Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la
première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
8th International Conference on Zinc and Zinc Alloy Coated Steel Sheet, GALVATECH 2011 [Proceedings], 2011-06-21
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC :
https://nrc-publications.canada.ca/eng/view/object/?id=9a377019-7b4f-439e-b4cd-c2093799da9f https://publications-cnrc.canada.ca/fra/voir/objet/?id=9a377019-7b4f-439e-b4cd-c2093799da9f
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at Numerical investigation of dross formation and minimization in continuous galvanizing baths
NUMERICAL INVESTIGATION OF DROSS FORMATION AND MINIMIZATION IN CONTINUOUS GALVANIZING BATHS
Frank Ajersch – École Politechnique, Montréal, Canada Florin Ilinca – National Research Council Canada
Frank E. Goodwin – International Lead Zinc Research Organization
ABSTRACT
This contribution presents numerical investigations into some aspects affecting the formation of dross during continuous galvanizing. It is well known that dross formation depends on the bath composition, temperature and flow dynamics. However, experimental observation indicates that top dross formation is affected by oxidation at the surface of the bath as the use of an inert gas in air knifes greatly reduces dross generation. In this work numerical simulations are used to investigate the flow dynamics of the gas in the vicinity of the bath surface in order to obtain correlations between the gas velocity and the propensity for oxidation and dross formation. Simulations are first shown for a bench scale experiment simulating top dross formation for which experimental data are available. The experiment consists of a crucible containing liquid zinc with various aluminum and iron contents. The flow in the crucible is generated by the rotation of a propeller immersed into the liquid zinc and then air or inert gas is projected to the surface of the liquid metal to determine the effect on oxidation and dross formation. Dross formation is then correlated to the size of the exposed surface and to the relative velocity between the liquid zinc and the gas. Numerical results are also shown for the gas flow dynamics inside air knifes and in the vicinity of the bath surface. This provides a map of the relative gas/liquid velocity at bath surface which then can be used to estimate the propensity for oxidation and top dross formation.
KEYWORDS
Continuous galvanizing; Dross formation; Oxidation; Dross minimization; Numerical simulation; Bench scale experiment.
INTRODUCTION
Numerical simulation of galvanizing baths has gained considerable support in the industry due to the validation studies that have been carried out to confirm the transient variation of the flow, temperature and composition of the bath as ingots are added at various stages of the process [1,2,3]. This contribution presents numerical investigations into some aspects affecting the formation of dross during continuous galvanizing. It is well known that dross formation depends on the bath composition, temperature and flow dynamics. However, experimental observation indicates that top dross formation is affected by oxidation at the surface of the bath as the use of an inert gas in air knifes greatly reduces dross generation. In this work numerical simulations are used to investigate the flow dynamics of the gas in the vicinity of the bath surface in order to obtain correlations between the gas velocity and the propensity for oxidation and dross formation. Simulations are first shown for a bench scale experiment simulating top dross formation for which experimental data are available. The experiment consists of a crucible containing liquid zinc with various aluminum and iron contents. The flow in the crucible is generated by the rotation of a propeller immersed into the liquid zinc and then air or inert gas is projected to the surface of the liquid metal to determine the
effect on oxidation and dross formation. Dross formation is then correlated to the size of the exposed surface and to the relative velocity between the liquid zinc and the gas. Numerical results are also shown for the gas flow dynamics inside air knifes and in the vicinity of the bath surface. Simulations are carried out in two steps. First, the gas flow at the exit of air knifes and impinging into the strip is computed providing the pressure distribution on the strip surface and the distribution of velocities as the gas is deflected towards the bath surface. Second, the gas flow at the bath surface is computed for different air knifes gas velocities. This provides a map of the relative gas/liquid velocity at bath surface which then can be used to estimate the propensity for oxidation and top dross formation.
