HAL Id: tel-02959284
https://tel.archives-ouvertes.fr/tel-02959284
Submitted on 6 Oct 2020HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
Vers une meilleure prédiction des limites de formabilité
des matériaux polycristallins à structure hexagonale.
Mohamed Yassine Jedidi
To cite this version:
Mohamed Yassine Jedidi. Vers une meilleure prédiction des limites de formabilité des matériaux polycristallins à structure hexagonale.. Autre [cond-mat.other]. HESAM Université; Université de Sfax (Tunisie), 2020. Français. �NNT : 2020HESAE029�. �tel-02959284�
1
ÉCOLE DOCTORALE SCIENCES DES MÉTIERS DE L’INGÉNIEUR
[Laboratoire d’Étude des Microstructures et de Mécanique des Matériaux
–
Campus de Metz]
THÈSE
présentée par :
Mohamed Yessine JEDIDI
soutenue le : 30 Juillet 2020pour obtenir le grade de :
Docteur d’HESAM Université
préparée à :École Nationale Supérieure d’Arts et Métiers
Spécialité : Mécanique - Matériaux
Vers une meilleure prédiction des limites
de formabilité des matériaux polycristallins
à structure hexagonale
THÈSE dirigée par :
M. Farid ABED-MERAIM – M. Mohamed Taoufik KHABOU et co-encadrée par :
M. Mohamed BEN BETTAIEB – M. Anas BOUGUECHA
Jury
M. Taher FAKHFAKH, Pr, Ecole Nationale d’Ingénieurs de Sfax Président Mme. Elhem GHORBEL, Pr, Université de Cergy-Pontoise Rapporteure M. Chokri BOURAOUI, Pr, Ecole Nationale d’Ingénieurs de Sousse Rapporteur M. Salah MEZLINI, Pr, Ecole Nationale d’Ingénieurs de Monastir Examinateur M. Lakhdar TALEB, Pr, Institut National des Sciences Appliquées de Rouen Examinateur M. Mohamed Taoufik KHABOU, Pr, Ecole Nationale d’Ingénieurs de Sfax Examinateur M. Farid ABED-MERAIM, Pr, Ecole Nationale Supérieure d’Arts et Métiers Examinateur M. Mohamed BEN BETTAIEB, MCF, Ecole Nationale Supérieure d’Arts et Métiers Examinateur M. Mohamed HADDAR, Pr, Ecole Nationale d’Ingénieurs de Sfax Invité M. Anas BOUGUECHA, MCF, Ecole Nationale d’Ingénieurs de Gafsa Invité
T
H
È
S
E
À mes parents bien-aimés pour leurs sacrifices
À mes chers encadrants pour leurs conseils
Remerciements
Mes premiers remerciements sont adressés à M. Taher FAKHFAKH, Mme. Elhem GHORBEL, M. Saleh MEZLINI, M. Chokri BOURAOUI et M. Lakhdar TALEB pour avoir accepté dd’évaluer ce travail.
Je tiens à remercier profondément mes directeurs de thèse M. Mohamed Taoufik KHABOU, M. Farid ABED-MERAIM, et mes co-encadrants M. Mohamed BEN BETTAIEB et M. Anas BOUGUECHA, pour avoir dirigé cette thèse. Je tiens particulièrement à les remercier pour leur grande et constante disponibilité, la qualité de leurs conseils, leurs qualités humaines et la confiance qu’ils m’ont accordée durant ces quatre années. Soyez assurés du témoignage de mes sincères remerciements et de ma profonde estime.
Je remercie également le directeur du LAboratoire de Mécanique Modélisation et Productique (LA2MP) M. Mohamed HADDAR, pour m’avoir fait confiance en me donnant l’opportunité de réaliser une thèse en cotutelle entre l’École Nationale d’Ingénieurs de Sfax et l’École Nationale Supérieure d’Arts et Métiers de Metz.
Une grande pensée à ma mère Monia CHABCHOUB et mon père Ahmed JEDIDI, sans lesquels je ne serais pas arrivé là où je suis et pour lesquels je représente un exemple de réussite. Ce travail leur est dédié.
Enfin, j’exprime ma sincère reconnaissance à Ahmed BAKLOUTI, Mariem BESBES et Fares MEZGHANI pour leurs soutiens et leurs sincères conseils.
Résumé
Cette thèse a pour objectif d’étudier la ductilité des matériaux à structure cristallographique hexagonale qui sont couramment utilisés dans différents secteurs de l’industrie, telles que les industries aéronautique et aérospatiale. Après compréhension de la physique des différents mécanismes de plasticité, tels que le glissement et le maclage, plusieurs modèles de comportement sont identifiés et enrichis pour décrire d’une manière pertinente le comportement mécanique des matériaux à structure hexagonale, à savoir l’alliage de titane et l’alliage de magnésium. Ces modèles sont intégrés numériquement en développant des schémas numériques assurant à la fois la robustesse et la fiabilité de l’intégration temporelle. Ils sont ensuite couplés aux critères d’instabilités plastiques suivants : bifurcation générale, imperfection initiale de Marciniak-Kuczynski, bifurcation de Rice et critère par perturbation linéaire. L’effet de plusieurs phénomènes et paramètres mécaniques sur la prédiction de la ductilité est particulièrement analysé. Les résultats numériques, en termes de limites de formabilité, sont comparés avec des résultats expérimentaux. Après leurs validations, les différents outils numériques développés dans le cadre de cette thèse peuvent être utilisés comme outil d’aide à l'optimisation des procédés de mise en forme des matériaux à structure hexagonale.
Résumé en anglais
The aim of this thesis is to study the ductility of hexagonal close packed (HCP) materials, which are being increasingly used in a wide range of engineering applications (aircraft and aerospace industries). After the step of the understanding of the physical phenomena and the different mechanisms that contribute to the plastic deformation (plastic slip, twinning…), a set of constitutive frameworks are selected from the literature and improved. These different frameworks are numerically integrated by implementing numerical schemes ensuring the accuracy and the robustness of the time integration. The adopted models are then coupled with several plastic instability criteria: general bifurcation, initial imperfection approach of Marciniak-Kuczynski, Rice bifurcation theory, and linear perturbation method. The effect of some phenomena and mechanical parameters on the predicted ductility limits are particularly studied. The results obtained by phenomenological models are compared to various experimental results. Once fully developed, assessed and validated, the numerical tools based on the above-described modeling can be advantageously used to help in the optimization of mechanical properties (crystallographic texture…) in order to improve the formability of HCP materials.
