Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca.
Questions? Contact the NRC Publications Archive team at
PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
International Journal of Powder Metallurgy, 56, 4, pp. 7-15, 2020
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC :
https://nrc-publications.canada.ca/eng/view/object/?id=4faf6aea-0153-43c6-9cb2-ad9c3463c3ea
https://publications-cnrc.canada.ca/fra/voir/objet/?id=4faf6aea-0153-43c6-9cb2-ad9c3463c3ea
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Rheology of SS-316L metal powders exposed to laser powder bed
machine cycles: an interlaboratory study
Pelletier, Roger; Lefebvre, Lois-Philippe; Ludwig, Bellamarie; Palmer, Todd;
Brockbank, Katrina
RHEOLOGY OF SS-316L
METAL POWDERS
EXPOSED TO LASER
POWDER BED MACHINE
CYCLES: AN
INTERLABORATORY
STUDY
Roger Pelletier,*, Louis-Philippe Lefebvre,* Bellamarie
Ludwig,** Todd Palmer*** and Katrina Brockbank****
INTRODUCTION
Powder spreadability significantly affects the reliability and productivity of various additive manufacturing (AM) processes, including laser-beam pow-der-bed-fusion (PBF-LB) processing. Part quality relies on the uniformity of the powder layer density within a build and on the reproducibility between builds. Moreover, the overall process productivity is affected by the capability to spread the powder layers quickly and uniformly; both are highly dependent on the powder flowability.
The correspondence between powder performance in powder-bed-fusion machines and powder flowability measured with standard methods (MPIF,1
ATSM2 and ISO3) is not always clear and the America Makes & ANSI AMSC
Standardization Roadmap for Additive Manufacturing4 recently reported that
existing standards for flowability do not account for the range of conditions that a powder may encounter during AM processes. Consequently, there is a necessity to develop and validate other characterization methods adapted for the specific needs of additive manufacturing.
Powder flowability can be influenced by environmental and handling condi-tions such as humidity, temperature, and atmosphere. Powder flowability is also affected by many powder characteristics such as the density, the parti-cle-size distribution (PSD), and morphology, the presence of satellites, and sur-face characteristics. As most of these characteristics can be modified during the AM build and recycling processes, monitoring the powder behavior is essential. Powder flowability can be measured by evaluating the cohesive nature of the powder using rheological approaches. One of these approaches consists of measuring the resistance to the movement of a blade moving through a
cylin-*Research Officer, National Research Council Canada, 75 de Mortagne, Boucherville (QC), H1Y 2V9, Canada; Email: roger.pelletier@nrc-cnrc. gc.ca; **Assistant Research Professor, Applied Research Laboratory, Pennsylvania State University, University Park, Pennsylvania 16804-0030, USA; ***Professor Engineering, Science & Mechanics, Department of Materials Science & Engineering, Pennsylvania State University, University Park, Pennsylvania 16802, USA; ****Powder Technologist, Freeman Technology, 1 Miller Court, Tewkesbury. Gloucestershire. GL20 8DN, UK
Powder flowability has an important impact on additive manufacturing (AM) processes. Rheology is a technique that has been used to assess the flowability of powders in different applications. In order to use the technique for AM quality control and certification, it is essential to validate how sensitive the measure-ments are to particle characteristics and assess the relevance, repeatabil-ity and robustness of the method. The objectives of this interlaboratory study were to determine how the rheology of SS-316L powder was affected by repeated use in a laser-beam powder-bed-fusion machine, evaluate if rheology could be used to differentiate the behavior of virgin and recycled powders, and determine if the flow behavior correlates with other powder characteristics. The study was conducted blind using four samples of a SS-316L powder that were labeled Samples A, B, C, and D. All that the participants knew about the samples was their composition, that they had a particle-size distribution suitable for PBF-LB processing, and that they represented virgin and recycled feedstock. After the tests were completed, it was revealed that Samples B and D were virgin feedstock from the same powder lot, Sample A was a feedstock that had been reused eight times in a laser-beam powder-bed-fusion machine (recycled), and Sample C was a 50:50 blend of the virgin and recycled powders. The results show that it was possible to identify the two identical powders and to differentiate the recycled powder from the virgin ones. This differentia-tion was possible despite the fact that the modifications of the powder were very small, as suggested by the fact that they were difficult to differentiate using other standard methods and still had adequate build performance after reuse. Globally, the BFE showed a relatively good capability to study the impact of recycling on powder behavior. However, absolute values differed significantly from lab to lab. The origin of these variations should be further investigated, and strategies should be identified to reduce them. Development of standard procedures should contribute to improving the reliability of the approach.