1. BENCH SCALE EXPERIMENT
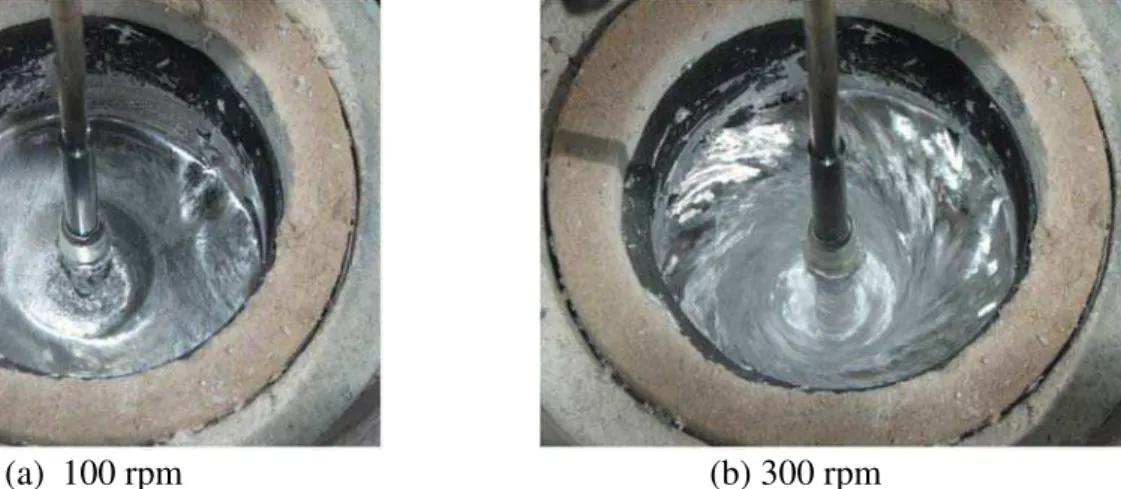
Experiments for dross formation were carried out in a bench scale apparatus consisting of a crucible containing liquid zinc stirred by rotating blades. The crucible has an inner diameter of 16.5 cm and height of 23 cm. The static level of the liquid zinc in the crucible varied between 12 and 14 cm. The free surface of the zinc in the crucible for 100 rpm and 300 rpm rotation speeds are illustrated in Figure 1. As can be seen the amplitude of the free surface deformation with respect to the initial horizontal level increases with increasing rotation speed. Note also a higher level of turbulence at the free surface for the case of a 300 rpm rotation speed compared with the 100 rpm case.
(a) 100 rpm (b) 300 rpm
Fig. 1 : Experimental apparatus for two different rotation speeds
Fig. 2 : Galvanneal skimmings generation rate
A summary of the tests performed for galvanneal conditions is shown in Figure 2 for air and N2
impinging flow on the free surface. Results indicate that the quantity of skimmings is larger for the air flow and increases significantly when increasing the blades rotation speed. For more information on the experimental results and their analysis the reader could consult the companion paper at Galvatech 2011 by Koutsaris et al. [4]. The results obtained on the bench scale experiment are in good agreement with those on an industrial continuous galvanizing line [5].