Table des matières
Remerciements ... 3
Résumé ... 4
Résumé en anglais ... 5
Table des matières ... 6
Nomenclature ... 10
Liste des tableaux ... 19
Liste des figures ... 20
Introduction générale ... 24
1. Motivation industrielle ... 25
2. Problématique scientifique et objectifs ... 27
3. Cadre scientifique ... 28
4. Organisation du manuscrit ... 29
Revue bibliographique ... 32
1. Introduction ... 32
2. Bases de la modélisation du comportement plastique à froid des matériaux métalliques 33 2.1. Cinématique des grandes déformations ... 33
2.2. Anisotropie des tôles métalliques ... 34
2.3. Quelques critères de plasticité isotropes et anisotropes ... 35
2.4. Loi d’écoulement et loi d’écrouissage ... 38
3. Mécanismes de déformations ... 42
3.1. Mécanisme de maclage ... 42
3.2. Systèmes de glissement ... 43
4. Mécanisme d’endommagement ... 45
5.1. Phénomènes de striction ... 46
5.2. Striction diffuse ... 46
5.3. Méthodes expérimentales des courbes limites de formage ... 48
5.4. Méthodes théoriques des courbes limites de formage ... 50
6. Matériaux HCP ... 51
6.1. Caractéristiques des matériaux HCP ... 51
6.2. État actuel de la modélisation du comportement et de la ductilité des matériaux métalliques ... 51
7. Conclusions ... 55
Prédiction des limites de ductilité des matériaux HCP à l’aide d’une loi non-associée ... 57
1. Introduction ... 57
2. Étude théorique ... 58
2.1. Fonction de charge et fonction du potentiel plastique ... 58
2.2. AFR et non-AFR ... 60
2.3. Approche par imperfection initiale ... 61
3. Intégration numérique ... 63
3.1. Aspects algorithmiques ... 63
3.2. Algorithme implicite incrémental ... 64
4. Résultats et discussions ... 65
4.1. Validation des implémentations numériques ... 66
4.2. Prédiction des limites de ductilité de l’alliage de magnésium AZ31 ... 69
5. Conclusions ... 75
Prédiction des limites de ductilité des matériaux HCP à l'aide d'un modèle de plasticité à deux surfaces de charge ... 78
1. Introduction ... 78
2.1. Équations du modèle de comportement à deux surfaces de charge ... 79
2.2. Expression analytique du module tangent ... 82
2.3. Critères d’instabilités plastiques ... 86
3. Aspect algorithmique ... 87
3.1. Critères de bifurcation : GBC et RBC ... 87
3.2. Approche par imperfection initiale (approche M-K) ... 88
3.3. Algorithmes incrémentaux ... 89
4. Résultats numériques ... 92
4.1. Données matériau et facteur d'imperfection initiale ... 92
4.2. Validation des implémentations numériques ... 93
4.3. Prédiction des courbes limites de formage ... 94
4.4. Étude de sensibilité ... 99
4.5. Effet de la distorsion sur les CLFs ... 109
5. Conclusions ... 113
Étude comparative de la prédiction des limites de ductilité des matériaux HCP 115 1. Introduction ... 115
2. Revue de la littérature ... 116
3. Étude théorique ... 118
3.1. Fonction de charge de Cazacu ... 118
3.2. Fonction d’écrouissage ... 119
3.3. Loi d’écoulement ... 119
3.4. Équations d’équilibre et conditions de compatibilité et d’incompressibilité ... 120
3.5. Analyse d’instabilité ... 122
4. Aspects algorithmiques ... 124
5. Résultats et discussions ... 126
Conclusions générales ... 138
Bibliographie ... 142
Annexes ... 151
Résumé ... 160
Nomenclature
Les vecteurs et les tenseurs sont indiqués par des lettres et des symboles en gras. Les paramètres et les variables scalaires sont désignés par des lettres et des symboles non gras en italique.
Lettres et symboles 0
a Coefficient d’homogénéisation
a, b, c,
f
, g, h, et m Paramètres du matériau (Hill, 1979)
, , a ψ b ψ c ψ , 2222 0 U , 0 22 T , 0 1 A , 0 2 A et 0 3 AFonctions et paramètres de l’équation polynomiale det
0, ,
. 0
0. c ψ M P P , , , , , , , , et 0 0 0 0 0 0 0 0 0 0 11 22 33 12 11 22 12 act d d d d h Composantes du vecteur P0 p eqd Taux de déformation équivalente de
von-Mises
e Paramètre d’instabilité effective
H 0
e Épaisseur initiale dans la zone homogène
B 0
e Épaisseur initiale dans la zone de la bande
0
f Facteur d’imperfection initiale
11
g , g22, g33, g12, g21, g , 13 g31,g23
et g32
Composantes du tenseur gradient de vitesse
h Module d’écrouissage
act
h Épaisseur actuelle de la tôle
ini
h Épaisseur initiale de la tôle
j
Déterminant du gradient de transformation f11
l , l22, l33, l44, l55, l66, l12, l13 et l23 Composantes du tenseur L
m Exposant de sensibilité à la vitesse
11
n , n22, n , 33 n , 12 n , 21 n , 13 n ,31 n et 23 n Composantes du tenseur taux de contrainte 32 nominale
r
Coefficient d’anisotropie plastique0
r Coefficient de Lankford suivant la direction de laminage
45
r Coefficient de Lankford suivant la direction transverse courte
90
r Coefficient de Lankford suivant la direction transverse longue
r Coefficient de Lankford moyen
n t Temps initial 1 n t Temps final 0 t t Temps de la perturbation
, et
t t tΑ
B
C
Paramètres d’écrouissage identifiés par Yoonet al. (2013)
A, Bv , K, n0, σ et s 0 Paramètres de la fonction d’écrouissage exprimée par la loi de Swift
B Contrainte seuil le long de la direction normale
C
Paramètre du matériau en compression
(Cazacu et al., 2006)
T
Paramètre du matériau en traction (Cazacu et al., 2006)
Paramètre exprimant la vitesse de la
X
C , Xsat constantes du matériau utilisées dans la fonction d’écrouissage cinématique d’Armstrong–Frederick
E Module de rigidité (Module d’Young)
F, G, H, L, M et N Paramètres du matériau (Hill, 1948)
R Contrainte seuil
0
R , Hst,H , t Q1, Q2, b1 et b2 Paramètres du matériau de la fonction d’écrouissage développée par Steglich et al. (2016)
xx
T , Tyy et Txy Composantes du vecteur normal décrit dans le repère fixe
11
T , T et 22 T 12 Composantes du vecteur normal décrit dans le repère en rotation
X Contrainte seuil le long de la direction de laminage
Y Contrainte seuil le long de la direction transverse
R
V
