Design and Characterization of Diamond-Like Carbon Coated Kinematic Contacts for Improved Coupling Precision and Wear Resistance
by Tian Yi Wang
Sc.B. Mechanical Engineering Massachusetts Institute of Technology, 2014
Submitted to the Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of
Bachelor of Science in Mechanical Engineering at the
Massachusetts Institute of Technology June 2014
2014 Massachusetts Institute of Technology
All rights reserved.
.Signature
redacted
Signature redacted
Certified by...beL7
.-Signature redacted
Accepted by... ...Department of Mechanical Engineering May 21, 2014
...
Martin L. Culpepper Professor of Mechanical Engineering Thesis Supervisor
...
Anette Hosoi Professor of Mechanical Engineering Chairman, Undergraduate Thesis Committee
3ACHUSETTS MM7fUTE OF TECHNOLOGY
JUL 3 2014
LIBRARIES
Signature of Author. _ Oe ..Design and Characterization of Diamond-Like Carbon Coated Kinematic Contacts for Improved Coupling Precision and Wear Resistance
by
Tian Yi Wang
Submitted to the Department of Mechanical Engineering on May 21, 2014 in Partial Fulfillment of the Requirements for the Degree of Bachelor of Science in
Mechanical Engineering
ABSTRACT
Kinematic couplings are used to precisely locate components by constraining all 6 degrees of freedom. The repeatability of kinematic couplings range from hundreds-of-microns down to tens-of-nanometers. This paper introduces diamond-like carbon (DLC) coatings as a means to improve the repeatability of kinematic couplings. Coatings with the help of lubricants have been used in the past to improve the repeatability of kinematic couplings, but DLC coatings offer the opportunity to improve repeatability without the use of lubricants. This will allow for use of kinematic couplings in tools and instrumentation such as scanning electron microscopes (SEMs) where lubricants cannot be used. The experimental results from this experimental setup concluded that kinematic couplings coated with DLC contacts have a repeatability on the order of microns compared to steel contact which have a repeatability on the order of tens-of-microns. The DLC contacts have a repeatability at least
loX
better than that of the steel contacts.Thesis Supervisor: Martin L. Culpepper
ACKNOWLEDGEMENTS
First and foremost I would like to thank Professor Culpepper for his guidance and support. Without him, this thesis would not have been possible. He challenged me to think more like an engineer and make my castles in the air become a reality. I have learned so much from him during my time as an undergraduate student. Not only was he a supportive advisor in my academic endeavors, but also someone I turned to for advice.
I am grateful to Aaron Ramirez for his guidance and support, for those endless hours he
spent reviewing my designs and teaching me everything I should have learned but did not and was patient and understanding while doing it.
This thesis would not have been possible without the help of Gerry Wentworth and Bill Buckley in the Laboratory for Manufacturing and Productivity (LMP) machine shop. I would like to thank Gerry and Bill, without them I would not have an experimental setup.
Working in the Precision Compliant Systems Laboratory (PCSL) I have come to know many individuals who have graciously offered their help, support, and advice. I would
especially like to thank Marcel Thomas for spending endless hours helping me and making sure that I finished everything I needed to move forward. He always had a knack for showing up at the times I needed help the most, usually the wee hours of the morning. I am grateful for his advice and patience. I would like to thank Brandon Evans for helping me with my experimental setup and analysis of my data. I would also like to thank Lucy Du. No one understood what I was going through more than her. I am grateful for her spending endless hours in lab with me, helping me, supporting me, and rooting for me.
I am thankful to Saana McDaniel for making sure that I had everything I needed for my
thesis. From scheduling meetings to ordering parts, it would not have been possible without her help.
I am grateful to Professor Reis for being my academic advisor and guiding me during my
time at MIT. He always made sure I had all my ducks in a row and was ready to take on new challenges.