2. NUMERICAL SIMULATION OF THE BENCH SCALE EXPERIMENT
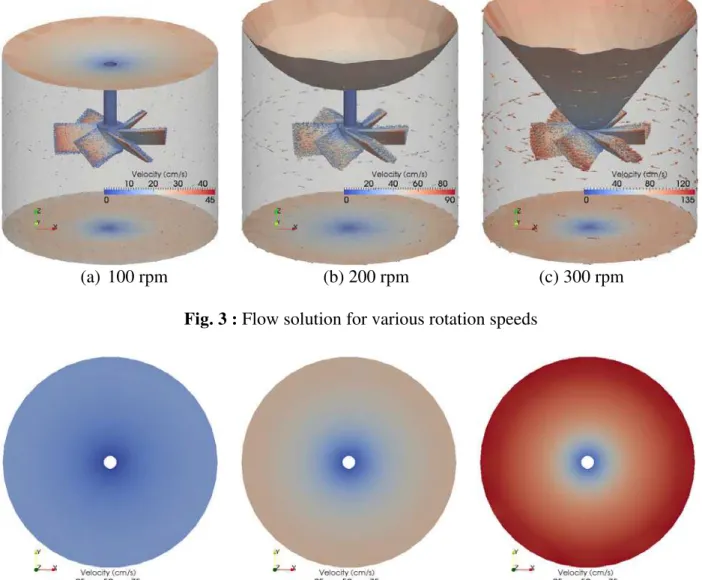
Numerical simulation of the bench scale experiment was carried out using a three-dimensional finite element method [1]. The free surface fluid flow is described by the Reynolds Averaged Navier-Stokes equations. The turbulent viscosity is computed using the two-equation k-ε model. The position of the free surface is tracked using a level-set method: a transport equation is solved for a scalar function whose values are positive inside the liquid region and negative outside of the liquid. Because the continuous rotation of the propeller blades implies changes in the geometry and in the corresponding mesh we solved the problem in a reference frame tied to the blades. Therefore the model includes centrifugal and Coriolis forces introduced by the change of reference frame. The goal of the numerical simulation is to determine a correlation between the rotation speed of the blades and the shape and velocity of the zinc free surface, which then in turn can be correlated to the quantity of dross and oxides generated. Simulations were therefore carried out for three values of the rotation speed: 100, 200 and 300 rpm. The initial level of the liquid zinc was set at either 12 or 14 cm, thus setting the total quantity of zinc in the crucible. The flow solutions for the three rotation speeds and the 14 cm initial height are shown in Figure 3. The colour on the free surface, bottom wall of the crucible and blades is from the velocity magnitude. As can be seen, at faster blades rotation speed the velocity of the zinc and the deformation of the free surface are larger. For the higher velocity the free surface gets very close to the blades. It is also expected that the turbulent oscillations in the flow near the surface to be more important as the rotation speed increases. However, the numerical model solves only for the mean flow. The turbulent flow is characterized by the turbulent kinetic energy which is proportional to the square of the velocity. The distribution of the velocity at the free surface is shown in Figure 4 using the same scale for the three solutions. It is clearly seen that the zinc velocity increases when increasing the rotation speed. As expected, higher velocities are recovered near the outer boundary (crucible wall).
The position of the free surface as a function of the blades rotation speed is shown in Figure 5 for the two values of the initial zinc level in the crucible. The vertical position of the free surface is shown with respect to the initial level. Hence, a non perturbed surface would have been located at y=0. The solutions indicate that the free surface displacement is not affected by the initial zinc level for the range of values considered. Note also that the displacement of the free surface increases rapidly when increasing the rotation speed. This translates into a sharp increase of the size of the free surface as can be seen in Figure 6(a). The graphs in Figure 6 show the dependence with respect of the rotation velocity of the size of the free surface and of the zinc velocity. The size of the free surface is expected to affect directly the quantity of dross and oxides formed. The zinc velocity is also an important factor, as higher velocity translates into a higher level of turbulence at the free surface which in turn may determine increased oxides formation. Higher velocity and turbulence of the liquid zinc may determine a faster regeneration of the zinc at the free surface and then increased possibility of oxidation.