, Mss, Mst, Mts et M tt Paramètres à calculer pour donner les conditions de Kuhn–Tucker en termes de vitesses (voir les détails dans l’Annexe A)t
Incrément de temps
Module tangent en respectant l’hypothèse des contraintes planes (2D)
α Scalaire exprimant la relation entre la
déformation et le rapport ρ
i
i
0,1, 2,3, 4
Coefficients nécessaires pourl'approximation des différents paramètres d’anisotropie
ρ Rapport des déformations mineure et majeure (Trajet de déformation)
1
Déformation principale dite majeure
2
Déformation suivant la direction de la largueur d’une éprouvette (Déformation secondaire dite mineure)
3
Déformation suivant la direction de la largeur d’une éprouvette
c
Valeur critique de la déformationa
Valeur absolue de la déformation Contrainte équivalente
eq
Contrainte équivalente de von-Mises
Equib
Contrainte équibiaxiale
xx
,
yy et
xy Contrainte de Cauchy dans le repère fixep eq
Déformation équivalente de von-Mises
y
τ Contrainte seuil de cisaillement
Coefficient de Poissonp
Déformation plastique équivalentep
Vitesse de déformation plastique équivalente
Multiplicateur plastique Angle d’orientation
0
Angle d’orientation initiale
FB
Équation de la condition de Kuhn–Tucker en
utilisant la reformulation de Fischer– Burmeister
y
τ Contrainte seuil de cisaillement
p
Fonction du potentiel plastique
Angle d’orientation concernant l’étude par
perturbations
c
Angle d’orientation critique concernantl’étude par perturbations
Rapport des épaisseurs intérieure etextérieure de la tôle initialement composée d’une imperfection géométrique
w
Nombre d'onde
Taux de croissance de la perturbation
c
Taux de croissance critique de la perturbation
x
, y et z Paramètres du matériau (Barlat et al., 1997)
1 σ ,σ et 2 σ 3 Contraintes principales de 11 σ , σ22, σ33, σ12, σ21, σ13, σ31, σ23 et σ32 Composantes de la contrainte 1 , 2, 3 Composantes principales 1 , 2 et 3 Composantes du tenseur L P
Perturbation appliquée à la tôle
0
P
Perturbation initiale appliquée à la tôle
, , , , , , , , 0 0 0 0 0 11 22 33 12 11 0 0 0 0 22 12 d d d d
Vecteurs et tenseurs
b Vecteur de Burgers
c Vecteur saut
d Tenseur taux de déformation
e
d Tenseur taux de déformation élastique
p
d Tenseur taux de déformation plastique
f Gradient de transformation
e
f Gradient de transformation élastique
p
f Gradient de transformation plastique
g Gradient de vitesse
g
Gradient de vitesse en respectant l’hypothèse des contrainte planesn
La normale à la surface de chargen Taux de contrainte nominale
X
n Direction de saturation utilisée dans la fonction d’écrouissage cinématique d’Armstrong–Frederick
n
Taux de contrainte nominale en respectantl’hypothèse des contraintes planes (2D)
r
Rotationw Taux de rotation
Matrice inverse de
e
C Tenseur d’élasticité d’ordre 4
1
C , C2, C3 et Cep Tenseurs exprimant le module tangent
0, ,
c ψ
M P Système linéaire du vecteur perturbé
O P Fonction non linéaire du vecteur perturbé
0
P Vecteur initial des inconnues concernant
l’étude par perturbations
Τ Matrice de passage
V Vecteur normal à la surface de charge due au
mécanisme de maclage ou aux modes de glissements
X,
X
Variable et vitesse d’écrouissagecinématique d’Armstrong–Frederick
inc
X Vecteur des inconnues
X
Vecteur global des inconnuesX Matrice exprimant le taux de contrainte de
Cauchy
Y Forme matricielle de la condition de Kuhn–
Tucker
eq
Y Vecteur des équations scalaires
Y
Vecteur global des équations scalairesModule tangent
p
sym Partie symétrique du module tangent
Matrice permettant de calculer Y
Contrainte de Cauchy
d
Contrainte déviatorique
Taux de contrainte de Cauchy
e
Vecteur taux de déformation plastique équivalenteΣ Contrainte de transformation linéaire
0
P
Vecteur de polarisation Opération 1 Inverse du tenseur
Dérivée du tenseur
T Transposé du tenseur
tr Trace du tenseur
δ Symbole de kronecker Indice et exposant ij i-ème ligne, j-ème colonne du tenseur
, , ,
Indices du tenseur
d’ordre 4 Tenseur
s t
,
Tenseur
s t
,
B
Le tenseur
exprimé dans la zone de la bande de la tôle étudiéeH
Le tenseur
exprimé dans la zonehomogène de la tôle étudiée
t
Le tenseur
exprimé quand le mécanisme de maclage est activé ‘twinning mechanism’s
Le tenseur
exprimé quand un ou plusieurs modes de glissements sont activés ‘slip systems’st
Le tenseur
exprimé quand un ou plusieurs modes de glissements et le mécanisme de maclage sont activés simultanémentLa notation de Voigt utilisée dans ce travail est donnée par les composantes suivantes :
Liste des tableaux
Tableau 1.1. Systèmes de glissement d’un monocristal ... 44 Tableau 2.1. Paramètres mécaniques de l’alliage de magnésium AZ31 (les paramètres de type
contrainte sont exprimés en MPa). ... 66
Tableau 2.2. Valeurs maximales de
γ
H et ε11H en fonction de 0 pour quelques trajets .. 70Tableau 3.1. Paramètres d’écrouissage et d’anisotropie de l’alliage de magnésium AZ31 (les
paramètres de type contrainte sont exprimés en MPa) ... 92
Tableau 3.2. Coefficients du tenseur L ... 106s Tableau 3.3. Valeurs numériques des coefficients i nécessaires pour l'approximation des
différents paramètres d’anisotropie ... 110
Tableau 4.1. Paramètres d’écrouissage d’un alliage d’aluminium (Dudzinski et Molinari, 1991)
... 126
Tableau 4.2. Paramètres mécaniques de l’alliage de magnésium Mg-Li 4% (les paramètres de
type contrainte sont exprimés en MPa) ... 128
Tableau 4.3. Paramètres mécaniques de l’alliage de magnésium Mg-Li 4% pour 3 niveaux de
Liste des figures
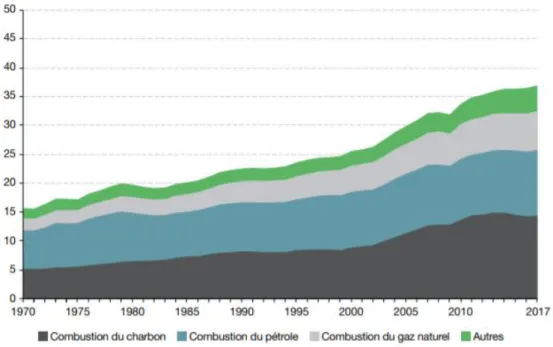
Fig. 0.1. Émissions de CO2 par combustible dans le monde en Gt CO2/ an ... 25
Fig. 0.2. Expression du besoin sur le plan environnemental ... 26
Fig. 0.3. Exemples d’opérations de mise en forme ... 26
Fig. 0.4. Exemples d’utilisation des matériaux HCP dans le domaine industriel ... 27
Fig. 1.1. Effet de l’écrouissage et ses trois types [Teaca, 2009] ... 39
Fig. 1.2. Lois d’écoulement ... 41