Starting my sophomore year I had the pleasure of working for Maria Telleria and Ahmed Helal. I am thankful to her for her guidance and support. She was the first person I worked for
as an undergraduate researcher and I learned more than I ever could have imagined during our two years together. She encouraged me to express my creative and unrealistic ideas and taught me how to make them into reality. Even after she graduated, she was still available to offer her guidance. Additionally, I would like to thank Ahmed Helal for his support during my undergraduate years. He always offered a helping hand whenever I needed it and made my time at MIT more enjoyable. I am grateful for his encouragement in everything I pursued and his willingness to help me whenever he could.
I would also like to thank Sorin Marcovici for being my mentor. He was always so
understanding and knew exactly what I was going through. His advice has helped me develop as an engineer, young professional, and a more patient and understanding person.
Additionally I would like to thank Troy Hoffa for his love, support, patience and help especially in the times I needed it the most. Words cannot express my gratitude for having him in my life.
Last but certainly not least I would like to thank my family and friends. To my mom, dad, and sister who have always believed in me, challenged me to be the best that I could be, and for their understanding. I would not be where I am today without their love and support. To my friends who put up with my endless hours spent working and try to work with my schedule, who understand what I am going through and always support me, thank you, I could not have done it without you all.
CONTENTS
Abstract... ~ Acknowledgements Contents Ti 1.. 2.. 3. 4., 3 5 7 ibles 00-0,00"11 wo 131.1 Purpose, Importance, Impact ... 13
1.2 Current Kinematic Couplings... 14
1.3 Applications of Kinematic Couplings... 14
1.4 Repeatability ... 15
1.5 Diamond-Like Carbon Coatings... 15
1.6 Thesis Overview ... 16 17 2.1 Repeatability model... 17 2.2 Minimizing Friction... 17 2.3 W ear Factor... 18 2.4 Expected Performance ... 18
3.1 Theory of Design of Kinematic Coupling ... 21
3.2 Kinem atic Coupling Design... 25
3.3 Diamond-Like Carbon Coatings ... 26
3.3.1 Comparison of DLC Coatings... 27
3.3.2 DLC Coating Selection ... 28
4.2 Assem bly ... 31
5 . .. .. ... ... 33
5.1 Instrum entation and Setup ... 33
5.2 Experim ents ... 35 37 6.1 Steel-Steel Results ... 38 6.2 DLC-DLjC Results ... 42 . .... 0 ... ... ... 47 48 49 A .1 CAD of Kinem atic Coupling ... 49
Ao2 Drawings ... o ... 50 A -3 Process Plans ... 51 B ... 53 ... 57 61 ... 0 .... .o..oo...,.oo..o..ooo ... ... ... 63
FIGURES
Figure 1.1: Kinematic coupling [1... 13
Figure 2.1: This is a plot of the expected performance of DLC-DLC contacts and steel-steel contacts. ... 19
Figure 3.1: Kinematic coupling with 3 grooves [6]... 21
Figure 3.2: Parameters for optimizing the design of 3 groove kinematic couplings [6]. ... 22
Figure 3.3: Assembled view of the CAD of the kinematic coupling... 25
Figure 3.4: Groove side of the kinematic coupling... 26
Figure 3.5: Ball side of the kinematic coupling... 26
Figure 3.6: Ternary phase diagram for DLC coatings compared to graphite and diamond. This shows the sp3 to sp2 ratio as well as the hydrogen content of the coating [4]. ... 28
Figure 4.1: Tool path generated in HSM Works compared to the SolidWorks CAD of the vee-grooves... 29
Figure 4.2: Fabricated vee-groove side of the kinematic coupling... 30
Figure 4.3: Tool path generated in HSM Works compared to the SolidWorks CAD of the ball side... 30
Figure 4.4: Fabricated ball side of the kinematic coupling... 31
