A bilevel integer programming method for blended composite structures optimization
Texte intégral
Figure



Documents relatifs
Finally, the analyses of the European gas market models studied in [5, 33] can be extended to take into account linearly modeled active elements by integrating the
In fact these methods make also some selection ( the generated sequences converge to the analytic center when using smoothing methods or the least norm center ) on the solution set
Hauptversuche: An verschiedenen Tagen absolvierten die Probanden drei Hauptversuche in randomisierter Reihenfolge, welche alle nach folgendem Schema abliefen: Zuerst wurde ein Test
Liu & Wright (2015) proposed an asynchronous variant of (proximal) coordinate descent and proved a near-linear speedup in the number of cores used, given a suitable step size..
Depend- ing on the cases, the shape of the upper (resp. lower) envelope is used to derive that of the lower (resp.. Optimization procedure for the estimation of the mean envelope
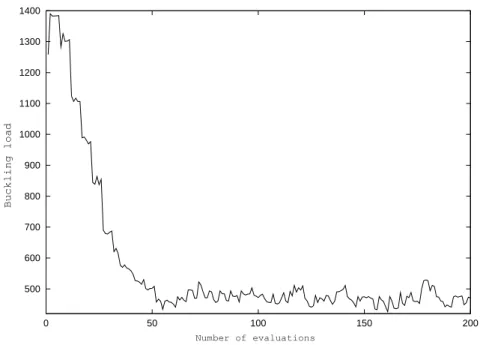
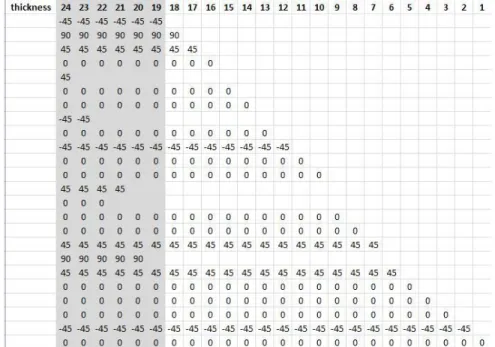
Once the problem is decomposed, the optimal design of the composite lay-up or stacking sequence emerges naturally as a mixed integer non linear programming problem, for which
Revue Malienne d’Infectiologie et de Microbiologie 2016, Tome 8 Page 8 Figure 1 : Nombre de Glossina palpalis gambiensis capturé dans les villages concernés par l’étude dans
One key remark is that the common beam layout solutions are not well suited for heterogeneous traffic demands (see III-B). On the other hand, potentially more appropriate solutions