Fig. 1.3. Étapes de constitution de maclage [Thiriet, 2010] ... 43
Fig. 1.4. Structure cristalline hexagonale [Balcaen, 2013] ... 45
Fig. 1.5. Courbes Limites de Formage (CLF) typiques, en emboutissage et en formage incrémental [Balcaen, 2013] ... 47
Fig. 1.6. Types de réseaux de grilles [Col, 2004] ... 49
Fig. 1.7. Couplage entre une approche de modélisation et un critère d’instabilité ... 50
Fig. 2.1. Schéma de l’approche par imperfection initiale ... 62
Fig. 2.2. Validation de la prédiction numérique pour l’alliage AZ31 ... 67
Fig. 2.3. Comparaison entre le modèle formulé par l’AFR et non-AFR pour l’alliage de magnésium AZ31 suivant la direction de laminage (RD) ... 69
Fig. 2.4. Évolution de d33B / d33H en fonction de ε11H pour différents trajets ... 72
Fig. 2.5. CLFs analytique et numérique ... 72
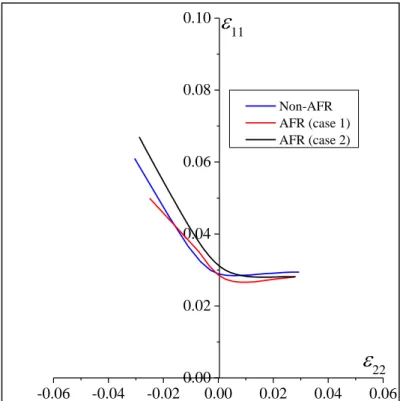
Fig. 2.6. Comparaison entre les deux concepts ; AFR (cas 1, cas 2) et non-AFR en termes de l’évolution du rapport d33B / d33H en fonction de ε11H pour les essais de traction uniaxiale et équibiaxiale ... 74
Fig. 2.7. CLFs en utilisant les concepts AFR (cas 1, cas 2) et non-AFR ... 75
Fig. 3.1. Scénarios possibles pour l’activation des différents modes de déformations ... 82
Fig. 3.2. Validation de l'algorithme d'intégration ... 94
Fig. 3.4. Condition de l’apparition de la striction diffuse par GBC et de la localisation par RBC
et l’approche M-K ... 97
Fig. 3.5. Comparaison entre les prédictions obtenues par 3 critères d’instabilités pour l’alliage
de magnésium AZ31 ... 98
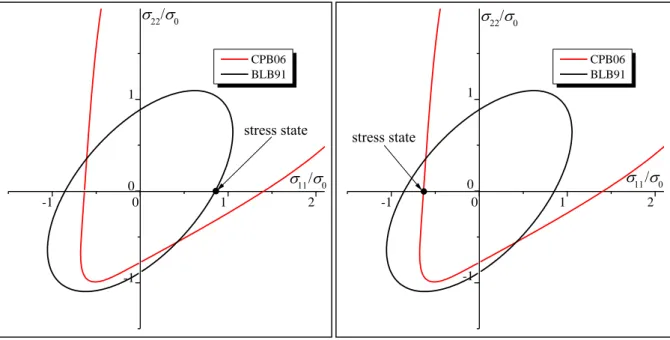
Fig. 3.6. Effet du paramètre d’asymétrie k sur les surfaces de charge ... 100 Fig. 3.7. Effet du paramètre d’asymétrie k sur la déformation plastique équivalente en glissement
s et en maclage
t ... 101Fig. 3.8. Effet du paramètre d’asymétrie k sur les conditions d’instabilités plastiqueset les CLFs ... 103
Fig. 3.9. Effet du paramètre d’asymétrie k sur eq et le module d’écrouissage h ... 105
Fig. 3.10. Effet des composantes du tenseur de transformation linéaire en glissement L .. 107s Fig. 3.11. Effet du coefficient d’homogénéisation as ... 108
Fig. 3.12. Surfaces de charge de l’alliage de magnésium AZ31 pour plusieurs niveaux de
déformation plastique équivalente en maclage ... 110
Fig. 3.13. Évolution des paramètres d’anisotropie ... 111 Fig. 3.14. Effet de la distorsion sur la CLF prédite par l’approche M-K ... 112 Fig. 4.1. Perturbation linéaire dans une tôle mince ... 120 Fig. 4.2. Comparaison entre les simulations numériques et les résultats de Dudzynski et
Molinari (1991) ... 127
Fig. 4.3. Surfaces de charge expérimentales (points) et ajustées numériquement (ligne continue)
de l’alliage de magnésium Mg-Li (4% Li) ... 128
Fig. 4.4. Effet du paramètre d’instabilité effective ... 129 Fig. 4.5. Moment d’apparition de la localisation pour des essais de traction uniaxiale, plane,
bi-axiale et équibibi-axiale (e=20) ... 130
Fig. 4.6. Surfaces de charge expérimentales et ajustées numériquement pour l’alliage de
magnésium Mg-Li (4% Li) tenant compte de la distorsion ... 131
Fig. 4.8. Apparition de la localisation pour les essais de traction uniaxiale, plane, bi axiale et
équibiaxiale et comparaison entre la technique de perturbation linéaire et l’approche de ductilité M-K ... 134
Liste des annexes
Annexe A. Calcul des dérivées : s /
, t /
, Mss, Mst, Mtset Mtt. ... 152
Annexe B. Équations à résoudre pour la prédiction de la limite de ductilité des matériaux
minces ... 155
Annexe C. Calcul des dérivées : 2 2
1. Motivation industrielle
Le coût élevé des matières premières, d’une part, et les préoccupations environnementales ayant pour but de réduire les dégagements de dioxyde de carbone CO2 (Fig. 0.1), d’autre part, mettent actuellement les industriels sous fortes pressions.
Fig. 0.1. Émissions de CO2 par combustible dans le monde en Gt CO2/ an
[Baude et al., 2019]
Pour résoudre ces problèmes, les industriels ainsi que les chercheurs essaient de réduire le coût de fabrication des produits finis en allégeant leurs structures et en limitant leurs composants dans les industries mécaniques. Ceci permet d’avoir des impacts positifs sur le plan environnemental (Fig. 0.2), d’où la préservation de l’environnement. Tout cela pousse les chercheurs et les industriels à utiliser de nouveaux matériaux et à développer de nouvelles méthodes visant, entre autres, à mieux optimiser les limites de ductilité de ces matériaux métalliques.
Fig. 0.2. Expression du besoin sur le plan environnemental
Dans les dernières décennies, plusieurs chercheurs et industriels ont effectué des expériences sur plusieurs matériaux, comme les nuances d’acier et les alliages d’aluminium, qui possèdent une bonne résistance mécanique et une limite d’élasticité élevée pour estimer les limites de ductilité des tôles. Dans ces matériaux, plusieurs défauts peuvent être présents lors des opérations de mise en forme. À titre d’exemple de mise forme, on peut citer l’emboutissage et le laminage, comme présentés dans Fig. 0.3.
(a). Emboutissage profond d’une tôle (b). Opération de laminage
Cette limitation de formabilité est causée par l’apparition de striction, de fissuration ou de plissements qui aboutissent au rejet de la pièce ou à effectuer des modifications très coûteuses. Afin d’éviter ces problèmes, l’idée de commercialiser des produits légers et par conséquent moins coûteux s’était imposée. De ce fait, nous proposons d’utiliser des matériaux légers du point de vue mécanique ; à titre d’exemple, les matériaux à structures hexagonales possédant une faible densité et une haute résistance mécanique. Avant l’utilisation de ces matériaux dans l’industrie, des modélisations permettant d’estimer leur comportement ainsi que l’utilisation de méthodes de prédiction de leur limite de ductilité doivent être effectuées.