Figure 4.5: Ball side of the kinematic coupling. The bottom two balls are glued on with epoxy. The top pocket does not have a ball in it. ... 31
Figure 4.6: Vee-groove side of the kinematic coupling was fly cut before the steel gauge blocks coated with DLC were glued onto the vee-grooves with epoxy... 32
Figure 5.1: (a) Vee-groove side of kinematic coupling with DLC coated gauge blocks glued on with epoxy to the machined vee-grooves. (b) Ball side of kinematic coupling with DLC coating stainless steel balls glued on with epoxy. ... 33
Figure 5.2: Experimental setup... 34
Figure 5.3: The aluminum block with steel blocks glued on either sides is mounted to the top of the kinematic coupling, the side with the balls, to load the kinematic coupling. ... 35
Figure 6.2: Summary of results for steel to steel contacts... 41
Figure 6.3: Translational repeatability of kinematic coupling with steel to steel contacts... 42
Figure 6.4: Summary of results for DLC to DLC contacts... 45
TABLES
Table 1.1: Comparison of coupling mechanisms [2]... 14
Table 1.2 Repeatability comparison for different coupling mechanisms [1]... 14
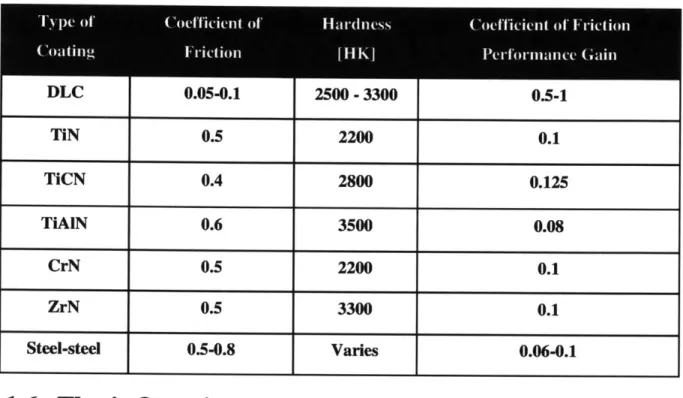
Table 1.3: Comparison of coefficient of friction for different types of commonly used coatings. The performance gain was calculated by dividing the lowest coefficient of friction of DLC (0.05) by the coefficient of friction of the respective coating [5]... 16
Table 3.1: Summary of the main categories of DLC coatings and their properties... 27
Table 6.1: lo and 3o for the repeatability measurements for steel-steel... 42
CHAPTER
1
INTRODUCTION
1.1 Purpose, Importance, Impact
The purpose of this research was to understand the effect of diamond-like carbon (DLC) coatings on the repeatability of kinematic couplings. Different coatings have been utilized in the past to decrease the coefficient of friction in kinematic couplings, but DLC coatings have not been explored. This research encompassed modeling the repeatability of kinematic couplings utilizing DLC coating and the fabrication of kinematic couplings with balls and vee-grooves coated with DLC. This coating has the potential to increase the repeatability of kinematic couplings to the tens-of-nanometers at a low-cost and without the use of lubricants. Increasing the repeatability to the tens-of-nanometers will allow for better alignment and positioning in tools and instrumentation such as scanning electron microscopes (SEMs) where lubricants cannot be used. This improvement will allow researchers to remove samples from SEMs and place them back in the machine without needing to locate the sample again. The impact of this research has the potential to improve diagnostic rate, quality, and cost. This thesis focuses on optimizing kinematic couplings shown in Figure 1.1 to increase repeatability. From experimentation, the performance of the kinematic coupling with DLC coating was 10X better than the repeatability of the kinematic coupling without the coating.
1.2 Current Kinematic Couplings
Kinematic couplings are useful for precisely locating components and achieve this function by deterministically constraining six degrees of freedom. Depending on requirements of the constraint, different couplings can be utilized. The following constraints are summarized in the Table 1.1: basic pin join, elastic averaging, planar kinematic, quasi-kinematic, and kinematic. These couplings are compared in terms of contact type, repeatability, stiffness/load capacity, and industrially ideal [2]. Table 1.1 compares the range of repeatability of coupling mechanisms. Not only do kinematic couplings have the widest range of repeatability, but also achieve the highest repeatability.
