i
Modélisation des opérations du secteur électrolyse de l’aluminerie
Alcoa Deschambault dans le but d’améliorer la productivité de
l’aluminerie en situation d’augmentation d’ampérage
Mémoire
Valérie Veilleux
Maîtrise en génie mécanique
Maître ès sciences (M. Sc.)Québec, Canada
ii
Modélisation des opérations du secteur électrolyse de l’aluminerie Alcoa Deschambault dans le but d’améliorer la productivité de l’aluminerie en situation
d’augmentation d’ampérage
Mémoire
Valérie Veilleux
Sous la direction de :
Louis Gosselin, directeur de recherche
iii
Résumé
Une bonne planification et un bon contrôle des opérations ayant lieu dans une aluminerie sont cruciaux pour atteindre un haut niveau de performance et de productivité dans l'usine. Compte tenu du grand nombre de processus impliqués dans le secteur de l’électrolyse, de leur complexité ainsi que de leurs interrelations, il est loin d'être trivial d'évaluer les impacts causés par un changement d’ampérage dans les cuves d’électrolyse sur la capacité opérationnelle de l’usine. Dans le présent travail, un modèle de simulation basé sur la méthode à événements discrets est développé pour analyser la gestion des opérations dans le secteur de l’électrolyse. Les entrées du modèle sont l’aménagement des installations, les horaires de travail, les temps de déplacements et de traitement, la disponibilité et la capacité des équipements tels que les creusets, les ponts roulants, etc., et la liste des cuves à traiter en fonction des demandes de la fonderie. Le modèle a été validé avec les données de l'usine. Les résultats de la simulation incluent des détails sur les opérations effectuées au cours d’une période de 12 heures, soit le temps d'un quart de travail et le moment où elles ont été complétées. La simulation fournit également des informations pertinentes telles que l'incapacité opérationnelle à respecter la planification. En se basant sur le contexte actuel de l’aluminerie Alcoa Deschambault, la recherche permet de démontrer qu'il est possible, avec les ressources actuelles, de soutenir des augmentations de 5% et 10% d’ampérage dans les cuves d’électrolyse. Les travaux contribuent de plus à démontrer la façon de déployer correctement des véhicules autoguidés pour le transport des anodes afin de bien répondre aux besoins de l’entreprise. Le modèle de simulation proposé dans ce mémoire peut donc être considéré comme un outil puissant d’aide à la décision pour tester différents scénarios et ainsi conduire à des décisions bénéfiques à court et à long terme.
iv
Summary
A good planning and control of the operations involved in a smelter is crucial for achieving a high-level of performance and productivity for the plant. Given the large number of processes involved in a smelter, as well as their complexity and interrelationships, it is far from trivial to evaluate the real impact that a change to the cell amperage may have on work organization and schedules, equipment capacities and replacement, etc. In the present work, a simulation model based on the discrete event method is developed to analyze the operations management in a potroom. The inputs to the model are the plant layout, the work schedule, the travel and process times, the availability and the capacity of equipment such as crucibles, cranes, etc., and the list of required cells to be tapped, based on the cast house requirements. The model was validated with plant data. Results of the simulation include some details concerning the operations performed within a 12-hour period, a work shift duration, and the time at which they were completed. The simulation also provides information such as the operational incapacity to respect the planning when applicable. Based on the actual context of the Alcoa Deschambault’s smelter, the research
demonstrates that it is possible, with current resources, to support an increase of 5% or 10% of amperage. Furthermore, it shows how auto-guided vehicles for the transport of the anodes could be implemented regarding the needs of the company. The proposed simulation model can therefore be viewed as a powerful tool to test different scenarios and lead towards profitable short-term and long-short-term planning decisions.
v
Table des matières
Résumé ... iii
Summary ... iv
Tables des figures ... vi
Table des tableaux ... vii
Remerciements ... viii
Avant-propos ... ix
Chapitre 1 Introduction ... 1
Chapitre 2 Revue de la littérature ... 4
2.1 Aluminium ... 4
2.2 Recherche opérationnelle et simulation appliquées au secteur de l’aluminium... 8
2.3 La simulation ... 11
Chapitre 3 L’entreprise ... 15
Chapitre 4 Méthodologie ... 19
Chapitre 5 Modèle de simulation ... 25
5.1 Éléments physiques ... 25
5.2 Coulée ... 27
5.3 Changement d’anodes ... 31
5.4 Calorifugeage ... 35
5.5 Ajout de AlF3 et de bain ... 37
5.6 Relevage cadre ... 38
5.6 Division du travail ... 40
Chapitre 6 Analyses de divers scénarios et résultats ... 41
6.1 Scénario 0 : Situation actuelle ... 42
6.2 Scénario 1 : Augmentation d’ampérage de 5 % ... 45
6.3 Scénario 2 : Augmentation d’ampérage de 10 % ... 49
6.4 Scénario 3 : Intégration des véhicules autoguidés pour le transport des cabarets d’anodes ... 51
Chapitre 7 Conclusion et discussion ... 55
Bibliographie ... 58
vi
Tables des figures
Figure 2.1 Répartitions mondiales de la production d'aluminium primaire pour 2016 1 ... 5
Figure 2.2 Opérations liées à la production primaire d'aluminium ... 6 Figure 3.1 Représentation schématique des principales étapes de la production
d'aluminium primaire ... 16 Figure 4.1 Étapes de la méthodologie du projet ... 21 Figure 5.1 Représentation générale de la zone de production de l'aluminerie Alcoa Deschambault ... 25 Figure 5.2 Chemin suivi par un creuset pour réaliser l’opération de la coulée... 28 Figure 5.3 Image du modèle Simio de diverses opérations de la coulée ... 28 Figure 5.4 Probabilités d'occurrences des différentes vitesses de récolte d'aluminium (kg Al/s) prise durant les observations comparées à la loi triangulaire utilisée dans le modèle ... 30 Figure 5.5 Chemin suivi par une anode pour réaliser l’opération des changements
d’anodes ... 31 Figure 5.6 Image du modèle Simio d’un cabaret d’anode en attente durant l’opération de changement d’anodes ... 32 Figure 5.7 Illustration d'une cuve d'électrolyse vue de haut ... 33 Figure 5.8 Chemin pour réaliser l’opération de calorifugeage ... 36 Figure 5.9 Chemin pour réaliser l’opération d'ajustement de niveau d'AlF3 et de bain .. 37
Figure 5.10 Chemin pour réaliser l’opération de relevage cadre ... 38 Figure 6.1 Chemin que suivent les véhicules autoguidés ... 52
vii
Table des tableaux
Table 2.1 Opérations affectées par l’augmentation d’ampérage et leur impact ... 7
Table 5.1 Comparaison entre la simulation et les observations du temps de traitement de creusets pour la validation de l'opération de la coulée dans le modèle ... 31
Table 5.2 Comparaison entre la simulation et les observations du temps de changement d’anodes pour la validation de l'opération de changement d'anodes dans le modèle .. 35
Table 5.3 Comparaisons entre la simulation et les observations du temps de relevage cadre validation de l'opération de relevage cadre ... 39
Table 6.1 Résultats d'analyses générales du scénario 0 ... 43
Table 6.2 Résultats d'analyse de la coulée du scénario 1 pour l'allée A ... 47
Table 6.3 Résultats d'analyse de la coulée du scénario 1 pour l'allée B ... 48
Table 6.4 Résultats d'analyses générales du scénario 2 ... 50
viii
Remerciements
Pour leur confiance, leur appui et leurs disponibilités durant ce projet, je tiens à remercier mes directeurs de maîtrise Louis Gosselin et Nadia Lehoux. Je remercie également le partenaire industriel Alcoa Deschambault et Jayson Tessier pour le projet de recherche ainsi que tous les employés qui m’ont accompagnée et aidé lors de mes observations. Je souhaite aussi souligner la confiance et le soutien financier du FRQNT et du REGAL dans ce projet.
Je remercie ma famille pour leurs nombreux encouragements et mon conjoint pour sa patience et son soutien tout au long de mon cheminement.
ix
Avant-propos
Pour des besoins de confidentialités, aucune information jugée privée par l’entreprise Alcoa Deschambault n’est dévoilée dans ce mémoire. Ce document ne contient donc aucun détail précis sur les paramètres de l’usine Alcoa Deschambault, de ses équipements ou de ses employés. Les données récoltées et analysées ne sont pas présentées explicitement dans le document.