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
der filled with powder. Such measurements can be done using commercially available equipment,5,6 and this
approach has recently generated significant interest. However, prior to the adoption of this method for the qualification and control of AM powder feedstocks, it is important to validate its ability to differentiate powders with very small difference in flow behavior as well as to evaluate its repeatability and reproducibility.
The objective of this study was to investigate how the rheological behavior of a selected powder, (15–45 µm SS-316L) is affected by repeated use in a laser-beam powder-bed-fusion (PBF-LB) machine and to determine if a powder rheometer could be used to distinguish a virgin from a recycled powder.
In parallel to the present study, samples of the same powders were sent to an independent laboratory for a full characterization: SEM, tap, bulk, and skeletal den-sity, specific surface area, particle-size distribution and shape analysis. The results of this other study are pre-sented in a separate article.7 Overall, the measured and
observed differences were very small and, in many cases, it was not possible to differentiate the selected powders using typical metrics. There was nevertheless enough supporting evidence to conclude that the sam-ples that contained recycled powders had slightly more fine particles, possibly resulting from the detachment of satellites from particles.
EXPERIMENTAL PROCEDURES
Four samples of 316L stainless steel powders pro-duced by Hoeganaes Corporation, provided by the ASTM B09 committee, were submitted blind to three organiza-tions: National Research Council Canada (Canada), Pennsylvania State University (USA), and Freeman Tech-nology (UK). The samples, whose identifications are given in Table I, included two virgin powders from the same lot,
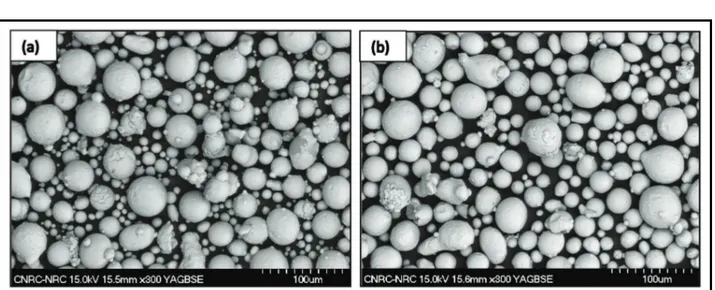
a used powder that went through 8 cycles of a PBF-LB process (hereafter named “recycled”), and a 50:50 blend of the virgin and recycled powders. The exact nature of the samples was revealed only after the testing was com-pleted. Figure 1 shows SEM micrographs of the virgin and the recycled powders. The samples (1.5 kg) were shipped in steel containers. All tests were performed using the FT4 Powder Rheometer® (Freeman
Technolo-gy), and in accordance with the standard testing meth-ods suggested by the manufacturer. Each test was repeated three times, each time with a fresh test portion.
Each laboratory was asked to respect the following protocol. Prior to executing the experimental plan, an instrument audit was performed during which the load cell, the torque cell, piston height, air pressure and gas flow were checked according to the manufacturer’s pro-cedures. Before changing powder samples, all glass-ware and Delrin accessories were washed using a mild detergent and rinsed under running water. Once dry, isopropanol alcohol was used to rinse all components in contact with the powder during the tests.
To minimize potential segregation and remove any agglomerates that might have formed during shipping, the entire contents of each sample container were dis-pensed into a stainless-steel pan and gently stirred by hand using a stainless-steel spatula. The appropriate amount of powder for any given test was then randomly sampled across the tray, using a stainless-steel
sam-Figure 1. SEM micrographs of the 316L stainless steel powders; (a) virgin and (b) recycled (8 cycles in a PBF-LB machine)
TABLE I. DESCRIPTION OF THE DIFFERENT POWDERS INVESTIGATED IN THE STUDY
Identification Sample type
Sample A Recycled (R)
Sample B Virgin 1 (V1)
Sample C Blend (50%–50%) (B)
pling spatula. During the sample preparation and test-ing, the operator wore an anti-static wrist strap.