Table 1.1: Comparison of coupling mechanisms [2].
Coupftg Type Conftd-tType RpeIIIIb~ht S-10 ama/ d Caft Ihus~tri im[a Basic Pin Joint Surface Poor (~5pum) High Fair
Elastic Averagg Surface Fair (-1pm) High Good
Plaar Kinematic Mixed Good High Good
Quasi-K Line Good (-0.5pm) Medium to High Good
Kinematic Point Excellent (-O.O1m) Varies (Usually Low) Poor
Table 1.2 Repeatability comparison for different coupling mechanisms [1].
0.01 Mmu 1.0 am
I1
Pinned Joints
Elastic Averaging
Quasi-Kinematic Couplings Kinematic Couplings
1.3 Applications of Kinematic Couplings
The applications of kinematic couplings range from fiber optics to automotive parts to large array telescopes. With such a wide variety of applications, many challenges are faced when designing kinematic couplings. Each system size and required precision brings about new design
1.4
Repeatability
The ability to increase repeatability to tens-of-nanometers will allow meso-scale systems or even larger systems to attain the level of repeatability needed. Four criteria were developed to optimize kinematic couplings: 1) Maxwell's criterion, 2) maximizing the modal frequency, 3) minimizing frictional nonrepeatability, and 4) maximizing the limiting coefficient of friction
[31.
The last two criteria suggest that friction is a determining factor in the repeatability of kinematic couplings. Optimizing friction will therefore result in greater repeatability.1.5 Diamond-Like Carbon Coatings
DLC coatings have properties that can increase repeatability of kinematic couplings.
Within the last 30 years, research on DLC coatings has increased due to technology advancements and commercial interests in the properties of DLC coatings. These coatings have unique material properties: high mechanical strength, high hardness, chemical inertness, excellent thermal conductivity, extremely low thermal expansion, low friction, and good wear resistance. In regards to kinematic couplings, low friction, high hardness, and wear resistance makes DLC an ideal coating to use to optimize the performance of kinematic couplings [4].
Coatings have been utilized in the past to optimize the performance of kinematic couplings. Table 1.3 on the following page consists of commonly used coatings compared to
DLC coating. The performance gain is calculated by dividing the lowest coefficient of friction
of DLC, 0.05, by the coefficient of friction of the respective coating, TiN, TiCN, TiAIN, CrN, and ZrN. The performance gain of DLC coating is at least four times that of the next comparable coating.
Table 1.3: Comparison of coefficient of friction for different types of commonly used coatings. The performance gain was calculated by dividing the lowest coefficient of friction of DLC (0.05) by the coefficient of friction of the respective coating [5].
DLC 0.05-0.1 2500-3300 0.5-1 TiN 0.5 2200 0.1 TiCN 0.4 2800 0.125 TiAIN 0.6 3500 0.08 CrN 0.5 2200 0.1 ZrN 0.5 3300 0.1 Steel-steel 0.5-0.8 Varies 0.06-0.1
1.6 Thesis Overview
The first step is to understand how repeatability is characterized by modeling. Chapter 2 utilizes the model developed by Hale to justify reducing friction to optimize the repeatability of kinematic couplings. Chapter 3 focuses on the theory of design utilizing Johnson's contact mechanics as well as the design of the kinematic coupling utilizing Slocum's design principles for three groove kinematic couplings. Following the design is a comparison of the different types of DLC coatings and the justification for choosing one particular DLC coating instead of other coatings. Chapter 4 consists of fabrication and assembly of the kinematic coupling. Chapter 5 describes the experimental setup and the experiments conducted. Chapter 6 consists of the results from experimentation. Lastly, Chapter 7 concludes the thesis and summarizes the work.