1
Chapitre 1 Introduction
Le secteur de l’aluminium est un domaine faisant face à une forte compétition internationale. Un des principaux enjeux pour chaque aluminerie est de constamment augmenter sa production. Pour ce faire, depuis 1886, les alumineries utilisent le procédé Hall-Héroult afin de transformer l’alumine en aluminium selon l’équation de réduction suivante :
2Al2O3 + 3C → 4Al + 3CO2
Cette réaction se déroule à l’intérieur de cuves d’électrolyse et nécessite un apport important de courant électrique continu lors du procédé de transformation. Or, dans l’optique d’accroître leur production, les alumineries cherchent à augmenter le courant électrique qui circule dans les cuves d’électrolyse. De cette façon, le taux de production du procédé Hall-Héroult est plus élevée et donc, le rythme de production augmente.
L’augmentation d’ampérage dans une aluminerie amène plusieurs impacts au niveau des cuves d’électrolyse en modifiant les équilibres thermiques, magnétiques, électriques, etc., ce qui demande divers ajustements pour assurer le bon fonctionnement des cuves. Ces changements relatifs aux réacteurs eux-mêmes ne sont pas l’objet du présent mémoire. Toutefois, en changeant le rythme de production des cuves d’électrolyse, ce sont aussi toutes les opérations connexes qui sont affectées. Par exemple, les anodes de carbone sont consommées plus rapidement et donc, nécessitent d’être remplacées plus fréquemment. Dans le même ordre d’idée, les opérations de récolte d’aluminium, de relevage cadre, d’ajout de bain et de AlF3 sont amenées à être effectuées plus souvent.
Or, ces tâches impliquent plusieurs travailleurs et équipements dont la logistique diffère, ce qui fait en sorte que le pilotage devient rapidement complexe. Ainsi, avant de procéder
2
à l’augmentation d’ampérage dans le secteur d’électrolyse, il est primordial de procéder à l’étude des impacts de ce changement sur l’ensemble des opérations du secteur.
Le travail réalisé dans le cadre de ce mémoire utilise la simulation par événements discrets afin d’étudier les changements apportés par l’augmentation d’ampérage dans les cuves d’électrolyse. En se basant sur le contexte réel de l’aluminerie Alcoa Deschambault, la recherche veut démontrer s’il est possible ou non, avec les ressources actuelles, de supporter des augmentations de 5% et 10% d’ampérage. Dans un autre ordre d’idée, l’entreprise désire évaluer la possibilité d’implanter des véhicules autoguidés pour le transport de ses cabarets d’anodes.
Ainsi, en utilisant le logiciel Simio, la recherche veut d’abord représenter la réalité de l’aluminerie Alcoa Deschambault. Pour ce faire, de nombreuses observations terrain ont été effectuées afin de déterminer les paramètres physiques et mathématiques du modèle. Celui-ci a ensuite été validé par l’entreprise et utilisé afin de simuler les différents scénarios identifiés précédemment.
Cet ouvrage est l’un des premiers travaux publics de simulation à évènements discrets adapté au secteur de l’aluminium. Il contribue à faire avancer l’état des connaissances des alumineries sur les méthodes de simulation ainsi que sur les possibilités d’analyses que celles-ci peuvent offrir. Suite aux analyses, les résultats présentés dans ce mémoire vont démontrer qu’il est possible d’augmenter l’ampérage dans les cuves de 5% et 10%, la charge de travail supplémentaire pouvant être supportée par les ressources actuelles de l’entreprise du point de vue opérationnel. Toutefois, le bilan sur l’intégration de véhicules autoguidés n’est pas aussi favorable. Les résultats ont établi qu’un minimum de 8 véhicules autoguidés serait nécessaire pour répondre à la demande de l’usine. Ainsi, selon l’analyse présentée dans ce mémoire, ce projet ne semble pas avantageux pour l’entreprise d’un point de vue économique.
3
Afin de bien résumer l’ensemble du travail réalisé au cours de cette étude, le mémoire débute avec une brève revue de la littérature sur le contexte des alumineries, sur les travaux de modélisation précédemment réalisés dans ce secteur et sur la simulation par évènements discrets. Le travail enchaîne avec un bref portrait général de l’entreprise. Ensuite, il décrit la méthodologie utilisée pour construire et analyser le modèle de simulation et ses diverses adaptations. En premier lieu, c’est un modèle fidèle à la réalité de l’aluminerie Alcoa Deschambault qui est bâti. Puis, en apportant diverses modifications, les scénarios sont développés et analysés. Ces scénarios consistent, dans un premier temps, à étudier la faisabilité des opérations quotidiennes en situation d’augmentation d’ampérage dans la salle des cuves d’électrolyse. Le dernier scénario étudie s’il y a un gain potentiel pour l’entreprise à acquérir des véhicules autoguidés pour ses opérations de changements d’anodes. Finalement, le travail se conclut avec un retour sur les résultats.
4
Chapitre 2 Revue de la littérature
La première section de ce chapitre vise à situer le sujet de cette étude par rapport au contexte du secteur de l’aluminium. De plus, afin de bien comprendre les opérations modélisées dans la simulation, une brève description des étapes de production est faite, suivie par un résumé des travaux mathématiques de modélisation des opérations dans le domaine de la production primaire d’aluminium. Enfin, une introduction à la simulation par évènements discrets est présentée.
2.1 Aluminium
Le Canada est le troisième plus grand producteur d’aluminium primaire au monde, avec environ 3 millions de tonnes produites par an1. La présence des alumineries au Canada,
et plus spécifiquement au Québec, vient du fait que l’énergie y est abondante et peu coûteuse. Au Québec, l’aluminium constitue un secteur industriel stratégique, avec environ 30 000 emplois qui y sont reliés et des exportations de près de 7 milliards $. Dans sa stratégie de développement de l’aluminium 2015-2025, le gouvernement du Québec s’est d’ailleurs engagé à appuyer les projets des producteurs d’aluminium primaire afin de contribuer à leur compétitivité. La figure 2.1 présente la répartition mondiale de la production d’aluminium primaire pour 2016. On remarque que l’Amérique du Nord se retrouve derrière la Chine et la région du Conseil de coopération du Golfe Arabique. La Chine possède à elle seule plus de la moitié de la production mondiale, ce qui illustre grandement la compétition internationale dans le secteur.
5
Figure 2.1 Répartitions mondiales de la production d'aluminium primaire pour 2016 1
La production d’aluminium primaire se déroule à l’intérieur de cuves d’électrolyse. Les étapes de production sont identifiées dans la figure 2.2. Le procédé de transformation est décrit en détail dans l’article de Haupin (1983) et l’historique des changements technologiques du procédé sont présentés dans l’article de Tarcy et al. (2011). En résumé, de l’alumine est dissoute dans un mélange à 960oC de cryolite et d’AlF3 appelé
bain et qui se trouve dans la cuve d’électrolyse. Des anodes sont déposées dans un mélange liquide communément appelé le bain. Le fond de la cuve agit comme une cathode, ce qui permet au courant électrique de circuler dans la cuve. La réaction électrochimique introduite au chapitre 1 se produit dans la cuve en consommant le carbone des anodes et en rejetant du CO2 gazeux sur le dessus de la cuve. Ceci s’appelle
le procédé Hall-Héroult et permet de transformer l’alumine en aluminium. L’aluminium liquide créé se dépose au fond de la cuve. Il faut ensuite récolter ce produit afin de le mettre en forme de lingots d’aluminium solide ou en tout autre produit souhaité.
6
Figure 2.2 Opérations liées à la production primaire d'aluminium
Un élément capital dans ce procédé de fabrication est l’alimentation en électricité des cuves d’électrolyse. Le procédé Hall-Héroult demande en effet un fort ampérage dans les cuves, ce qui fait de la production primaire une industrie particulièrement énergivore. Comme le secteur de l’aluminium est très compétitif et comme les coûts de construction de nouvelles installations sont colossaux, les alumineries cherchent constamment à augmenter la quantité de métal produit dans leurs installations existantes. Pour ce faire, elles cherchent principalement à augmenter l’ampérage dans les cuves puisque la consommation d’électricité est directement reliée au rythme de production de l’aluminium.
