Commande prédictive expérimentale d'un modèle de cuisson de peinture en poudre par infrarouge
Texte intégral
Figure
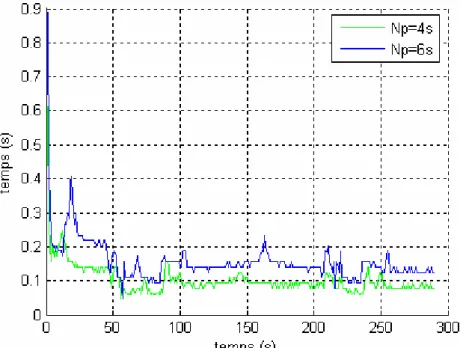

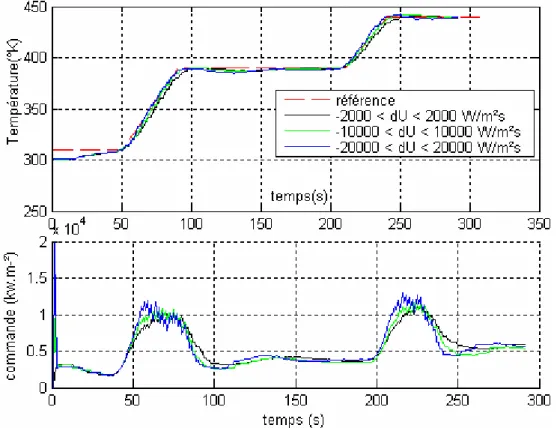
![Fig. 4.10 Vitesse de la commande compris entre [-10000,10000 W/m²s].](https://thumb-eu.123doks.com/thumbv2/123doknet/5523956.131939/46.892.221.672.108.435/fig-vitesse-la-commande-compris-entre-w-m.webp)


Documents relatifs
Le temps de début de prise doit être supérieur à 1h30 pour la classe 32,5 et à 1 heure pour les autres classes
Il suffit de saisir la viande, de la mettre sous vide avec le liquide de cuisson et de la placer ensuite dans l'iCombi Pro.. Il s'occupe
Il faudrait toutefois évaluer le nouvelles dépenses et recettes liées à l’exploitation de la machine dans l’autre service de l’entreprise et vérifier
Ce scénario décrit les processus qui surviennent lors des interventions de maintenance précédant généralement un avis de panne pour un objet technique (vous avez également
[r]
Depuis 2 heures vous avez préparé un bouillon bien corsé , réduisez le feu au maximum : le boudin doit prendre son temps pour cuire à tout petit bouillon ,à tous petits glouglous,
Prenez l’habitude, même si votre four a un plateau tournant, de bouger les éléments en cuisson ( petites secousses au plat qui font “tourner” les morceaux , remuer les morceaux
Pour les deux peintures considérées, l’utilisation d’une valeur constante pour le coefficient d’absorption de la peinture dans la commande prédictive à modèle
