant un nombre de secondes @ 10. La montée en pression est interrompue dès lors que les amplitudes synchrones de déplacement (mesurées en réalisant la transformée de Fourier des trajectoires en temps réel) deviennent indiscernables du bruit de mesure. On suspecte, en effet, que cela corresponde à une situation de « blocage » suite à un Δ trop important sur l’étanchéité, pouvant mener à une détérioration rapide du joint par impact avec le rotor.
Les résultats des campagnes expérimentales sont étudiés a posteriori. Les amplitudes crête-à-crête de déplacement des joints sont tracées, de même que les amplitudes et les déphasages synchrones. Les déphasages sont calculés en prenant pour référence unique la phase du capteur de vitesse. Toutes ces valeurs sont calculées à partir d’une fenêtre d’une seconde (8192 échantillons). On décale ensuite cette fenêtre de seconde en seconde pour obtenir @ enregistrements dont on réalise la moyenne. Les graphiques représentant ces valeurs font également figurer les barres d’erreur d’écart-type.
3.4
Débit de fuite statique
Le débit de fuite des étanchéités est mesuré à l’aide du débitmètre massique placé sur la conduite d’alimentation assurant l’injection d’air au milieu du boîtier. Ce débitmètre ne mesure que le débit global du banc, c’est-à-dire le débit cumulé des côtés gauche (bagues en position 1 et 2) et droit (bagues en position 3
37 et 4) du boîtier. Il est cependant possible de calculer le débit de fuite individuel des 4 bagues présentées en 2-3.1 en faisant varier les configurations de montage :
• Montage des bagues Type 1_1 et Type 2_1 : mesure d’un débit de fuite A , ;
• Montage des bagues Type 1_1 et Type 1_2 : mesure d’un débit de fuite A , ;
• Montage des bagues Type 1_2 et Type 2_1 : mesure d’un débit de fuite A , .
• Montage des bagues Type 2_1 et Type 2_2 : mesure d’un débit de fuite A ,B On obtient alors : C D E D FA ,GH-. _ + A ,GH-. _ A , A ,GH-. _ + A ,GH-. _ A , A ,GH-. _ + A ,GH-. _ A , A ,GH-. _ + A ,GH-. _ A ,B ( 2-2 )
Qui est un système linéaire de 4 équations à 4 inconnues. La résolution du système permet le calcul des débits de fuite pour chaque bague flottante. Cette méthode a été appliquée au cas de fonctionnement statique, c’est-à-dire sans rotation de l’arbre. La Figure 2-12 présente l’évolution du débit de fuite A en configuration statique en fonction du Δ . Le caractère linéaire de cette évolution est bien visible. Les deux familles de bague flottante Type 1 et Type 2, présentant des jeux nettement différents, sont ici aussi clairement définies.
Figure 2-12. Évolution du débit statique en fonction du Δ .
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 0 1 2 3 4 5 6 7 8 9 10 Qm [g .s -1] ΔP [bar] Type 1_1 Type 1_2 Type 2_1 Type 2_2 Type 2 Type 1
38
3.5
Essais à 2 joints
3.5.1
Conditions expérimentales
Pour ce premier essai, visant à explorer le domaine de fonctionnement des bagues flottantes, on monte les bagues flottantes Type 1_2 en position 1 et Type 2_2 en position 4. On suppose en effet que le joint présentant un faible jeu (Type 1_2) est davantage susceptible de subir un endommagement que le joint à jeu important (Type 2_2) ; on le monte donc là où l’amplitude d’excitation est la plus faible (en position 1). Le joint Type 2_2 est monté en position 4 par volonté de symétrie par rapport à l’injection centrale. Aucun balourd n’a été ajouté au rotor.
La matrice d’essais explorée est la suivante :
Tableau 2. Matrice expérimentale, essai 2 joints.