Toutefois, un changement du rythme de production entraine plusieurs conséquences. D’abord d’un point de vue technique, il y a beaucoup de risques quant à l’équilibre thermique de la cuve, aux variations des champs magnétiques, etc. D’un point de vue plus opérationnel, le contrôle et la planification doivent aussi s’adapter aux changements. Par exemple, en augmentant l’ampérage et ainsi le rythme de production, il faut récolter plus d’aluminium liquide dans les cuves et couler plus de lingots. Aussi, les anodes seront consommées plus rapidement et il faut donc les changer plus régulièrement. Les impacts sur les opérations reliés à l’augmentation d’ampérage sont résumés dans le Tableau 2.1. Ces impacts ont été étudiés et analysés par l’entreprise Alcoa elle-même. Il faut noter que d’autres facteurs peuvent aussi influencer ces opérations. Toutefois, ce mémoire n’en fait pas la description détaillée.
7
Table 2.1 Opérations affectées par l’augmentation d’ampérage et leur impact
Opération Description de l’opération Impact occasionné par
l’augmentation d’ampérage Récolte
d’aluminium (aussi appelé la coulée)
Récolter à l’aide d’un creuset l’aluminium liquide se trouvant dans le fond de la cuve
d’électrolyse
La production d’aluminium est plus rapide, il faut donc récolter une plus grosse quantité pour le même délai de récolte
Changement d’anodes
Remplacer des anodes usées par des anodes neuves dans la cuve d’électrolyse
Les anodes sont consommées plus rapidement, il faut donc les changer plus fréquemment
Calorifugeage Recouvrir les anodes changées
d’un mélange de calorifugeage
Il y a plus de changements d’anodes, donc plus de calorifugeage
Remplissage d’AlF3
Ajouter de l’AlF3 à l’intérieur de la
cuve
La production d’aluminium est plus rapide, il faut donc
approvisionner la cuve plus souvent
Relevage cadre
Relever le cadre qui tient les anodes en fonction du niveau d’aluminium dans les cuves d’électrolyse
La production d’aluminium est plus souvent, le niveau
d’aluminium monte plus rapidement, il faut relever le cadre des anodes plus rapidement
La recherche exposée dans ce mémoire intègre toutes les opérations et les impacts décrits dans le tableau précédent. La simulation représente un moyen peu risqué pour l’entreprise d’étudier les conséquences possibles d’un changement avant de réellement l’implanter en usine.
8
2.2 Recherche opérationnelle et simulation appliquées au secteur de
l’aluminium
Bien que la simulation des opérations démontre des avantages intéressants pour tous les domaines industriels, elle n’a été que peu utilisée pour les alumineries. Les premiers travaux mathématiques ayant été développés pour le secteur de l’aluminium ont été réalisés par Nicholls et al. (1993). Ils furent les premiers à adapter un modèle mathématique intégrant la disponibilité et la capacité des ressources afin de planifier les changements d’anodes. Leurs travaux ont permis à une aluminerie de Portland de prendre des décisions de gestion plus précises notamment pour les changements à apporter à la planification et pour l’évaluation de l’impact de tels changements.
Par la suite, en 1997, les premières approches d’optimisation de la coulée d’aluminium ont été décrites par Tuck (1997). Il applique une méthode nommée «cell batching problem
» à une aluminerie de Nouvelle-Zélande. Cet algorithme permet de mieux planifier la récolte d’aluminium dans les cuves en fonction de la pureté du métal désirée. Avec cette nouvelle méthode de planification, l’aluminerie de Nouvelle-Zélande a pu améliorer de 10% la qualité de son aluminium produite et devenir plus compétitive.
Plus tard, Ryan (1998) et Piehl (2000) ont simplifié les travaux de Tuck et décrété que le problème pouvait se résoudre plus naturellement comme un problème de partition (Set
Partitioning Problem (SPP)).
D’autres recherches en 2001 ont continué à se concentrer sur la gestion et la planification de la coulée d’aluminium. Voorhis et al. (2001) ont cherché à développer un logiciel basé sur la méthode de séparation/évaluation (Branch-and-Bound) afin de générer la séquence de récolte et d’évaluer la performance de la planification de la coulée pour le département
9
de fonderie d’une aluminerie. Ils ont toutefois conclu que sans programme de simulation, il est impossible de prendre une décision en prenant en considération toutes les contraintes complexes de l’aluminerie. Ceci vient démontrer pour la première fois que des algorithmes mathématiques ne sont pas nécessairement en mesure de prendre en compte tous les phénomènes d’interactions entre les opérations d’une aluminerie. Les modèles de simulation à évènements discrets semblent ainsi bien positionnés pour répondre à cette problématique. Enfin, toujours dans le but d’optimiser la production, Duman et al. (2008) ont développé un algorithme de colonies de fourmis afin d’effectuer l’ordonnancement de la récolte d’aluminium.
À cette étape, il est important d’expliquer la différence entre la modélisation mathématique et la simulation. D’abord, les modèles mathématiques cherchent à expliquer des résultats concrets par un ensemble d’équations logiques reliées entre elles. Il s’agit donc de faire l’étude d’un phénomène connu dont les résultats sont mesurables. D’un autre côté, la simulation cherche à prédire des résultats inconnus à partir d’équations connues. Cette dernière est donc utilisée lorsque l’on ne peut pas mesurer les résultats ou qu’il y a énormément d’interactions complexes dans le système à l’étude. Toutefois, il y a des liens très forts entre la modélisation et la simulation. Généralement, la modélisation mathématique fournit des équations qui sont utilisées pour simuler les éventuelles interactions d’un système. La simulation utilise ces équations afin de prédire le comportement du système dans le temps.
Les premiers travaux reposant sur des approches mathématiques, adaptés au secteur de l’aluminium, ont permis d’ouvrir la voie aux méthodes de recherche et d’amélioration moderne. Toutefois, comme le mentionne Harton (2010): « Ces modèles n’ont pas été en mesure de modéliser la complexité des contraintes réelles du système à l’étude. La seule façon d’y parvenir est par la simulation ». À notre connaissance, W. Harton est le premier chercheur à avoir fait la simulation du flux d’aluminium dans une aluminerie. Il affirme que
10
la gestion de ces flux fournit une occasion d’augmenter les revenus sans altérer les processus de base qui produisent le métal. L’objectif est donc d’utiliser les ressources le plus efficacement possible pour produire le type d’alliage le plus profitable pour l’entreprise. Ses simulations permettent de voir comment les décisions stratégiques affectent les opérations quotidiennes d’une aluminerie et comment elles impactent l’efficacité globale du système.
Avec l’avènement du concept de Lean Manufacturing, Meijer (2011) explique que le développement de modèles de simulation adaptés à la logistique des alumineries mérite d’être étudié plus amplement, car il représente une importante solution de réduction de coût :
«Combining discrete modeling with the advanced models of cell simulation open up a new area of research in which the material flow can be optimized, towards the need of the individual cell. Since anode changing and metal tapping are important parameters that influence the stability of a cell, such an attempt can create a more efficient use of assist and higher productivity of the smelter. » Meijer (2011) p. 423.
En 2013, Eick et al. (2013) ont développé un modèle de simulation dynamique pour aider à la planification des opérations et de la logistique nécessaire dans le cadre d’un projet d’expansion d’une aluminerie. Pour leurs travaux, ils ont utilisé le logiciel POSES ++. Celui-ci offre un environnement de modélisation et de simulation pour les systèmes à événements discrets. Ils concluent que la simulation est un outil visuel qui peut prédire la réalité avec une précision raisonnable.
11
2.3 La simulation
Comme le mentionne Banks et al. (2005), la simulation est une imitation des opérations d’un procédé ou d’un système réel évoluant dans le temps. En effet, la simulation permet d’étudier le comportement d’un système dynamique. En général, un modèle de simulation repose sur un ensemble d’hypothèses concernant le fonctionnement global d’un système. Une fois le modèle créé et validé, il est alors possible de prédire les effets de diverses altérations sur le système étudié et de proposer des recommandations. Par exemple, la simulation peut être utilisée afin de prédire la performance d’un nouveau système soumis à différentes contraintes.