At each location, all the tests for a given powder were performed the same day. Uncontrollable circumstances (COVID-19) made it impossible for all the laboratories to test the powders within a few weeks of their receipt. The testing campaigns of laboratory 1 were conducted 1 month after the samples were received, while laborato-ries 2 and 3 tested the powder 7 to 8 months after receipt. The FT4 rheometer allows the measurement of vari-ous powder properties using different test methods. For all these methods, there is an initial conditioning step. After the initial conditioning, except for the aeration test, the excess powder is removed to leave a known volume of powder whose mass is measured and record-ed as the split mass. This split mass is usrecord-ed to calculate the conditioned bulk density (CBD). The present study focuses on the dynamic flow properties, permeability, compressibility and density.
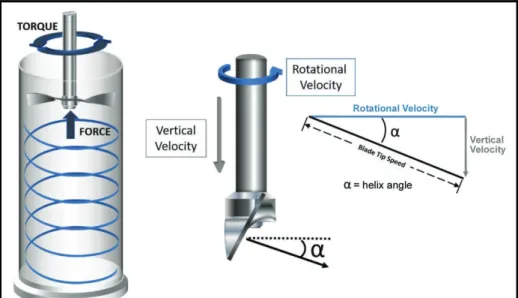
Dynamic properties are assessed by measuring the forces, rotational and vertical, required to move a blade as it moves at controlled speeds into a sample of pow-der, as illustrated in Figure 2. Because the state of stress of the powder differs during the downward and upward movements, the forces are integrated inde-pendently during these two phases to get the basic flow-ability energy (BFE) and the specific energy (SE), which is normalized against the sample mass. The BFE reflects the behavior of the powder during non-gravitational, forced flow, i.e., its resistance to flow in a constrained environment. On the other hand, the SE measures the energy required for gravity induced flow, i.e., its resis-tance to flow in an unconstrained environment, and is more influenced by inter-particle cohesive forces.
Stability & Variable Flow Rate
The blade is made to travel through the sample 8 times at 100 mm/s followed by 3 tests at 70, 40, and 10 mm/s. The BFE reported is the energy measured during the 7th cycle. The SE reported is the average energy measured during the upward phase of the 6th and the 7th condi-tioning cycles, divided by the split mass. The Stability Index (SI) is calculated by dividing the BFE measured during the 7th cycle by the value obtained during the first test cycle. Several phenomena originating from the powder could generate instability; for example: static charging, attrition, segregation and de-agglomeration.
The flow rate index (FRI) captures the sensitivity of the powder response to changes in flow rate. In the standard manufacturer’s method, it is the ratio of the BFE measured during the 11th and the 8th cycles, at tip speeds of 10 and 100 mm/s respectively.
Aeration
The aeration test is used to evaluate the susceptibility of a powder to fluidize. If the tendency of a powder to fluidize is good, the gas flow will distribute itself around each particle reducing the interaction of the particles progressively as the gas flow increases. In other words, this test consists of measuring the BFE of a sample sub-mitted to an air flow. The gas flow, expressed as a veloc-ity in mm/s (obtained by dividing the volumetric flow by the cylinder inner cross-section), is varied stepwise from 0 to a value that depends on the powder being tested. A maximum air velocity of 10 mm/s was used in the pres-ent investigation. The aerated energy (AE) obtained at the maximum gas velocity was reported as AE (10). The ratio between the energy with no air flow and the aerated energy obtained at the maximum gas velocity is named aeration ratio (AR); here the AR(10) is reported.
Figure 2. Schematic description of the
method to measure the flow energy showing the movement of the blade and the method to calculate the tip speed8
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
Permeability Under Load
This test is used to evaluate the resistance to the flow of a gas through a powder under a low normal load. This is done by measuring the pressure drop (PD) across a known volume of powder through which air is flowing at a prescribed rate; 2 mm/s in the present trials. During the test, the sample is submitted to a consolida-tion pressure that is increased stepwise from 1 to 15 kPa via a vented piston. The height of this piston is recorded which allows the evaluation of the compress-ibility (COMP) of the powder. The values reported here are the PD at 2 mm/s and 15 kPa (PD), from which the air permeability (k) is calculated using Darcy’s law, and the compressibility under 15 kPa.
RESULTS
A summary of all the results is reported in Table II and Table III. Mean values of the three replicates and their relative standard deviation, not corrected for the small size sample bias, are provided. A selection of these results is also presented graphically in the dis-cussion section.