(a) 100 rpm (b) 200 rpm (c) 300 rpm
Fig. 3 : Flow solution for various rotation speeds
(a) 100 rpm (b) 200 rpm (c) 300 rpm
Fig. 4 : Velocity of liquid zinc at the free surface (view from above the crucible)
(a) Initial zinc level = 12cm (b) Initial zinc level = 14cm Fig. 5 : Position of the free surface for different initial zinc levels
(a) Size of the free surface (b) Mean velocity at the free surface Fig. 6 : Air/zinc interface parameters as function of the rotation speed
3. MODELING THE AIR FLOW AT BATH SURFACE
As for the dross and oxides generation in the case of the bench scale experiment it is expected that the dross generation in a continuous galvanizing bath to be determined by the size of the free surface of zinc, the air velocity at the surface of the bath and the zinc velocity/turbulence level at the free surface. The size of the free surface is expected to change very little when changing processing parameters such as line speed, but will increase when increasing the strip width and speed. We have also shown in a previous work [1] that increasing the strip speed will determine an increase in the velocity of the zinc and of the turbulence level near the free surface. Therefore the dross and oxides generation will also be more important. In this work we investigate the air flow velocity at the strip and bath surface. Air velocity is also an important factor in top dross formation as an increase in the air velocity will determine a higher rate of oxidation as the oxygen consumed at the contact with the liquid zinc is replenished faster. A larger air velocity at bath surface will also determine an increase in the size of the bath surface free of top skimmings and thus directly exposed to the air flow.
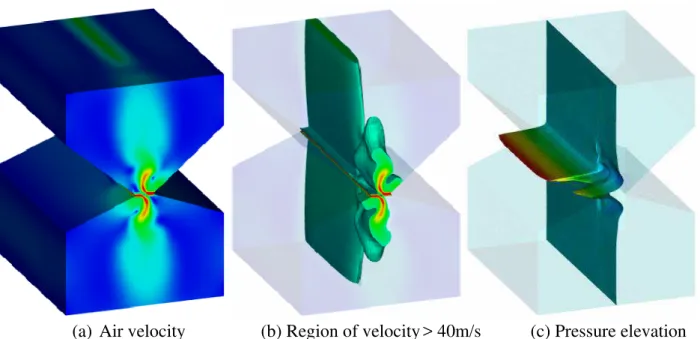
The solution of the air flow from the air knives is determined in two steps. First, the flow in the vicinity of the air knives is solved. The resulting velocity distribution in the flow directed towards the bath surface is then used as a boundary condition when solving the air flow at the surface of the bath. Simulations were carried out for air velocity in the air knives of 100, 200 and 300 m/s. The strip moves at a much lower velocity of 3m/s. Figure 7 shows the instantaneous distribution of the velocity (a), the region of the flow field where the velocity is larger than 40 m/s (b), and the pressure distribution in the strip plane (c) shown as an elevation in direction normal to the strip plane. The air flow in the vicinity of the air knives is periodical with a very high frequency. This periodic behaviour is caused by the two opposing jets colliding at the extremity of the strip and thus being deflected, one upward and the other downward as can be seen in Figure 7(a). The flow direction in the two jets changes periodically at very high pace thus causing the periodic flow.
(a) Air velocity (b) Region of velocity > 40m/s (c) Pressure elevation Fig. 7 : Flow generated by the air knives
(a) V = 100 m/s (b) V = 300 m/s
Fig. 8 : Pressure for three locations at the strip surface (z denotes the distance from the strip edge)
Fig. 9 : Mean pressure along the strip width for 100 m/s
The flow also determines an oscillation in the pressure at the strip surface whose amplitude is larger for points closer to the extremity of the strip as shown Figure 8. Numerical results also indicate that the frequency of oscillations increases when increasing the velocity in the air knives. Note also that the pressure at the strip surface increases with the square of the air velocity, thus being about 9 times higher for a 300 m/s air velocity than for a 100 m/s air velocity. The mean pressure across the strip width for air knives at 100 m/s is shown in Figure 9. In addition to the high amplitude oscillations, the extremity of the strip experiences a drop in the mean pressure which may cause a non-uniform thickness of the coating layer.
