COTE MACHINE:
ATTENTION DANGER!
par
A. THELY,Professeuràl'ENSET
La correction récente de plusieurs centaines de copies d'un concours de recrutement de futurs professeurs de fabrication mécanique de lycées techniques, tous actuellement titulaires d'un B.T.S. ou d'un DHT., m'obligeàsortir du silence dans lequel on entretien le mythe de la sacro-sainte
«
cote machine»,
Il est grand temps qu'élèves et professeurs se posent clairement un certain nombre de ques-tions:
- Qu'est-ce qu'une cote machine? - A quoi sert une cote machine?
- Une cote machine est-elle utile ou nuisible àla compréhension de la cotation de fabri-cation?
Qu'est-ce qu'une cote machine?
Lescotes machines ( Cm ) sont des cotes portées sur les documents méthodes ( gammes, contrats de phases, etc ... ) établis par les préparateurs au bureau des méthodes.
Elles figuraient et figurent encore bien souvent, en nombres importants sur ces documents.
Une première remarque s'impose: tous les auteurs ne sont pas d'accord sur la définition, ce qui entraîne plusieurs interprétations faites par les utilisateurs.
Définition 1 : de KARR dans «Gammes d'usinage et Analyses de phases
».
«
Lescotes machines ( Cm ) sont les distances obtenues entre une surface usinée et la surface SD, ou SR, qui assure la mise en position de pièce au moment de l'usinage».
Définition
2:
de BRANGER dans «le Guide du Bureau des Méthodes».«
Ce sont les cotes définissant la forme et la position des surfaces usinées, entre le référentiel pièce et le plan de travail de l'outil ou point généra-teur de l'outil, lorsque celui-ci est réglé par rapport au référentiel»,
Définition3 : de CHEVALIER et BOHAN dans «Le Guide du Technicien en Fabrications Mécaniques
»,
«
La cote machine ( Cm ) est la distance séparant la surface de la pièce liée au référentiel de mise en position et la surface usinée, ou l'axe de la surface usinée dans le cas d'une surface de révolution intérieure ou extérieure»,Définition 4: de PADILLA et THELY dans le
«
Guide des Fabrications Mécaniques». (pre-mière édition)«On appelle cote machine une cote de fabrica-tion qui situe une surface usinée dans la phase considérée par rapport au référentiel machine de mise en position des pièces».
Remarques:
1 ) Pour les définitions 1 et 3 : la cote machine est un ensemble de dimensions mesurables sur les pièces. 2) Pour la définition 2 : on a beaucoup de mal à savoir si cette cote est mesurable sur les pièces ou sur la machine.
S'il est clair que le plan de travail de l'outil appartient au référentiel de la machine, il est moins évident de savoir si le «référentiel pièce» appartient à la machine ou à la pièce; puisqu'il est question d'un réglage par rapportàce référentiel, on peut imagi-ner qu'il s'agit du référentiel de la machine. Dans cette hypothèse la cote machine devient une cote entre le référentiel de mise en position de la pièce et le plan de travail de l'outil; ces deux élé-ments appartiennent au référentiel de la machine. Cette cote machine est donc mesurable sur la machine réglée.
3 ) Pour la définition 4 : la cote machine situe une surface de la pièce par rapport au référentiel machine de mise en position.
Cette cote machine est donc l'ensemble des dimen-sions existant entre la surface usinée de chaque pièce de la série et le référentiel machine de mise en position des pièces. En toute rigueur, si l'on ne veut pas introduire d'erreur dueàla variation de position de la pièce dans le référentiel machine, ces dimen-sions ne doivent être mesurées que lorsque les pièces sont encore montées sur la machine.
Lesfigures 1 et 2 indiquent le cheminement de la pensée. figure 2. simulation de la gamme Crn2 Cm1
Point
°
appartenant au référen-tiel machine confondu sur le croquis avec le point 01 appar-tenant au référentiel pièce figure 1.- à gauche, cotation de finition
- àdroite, cotation de fabrication correspon-dant
à
un usinage de définition de 52 et de 53 dans la même phase par acostage sur deux butées.Im~o~sible?{qos
cos
3 /
Lacote machinesert
àcontrôlerlespiècesaprès
chaque phase
5i tel est le cas, il est alors indispensable que la cote machine soit mesurable sur les pièces.