The first objective of this study was to determine if powder rheology could be used to differentiate a virgin powder from a recycled one, and by extension, to asso-ciate two identical powders. To evaluate the latter, the
two powders having the closest results were identified for each property that was measured. Table IV shows, as an example, the results obtained for the BFE. For the three laboratories, BFE unambiguously suggests that the two virgin powders were the closest. SI and FRI also led to the same conclusion. On the other hand, SE allowed two of the three laboratories to identify the right combination, while only one laboratory was capable using the PD and COMP.
The evaluation of the maximum difference between the results can also be used to determine the powders that are most different (virgin and recycled powder). All laboratories were capable using the FRI, PD, and k to identify the recycled powder correctly as being the most different from at least one of the two virgin powders. For AE (10) and AR (10), this was true for only two of the three laboratories. For two of the laboratories the BFE and SI results indicate that the recycled powder is the most different from the two virgin powders.
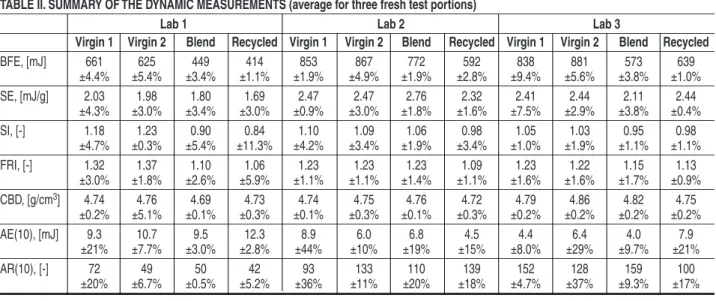
A t-test was used to evaluate whether the results obtained for the two virgin powders were statistically the same (assuming unequal variances). Table V shows the p-value obtained with these analyses. When the p-value is above 0.05, the results obtained with the two virgin powders are too close to be able to differentiate them with a confidence of 95%. This criterion was met in all TABLE II. SUMMARY OF THE DYNAMIC MEASUREMENTS (average for three fresh test portions)
Lab 1 Lab 2 Lab 3
Virgin 1 Virgin 2 Blend Recycled Virgin 1 Virgin 2 Blend Recycled Virgin 1 Virgin 2 Blend Recycled
BFE, [mJ] 661 625 449 414 853 867 772 592 838 881 573 639 ±4.4% ±5.4% ±3.4% ±1.1% ±1.9% ±4.9% ±1.9% ±2.8% ±9.4% ±5.6% ±3.8% ±1.0% SE, [mJ/g] 2.03 1.98 1.80 1.69 2.47 2.47 2.76 2.32 2.41 2.44 2.11 2.44 ±4.3% ±3.0% ±3.4% ±3.0% ±0.9% ±3.0% ±1.8% ±1.6% ±7.5% ±2.9% ±3.8% ±0.4% SI, [-] 1.18 1.23 0.90 0.84 1.10 1.09 1.06 0.98 1.05 1.03 0.95 0.98 ±4.7% ±0.3% ±5.4% ±11.3% ±4.2% ±3.4% ±1.9% ±3.4% ±1.0% ±1.9% ±1.1% ±1.1% FRI, [-] 1.32 1.37 1.10 1.06 1.23 1.23 1.23 1.09 1.23 1.22 1.15 1.13 ±3.0% ±1.8% ±2.6% ±5.9% ±1.1% ±1.1% ±1.4% ±1.1% ±1.6% ±1.6% ±1.7% ±0.9% CBD, [g/cm3] 4.74 4.76 4.69 4.73 4.74 4.75 4.76 4.72 4.79 4.86 4.82 4.75 ±0.2% ±5.1% ±0.1% ±0.3% ±0.1% ±0.3% ±0.1% ±0.3% ±0.2% ±0.2% ±0.2% ±0.2% AE(10), [mJ] 9.3 10.7 9.5 12.3 8.9 6.0 6.8 4.5 4.4 6.4 4.0 7.9 ±21% ±7.7% ±3.0% ±2.8% ±44% ±10% ±19% ±15% ±8.0% ±29% ±9.7% ±21% AR(10), [-] 72 49 50 42 93 133 110 139 152 128 159 100 ±20% ±6.7% ±0.5% ±5.2% ±36% ±11% ±20% ±18% ±4.7% ±37% ±9.3% ±17%
TABLE III. SUMMARY OF THE BULK PROPERTY MEASUREMENTS, OBTAINED UNDER 15 KPA (average for three fresh test portions)
Lab 1 Lab 2 Lab 3
Virgin 1 Virgin 2 Blend Recycled Virgin 1 Virgin 2 Blend Recycled Virgin 1 Virgin 2 Blend Recycled
PD, [Pa] 693 731 689 600 741 713 676 673 714 757 670 620 ±3.3% ±2.9% ±3.4% ±3.9% ±1.0% ±4.4% ±2.8% ±4.1% ±3.5% ±0.9% ±2.2% ±0.3% k, [x10-9 cm2] 9.4 8.9 9.2 10.5 9.0 9.3 9.8 6.7 9.2 8.6 9.7 9.7 ±3.3% ±2.8% ±3.2% ±3.8% ±0.8% ±4.3% ±2.6% ±4.1% ±3.4% ±1.2% ±2.3% ±0.2% Comp., [%] 2.54 2.81 5.14 4.66 2.15 2.04 2.48 3.37 3.61 4.31 3.17 4.67 ±10.3% ±6.7% ±5.2% ±5.0% ±10.5% ±12.9% ±9.0% ±16% ±2.8% ±3.5% ±2.5% ±14%
cases, except on two occasions (CBD and COMP, Lab 3). However, this is a rather favorable criterion under the circumstances and, as indicated by the results, not all indicators were equally good. The indicators most suc-cessful at obtaining the same results with the two iden-tical (virgin) powders were SE, SI, BFE and FRI.