2. Problématique scientifique et objectifs
Grâce à leurs propriétés physiques et mécaniques intéressantes, les matériaux à structure cristallographique hexagonale, appelés plus brièvement HCP (Hexagonal Close Packed), sont de plus en plus utilisés dans les industries de pointe, telles que les industries automobiles, aéronautiques, aérospatiales, etc, comme il est indiqué dans Fig. 0.4. Le magnésium qui appartient à cette famille de matériaux est caractérisé par une faible densité massique et une résistance mécanique élevée. Le titane aussi est caractérisé à la fois par sa bonne résistance thermique et contre la corrosion. Cependant, les matériaux hexagonaux sont généralement caractérisés par une faible formabilité, en particulier à température ambiante, d’où la nécessité de mieux maitriser leurs caractéristiques mécaniques afin de proposer des solutions industrielles permettant d’augmenter leur limite de formabilité.
(a). Carosserie des voitures en alliage de Magnesium
(b). Turbocompresseur d’avions en alliage de Titane
Sachant que la plupart de ces matériaux sont utilisés sous forme de tôles minces ; ainsi, la capacité de déformation souhaitée de ces tôles est définie par la formabilité du matériau, d’où l’importance de l’évaluation de la formabilité de ces tôles minces pour les applications industrielles.
La modélisation du comportement mécanique est l’une des phases principales requises pour maîtriser la formabilité du matériau. Elle permet en effet de décrire l'évolution des contraintes en fonctions des déformations appliquées à une sollicitation donnée. La faible formabilité des matériaux HCP est due aussi bien à la forte anisotropie plastique à l’échelle cristalline qu’à la présence du mécanisme de maclage. Ces deux aspects provoquent rapidement le phénomène de striction localisée qui se manifeste juste avant la rupture brutale de la tôle au cours de la sollicitation. Par conséquent, il est indispensable d’utiliser un critère de striction diffuse ou localisée ayant pour objectif la prédiction de l'apparition d’instabilités plastiques pour minimiser le risque de rupture de la tôle étudiée.
Le modèle de comportement du matériau et le critère de localisation utilisé présentent donc deux étapes pertinentes pour prédire la formabilité. Par conséquent, nous pouvons prédire la limite de ductilité dans l’espace des déformations principales dans le plan de la tôle. Cette limite de ductilité, dite aussi limite de formabilité, a été proposée dès le vingtième siècle au travers du concept de courbes limites de formage (appelées plus brièvement CLFs). Dans le cadre de ce travail, un modèle de comportement phénoménologique est utilisé pour modéliser le comportement mécanique des matériaux. Le choix du modèle est lié au type de la structure cristalline de notre matériau à utiliser.
L’objectif de cette thèse est d’étudier la formabilité des matériaux à structure cristallographique hexagonale. Cette étude, à mener numériquement, est basée généralement sur un couplage entre un modèle de comportement phénoménologique et un critère d’instabilité plastique.
3. Cadre scientifique
La présente thèse est un projet de recherche développé entre le laboratoire de Mécanique, Modélisation et Productique (LA2MP) à l’École Nationale d’Ingénieurs de Sfax (Tunisie) et le laboratoire d'Etude des Microstructures et de Mécanique des Matériaux (LEM3, UMR-CNRS 7239) qui regroupe les équipes de recherche en mécanique et matériaux du centre Arts et Métiers de Metz, de l'Université de Lorraine et du CNRS (France). Elle a pour objectif la
4. Organisation du manuscrit
Les travaux effectués cherchent à apporter des éléments de réponse à la question suivante :
Quelle est la meilleure façon de prédire la limite de ductilité des matériaux à structure hexagonale ?
L’objectif considéré étant la prédiction de la limite de formabilité des matériaux HCP, plusieurs sous-questions sont alors posées telles que :
i- Quels critères de plasticité faut-il prendre en considération afin de modéliser le comportement du matériau étudié ?
ii- Comment choisir le critère d’instabilité plastique ? iii- Comment prédire la ductilité des matériaux HCP ? Le mémoire de thèse se compose des quatres chapitres suivants :
Le chapitre 1, réservé à une étude bibliographique, expose les travaux de recherche déjà réalisés pour traiter la problématique posée. Les différentes notions abordées dans cette thèse sont alors définies. Ce chapitre s’interesse aux outils utilisés de modélisation du comportement et de prédiction de la ductilité d’un matériau métallique. À la fin de ce chapitre, une présentation du stade actuel de la recherche et une série de conclusions reprennent les points clés de l’étude bibliographique afin de positionner notre approche par rapport aux différents travaux de recherche.
Le chapitre 2 s’intérésse à la prédiction, à l’aide d’une loi non-associée, de la limite de ductilité des matériaux HCP. A cette fin, la modélisation du comportement de ce type de matériaux est effectuée en se basant sur le critère de plasticité Hill’48 et en tenant compte de la loi d’écoulement non-associée. Ce critère est couplé numériquement par l’approche par imperfection initiale de Marciniak et Kuczynski. Les équations constitutives sont résolues suivant un algorithme implicite afin de prédire la formabilité de l’alliage de magnésium AZ31. Les résultats obtenus sont validés après une étude comparative par rapport aux applications expérimentales de Ahn et Seo (2018).
Le chapitre 3 propose une prédiction de la limite de ductilité des matériaux HCP à l'aide d'un modèle de plasticité à deux surfaces de charge en tenant compte des modes de glissements et du mécanisme de maclage. Cette méthodologie est basée sur le couplage entre critères d’instabilités plastiques et modèles de plasticité. Elle est complétée par une étude de sensibilité et d’analyse de l’effet de la distorsion de la surface de charge sur la prédiction de CLFs. En
premier lieu, les résultats permettant de modéliser le comportement du matériau sont validés et comparés aux résultats de Steglich et al. (2016) avant d’effectuer l’étude de sensibilité et la prédiction des CLFs.
Le chapitre 4 est dédié à une étude comparative sur la prédiction de la limite de ductilité des matériaux HCP, en se basant sur la modélisation du comportement de ce type de matériaux par le critère de plasticité CPB06, le plus utilisé pour ce type de matériaux. Ensuite, deux critères d’instabilités plastiques indépendants (l’approche M-K et la technique par perturbation linéaire) sont couplés au modèle étudié. Une comparaison entre ces deux critères est effectuée pour prédire numériquement les CLFs, et une validation préalable de notre modèle dans le cas isotrope est effectuée en se basant sur l’étude de Dudzinski et Molinari (1991).
Ce manuscrit est clôturé par une conclusion générale et quelques perspectives pour récapituler et analyser les contributions de la thèse. L’intérêt de la combinaison des méthodes de résolution est alors analysé tout en proposant des perspectives d’amélioration dans des travaux futurs.
Revue bibliographique
L’objet de ce chapitre est d’exposer les notions de bases, les principaux outils pour notre étude et les travaux de recherche qui ont été menés pour apporter des éléments de réponse à la problématique posée dans l’introduction générale. Cet état de l’art permet d’apporter un référentiel scientifique pour mieux positionner notre contribution par rapport aux travaux de recherche antérieurs qui traitent du même sujet.