Cette proposition est conforme aux définitions 1 et 3 mais de telles définitions risquent de déboucher sur de grossières erreurs ( voir exemple ci dessousJ
si elles ne sont pas utilisées avec beaucoup de rigueur.
4JLors de la mise en place,sur lesfeuilles de simula-tion de gammes d'usinage,de la cotasimula-tion de fabrica-tion, la plupart des utilisateurs adoptent, souvent de façon implicite, cette dernière définition.
Il. A quoi sert une cote machine?
Là encore les avis sont très partagés mais on peut dégager trois idées principales:
- la cote machine sert à faire la simulation de la gamme
- la cote machine sert à prévoir le mode de réglage des outils
- la cote machine sert à contrôler les pièces après chaque phase de fabrication.
Reprenons en détail chacune de ces affirmations:
1/
La cote machine sert
àfaire la simulation de la
gamme
Or, simuler la gamme d'usinage est avant tout chercher à savoir si toutes les dispersions de mise en place des pièces, des outils etc... qui vont se traduire par des fluctuations de distances entre les surfaces des pièces, sont compatibles avec les exigences de la cotation de définition.
Ilfaut donc inventorier et chiffrer ces différentes dispersions; or à ce stade de l'étude, la notion de cote ( c'est-à-dire de valeur nominale et d'écartJest sans intérêt; seule la notion d'écart de distance entre les surfaces de la pièce est importante.
La recherche de la nature et de la valeur de la dispersion qui va affecter chaque surface est fon-damentale ; pour satisfaire cette étude, la définition 4 associée à l'hypothèse que le référentiel machine est fixe, est certainement la plus intéressante du point de vue de la simulation, mais elle impose que cette cote machine soit urie cote entre le référentiel machine et une surface usinée de la pièce.
2/ La cote machine sert à prévoirle mode de réglage
des outils
Il est en effet indispensable de prévoir en fin d'étude de fabrication la détermination de la méthode et de la cote de réglage de l'outil mais ces renseignements ne sont d'aucune utilité au début de cette étude.
Ce qui importe c'est de connaître le type de machine, d'outils, de porte-pièce, le mode d'inter-vention des outils (arrêt sur butée franche, ou débrayable etc ...J
La manière et la précision du
«
calage» de ces outils dans le référentiel de réglage n'a qu'un loin-tain rapport avec la cote machine qui, de ce point de vue, devrait de préférence correspondre à la défini-tion 2.Beaucoup d'élèves vont conclure hâtivement que le transfert n'est pas possible car l'IT=O,05 entre une surface usinée et une surface brute de sciage est inconcevable; on ira même jusqu'à affirmer que la fabrication de cette pièce par ce procédé ( tournage finition de 52 et 53 par accos-tage sur deux butées) est impossible.
Or, cette grossière erreur de jugement provient avant tout du fait que l'on a assimilé ( sans le direJ
les cotes machines Cm1 et Cm2 à des cotes appar-tenant à la pièce alors que pour la simulation de la gamme, il est indispensable de prendre ces cotes conformes à la définition 4. ( voir figures 3 et 4
J.
figure 3.
cotation de fabrication correspondant
à
la définition n04 des cotes machinesfigure 4.
simulation de la gamme.
En haut, composantes de la cote 18 1 En bas, composantes de la cote 17
10,05
- la notion de cote de réglage utile lors du ({ calage» des outils sur la machine par le régleur.
On peut fort bien utiliser séparément ces trois notions sans vouloir nécessairement les confondre et les représenter par un élément unique appelé ({ cote machine» qui ne peut en aucun cas remplir convenablement les trois fonctions proposées. ( quelque soit la définition choisie)
IV. Exemple de gamme traitée sans utilisation de cote machine:
( Extrait du ({ Guide des Fabrications Mécaniques» de PADILLA et THELY Phase 1
°
(
2è édition) e représente l'écart de mise en position de la sur-face brute S1 dans le référen-tiel machine. Cm2 Cm12
~
1,95 0,05 Cm-1q1
17:1:0,05Cm'
1
J
0,05r
OpS
Cm2
Avec cette présentation les élèves n'ont plus tendanceàconfondre les cotes machines avec des cotes appartenant
à
la pièce, ils conclueront logiquement que la gamme est possible car les IT=0,05
des cotes machines concernent cette foisclairement des cotes entre l'appui supposé fixe du référentiel machine et les surfaces 82 et 83 usinées dans la phase. Ces cotes machine ainsi définies ne sont pas les cotes fabriquées existant sur les pièces et portées sur le contrat de phase.