A t-test was also used to evaluate if the recycled pow-der could be differentiated from the two identical virgin powders with a 95% confidence (Table VI). For the pur-pose of this analysis, the results obtained with the two virgin samples were pooled. The analysis shows that not all indicators allow differentiation of the recycled pow-der from the virgin powpow-ders with a high level of confi-dence. Only the BFE and FRI differentiate the powders with confidence for all three laboratories. Only two of the three laboratories were able to differentiate (i.e., 95% confidence) the recycled powder from the virgin ones clearly using the SE, SI, PD, k and COMP indices.
Another mean of visualizing the capability to differen-tiate two powders clearly is using normalized differenc-es. The following expression has been used:
│X _r – X _v│ u = ________σ
r + σv (1)
Where X represents the properties or indicators, X _ r and X _v are the average values obtained for the recycled and virgin powders respectively, and σr and σv are their standard deviations. The results are shown in Table VII. As with the t-test results, the normalized differences
suggest that BFE and FRI have the highest capability to differentiate the recycled and the virgin powders, in all three laboratories; BFE being the best.
An ANOVA analysis has been done for each property and indicators to assess the lab-to-lab reproducibility (Table VIII). As a guideline, the smaller the p-value, the more significant the contribution a factor has to the overall observed variance. The results show that the powder has a strong and significant influence on most of the properties and indicators (8 of 10). On the other hand, the results also show that the laboratories and/ or the apparent interaction have an even higher impact (i.e., greater than the powder) for 6 of the 10 properties and indicators. The pressure drop and the permeability had the best lab-to-lab reproducibility. On the other hand, aerated energy and aeration ratio appear to be the more problematic, as the laboratories are responsi-ble for most of the variance.
DISCUSSION
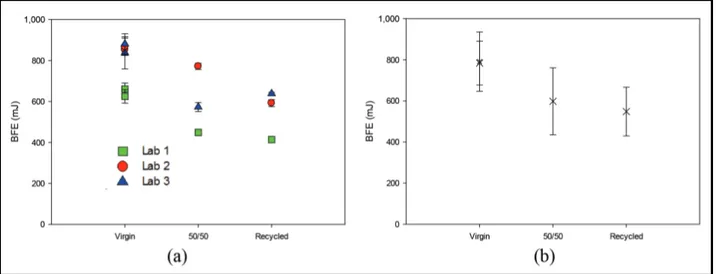
As mentioned previously, the BFE is subject to an important lab variability (Figure 3). Such lab-to-lab variability in the measurement of flowability has previously been observed in other studies using the powder rheometer9,10 as well as in studies done with
other flowability methods such as the standard Hall flow.11,12 As with the standard Hall flow technique,13,14
the potential origins of such variability are numerous: relative humidity, static charging prior to or during test-ing, powder handling during sample preparation, instrument, sampling and modification of the powder during storage. It is worth noting that Lab 1 tested its powder samples immediately after receipt while labora-tories 2 and 3 had to wait 7–8 months before conduct-ing the tests (due to the pandemic). While storage time may be a plausible explanation for the differences observed and could explain why the results obtained by Labs 2 and 3 seem to be slightly closer together, it is TABLE IV. DIFFERENCE ANALYSIS FOR THE BASIC FLOWABILITY
ENERGY
BFE, Relative Difference, [%]
V1 – R B – R V2 – R B – V1 V2 – V1 V2 – B
Lab 1 46 8 41 38 6 33
Lab 2 36 26 38 10 2 12
Lab 3 27 11 32 37 5 42
TABLE V. T-TEST RESULTS
(p-value, indicating if the two identical virgin powder samples gave results that are statistically the same. Below 0.05, we concluded that they are perceived as different with a confidence of at least 95%.)