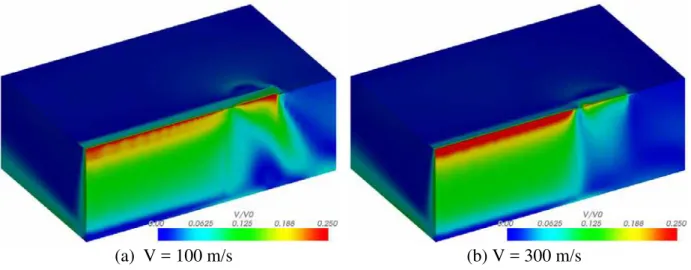
The distribution of the mean velocity at the bottom of the computational domain as from Figure 7(a) was then used to compute the air flow in the vicinity of the bath surface for a strip width of 1.5m. The two steps simulation was imposed by the high frequency oscillations in the solution close to the air knives which asks for very small time steps. This restriction is not needed far from the air knives where only the mean flow is important. Figure 10 illustrates the velocity distribution. Because of the double symmetry only a quart of the domain is solved (one half of the strip on one side). The velocity computed in the air knives analysis is imposed on the top boundary. The vertical side towards the reader represents the strip surface, while the bath surface is at the bottom of the computational domain. The solution in Figure 10 is shown in terms of the velocity relative to the air knives velocity. We remark therefore that the velocity in the vicinity of the strip and bath surface is proportional to the velocity in the air knives.
The air velocity at the bath surface determines the region of the bath that will be free of top skimmings and therefore directly exposed to the air flow. A correlation could then be determined between the velocity distribution shown in Figure 11 and the size of the skimmings free surface. If for example we consider that the region of the bath surface where the air velocity is higher than 20 m/s is free of top skimmings, then the exposed bath surface will be negligible for 100 m/s air velocity. For 200m/s the exposed surface will be relatively small, while for 300 m/s it will be very large (red region in Figure 11).
(a) V = 100 m/s (b) V = 300 m/s
(a) V=100m/s (b) V=200m/s (c) V=300m/s Fig. 11 : Distribution of air velocity at bath surface
4. CONCLUSIONS
This contribution presents the numerical results of a study aimed at characterizing the parameters which affect the formation of top dross in continuous galvanizing operations. Amid parameters investigated, we may note the velocity of air and liquid zinc at the interface between the two, the size of the exposed interface and the level of turbulence in the flow near the free surface.
Results are first shown for a bench scale experiment trying to reproduce the actual process tacking place at the surface of a continuous galvanizing bath. Simulations indicate that an increase in the rotation speed of the immersed blades has several consequences which impact in the production of dross. The size of the free surface increases at higher rotation speed. The velocity of the liquid zinc and therefore the turbulence level near the free surface increases also when increasing the rotation speed. These remarks are in good agreement with experimental observations which indicate an important increase in dross formation at higher rotation speeds.
The numerical investigation was then extended to the case of a galvanizing bath for which simulations were first carried out in the vicinity of the air knives and then near the bath surface. Close to the air knives the flow has high frequency oscillations determined by the jets at the extremity of the strip flipping on one side or the other. This affects the pressure distribution at the strip surface, but has little influence on the velocity distribution at the top of the bath. Simulations indicate that the size of the skimmings free surface of the bath as determined by the velocity distribution increases rapidly when increasing the air knives velocity. This affects directly the quantity of top dross and oxides formed as a larger surface exposed to air flow results in more top dross.
REFERENCES
1) F. ILINCA, J.-F. HÉTU and F. AJERSCH, Num. Heat Transf. A 44, (2003), p.463. 2) F. AJERSCH, F. ILINCA and J.-F. HÉTU, Metall. Mat. Trans. B 35, (2004), p.161. 3) F. AJERSCH, F. ILINCA and J.-F. HÉTU, Metall. Mat. Trans. B 35, (2004), p.171. 4) C. KOUTSARIS, F. AJERSCH, F. ILINCA, F.GOODWIN, Galvatech 2011.
5) F. AJERSCH, C. KOUTSARIS, S.G. FOUNTOULAKIS, M.A. MILLER, F.D. BARRADO, F.E. GOODWIN, Galvanizers Association Meeting 2009.