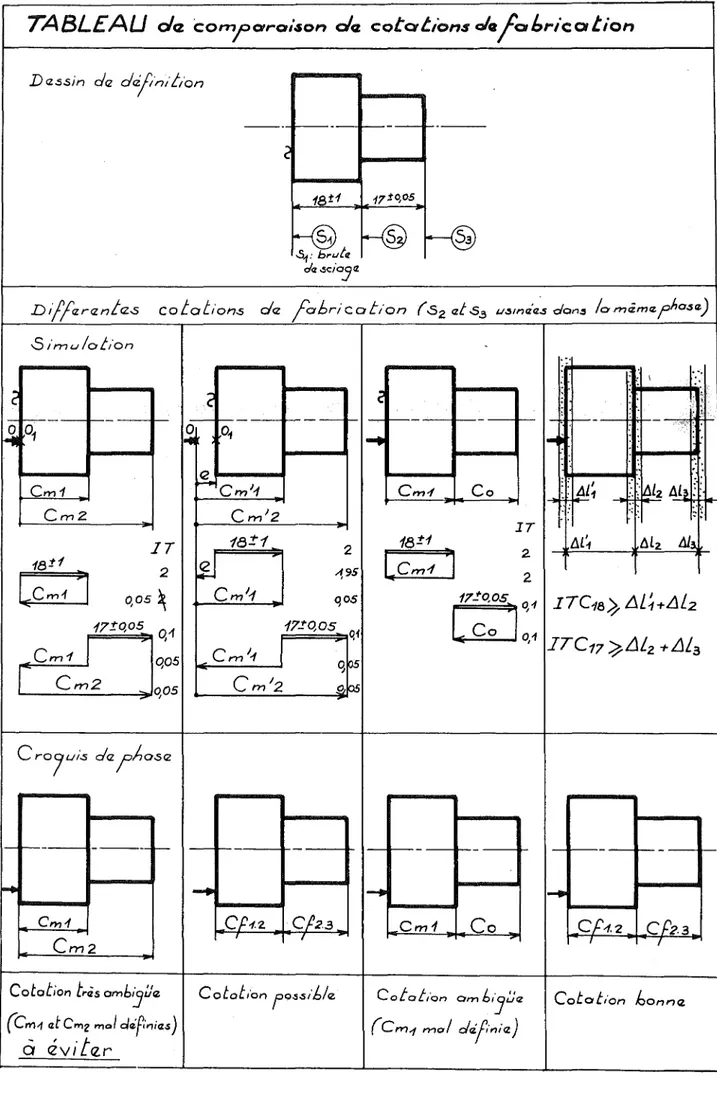
Le tableau au verso rappelle les différentes cotations de fabrication utilisées et établit une comparaison entre elles.
III. Conclusion figure 5. cotation de définition " , :;~
;i;
:~\ ::.: :}~
" " : ~ : , :--
-
,
, : : " : ::..•.
.... s-, :':~ LlL'I ~~:-.
d'il
~~llb
~:.:~:,:~ : - 'l:" figure 6.schéma des dispersions La notion de cote machine est ambigüe.
Elle ne peut qu'entraîner dans l'esprit des élèves une confusion regrettable entre: - la notion de dispersions de situation des
sur-faces des pièces d'une série dans un repère fixe liéàchaque machine
Notion indispensable à la simulation d'une gamme
- la notion de cotes, fabriquées dans chaque phase sur la pièce et intéressantes du point de vue du contrôle des pièces au poste de travail
Simulation de la gamme
fJ.l'1 dispersion de situation des surfaces S1 des pièces de la série dans le repère de la phase 10
fJ.1
2 dispersion de situation des surfaces usinées S2 des pièces de la série dans le repère de la phase 10 fJ. 1
3 dispersion de situation des surfaces usinées S3 des pièces de la série dans le repère de la phase 10
TABLEAU da.
cOny'OIroi.son
cl
flcot:
ex
Lions
dfllOl bric
a
t
ion
D as sin dQ dif'nt'!/on
- - -
~--2
1St1 17s o,o5:-@
-@
---@
-51: bru/fi da,scioJfl.D'f!arQnflZS
co
Loiion..s
dcz
(abricot/on
(052al
-53LI"maa~
don"
/0
m.zmtZ.?hasa.)