BFE SE SI FRI CBD AE(10) AR(10) PD k COMP
Lab 1 0.31 0.55 0.31 0.20 0.32 0.44 0.15 0.17 0.12 1.00
Lab 2 0.68 0.99 0.92 0.71 0.27 0.41 0.21 0.34 0.35 0.12
Lab 3 0.55 0.84 0.40 0.61 0.01 0.27 0.56 0.15 0.15 0.01
TABLE VI. T-TEST RESULTS
(p-value, used to indicate if the recycled powder is differentiable from the virgin powder. The powders are different with a confidence of at least 95% when the value is below 0.05.)
BFE SE SI FRI CBD AE(10) AR(10) PD k COMP
Lab 1 3x10-5 9x10-4 0.04 0.01 0.23 0.03 0.05 3x10-5 0.02 0.01
Lab 2 2x10-6 0.01 0.01 2x10-4 0.12 0.09 0.31 0.08 0.07 0.03
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
difficult to associate the observed differences solely to the modification of the powders during storage consid-ering results recently reported by S. Hall on the effect of storage of Ti-6Al-4V, IN718 and Al-Si7-Mg on the BFE-basic flowability energy.15
Despite strong lab-to-lab variations, the rheometer was able to detect changes induced in the powder during processing and recycling. While most of the pow-der characteristics evaluated using standard tech-niques appeared to be affected little by recycling (also suggested by the absence of problems during builds with this powder), a detailed analysis of the results showed that the recycled powder contains more fine particles.7 Based on particle-size and circularity
analy-ses as well as SEM observations, the increase of the fines appears to be associated with the dislodgement of some satellites.7 Given the recognized negative impact
of satellites on flowability, their removal would normally favor a decrease of the BFE. On the other hand, one could expect that the increased number of fine parti-cles, due to the same satellite dislodgement, would have a negative impact on flowability, and therefore lead to
an increase of the BFE. The fact that, in reality, the recycled powder has a lower BFE suggests that the removal of the satellites, in this case, more than com-pensates for the marginal increase of fine particle con-tent.
The correlations between the BFE and various parti-cle descriptors are presented in Figure 4. Although it is recognized that the modification of particle size is very small, the correlations between the BFE and the D10 (volume and numbers) as well as the D50 (volume) is reasonably good in the circumstances. The strong effect caused by this small reduction of the PSD on the BFE is more likely due to the effect of the removal of the satel-lites. The small increase of circularity measured on the recycled powder also correlates with the reduction of BFE (Figure 7(d)).