CHAPTER
2
MODEL
2.1 Repeatability model
Utilizing Maxwell's criterion, Hale developed a model to predict frictional nonrepeatability. The nonrepeatability, p, is a function of friction, p, the radius of the ball, R, the applied load, P, and the elastic modulus of the materials in the coupling, E. Equation 2.1, below, shows that the relationship between friction and nonrepeatability is linear.
1 2
Z 3
( (3
Equation 2.1Hale developed an additional nonrepeatability equation specifically for symmetric three-vee coupling. This model assumes that the nonrepeatability at the center will be horizontal, thus resulting in nonrepeatability as a function of friction, p, the external load applied, P, stiffness, k, and the angle of the vee-grooves, a. The resulting model, Equation 2.2 below, also shows that the relationship between friction and nonrepeatability is linear [3].
P 18ksin2acosa
(2V3
+ cosa + sin2a) Equation 2.22.2 Minimizing Friction
Hale identified four criteria to optimize kinematic couplings: 1) Maxwell's criterion, 2) maximizing the modal frequency, 3) minimizing frictional nonrepeatability, and 4) maximizing the limiting coefficient of friction [3]. The last two criteria indicate that friction is a determining
factor in the repeatability of kinematic couplings therefore optimizing friction will result in greater repeatability. The models developed by Hale show that nonrepeatability has a linear
relationship with friction, thus if friction increases, nonrepeatability also increases.
As mentioned previously, coatings have been utilized to optimize the repeatability of kinematic couplings. Table 1.3 summarizes commonly used coatings to reduce friction compared to steel-steel interfaces as well as DLC-DLC interfaces. Utilizing coatings can decrease friction by an order of magnitude thus decreasing nonrepeatability by an order of magnitude. Most coatings in Table 1.3 have a coefficient of friction between 0.4 and 0.6. Compared to the steel-steel coefficient of friction of 0.5 - 0.8, utilizing a coating would result in
a maximum of 2X gain. DLC coatings have a coefficient of friction ranging from 0.05 - 0.1,
which could result in a 16X gain.
2.3 Wear Factor
Wear factor is a measure of a material's resistance to wear as a function of volume of material lost, force, velocity at the contact location, and time. The wear factor of steel is 1 x
103- 1 X 10-2 M3Tewa ato fDCi 1 - 5 X 10-17 M3
Nm . The wear factor of DLC is Nm . Although repeatability is not a function of the wear factor, the performance of the kinematic coupling does change over time as material is removed from the contact regions through coupling and decoupling. DLC has a smaller wear factor by 14 to 15 orders of magnitude, thus the volume of material that is removed per Newton-meter is at least 14 magnitudes less in DLC contacts compared to steel
contacts.
2.4 Expected Performance
Utilizing Hale's model for a symmetric three-vee coupling, Equation 2.2, the expected performance for steel-steel contacts and for DLC-DLC contacts was modeled. This calculation uses the range 0.5 - 0.8 as the coefficient of friction for steel and 0.05-1 as the coefficient of
friction for DLC. The load applied, P, is 27 N and the angle of the vee-grooves, a, is 45'. The performance of DLC-DLC contacts are approximately 5X to 15X the repeatability of steel-steel contacts. The results are plotted in Figure 2.1.
Repeatability
500 o0 400-Q 300-cU 200-DLC
100EJ
0
0
0.1
67.35 nm, p=0.1 33.7 nm, p=0.05 0.2 0.3 0.4 0.5 coefficient of friction Steel DIC 0.6 0.7 0.8Figure 2.1: This is a plot of the expected performance of DLC-DLC contacts and steel-steel contacts.
CHAPTER
3
DESIGN
3.1 Theory of Design of Kinematic Coupling
The kinematic coupling chosen was a Maxwell 3 ball and 3 vee-groove design. This design is symmetric and therefore distributes contact forces evenly over 3 balls and 6 contact points and simplifies the fabrication process.