-5
t'mu
10fion
,-.îi
.
\é
ê
( - ~- -
- , ~--''--
?: .
~
°1
I~
°1
'·
......
-
'· .
,..
· .
e
.
, Cm1~Cm'1
c.;»
Co
:: AL':. '1 ;:;: 4L2AL~ ~
: Crn2Crn'2
'. -a. ~: IT t ..IT
18:t1 2 18:t1ALi
ALz
1113 18 f t~
[Cn11
'1
2 21
95~
20,05
~
Cm '
1 qos(.!o.OSr'
.I7C18~
f1L
1
+fJ L
z
17:to,os 01 17.:tqos 0.'1
Co
01~C~1
1}~'
1JTC17
~!JL2
+!JL
3C,.,..,'
1qos
1Cm2
oosCm '
2 005 1 ~C
ro/uis dQjhOSQ
1 -1 - - - ----
1---
-
- -~-..
....
1-'
C
m 1
CP1.'Z.
C!2.3
Cm1
CO
Cf.''1.2Cf'2.3
Cm2
,
~ 1 fCotation tràs
omb'JlJrz.
Cotation f0,s.s,.b!rz,Cofol/on
ornblJ:;rz
Cototion
100nn12
(CYl1
at
C,.,.,Z ..,,"'/défi""ias)
( C m
1triol
drif'nirz)
-
éviter
a
..
Conditions de validité de la gamme:
\IT 18
=
± 1 ~ !J.1'1 +!J.1 2(IT 17
=
± 0,05~
!J.12+
!J.13La figure 7 définit la cotation de fabrication ( croquis de phase10 ).Elleporte les cotesà contrô-ler en fin de phase, sur la pièce, ces cotes sont appellées«cotes fabriquées»
-2
...
..
18 :t1 17!O,OS figure 7. cotation de fabricationLa figure 8 définit le principe de la cotation de règlage :fiche prévisionnelle de règlage.
Remarque:
Dans un premier temps du réglage, et surtout lorsqu'on n'aura pas encore usiné un nombre suffi-sant de pièces pouvant constituer un échantillon représentatif de la série,il est sage de caler l'appui et les outilsàdes positions moyennes ( nominales) et de donner au régleur des tolérances . . ., de calage aussi réduites que possible mais compa-tibles avec la technique et les appareils de réglage envisagés.
..
NOUVELLE
REDACTION.
Lors de l'élection du nouveau président Robert Le Borzec, notre camarade Méry avait accepté de reprendre la rédaction du bulletin. Il a demandé à être déchargé de ce travail.
Deux collègues ont accepté de reprendre cette tâche. :
..
~ ui 0
figure8.
Rappel de définitions: (d'après P. BOURDET dans son cours de fabrication de l'ENSET)
- Dimension: on définit le mot dimension dans un système d'unité donné, comme étant un élément de R (en semble de nombres réels) correspon-dantà une mesure faite sur une pièce réelle.
- Cote: Le mot cote exprime un ensemble de nombres réels constituant un intervalle de R. - Cote fabriquée: est réservée pour définir un ensemble de dimensions.
Sur une série de pièces on observe une variation des dimensions. Chaque variation est définie par une cote fabriquée Cf, donnée dans un système dità «cote moyenne», par l'étendue IT de la variation de dimensions ( IT=D maxi - D mini) et une dimension moyenne Dm = Dmaxi + Dmini tAI
que Cf= Dm + IT. 2
2
Henri AMEQUIN - professeur au lycée Jacquard. Paris.
André GRANDJEAN - professeur au lycée Blaise Pascal. Rouen.
C'estàeux qu'il convient maintenant d'adresser / les manuscrits de vos articles ... avec les pres-criptions habituelles rappelées dans le numéro 9, notamment la séparation des figures et du texte.
Adressez vos manuscrits à Henri AMEQUIN 8 Avenue de la Venerie