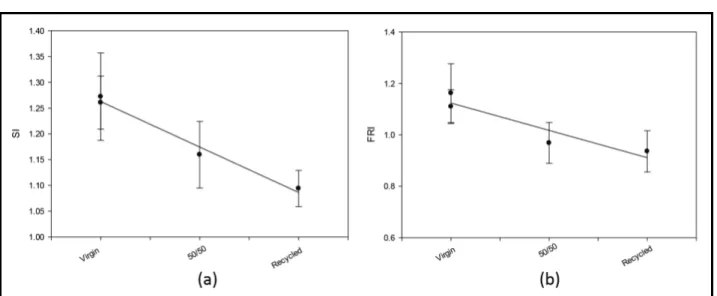
Figure 5 shows the lab-average of SI and FRI obtained with the four powder samples. The SI values of the two virgin powders are very close and significantly different from the SI value of the recycled powder. Interestingly, the lab-average SI value of the blended powder falls in between the ones obtained with the virgin and recycled TABLE VII: DIFFERENCE BETWEEN THE MEAN VALUES OBTAINED WITH RECYCLED AND VIRGIN POWDERS NORMALIZED BY THE SUM OF THE STANDARD DEVIATIONS OF THE TWO SAMPLES
BFE SE SI FRI CBD AE(10) AR(10) PD k COMP
Lab 1 6.5 2.5 2.9 3.0 0.6 1.3 1.7 2.5 2.0 4.4
Lab 2 5.8 1.8 1.5 5.5 0.9 1.0 0.5 1.2 1.3 1.6
Lab 3 3.2 0.1 1.1 3.2 3.8 0.9 0.9 6.4 6.4 0.9
TABLE VIII. ANOVA RESULTS
(p-value, indicating the relative significance of the factors to the total variance measured in results)
BFE SE SI FRI CBD AE(10) AR(10) PD k COMP
Lab 3x10-14 3x10-5 0.06 0.01 1x10-11 4x10-6 1x10-7 .12 0.86 5x10-9
Powder 7x10-3 3x10-5 3x10-8 3x10-11 5x10-7 0.47 0.73 6x10-8 1x10-7 2x10-3
Inter. 5x10-6 3x10-5 4x10-5 1x10-6 7x10-6 0.02 0.04 0.02 0.02 1x10-8
powders. A similar trend is observed for FRI (Figure 5(b)). As with the BFE, the evolution of the SI and FRI goes along with the circularity (not shown here)
some-what in accord with their expected influence.
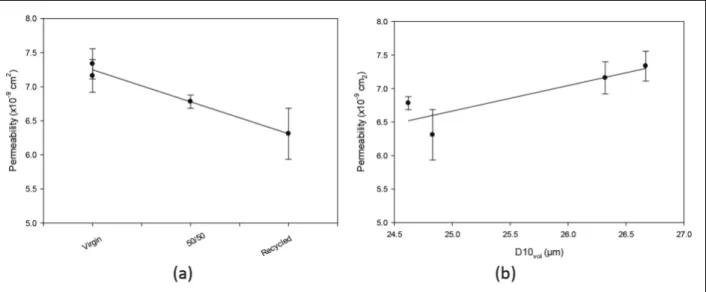
Figure 6 shows the lab-average permeability in rela-tion to the nature of the powder and the quantity of fine
Figure 5. Lab-average of different indices measured on the virgins (2), recycled and blended powders (a) Stability Index (SI), (b) Flow Rate Index (FRI) Figure 4. Correlations between the Basic Flowability Energy (BFE) and (a) D10 (vol), (b) D50 (vol) and (c) D10 (number) measured using static laser light scattering particle size (ASTM B822, wet dispersion) and (d) dynamic image analysis circularity (number) using dry dispersion7
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
RHEOLOGY OF SS-316L METAL POWDERS EXPOSED TO LASER POWDER BED MACHINE CYCLES: AN INTERLABORATORY STUDY
particles (D10). The permeability of granular media gen-erally decreases with the porosity and with the particle size. The improvement of the circularity and the increased number of fine particles should favor a better powder packing and therefore reduce the permeability. Although it was not possible to measure a significant change of density (here CBD), the measured reduction of permeability appears to follow this general rule.
The CBDs of the virgin and recycled powders were all similar, as presented in Tables V, VI and VII. The differ-ences that recycling may have caused were too small compared with the lab-to-lab variation. It is worth not-ing that it was not possible to differentiate these pow-ders with standard methods (ASTM B527) either.7
Additionally, the CBD measured in this study lies between the apparent and tap densities measured using the ASTM B212 and B527 standard methods.
CONCLUSIONS
Several properties and indices measured using a powder rheometer can be used to study the impact of recycling on the metal powder behavior. The results obtained in this study showed it was possible to differ-entiate powders using various indices (BFE, SE, FRI, SI, Permeability). BFE and FRI were the best at differentiat-ing the recycled from the virgin powders and at recog-nizing the two identical virgin samples. Globally, BFE was the best indicator and appears to be the most capa-ble for studying and monitoring the evolution of the recycled SS-316L powder used in PBF-LB machines.
The trends observed with BFE, SI, FRI, suggest that the recycled powder of the present study has a moder-ately better flowability than its virgin reference. This goes along with the fact that no operational problem
was encountered with this recycled powder.
The modification induced by recycling on the powder studied was mainly the detachment of satellites.7 Some
correlations could be made between various indices and the size and shape (circularity) of the particles that sug-gest a link between these modifications and the observed changes of flow behavior.