La modélisation du système à étudier dans un tel contexte ne fait alors pas référence à un modèle mathématique pur. Il s’agit plutôt d’une modélisation où la logique et les relations entre les entités d’un système sont intégrées. Pour citer Banks et al. (2005):
«In some instances, a model can be developed which is simple enough to be “solved” by mathematical methods. […] However, many real-world systems are so complex that models of theses systems are virtually impossible to solve mathematically. In these instances, numerical, computer-based simulation can be used to imitate the behavior of the system over time. » Banks et al. (2005) p.3
Ces types de modèles sont donc très utilisés dans le cadre d’un projet étudiant un système complexe où un modèle mathématique ne serait pas suffisant pour bien prendre en considération toutes les relations logiques et dynamiques existantes. Naylor et al. (1966) et Shannon (1998) ont identifié 11 principales raisons expliquant dans quelles occasions la simulation est un outil à utiliser :
12
1. La simulation permet d’étudier et d’expérimenter les interactions internes d’un système complexe ou d’un sous-système dans un système complexe ;
2. Il est possible de simuler des changements de type informationnel, organisationnel et environnemental et d’étudier leurs effets sur le comportement d’un système ; 3. Les connaissances acquises lors de la conception d’un modèle de simulation sont
utiles pour suggérer des améliorations au système ;
4. Faire des modifications sur les variables d’entrées de la simulation et étudier les résultats sortants donne une idée précieuse des variables les plus importantes et de leurs interactions ;
5. La simulation peut être utilisée comme dispositif pédagogique dans l’étude des solutions analytiques ;
6. La simulation permet d’expérimenter de nouvelles conceptions avant leur mise en œuvre et d’éviter des investissements importants de ressources ;
7. La simulation peut être utilisée pour vérifier des solutions d’ordre analytique ; 8. La simulation des différentes fonctionnalités d’un équipement aide à déterminer
ses exigences futures ;
9. Les modèles de simulation conçus pour des fins de formation rendent l’apprentissage possible sans les coûts et les perturbations occasionnés par une formation avec un instructeur, en plus d’être utilisables plus d’une fois ;
10. La simulation peut être utilisée comme outil de visualisation grâce à ses animations ;
11. La simulation est la seule option pour traiter les systèmes modernes dont les interactions internes sont de plus en plus complexes.
Les modèles de simulation offrent beaucoup d’avantages, mais aussi quelques inconvénients. Voici une liste faite par Pegden et al. (1995) relevant les principaux avantages de la simulation :
13
1. Plusieurs scénarios de changements politiques, procéduraux, organisationnels, etc. peuvent être explorés sans perturber les opérations en cours du système réel ;
2. Il est possible de tester l’intégration de nouveaux équipements ou aménagement sans engager les ressources réelles pour leurs acquisitions ;
3. Le temps peut être compressé ou étendu pour permettre une accélération ou un ralentissement des phénomènes sous enquête ;
4. Il est possible d’obtenir des informations sur les interactions entre les variables ; 5. Il est possible d’obtenir des informations sur l’importance des variables sur la
performance du système ;
6. L’analyse du goulot d’étranglement peut être effectuée ;
7. La simulation permet d’aider à comprendre comment fonctionne réellement le système plutôt que de se fier aux croyances des gens ;
8. Il est possible de répondre aux questions « qu’est-ce qui se passerait si ? »
Et voici une liste des principaux inconvénients :
1. La conception d’un modèle de simulation nécessite une formation spécialisée. C’est un art qui s’acquiert avec le temps et l’expérience ;
2. Les résultats donnés par la simulation peuvent parfois être difficiles à interpréter en raison de l’utilisation de variables aléatoires ;
3. La conception et l’analyse d’un modèle de simulation peuvent prendre beaucoup de temps et donc occasionner des coûts importants.
De plus, il faut ajouter à cette liste que les logiciels de simulation sont souvent dispendieux et que peu de gens maitrisent bien de tels outils.
14
Pour terminer cette introduction à la simulation, il est important de noter que l’un des éléments primordiaux d’un bon modèle de simulation est sa validité. Pour que les résultats des expériences soient considérés valables, il faut d’abord que le modèle représente le plus possible la réalité modélisée. Pour cela, la précision du modèle doit être considérée comme acceptable. Toutefois, cela représente parfois une difficulté puisque tous les projets de simulation présentent des caractéristiques différentes et uniques. Selon Sargent (2013), il existe quelques techniques pratiques pour vérifier et valider un modèle de simulation. Par exemple, la technique de validation d’évènements consiste à reproduire un événement réel et à comparer les résultats obtenus de la simulation avec ceux de la réalité. Une autre technique consiste à faire valider les résultats de son modèle de simulation par une partie prenante externe au travail. La prochaine section du mémoire s’attardera à la présentation du cas d’études simulé durant la recherche, soit l’aluminerie Alcoa de Deschambault.
15
Chapitre 3 L’entreprise
Le modèle de simulation développé dans ce mémoire est basé sur la réalité de l’une des alumineries du groupe Alcoa. Cette entreprise américaine est le troisième plus grand producteur d’aluminium au monde tout juste derrière Rusal et Rio Tinto Alcan. Au Québec, Alcoa emploie plus de 2500 personnes et a enregistré un chiffre d’affaires de 2,2 G$ en 20152.
L’ensemble des usines au Canada de ce producteur d’aluminium primaire possède une capacité de production de plus de 3,5 millions de tonnes métriques par années. Depuis 1888 3, cette entreprise fait la production d’aluminium primaire puis moule l’aluminium afin
d’obtenir principalement des lingot-T et des plaques de feuilles d’aluminium. Ceux-ci sont destinés aux fonderies de fabrication de pièces moulées. Elle fait aussi la fabrication de billettes, destinées aux extrudeurs pour la fabrication de profilés pour l’industrie du transport et de la construction 4.
Alcoa est présente à toutes les étapes de fabrication de l’aluminium. Pour obtenir de l’aluminium primaire, il faut d’abord extraire de la bauxite qui est un minerai naturel. Ensuite, à partir cette matière, il est possible d’extraire de l’alumine. Enfin, grâce au procédé d’électrolyse Hall-Héroult, il est possible de fabriquer de l’aluminium primaire. Ces étapes sont représentées de façon schématique à la figure 3.1.
16
Figure 3.1 Représentation schématique des principales étapes de la production d'aluminium primaire
Pour commencer, l’entreprise est propriétaire de sept mines de bauxite dans le monde et exploite quatre d’entre elles. Sa mine de Huntly en Australie est d’ailleurs la deuxième plus grande mine de bauxite au monde. Son réseau des mines de bauxite est stratégiquement situé à proximité des principaux marchés de l’Atlantique et du Pacifique. Leurs positions leur permettent donc un approvisionnement constant, fiable et durable de matières premières pour les raffineries d’alumine5.
Ensuite, Alcoa possède une immense force dans le marché mondial de production d’alumine. Son réseau, constitué de 6 raffineries situées en Australie, au Brésil, en Espagne et en Arabie Saoudite, détient une capacité de production de plus de 17 millions des tonnes métriques par an. À elles seules, grâce à leur plus grande source d’alumine au monde, les raffineries d’Australie sont capables de fournir 8% du marché mondial. Avec cette puissance de production, les raffineries d’alumine d’Alcoa sont non seulement capables d’approvisionner l’ensemble de leurs alumineries, mais aussi de faire de la vente externe d’alumine 6.
Enfin, comme mentionné précédemment, Alcoa détient de nombreuses alumineries qui, au Canada, sont situées au Québec. Les alumineries d’Alcoa produisent plus de 3.5 millions de tonnes métriques d’aluminium primaire par année.
17
En plus de sa forte présence de production dans le secteur de l’aluminium, Alcoa est aussi reconnue mondialement pour ses valeurs de hauts standards d’excellence opérationnels, environnementaux et éthiques. Ils sont continuellement en recherche de solutions afin d’être plus productifs, efficaces, innovants et durables. D’ailleurs, Alcoa détient un Centre d’excellence qui est établi à l’aluminerie Deschambault. Il s’agit d’un carrefour de formation pour tous les employés, mais aussi d’un centre de développement où de nombreux projets sur les meilleures pratiques en gestion manufacturière sont réalisés chaque année. Ce mémoire s’inscrit dans la liste des nombreux projets étudiants qu’Alcoa chapeaute quotidiennement. La recherche et le développement en collaboration avec les universités du Canada sont très valorisés au sein de l’entreprise. Chaque année, de nombreux évènements rassemblent les étudiants et exposent leurs travaux devant toutes les parties intéressées du secteur de l’aluminium. Alcoa entretient d’ailleurs des relations avec le Centre de Recherche sur l’Aluminium – REGAL 7 qui est un regroupement
stratégique dont les travaux de recherche s’articulent autour du matériau aluminium, de sa production primaire en passant par le développement du procédé de mise en forme et de design jusqu’à la conception de nouveaux alliages. Le REGAL rassemble plus de 35 membres réguliers, 42 membres collaborateurs provenant des secteurs publics et privés, ainsi que 170 étudiants de maîtrise, de doctorat et de stage post-doctoral.