1. Introduction
La modélisation du comportement d’un matériau métallique est basée sur les conditions du matériau pendant le passage de l’écoulement élastique au comportement élastoplastique. Dans le cas d’une sollicitation uniaxiale, le passage de l’élasticité à la plasticité s’effectue lorsque l’effort centrale appliqué dépasse la limite d’élasticité du matériau. Par contre, pour les sollicitations multiaxiales, il est indispensable de choisir un modèle de comportement qui permet de déterminer la relation entre les efforts pour traduire l’état où le matériau est sollicité à la limite du domaine plastique. Le modèle de comportement d’un matériau est présenté par un critère de plasticité isotrope ou anisotrope et il dépend de l’anisotropie de l’échantillon étudié.
On commence par présenter quelques équations de base, une définition de l’anisotropie et une vision synthétique des modèles constitutifs développés pour modéliser le comportement des matériaux métalliques. Nous abordons la loi d’écrouissage et la loi d’écoulement associée et non-associée qui permettent respectivement d’augmenter la résistance à l’écoulement plastique et de prédire la nature de l’écoulement. En outre, une présentation de l’endommagement et des mécanismes de déformation dans les textures cristallographiques des matériaux métalliques est effectuée. Après la modélisation du comportement des matériaux métalliques, notre objectif est d’assurer une prédiction de la limite de ductilité de ces matériaux. Ainsi, le concept de courbes limites de formage est défini et les deux méthodes expérimentale et théorique sont bien présentées. À la fin de ce chapitre, nous donnons les caractéristiques des matériaux à structure hexagonale (matériaux HCP) qui sont étudiés et utilisés dans notre sujet de thèse, ainsi que le stade actuel atteint par les recherches sur la ductilité des matériaux HCP.
2. Bases de la modélisation du comportement plastique à froid des
matériaux métalliques
2.1. Cinématique des grandes déformations
La modélisation constitutive adoptée dans la plupart de notre étude est considérée comme indépendante du temps ‘Rate independant formulation’ et elle est formulée en grandes déformations. La présentation de cette formulation est basée sur une décomposition multiplicative du gradient de transformation f :
e. p,
f f f (1.1)
tel que f est le produit de la partie élastique fe et plastique fp.
Suite à cette décomposition multiplicative du gradient de transformation, le gradient de vitesse g s’écrit :
1
.
.
g f f
(1.2)Le gradient de vitesse est décomposé aussi d’une manière additive en une partie symétrique et une partie anti-symétrique, notées respectivement d et w :
.
g d w
(1.3)Une approche pratique pour garantir le principe d’objectivité consiste à utiliser des dérivées objectives pour les variables tensorielles (Sidoroff et Dogui, 2001). Ce principe est adopté permettant ainsi de conserver des formes simples pour les équations constitutives. Il consiste à reformuler ces équations en termes de variables compensées dans un repère en rotation. Dans le présent travail, une approche co-rotationnelle basée sur la dérivée objective de Jaumann est utilisée. Par conséquent, les tenseurs sont exprimés dans un repère en rotation, de sorte que leurs dérivées temporelles matérielles peuvent être utilisées dans les équations constitutives. La rotation
r
, qui définit le repère en rotation par rapport au repère fixe, est déduite du taux de rotation w (partie anti-symétrique de g) par :.
T
,
r r
w
(1.4)La vitesse de déformation d est la somme des vitesses de déformation élastique de et plastique dp avec :
e p
d d d (1.5)
La relation entre les taux de contrainte et de déformation élastique est décrite par la loi hypo-élastique suivante :
:
e e
C
d
(1.6)où Ce est le tenseur d’élasticité d’ordre 4.
2.2. Anisotropie des tôles métalliques
Les procédés de fabrication conjugués à l’orientation préférentielle des cristaux produisent des tôles métalliques qui n’ont pas les mêmes propriétés mécaniques suivant les différentes directions. Ces propriétés mécaniques du matériau peuvent être modélisées par rapport à la direction de la largeur (direction transverse long) et la direction de l’épaisseur lors d’un essai de traction uni-axiale. Les deux directions transverses, court et long, et la direction de laminage forment trois plans de symétrie orthogonaux d’une tôle présentant une anisotropie particulière appelée orthotropie. La déformation d’une tôle soumise à un emboutissage est affectée par l’anisotropie à cause de la différence entre les propriétés mécaniques de cette tôle. L’anisotropie de la tôle est définie par le coefficient d’anisotropie plastique
r
résultant du rapport entre la déformation dans la direction de la largeur d’une éprouvette à section rectangulaire 2 et celle de la même éprouvette dans la direction de l’épaisseur 3 avec :2 3
r .
(1.7)
Le coefficient d’anisotropie
r
appelé aussi coefficient de Lankford est déterminé par un essai de traction d’une éprouvette taillée dans la tôle. Le coefficient de Lankford varie suivant les directions transverses court et long et la direction de laminage et le coefficient moyen r dans le plan de la tôle est défini par la relation :2 4
0 90 45
r r r
sachant que r , r0 45 et r90 sont respectivement les coefficients de Lankford suivant les directions de laminage, transverse court et transverse long. Ces coefficients peuvent être déterminés à l’aide de trois essais de traction sur une éprouvette coupée à 0°, 45° et 90° par rapport à la direction de laminage.
2.3. Quelques critères de plasticité isotropes et anisotropes
Pour parvenir à déterminer numériquement le comportement d’un matériau métallique, plusieurs critères peuvent être utilisés, tel que le critère isotrope de Tresca (1864). Avec ce critère, la contrainte équivalente s’exprime de la manière suivante :
1 2 2 σ3 1 3
2 ymax σ σ , σ , σ σ τ ,
(1.9)où σ1, σ et 2 σ sont les contraintes principales et 3 τy la contrainte seuil de cisaillement simple.
Le passage du comportement du matériau d’un état élastique à un état plastique a lieu lorsque la contrainte équivalente atteint une certaine valeur critique. Pour le critère de plasticité de Von Mises, la contrainte équivalente est donnée par la relation suivante :
1
² ² ²
2 σ1 σ2 σ2 σ3 σ3 σ1 .
(1.10)Dans l’espace des contraintes principales
σ ,σ ,σ1 2 3
, les critères de Tresca et de Von Mises sont respectivement représentés sous la forme d’un prisme à section hexagonale et d’un cylindre à section circulaire.Nous nous intéressons dans nos travaux aux matériaux à faible épaisseur qui sont caractérisés, lors du procédé de laminage, par une évolution des orientations des grains. Ceci nous incite à les classer comme étant des matériaux de type anisotrope. En effet, plusieurs chercheurs ont essayé d’étudier l’évolution des surfaces d’écoulement à partir de l’anisotropie.
Une extension du critère de von Mises permet d’obtenir le plus ancien critère d’anisotropie appelé critère quadratique de Hill (1948). Ce critère d’anisotropie se formule par l’équation de Hill, exprimée sous la forme d’une contrainte équivalente :
2 2 2 2 2 2
1 2 2 2 2 F σ22 σ33 G σ33 σ11 H σ11 σ22 Lσ23 Mσ13 Nσ12 , (1.11)où F, G, H, L, M et N sont des paramètres d’anisotropie du matériau, qui composent la matrice de Hill.