0,5 bar 1 bar 1,5 bar 2 bar 3 bar 4 bar 50 Hz 2 bagues flottantes 2 bagues flottantes Type 2_2 bloquée 100 Hz 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes Type 2_2 bloquée 150 Hz 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes Type 2_2 bloquée 200 Hz 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes Type 2_2 bloquée 250 Hz 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes 2 bagues flottantes Type 2_2 bloquée 300 Hz Type 2_2 bloquée
Comme l’indique le Tableau 2, le Δ a été limité à un maximum de 4 bar (à une vitesse de rotation Ω 250 Hz)3. Pour des valeurs de Δ supérieures, l’une au moins des bagues a été considérée comme bloquée en raison des faibles amplitudes synchrones de déplacement (indissociables du bruit de mesure). Dans l’essai considéré, c’est à chaque fois la bague Type 2_2 (bague à jeu important montée en position 4) qui a montré ce comportement en premier.
3.5.2
Résultats : trajectoires des bagues et débits de fuite
Les pages qui suivent présentent des exemples d’enregistrements de trajectoire ainsi que leur analyse FFT suivant les axes & et ' pour des conditions de fonctionnement différentes. Les trajectoires ont été enregistrées :
• sur le rotor, à gauche du boîtier (position L) ;
• sur la bague flottante Type 1_1 (position 1) ;
![Figure 1-9. Résumé des forces exercées dans un joint à faces radiales, d’après [7].](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/14.892.211.690.732.1002/figure-résumé-forces-exercées-joint-faces-radiales.webp)
![Figure 2-12. Évolution du débit statique en fonction du Δ . 00.511.522.533.544.55012345678 9 10Qm[g.s-1]ΔP [bar]Type 1_1Type 1_2Type 2_1Type 2_2Type 2 Type 1](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/38.892.123.738.681.1054/figure-évolution-débit-statique-fonction-type-type-type.webp)
![Figure 2-14. Amplitudes et déphasages synchrones, Ω 100 Hz . 05101520253035404500.511.52Amplitude synchrone [µm]ΔP [bar]XLYLX1Y1X4Y4XRYR05010015020025030000.5 1 1.5 2Déphasage synchrone [°]ΔP [bar]XLYLX1Y1X4Y4XRYR010203040506000.511.52Amplitude synchrone](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/45.892.63.825.79.1002/amplitudes-déphasages-synchrones-amplitude-synchrone-déphasage-synchrone-amplitude.webp)
![Figure 2-16. Amplitudes et déphasages synchrones, Ω 200 Hz . 010203040506000.511.522.5Amplitude synchrone [µm]ΔP [bar]XLYLX1Y1X4Y4XRYR05010015020025000.51 1.5 2 2.5Déphasage synchrone [°]ΔP [bar] XLYL X1Y1X4Y4XRYR05101520253000.511.522.533.5Amplitude sync](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/46.892.86.812.64.525/amplitudes-déphasages-synchrones-amplitude-synchrone-déphasage-synchrone-amplitude.webp)
![Figure 2-20. Amplitudes et déphasages synchrones, Ω 100 Hz . 051015202530354000.511.522.5Amplitude synchrone [µm]ΔP [bar]XLYLX1Y1X4Y4XRYR05010015020025030000.51 1.5 2 2.5Déphasage synchrone [°]ΔP [bar]XLYLX1Y1X4Y4XRYR010203040506000.511.522.533.5Amplitude](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/49.892.77.808.61.525/amplitudes-déphasages-synchrones-amplitude-synchrone-déphasage-synchrone-amplitude.webp)
![Figure 2-22. Amplitudes et déphasages synchrones, Ω 200 Hz . 01020304050607000.511.522.533.544.5Amplitude synchrone [µm]ΔP [bar]XLYLX1Y1X4Y4XRYR05010015020025000.511.5 2 2.5 3 3.5 4 4.5Déphasage synchrone [°]ΔP [bar]XLYLX1Y1X4Y4XRYR051015202530354000.511.](https://thumb-eu.123doks.com/thumbv2/123doknet/7902671.264630/50.892.89.807.66.524/figure-amplitudes-déphasages-synchrones-amplitude-synchrone-déphasage-synchrone.webp)