Le sujet de ce mémoire est en outre un projet soutenu par le REGAL et qui s’est déroulé au Centre d’excellence de l’Aluminerie Deschambault. Cette aluminerie possède 264 cuves d’électrolyse dédiées à la fabrication d’aluminium primaire et situées dans 2 salles de cuves d’une longueur d’environ 1 km chacune. Ce sont d’ailleurs les opérations reliées à ces cuves qui sont étudiées dans cette étude. Cette aluminerie utilise différentes méthodes de pilotage dans ses opérations. Par exemple, pour la récolte d’aluminium, la planification se base sur la qualité de l’aluminium pouvant être extraite des cuves tout en essayant de minimiser les distances parcourues. D’un autre côté, le changement d’anodes se fait de façon séquentielle, soit la cuve directement à côté de la précédente. Malgré leurs diverses méthodes de pilotage, les opérations ont lieu selon les mêmes
18
horaires de travail. La recherche proposée dans ce mémoire est directement en lien avec la gestion des opérations quotidiennes de l’aluminerie. On cherche à savoir si les méthodes de pilotage actuelles peuvent fonctionner sous une augmentation d’ampérage de 5% et 10%. Enfin, on cherche à savoir s’il est possible d’intégrer de nouveaux équipements aidant aux opérations quotidiennes.
19
Chapitre 4 Méthodologie
L’approche retenue dans ce mémoire est semblable à celle proposée par les auteurs Eick
et al. (2013). Dans le cas présent, la simulation est utilisée afin d’observer les impacts
qu’apportent des changements liés à la planification et à la gestion des opérations sur la performance globale d’un département de production. Basé sur le cas réel de l’usine Alcoa de Deschambault, le modèle de simulation développé sous Simio tente de reproduire avec le plus de détails possible l’environnement actuel de l’aluminerie.
Ainsi, le projet englobe les 264 cuves de production d’aluminium et les opérations nécessaires à leur bon fonctionnement. En effet, pour maintenir le rythme et la qualité de production, les opérations telles que les changements des anodes, le calorifugeage, le relevage cadre et l’ajout de bain et d’AlF3 sont nécessaires. Le modèle doit donc inclure
toutes ces opérations de production et leur logistique afin de rester fidèle à l’aluminerie d’Alcoa Deschambault.
Une fois les opérations bien intégrées dans le modèle de simulation, l’objectif est de tester des scénarios d’améliorations potentielles et d’évaluer leurs impacts sur la performance de la production. Ces idées d’amélioration ont été proposées par l’entreprise elle-même dans le but de répondre à des problématiques actuelles faisant partie de leurs projets d’améliorations à court et à moyen terme. L’outil de simulation développé dans le cadre de ce mémoire permet donc de répondre rapidement à des interrogations pertinentes pour l’entreprise. Il agit aussi à titre de projet pilote puisqu’il s’agit du premier projet de ce genre pour Alcoa. Cet ouvrage sert donc aussi à démontrer que la simulation est un outil puissant offrant un immense potentiel d’exploration en ce qui a trait aux possibilités d’amélioration.
20
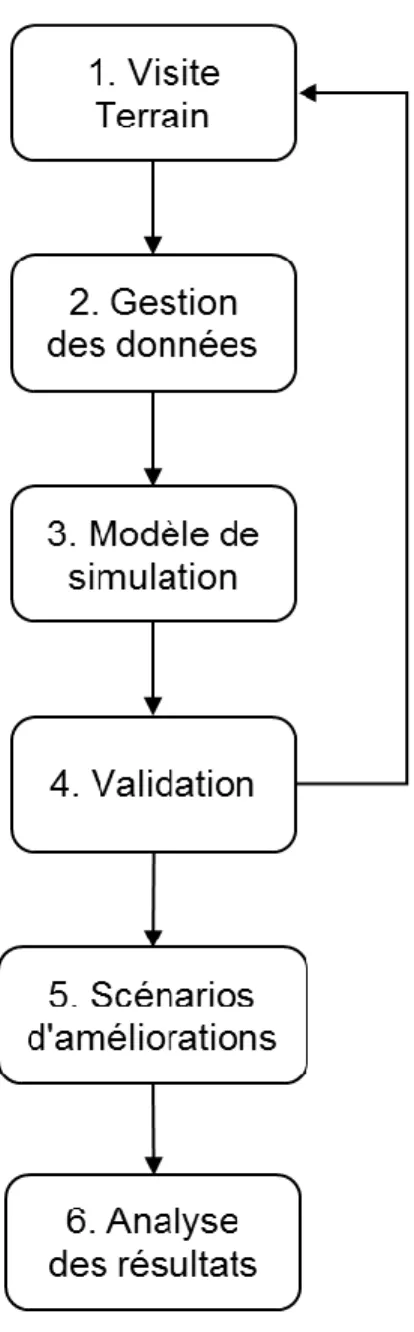
Mais tout d’abord, pour bien construire le modèle, il est primordial de suivre les grandes étapes décrites à la figure 4.1. De cette façon, le projet s’assure de rester fidèle à la réalité de l’entreprise étudiée et de valider le modèle durant toutes les étapes du projet. Dans un premier temps, les étapes de la méthodologie consistent à prendre connaissance en temps réel du fonctionnement du processus de production et de faire la récolte de données jugées pertinentes. Une fois les données en main, celles-ci sont intégrées au modèle. Pour confirmer que les données sont bien intégrées, les résultats fournis par le modèle doivent être validés en comparant des événements réels avec les résultats dégagés par la simulation. Enfin, une fois le modèle validé, il est possible de tester de nombreux scénarios et d’analyser les résultats obtenus. En fonctionnant selon ces étapes, le risque de construire un modèle de simulation non représentatif est grandement diminué.
21
Figure 4.1 Étapes de la méthodologie du projet
Pour ce projet, tout a débuté avec les observations terrain. C’est en discutant avec les personnes-ressources telles que les responsables de la production, les employés du secteur électrolyse, les gestionnaires de recherche et développement, etc., qu’il a été possible de comprendre la complexité du processus. Pour bien définir l’ampleur du projet, ce sont les caractéristiques physiques du modèle qui ont d’abord été mises en place dans le modèle, soit les plans d’aménagements, le nombre de cuves d’électrolyse, le nombre
22
de véhicules et de ponts roulants, etc. Une fois l’environnement de simulation créé, il a été possible d’y inclure des opérations de production. Pour simplifier la conception du modèle, les opérations de production ont été intégrées une à la fois et validées avant d’en intégrer une nouvelle au modèle. Ainsi, les étapes 1 à 4 de la figure précédente ont été réalisées séquentiellement pour toutes les opérations dans l’ordre suivant : la coulée, le changement d’anodes, le calorifugeage, l’ajout de bain et de AlF3 et le relevage cadre.
L’ordre des ajouts est important puisqu’il reflète l’importance des tâches. En effet, dans les alumineries, les tâches les plus complexes en termes de planification des opérations dans le secteur électrolyse sont la coulée et les changements d’anodes. Pour chaque opération, des observations et des prises de temps de cyles ont été réalisées en usine afin de déterminer les temps de traitement.
Une fois les observations complétées, la gestion des données a tenté d’associer les observations récoltées avec une loi statistique. Bien entendu, des examens statistiques ont été effectués afin de tester l'adéquation entre la série d’observations et des familles de lois de probabilité.
Ensuite, l’opération étudiée a été incluse dans le modèle de simulation. D’abord physiquement, son lieu de départ, ses déplacements potentiels et son lieu d’arrivée ont été inclus. Puis, la logique du procédé a été intégrée. Par exemple, les véhicules et les ponts roulants nécessaires pour les déplacements et la loi statistique représentant le temps de traitement de la tâche ont été mis en place dans le modèle.
Une fois la tâche insérée dans le modèle de simulation, la validation s’est alors avérée une étape obligatoire avant de commencer l’insertion d’une autre opération. L’étape de validation consiste à comparer les résultats obtenus grâce à la simulation avec les résultats réels donnés par l’entreprise. Par exemple, pour l’opération de la coulée, la planification réelle d’une journée de travail est simulée. Si, selon l’entreprise, la simulation
23
révèle des résultats près de la réalité (dans ce cas, le temps de traitement des creusets), cela signifie que le modèle représente bien la situation actuelle de l’entreprise. Dans le cas contraire, un retour à l’étape 1 est nécessaire afin de comprendre d’où provient l’erreur et la corriger. Le modèle se construit donc en répétant les étapes 1 à 4 pour toutes les opérations de production.