L’identification de ces six paramètres, exprimés en fonction des trois coefficients de Lankford
0 45
r , r et r90, est rendue possible grâce aux essais de traction dans les trois directions de laminage, transverse court et transverse long.
La relation (1.11) représente l’équation d’une ellipse dont les longueurs d’axes dépendent du coefficient d’anisotropie. Cependant, la représentation de la condition de plasticité par une ellipse n’est pas réalisable pour certains matériaux tels que l’Aluminium, le Titane, etc. Pour y remédier, Hill a conçu en 1979 un critère de plasticité non-quadratique (Hill, 1979). Ce critère non-quadratique est exprimé par une contrainte équivalente décrite par une équation de forme non quadratique pour donner une surface de plasticité déformée telle que :
1 m m m m 1 2 3 1 1 2 m m m 1 2 3 2 3 1 3 1 2 f σ σ g σ σ h σ σ , a 2σ σ σ b 2σ σ σ c 2σ σ σ (1.12)
où
f
, g, h, a, b, c et m sont des paramètres du matériau.Récemment, Barlat et al. (1991) ont proposé un critère de plasticité qui tient compte de la forte anisotropie et de l’asymétrie entre la traction et la compression du matériau. Ce critère est basé sur la technique de la transformation linéaire du tenseur des contraintes, tel que :
1 1 2 0 0 0 0 / a a a a 1 2 2 3 1 3 , (1.13)où
1 ,
2 et
3 sont les composantes principales du tenseur Σ
1
2
3
,qui est exprimé en fonction de la contrainte de Cauchy comme :
L Τ
,
(1.14)
11 12 13 12 22 23 13 23 33 44 55 66 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 l l l l l l l l l l l l L (1.15)
et la matrice de passage Τ exprimée par : 2 1 1 0 0 0 1 2 1 0 0 0 1 1 2 0 0 0 1 0 0 0 3 0 0 3 0 0 0 0 3 0 0 0 0 0 0 3 T (1.16)
Une deuxième écriture du critère anisotrope de Barlat est présentée dans l’étude de Barlat et al. (1997) en utilisant trois coefficients matériau, le coefficient d’homogénéisation a et les 0 paramètres d’anisotropie du tenseur , L tel que :
1 1 2 0 0 0 0 / a a a a x 1 2 y 2 3 z 1 3 . (1.17)
Cazacu et al. (2006) ont tenu compte de la forte anisotropie des matériaux et de l’asymétrie du comportement entre la traction et la compression du matériau, et particulièrement des matériaux à structure hexagonale (HCP). L’effet de l’asymétrie sur la surface de plasticité est représenté par l’équation suivante de Cazacu et al. (2006) sous la forme de la contrainte équivalente :
1 0 0 0 0 / a a a a C ,T 1 k 1 2 k 2 3 k 3 (1.18)où C ,T est un paramètre matériau exprimé en fonction du tenseur L , k décrit l’asymétrie
du comportement et
1 ,
2 et
3 sont les valeurs propres du tenseur .Pour une sollicitation en traction et en compression, les paramètres en traction T et en compression C sont exprimés respectivement comme suit :
1 1 0 0 0 0 1 1 2 2 3 3 a T a a a , k k k (1.19)
1 1 0 0 0 0 1 1 2 2 3 3 a C a a a , k k + k (1.20)où T et C sont des paramètres exprimés en fonction des composantes suivantes du tenseur de transformation : 2 1 1 2 1 1 2 1 1 , . 3 3 3 3 3 3 3 3 3 1 l11 l12 l13 2 l12 l22 l23, 3 l13 l23 l33 (1.21)
Ce critère (Cazacu et al., 2006) présente le cas particulier suivant :
Si
T
C 32 , a0 2, k 0 et L Id, on obtient le critère de Von Mises (1913). Le développement de n’importe quel modèle de comportement mécanique nécessite, outre le critère de plasticité et la contrainte équivalente, une loi d’écrouissage valable pour tous les matériaux métalliques, dont l’effet est présenté dans le paragraphe suivant.2.4. Loi d’écoulement et loi d’écrouissage
2.4.1. Loi d’écrouissage
La déformation plastique conduit à une évolution de la surface de charge. Cette évolution est induite par l’écrouissage. On distingue trois types d’écrouissage qui sont l’écrouissage isotrope, l’écrouissage cinématique et l’écrouissage mixte. Un écrouissage est de type isotrope s’il décrit l’évolution de la taille de la surface seuil de plasticité, et dans ce cas le matériau subit un durcissement. Cependant, dans le cas où la surface de charge se déplace dans l'espace des contraintes principales, il existe un durcissement dans certaines directions et un adoucissement dans d'autres (effet Bauschinger), et dans ce cas l’écrouissage est dit cinématique. L’écrouissage est considéré être de type mixte dans le cas où nous avons une combinaison de l’écrouissage isotrope et de l’écrouissage cinématique. La Fig. 1.1 schématise l’effet de l’écrouissage sur l’allure de la loi de comportement en traction ainsi que les trois types d’écrouissage.
Les relations entre les contraintes et les déformations dans le domaine plastique sont non linéaires, alors que ces relations sont linéaires et exprimées par la loi de Hooke dans le domaine élastique.
La relation linéaire de Hooke est représentée par le module de Young E et le coefficient de Poisson
:
tr 1 2 3 1 1 2 e e ij ij ij E σ ε ε δ , i, j , , ,
(1.22)où εe est le tenseur de déformation élastique.
(a). Effet de l’écrouissage sur la loi de comportement du matériau en traction
(b). Écrouissage isotrope (c). Écrouissage cinématique
(d). Écrouissage mixte
Fig. 1.1. Effet de l’écrouissage et ses trois types [Teaca, 2009]
La relation de comportement non linéaire est représentée par l’introduction d’une loi d’écrouissage. La fonction la plus usuelle est la loi de Swift exprimée sous la forme de la contrainte seuil (initialement égale à la limite d'élasticité initiale σ ), telle que : 0
La loi de Swift
p
n00
RK . (1.23)
D’autres lois d’écrouissage isotrope peuvent être utilisées pour décrire l’évolution de la surface de charge, telles que :
La loi de Hollomon pn RK . (1.24) La loi de Voce
1 p
s v Rσ Aexp B .
. (1.25) La loi de Marciniak
p
0 RA+ B ln ε
. (1.26)où K, n, A, B v σ et s ε0 sont les coefficients spécifiques à chaque loi, et
p est la déformation plastique équivalente.L’évolution de la plasticité en utilisant la variable d’écrouissage cinématique peut être définie par la loi non-linéaire d’Armstrong–Frederick, telle que :
X sat
C X X ,
X n X (1.27)
avec CX et Xsat deux constantes du matériau,
le multiplicateur plastique et n la direction Xde saturation.