Clear identification was not always easy because the tested recycled powder was only slightly different from the virgin ones and also because of lab-to-lab varia-tions. Such variations were previously reported in other studies on powder flowability and rheology. The origin of the lab-to-lab variations could be numerous: powder modification, environment and procedures. It is import-ant to understand the origin of these variations better and to find solutions to mitigate them. Development of standard procedures that incorporate these solutions will help improve the reliability of the approach for qual-ity control and certification purposes.
The current findings are likely to be material and process specific and other studies should be conducted to establish the sensitivity and reproducibility with powders of other alloys and used in other AM processes (electron beam melting, direct energy deposition, binder jet etc.).
ACKNOWLEDGEMENTS
The authors would like to acknowledge W. Brian James from the ASTM B09 committee for coordinating this study and Tony Thornton from Micromeritics for sharing data on the characteristics of the powders. The authors would like also to acknowledge Shiva Gosaine and Shirley Mercier from NRC for conducting the experimental work.
Figure 6. Lab-average permeability measured on the virgins (2), recycled and blended powders (a), and (b) plotted as a function of the D10 (vol) measured using static laser light scattering (ASTM B822, wet-dispersed)7
REFERENCES
1. MPIF 03, Method for Determination of Flow Rate of Free-Flowing Metal Powders Using Hall Apparatus, Standard Test Methods for Metal Powders and Powder Metallurgy Products, 2016, Metal Powder Industries Federation, Princeton, NJ.
2. ASTM B213-17, Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel, 2017, ASTM Interna-tional, West Conshohocken, PA, www.astm.org, http://dx.doi. org/10.1520/B0213-17
3. ISO 4490 Metallic Powders—Determination of Flow Rate by Means of a Calibrated Funnel, International Organization for Standardization, Geneva, Switzerland.
4. AMSC 18-001, Preliminary Final Draft AMSC Roadmap Version 2.0 4/6/18, America Makes & ANSI AMSC Standardization Roadmap for Additive Manufacturing, 2018.
5. Freeman Technology, Powder Flow Testing with the FT4 Powder Rheometer, https://www.freemantech.co.uk/_powders/ft4- powder-rheometer-universal-powder-tester, (accessed 25 July 2019).
6. Anton Paar, Rheometer, https://www.anton-paar.com/us-en/ products/group/rheometer/, (accessed 25 July 2019).
7. Tony Thornton, “Summary of Physical Characterization of Steel Powders used for AM”, Int. J. Powder Metall., 2020, vol. 56, no. 4. 8. https://www.freemantech.co.uk/learn/product-brochures. 9. L.P. Lefebvre, J. Whiting, B. Nijikovsky, S.E. Brika, H. Fayazfar
and O. Lyckfeldt, “Assessing the Robustness of Powder Rheology
and Permeability Measurements”, Additive Manuf., 2020, vol. 35, Article number 101203.
10. S.V. Søgaard, M. Allesø, J. Garnaes, S. Baldursdottir and J. Ran-tanen, “Development of a Reproducible Powder Characterization Method Using a Powder Rheometer”, Ann. Trans. Nordic Rheolo-gy Soc., 2012, vol. 20, pp. 239–245.
11. ASTM B213-17, Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel, 2017, ASTM Interna-tional, West Conshohocken, PA, www.astm.org, http://dx.doi. org/10.1520/B0213-17
12. Committee B09 Proficiency Test Program Additive Manufacturing Powder Metallurgy Sample ID: AMPM1804 April 2018, Report Issue Date: September 13, 2018. ASTM International, West Con-shohocken, PA.
13. L.P. Lefebvre, F. Bernier, N. Orsoni-Wiemer, C. Charbonneau, B. Alchikh-Sulaiman and S. Yue, “Rheology of Powders: Assessing the Robustness and Impact of Humidity, Tribocharging, Particle Size and Composition”, 2019, Proc. Euro PM2019, European Pow-der Metallurgy Association, Chantilly, France.
14. L.P. Lefebvre, F. Bernier and R. Pelletier, “Flowability of Powders: Adapting the Measurements to AM Requirements”, 2018, Proc.
AMPM2018, Metal Powder Industries Federation, Princeton, NJ.
15. S.Hall, “Developing Storage and Handling Guidelines for Additive Manufacturing Metal Powder Feedstock, 2020, presented at ICAM 2020, ASTM. ijpm