Lorsque ce travail a été complété, il est alors devenu possible d’explorer tous les scénarios d’amélioration souhaités. Comme mentionné auparavant, c’est l’entreprise qui a demandé l’analyse des scénarios suivant :
1- Découvrir les impacts reliés à une augmentation d’ampérage de 5 % dans le secteur d’électrolyse ;
2- Découvrir les impacts reliés à une augmentation d’ampérage de 10 % dans le secteur d’électrolyse ;
3- Advenant l’intégration de véhicules autoguidés pour le transport des cabarets d’anodes, déterminer la quantité d’équipements nécessaires pour répondre à la demande actuelle.
Pour chaque scénario, les données d’entrée du modèle de simulation ont été modifiées. À quelques occasions, même la logique du modèle a été appelée à changer. L’étape d’analyse des résultats s’est donc faite un scénario à la fois et des données de sortie pertinentes ont été préalablement identifiées afin de faciliter l’analyse. Ces données sont différentes selon l’opération analysée, elles sont décrites dans les sections suivantes de ce mémoire. Enfin, des conclusions et des recommandations ont pu être émises pour chaque scénario étudié.
24
Compte tenu de la complexité et du nombre d’opérations de production différentes, la méthodologie utilisée s’est avérée efficace. Effectivement, en se concentrant sur une étape à la fois et en validant chacune d’entre elles, le projet n’a eu d’autre choix que de se solidifier au fil de l’avancement du projet et de démontrer dès lors les avantages d’un bon outil de simulation.
25
Chapitre 5 Modèle de simulation
Comme mentionné dans la section précédente, le modèle de simulation se construit en répétant les étapes 1 à 4 de la figure 3 pour toutes les opérations de production. Toutefois, avant même d’ajouter les opérations au système, il a été nécessaire de bien définir et construire ses paramètres physiques.
5.1 Éléments physiques
D’abord, le secteur étudié a été délimité. Pour ce faire, les plans de l’usine et des équipements ont été obtenus. Il a donc été possible de représenter avec exactitude les paramètres physiques de l’aluminerie dans le modèle. En effet, les distances et les dimensions réelles ont été utilisées ainsi que les vitesses réelles de chaque équipement. Sans montrer les plans d’usine détaillés, il est possible de représenter grossièrement la zone de production de l’usine avec la figure 5.1.
26
L’usine est donc divisée en 4 grandes zones. Dans un premier temps, il y a la zone d’électrolyse avec deux allées de production (l’allée A et l’allée B). C’est à cet endroit que se retrouvent 132 cuves d’électrolyse par allée pour un total de 264 cuves. De plus, par allée, il y a toujours 3 ponts roulants qui fonctionnent en même temps. Ensuite, il y a la zone de fabrication des anodes. C’est à cet emplacement que se trouve l’inventaire des anodes et que les employés préparent et déchargent les cabarets d’anodes et de mégots. Un cabaret d’anodes est une remorque qui permet de transporter 3 paires d’anodes en même temps. Près de là, la zone de préparation des creusets permet de préchauffer les creusets vides afin qu’ils soient disponibles pour récolter de l’aluminium liquide des cuves d’électrolyse. Après la récolte, ces creusets sont acheminés à la dernière zone, la fonderie. On y fait des alliages d’aluminium dans des fours et le produit est ensuite transformé en lingots. Il faut noter que dans le modèle construit dans ce mémoire, il y a deux fours de transformation qui sont chacun dédiés à une allée. Ainsi, le four 1 répond aux besoins de l’allée A et le four 2, aux besoins de l’allée B. Ceci ne reflète pas exactement la réalité de l’usine, mais il s’agit ici d’un choix de conception de modèle afin de faciliter la répartition des tâches et de simplifier l’ordonnancement des opérations. Grâce à cette simplification, lors des simulations, il a été possible de faire un suivi sur les creusets et ainsi d’extraire les bonnes données liées aux bons creusets. Enfin, pour bien acheminer les cabarets d’anodes et les creusets, il y a 3 véhicules de transport disponibles. Deux sont consacrés au transport des cabarets d’anodes et le dernier sert au transport des creusets.
27
Voici une liste des éléments physiques de l’aluminerie Alcoa Deschambault qui ont permis la construction du modèle :
• 2 zones d’électrolyse (Allée A et Allée B) ; • 1 zone de préparation des anodes ;
• 1 zone de préparation des creusets ; • 1 zone fonderie ;
• 264 cuves d’électrolyse ;
• 6 ponts roulants (vitesse constante de 0,5 m/s) ; • 2 fours de maintien ;
• 2 transporteurs de cabaret d’anodes (vitesse constante de 10 km/h) ; • 1 transporteur de creusets (vitesse constante de 10 km/h).
5.2 Coulée
Une fois l’environnement du modèle créé vient le temps d’intégrer les étapes de production. Comme indiqué dans la section modélisation du présent mémoire, la première opération à être modélisée est la coulée d’aluminium. Cette tâche consiste à récolter quotidiennement une quantité précise d’aluminium dans toutes les cuves d’électrolyse. La figure 5.2 représente le chemin qu’un creuset doit parcourir pour réaliser cette opération ainsi que les transporteurs qui sont responsables de son acheminement entre les étapes. La figure 5.3 montre des images du logiciel durant quelques étapes de la figure 5.2.
28
Figure 5.2 Chemin suivi par un creuset pour réaliser l’opération de la coulée
Figure 5.3 Image du modèle Simio de diverses opérations de la coulée
Comme l’illustre bien la figure 5.3, un creuset est transporté de la zone de préparation des creusets vers une zone d’attente dans l’allée (1). Le pont roulant vient alors chercher le creuset et des quantités précises d’aluminium sont extraites des cuves spécifiées par la planification (2 et 3). En moyenne, il est récolté environ 3000 kg d’aluminium par cuve d’électrolyse et un creuset permet de faire la récolte de 4 cuves d’électrolyse. Les creusets ont une capacité maximale de 16 000 kg. Une fois la récolte terminée, le pont roulant retourne le creuset plein à la zone d’attente (4). Le transporteur vient alors déposer un nouveau creuset vide, puis achemine le creuset plein vers la fonderie. La séquence des cuves à récolter est déterminée par le département de planification. Actuellement, la planification cherche à faire la récolte des cuves en optimisant le grade d’aluminium
29
obtenu tout en réduisant la distance parcourue. Cette variable est très importante puisque la salle des cuves fait plus de 1 km de long et que l’on veut maximiser le nombre de creusets récoltés tout en minimisant la distance parcourue.
Une série d'observations en usine sur les étapes de la récolte d’aluminium a été effectuée durant deux jours. Les temps suivants ont été observés : (i) le temps requis pour attacher ou détacher le creuset au pont roulant (équation 5.1) et (ii) le temps de récolte nécessaire pour extraire une quantité d'aluminium spécifique des cuves (équation 5.2).
𝑇𝑒𝑚𝑝𝑠 𝑑𝑒 𝑚𝑖𝑠𝑒 𝑒𝑛 𝑝𝑙𝑎𝑐𝑒 𝑑𝑢 𝑐𝑟𝑒𝑢𝑠𝑒𝑡 (𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 ( 40, 90, 146 ) (5.1)
𝑉𝑖𝑡𝑒𝑠𝑠𝑒 𝑑𝑒 𝑟é𝑐𝑜𝑙𝑡𝑒 𝑑′𝑎𝑙𝑢𝑚𝑖𝑛𝑖𝑢𝑚 (𝑘𝑔 𝐴𝑙 / 𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (24, 35, 52) + 𝑋
𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (9, 15,5, 22) Où
X= Quantité d’aluminium à récolter (kg) (5.2)
Il est important de noter que plusieurs sources de variabilités peuvent affecter ces temps. Par exemple : l’expérience des opérateurs, l’obstruction dans le tuyau alimentant le creuset, la planification de la récolte, etc. Sur la base de ces observations, des lois statistiques ont été utilisées pour inclure de la variabilité dans les temps d’opérations des simulations. Après discussions, il a semblé adéquat d’utiliser des lois triangulaires pour représenter les observations recueillies. Effectivement, comme le montre la figure 5.4, il semble bien y avoir une forme triangulaire aux données récoltées. Ces lois ont l’avantage d’être relativement simples, en plus d’offrir une représentation adéquate des observations qui ont été faites. Il faut noter que toutes les unités sont des secondes.