2.4.2. Loi d’écoulement
Dans la littérature, il existe deux types de lois d’écoulement, l’une associative et l’autre non-associative. La loi d’écoulement associée (loi de normalité) stipule que la vitesse de déformation plastique dp est normale à la surface de charge au cours de la déformation. Cependant, la loi d’écoulement non-associée stipule que la vitesse de déformation plastique est normale à la surface du potentiel, et que la surface de charge et la surface du potentiel ne sont pas égales comme il est montré dans la Fig. 1.2 (Wu et al., 2019).
(a). Loi d’écoulement associée (b). Loi d’écoulement non-associée
Fig. 1.2. Lois d’écoulement
La loi utilisée dans le chapitre qui va suivre est dite non-associative, c’est à dire que la fonction de charge permet de prédire la nature de l’écoulement et la fonction du potentiel permet de définir la direction de la vitesse de la déformation plastique. Pour le reste de ce manuscrit, la loi d’écoulement utilisée est dite associative. La loi d’écoulement doit être utilisée pour calculer la vitesse de la déformation plastique dp lors d’un chargement en utilisant le multiplicateur plastique
avec : , p d n (1.28)où
n
est la normale à la surface de charge.Dans le cas d’une loi non-associée, le potentiel plastique et la fonction de charge sont définis d’une façon indépendante et la vitesse de déformation plastique est normale à la surface du potentiel plastique (Fig. 1.2). Ainsi, la vitesse de déformation plastique est exprimée par l’équation suivante : , p d n (1.29)
où est la fonction du potentiel plastique.
À l’aide de la loi de normalité et de la loi non-associée, la condition de Kuhn–Tucker permet de décrire le critère de charge en se basant sur
, et la contrainte seuil R avec :0, 0 0
R , . .
En cas d’écoulement plastique d’un matériau soumis à une sollicitation donnée, la texture cristallographique de ce matériau subit un changement suite au déclenchement des mécanismes de déformation. Bien que notre étude se limite à une étude macroscopique qui ne tient pas compte de l’orientation ni des interactions des grains, nous soulignons l’effet de l’orientation des réseaux cristallographiques sur l’écrouissage des matériaux. Nous croyons que cette influence est loin d’être négligeable pour les matériaux métalliques et plus particulièrement pour les matériaux HCP à cause de l’asymétrie importante du comportement entre les essais de traction et de compression.
3. Mécanismes de déformations
Lors d’une déformation plastique des matériaux cristallins, un mouvement de dislocations est observé dans les structures cristallographiques des matériaux. Généralement, deux types de dislocations sont observés appelés le glissement et la montée des dislocations. Le glissement est un mouvement conservatif qui peut se produire à basse et à haute température. Néanmoins, la montée des dislocations se produit seulement à température élevée. Les matériaux à forte anisotropie et plus particulièrement les matériaux à structure hexagonale se déforment plastiquement suivant le glissement des dislocations et le mécanisme de maclage.
3.1. Mécanisme de maclage
Chaque matériau va subir un cisaillement au niveau des cristaux. Ce cisaillement se produit entre deux plans, un plan maclé et un autre non maclé, qui apparait en tant que plan médiateur fonctionnant comme un plan de symétrie. Cette sollicitation, qui n’est pas négligeable, en particulier pour les matériaux à structure hexagonale, est due au phénomène de maclage. Le taux de cisaillement induit est donné par la géométrie du système de maclage (plan d’orientation cristallographique de maclage) dans la maille cristalline. La Fig. 1.3 présente le phénomène de maclage avec ses deux plans maclé et non maclé, et le plan de symétrie dont la direction s’effectue à l’aide d’un vecteur appelé vecteur de Burgers b possédant un seul sens (maclage unidirectionnel).
Fig. 1.3. Étapes de constitution de maclage [Thiriet, 2010]
L’activation du mécanisme de maclage ne s’effectue que dans des conditions particulières de déformation, notamment dans le cas des déformations importantes à basses températures et dans le cas d’essais de traction-compression.
3.2. Systèmes de glissement
Les systèmes de glissement sont tous conservatifs car ils ne nécessitent pas de transport de matière. Ils s'effectuent de proche en proche par la rupture et le recollement des liaisons atomiques. Ce mouvement est particulièrement efficace pour propager la déformation, et se produit généralement sous une faible contrainte extérieure, mais sans autre apport énergétique. Parmi les systèmes de glissement, nous présentons le glissement aux joints de grain et le glissement cristallographique.
3.2.1. Glissement aux joints de grain
Plusieurs travaux de recherche ont montré que le mécanisme de déformation à chaud (200°C) est effectué par le glissement aux joints de grains, et que les hautes températures facilitent la production de ce type de glissement. Pour être explicite, considérons deux grains de même ou de nature chimique différente. Le mouvement par cisaillement des deux grains définit la présence d’un système de glissement aux joints des grains, comme le montrent Rosenhain et Humfrey (1913) qui ont été les premiers à avoir expliqué que le mouvement par cisaillement de deux grains, identiques ou de natures chimiques différentes, est à l’origine du phénomène de glissement au niveau du joint de grains. Ils ont en effet montré que les glissements au niveau des joints sont proportionnels à la taille des déformations et à la vitesse des sollicitations.
3.2.2. Glissement cristallographique
La déformation par maclage est un mécanisme présent principalement dans les déformations à froid. Par contre, les glissements aux joints de grains sont généralement présents dans les
déformations à chaud. Un autre mécanisme observé avant le 20éme siècle, en négligeant le changement de volume, est lié à la présence de déformations inélastiques au travers de la plasticité isochore, et ce pour tout type de matériaux métalliques. Ce mécanisme est appelé glissement cristallographique et le phénomène physique associé se manifeste à une échelle macroscopique par des mouvements de dislocations dans des plans et des systèmes de glissement sous l’effet d’une contrainte suffisante produisant un léger déplacement orienté par le vecteur de Burgers b . Cette contrainte est appelée contrainte résolue τ, elle est inférieure à la contrainte critique résolue de cisaillement τC appelée CRSS « Critical Resolved Shear Stress ».
Nous avons déjà mentionné que, réellement, les mécanismes de déformations ne doivent pas être négligés afin d’avoir des résultats bien précis dans la modélisation de la loi de comportement. Pour cela, une formulation via un modèle de plasticité tenant compte du mécanisme de maclage et des systèmes de glissement avec deux surfaces d'activation est élaborée dans le présent manuscrit pour atteindre l’objectif du troisième chapitre. Le Tableau
1.1 présente les plans et les directions de glissement pour les structures cristallines cubiques à
face centrée (CFC), cubique centrée (CC) et hexagonale compacte (HCP). Parmi les plans et les directions présentés dans le Tableau 1.1, quelques exemples sont schématisés sur la Fig.
1.4.
Tableau 1.1. Systèmes de glissement d’un monocristal
Structure Cristalline Plans de glissement Direction de glissement Exemples de matériaux
CFC
111 110 Al, Cu, Ni…CC

![Fig. 1.4. Structure cristalline hexagonale [Balcaen, 2013]](https://thumb-eu.123doks.com/thumbv2/123doknet/2846327.70064/46.892.161.735.102.274/fig-structure-cristalline-hexagonale-balcaen.webp)