30
Figure 5.4 Probabilités d'occurrences des différentes vitesses de récolte d'aluminium (kg Al/s) prise durant les observations comparées à la loi triangulaire utilisée dans le modèle
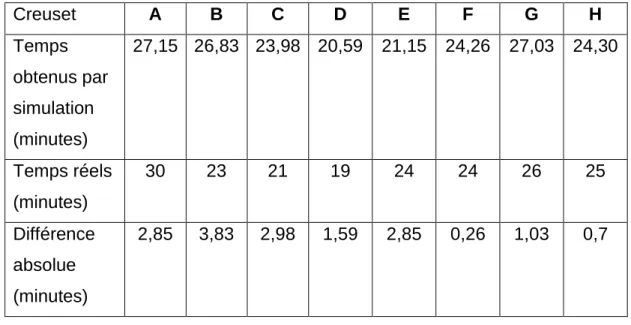
Le modèle a ensuite été validé en simulant les situations réelles observées dans l’usine. Pour ce faire, le logiciel Simio suit les indications d’une liste semblable à celle que le département de planification donne à ses employés. Cette liste détient l’ordre des cuves à récolter ainsi que la quantité d’aluminium à récolter à chaque cuve. La simulation effectue la liste de tâches et enregistre le temps de traitement de chaque creuset du moment où il commence sa première récolte et où il termine sa dernière récolte.
Le tableau 5.1 montre les temps simulés nécessaires pour traiter différents creusets et les temps réels observés dans l’usine. On constate que les différences sont inférieures à 3,83 minutes, ce qui a été jugé acceptable par l'entreprise.
31
Table 5.1 Comparaison entre la simulation et les observations du temps de traitement de creusets pour la validation de l'opération de la coulée dans le modèle
Creuset A B C D E F G H Temps obtenus par simulation (minutes) 27,15 26,83 23,98 20,59 21,15 24,26 27,03 24,30 Temps réels (minutes) 30 23 21 19 24 24 26 25 Différence absolue (minutes) 2,85 3,83 2,98 1,59 2,85 0,26 1,03 0,7
5.3 Changement d’anodes
Il est possible de poursuivre avec l’intégration de la seconde opération : les changements d’anodes. Lors de la production d’aluminium liquide dans les cuves d’électrolyse, les anodes servent à la réaction et sont donc consommées par le procédé. Ainsi, il faut remplacer les anodes usées par de nouvelles. La figure 5.5 illustre le chemin suivi par une anode pour réaliser l’opération des changements d’anodes. La figure 5.6 illustre un cabaret d’anodes en attente d’un pont roulant disponible.
32
Figure 5.6 Image du modèle Simio d’un cabaret d’anode en attente durant l’opération de changement d’anodes
C’est dans un cabaret d’anodes que le transporteur déplace trois paires d’anodes neuves vers une allée d’électrolyse. Le pont roulant effectue ensuite un changement d’anodes sur 3 cuves d’électrolyse. Pour chaque cuve, c’est une paire d’anodes qui est changée quotidiennement. Une fois tous les changements d’anodes effectués, le transporteur vient chercher le cabaret de mégots et le retourne à la zone de préparation des anodes. Ces mégots sont ensuite broyés et réutilisés avec d’autres matières premières pour la fabrication de nouvelles anodes, mais ces opérations relevant de la fabrication des anodes, elles n’ont pas été modélisées.
Une série d'observations sur le temps nécessaire pour effectuer un changement d’anodes a été effectuée durant une journée. Ces observations ont été ajoutées à celles que l’entreprise avait elle-même faites pour un ancien projet.
Encore une fois, la planification des changements d’anodes et l’expérience des opérateurs de pont roulant fait varier les temps observés. De plus, la position dans la cuve des anodes qui sont changées influence aussi le temps requis pour le changement en
33
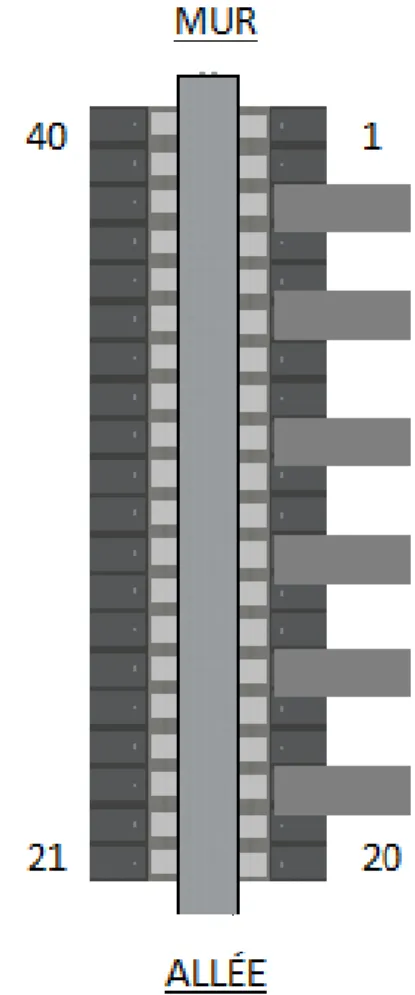
raison des déplacements différents et de la présence des barres omnibus qui peut ralentir le travail des opérateurs. Effectivement, il est plus long de changer les anodes 1 et 40 dû à leur position près d’un mur. De plus, les anodes 2 à 20 sont plus difficiles à changer à cause de la présence des barres omnibus (figure 5.7). Les équations 5.3 à 5.6 décrivent les différentes vitesses de changement d’anodes selon les différentes positions de la paire d’anode dans la cuve. Comme les anodes sont toujours changées en paires, les équations suivantes sont fonction d’une paire d’anode. L’anode impaire est toujours jumelée avec l’anode paire suivante, par exemple les anodes 3 et 4 sont changées en même temps. De façon semblable à la coulée, la loi triangulaire est la loi statistique qui représentait le mieux les observations.
34
X = position de la paire d’anodes à changer déterminée par la planification
Si X =1 (5.3) 𝑉𝑖𝑡𝑒𝑠𝑠𝑒 𝑑𝑒 𝑢𝑛 𝑐ℎ𝑎𝑛𝑔𝑒𝑚𝑒𝑛𝑡 𝑑′𝑎𝑛𝑜𝑑𝑒 (𝑠) = 700 + 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (−65, −1, 93) Si 3<=X <=19 (5.4) 𝑉𝑖𝑡𝑒𝑠𝑠𝑒 𝑑𝑒 𝑢𝑛 𝑐ℎ𝑎𝑛𝑔𝑒𝑚𝑒𝑛𝑡 𝑑′𝑎𝑛𝑜𝑑𝑒 (𝑠) = 590 ∗ 𝑋−0,03+ 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (−65, −1, 93) Si 21<=X <=37 (5.5) 𝑉𝑖𝑡𝑒𝑠𝑠𝑒 𝑑𝑒 𝑢𝑛 𝑐ℎ𝑎𝑛𝑔𝑒𝑚𝑒𝑛𝑡 𝑑′𝑎𝑛𝑜𝑑𝑒 (𝑠) = 400 ∗ 𝑋0.07+ 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (−65, −1, 93) Si X =39 (5.6) 𝑉𝑖𝑡𝑒𝑠𝑠𝑒 𝑑𝑒 𝑢𝑛 𝑐ℎ𝑎𝑛𝑔𝑒𝑚𝑒𝑛𝑡 𝑑′𝑎𝑛𝑜𝑑𝑒 (𝑠) = 600 + 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (−65, −1, 93)
Une fois l’opération intégrée au modèle et la loi statistique développée vient l’étape de validation. De nouveau, le logiciel Simio suit les indications d’une liste semblable à celle que le département de planification donne à ses employés. Cette liste détient l’ordre des cuves dont les anodes sont à remplacer et spécifie les numéros d’anodes à changer. La simulation effectue la liste de tâches et enregistre le temps nécessaire pour effectuer le changement d’une paire d’anodes. Le modèle a été validé en simulant les situations
35
réelles observées dans l’usine. Le tableau 5.2 montre les temps simulés nécessaires pour traiter différents changements d’anodes et les temps réels observés dans l’usine. On constate que les différences sont inférieures à 103 secondes, ce qui a été jugé adéquat par l'entreprise.
Table 5.2 Comparaison entre la simulation et les observations du temps de changement d’anodes pour la validation de l'opération de changement d'anodes dans le modèle
Changement d'anode A B C D E F G H I J K L M N O Position de l'anode à changer 23 23 23 15 15 15 17 17 17 5 5 5 11 11 11 Temps de la simulation (s) 482 517 535 555 561 578 535 552 545 630 548 533 595 545 575 Temps réels (s) 534 437 432 621 493 479 576 493 591 655 505 572 585 574 511 Différence absolue (s) 52 80 103 66 68 99 41 59 46 25 43 39 10 29 64
5.4 Calorifugeage
Après un changement d’anodes, l’opérateur de pont roulant doit procéder à un calorifugeage afin de bien recouvrir la paire d’anodes changée. La couverture anodique permet de conserver la chaleur dans la cuve et d’éviter l’oxydation de l’anode. Cette opération doit se faire dans un délai de moins de 2 heures suite à un changement d’anodes. De plus, le mélange de recouvrement est contenu dans le pont roulant. La capacité du réservoir du pont roulant subvient à calorifuger environ 15 changements de paires d’anodes. La recharge du réservoir est d’une durée approximative de 30 minutes.
36
Pour la modélisation, on fait l’hypothèse qu’à la suite de 6 changements d’anodes, l’opérateur de pont roulant effectue le calorifugeage de ces 6 cuves. Ensuite, il va remplir son réservoir pour une durée approximative de 15 minutes. Il a d’ailleurs été observé que les employés procèdent ainsi en général. Ce chemin est illustré à la figure 5.8.
Figure 5.8 Chemin pour réaliser l’opération de calorifugeage
Les observations en usine récoltées durant la même journée que celles des changements d’anodes ont démontrée qu’encore une fois, la loi triangulaire est appropriée pour décrire les temps de calorifugeage. Le temps nécessaire pour le calorifugeage d’une cuve d’électrolyse est donc décrit par l’équation 5.7 et ne dépend d’aucune variable, il s’agit plutôt d’un temps constant. Le temps de recharge est exprimé selon la même logique par l’équation 5.8. Puisque ces lois ont été déterminées avec l’entreprise, les équations suivantes ont directement été approuvées et n’ont pas nécessité de validation.
𝑇𝑒𝑚𝑝𝑠 𝑑𝑒 𝑐𝑎𝑙𝑎𝑢𝑟𝑖𝑓𝑢𝑔𝑒𝑎𝑔𝑒 𝑑′𝑢𝑛𝑒 𝑐𝑢𝑣𝑒 (𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 ( 114, 133, 166) (5.7)
𝑇𝑒𝑚𝑝𝑠 𝑑𝑒 𝑟𝑒𝑐ℎ𝑎𝑟𝑔𝑒 𝑑𝑢 𝑝𝑜𝑛𝑡 𝑟𝑜𝑢𝑙𝑎𝑛𝑡 (𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (600, 750, 900) (5.8)
Pour effectuer ces opérations, le logiciel Simio suit à nouveau une liste indiquant les cuves nécessitant un calorifugeage. Bien entendu, cette liste suit le même ordre que la liste des changements d’anodes.
37
5.5 Ajout de AlF
3et de bain
Une fois que les changements d’anodes et les calorifugeages sont complétés, les opérateurs de ponts roulants sont responsables d’ajuster le niveau d’AlF3 et de bain dans
les cuves d’électrolyse. Ces substances sont des éléments nécessaires dans le processus de production de l’aluminium. Il est donc important de toujours avoir une quantité suffisante de ces produits dans les cuves. Pour réaliser cette tâche, l’opérateur de pont roulant doit utiliser une trémie. Il doit suspendre cette trémie sous le pont roulant pour remplir la cuve. Cette trémie a la capacité d’ajuster le niveau de produits pour environ 15 cuves d’électrolyse. Le chemin fait par l’opérateur de pont roulant est illustré à la figure 5.9.
Figure 5.9 Chemin pour réaliser l’opération d'ajustement de niveau d'AlF3 et de bain
Suite à quelques observations et des discussions avec l’entreprise, il a été décidé de poursuivre avec l’utilisation de lois triangulaires pour décrire le temps nécessaire pour attacher/déposer une trémie (équation 5.9) ainsi que le temps pour effectuer un ajustement sur une cuve (équation 5.10) : Encore une fois, les équations 5.9 et 5.10 ont directement été approuvées et n’ont pas eu besoin de validation
𝑇𝑒𝑚𝑝𝑠 𝑝𝑜𝑢𝑟 𝑚𝑖𝑠𝑒 𝑒𝑛 𝑝𝑙𝑎𝑐𝑒 𝑑𝑒 𝑙𝑎 𝑡𝑟é𝑚𝑖𝑒 (𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (140, 170, 200) (5.9) 𝑇𝑒𝑚𝑝𝑠 𝑑′𝑎𝑗𝑢𝑠𝑡𝑒𝑚𝑒𝑛𝑡 𝑑𝑢 𝑛𝑖𝑣𝑒𝑎𝑢 𝑑𝑒 𝐴𝑙𝐹3 𝑒𝑡 𝑑𝑒 𝑏𝑎𝑖𝑛 (𝑠) = 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (23, 46, 96) (5.10)
38
De nouveau, une fois les opérations de changement d’anodes et de calorifugeage terminées, le logiciel Simio suit les indications d’une liste indiquant les cuves nécessitant un ajout de AlF3 et de bain. Cette liste est une copie de la planification d’une journée
typique
5.6 Relevage cadre
La dernière opération à intégrer au modèle de simulation est celle du relevage cadre. Lors du processus de production de l’aluminium dans les cuves, les anodes sont consommées et le niveau d’aluminium monte dans la cuve. Pour que les anodes restent toujours à la bonne position dans le bain, il faut parfois relever le cadre qui tient toutes ces anodes dans une cuve donnée. Cette opération s’appelle le relevage cadre. À chaque début de quart de travail, une quinzaine de cuves nécessitent un relevage. Il est à noter que deux équipes de travail sont requises pour compléter cette tâche, une équipe de l’allée A et une équipe de l’allée B. Le chemin fait par cette équipe est illustré sur la figure 5.10.
Figure 5.10 Chemin pour réaliser l’opération de relevage cadre
Une série d'observations sur le temps nécessaire pour effectuer un relevage a été effectuée durant deux journées. Suite à l’analyse des données, l’équation 5.11, représentant le temps pour attacher/déposer l’équipement de relevage a été choisi. Toutefois, une validation fut requise pour l’équation 5.12, représentant le temps nécessaire pour effectuer le relevage cadre d’une cuve d’électrolyse.
39
𝑇𝑒𝑚𝑝𝑠 𝑚𝑖𝑠𝑒 𝑒𝑛 𝑝𝑙𝑎𝑐𝑒 𝑑𝑒 𝑙′é𝑞𝑢𝑖𝑝𝑒𝑚𝑒𝑛𝑡𝑑𝑒 𝑟𝑒𝑙𝑒𝑣𝑎𝑔𝑒 𝑐𝑎𝑑𝑟𝑒 (𝑠) = (5.11) 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (300, 450, 600)
𝑇𝑒𝑚𝑝𝑠 𝑝𝑜𝑢𝑟 𝑙𝑒 𝑟𝑒𝑙𝑒𝑣𝑎𝑔𝑒 𝑐𝑎𝑑𝑟𝑒 𝑑′𝑢𝑛𝑒 𝑐𝑢𝑣𝑒 (𝑠) = (5.12) 335 + 𝑅𝑎𝑛𝑑𝑜𝑚. 𝑇𝑟𝑖𝑎𝑛𝑔𝑢𝑙𝑎𝑟 (−62, 0, 89)
De nouveau, le modèle a été validé en simulant les situations réelles observées dans l’usine. De plus, comme les opérations précédentes, le logiciel Simio suit les indications d’une liste de cuves dont le relevage cadre est nécessaire. Cette opération a lieu en début de quart de travail et empêche les opérations d’une équipe de changement d’anodes dans chaque allée d’électrolyse. En effet, il faut 2 équipes de travail pour effectuer la tâche de relevage cadre. Le tableau 5.3 montre les temps simulés nécessaires pour traiter différents relevages cadres et les temps réels observés dans l’usine. Puisque les écarts étaient inférieurs à 73 secondes, il a été jugé que l’équation 5.12 était bien représentative de la réalité.
Table 5.3 Comparaisons entre la simulation et les observations du temps de relevage cadre validation de l'opération de relevage cadre
Cuve A B B C D E F G H I J Temps simulés (secondes) 347 335 347 338 401 329 361 349 261 360 297 Temps réels (secondes) 303 324,6 274,2 273 362,4 313,2 315,6 321 327,6 393 367,2 Différence absolue (secondes) 44 10,4 72,8 65 38,6 15,8 45,4 28 66,6 33 70,2