Figure 3.1, below, is an image of a 3 ball and 3 vee-groove kinematic coupling.
Figure 3.1: Kinematic coupling with 3 grooves [6].
In order to design for stability, the location of the balls and vee-grooves needed to be optimized. This was achieved by designing such that the normal to the plane of the contact force vectors bisect the triangle that was formed by the balls. This is indicated in Figure 3.2 by the dashed lines. To balance stiffness, the contact force vectors should also intersect the plane where the ball and plane contact at a 450 angle. This is indicated in Figure 3.2 by the largest inverted triangle in green. These contact force vectors form a triangle with sides that are tangent to the coupling diameter such that the coupling diameter is inscribed the triangle. Figure 3.2 shows the layout for optimal stability for a kinematic coupling with balls located at the vertices of an equilateral triangle [5].
E ualent ball diameter i l)hcs
Rai1iroove I
Instant center 1,12
L isIstant
centerCouping Triangle
Ba\t,' 2 0(0 Cenrrold RaIV
Groove oove
\
_
/\ /
/ Instant
.... center 23
Figure 3.2: Parameters for optimizing the design of 3 groove kinematic couplings [61.
An analysis of stress and deflection at the contact points utilizing Hertz theory of elastic contact [7]. This consisted of finding the equivalent radius, Re, of the two contact surfaces, Equation 3.1. Ri is the radius of the first surface and R2 is the radius of the second surface.
1 Re
Equation 3.1
(
V-
)
+
(-Then finding the equivalent modulus of elasticity, Ee, Equation 3.2. E is the modulus of
elasticity for the two contact surfaces, respectively and v is Poisson's ratio for each contact surface.
1
Ee =(1 _ 2 (1-0
(
~ball) + roove)Eball EgrooveI
Equation 3.2
Utilizing the equivalent radius and the equivalent modulus of elasticity, the contact radius of the contact region, a, can be calculated using Equation 3.3, where P is the applied load.
1
3PRe) )
\ 4Ee
Similarly deflection can be calculated using Equation 3.4.
1 ~16ReElf
Equation 3.4
Lastly, the contact pressure is calculated using Equation 3.5.
3P
PO = a2 Equation 3.5
The analysis of stress and deflection along with error motions were analyzed using a kinematic coupling design spreadsheet designed by Professor Alexander Slocum [8]. The results from this analysis are summarized in Appendix B.
A stress analysis was also conducted to ensure that the kinematic coupling did not fail
under the applied load. Four stresses were calculated: the shear stress beneath the surface at z =
0.48a, r, the tensile radial stress in the coating at the surface and at the edge, q, the maximum tensile radial stress in the coating and at the coating-substrate interface, orr max, and the maximum tensile radial stress in the coating and at the coating-substrate interface, rz. The last three stresses were developed in a paper by Kartik and Culpepper to determine stresses within hard coatings for a ratio of coating thickness to contact radius less than 0.1 [9].
The shear stress beneath the surface at z = 0.48a, where a is the contact region radius,
is the stress that would result in failure of the kinematic coupling. For Poisson's ratio 0.3, the stress can be calculated by
r = 0. 31po Equation 3.6
where po is the contact pressure.
The tensile radial stress in the coating at the surface and at the edge can be calculated
by 0.654 0.656 o-.r = 0. 081t-0.03 Fn.346
(EE)
F 097(i~
0.903 -0.633 + 0. 116t0.116 Fn-*, T E) E) \e,(E,/ Equation 3.7where t is the thickness of the coating, F is the pre-load, Ee is the equivalent Young's modulus,
Re is the equivalent radius, Ec is the Young's modulus of the coating, and Es is the Young's
modulus of the substrate.
The maximum tensile radial stress in the coating and at the coating-substrate interface can be calculated by
0.609 0.526
o-.,.max = 0. 072- 0.72 F.3 9 1
(E)
(E)S0.653 E0.591
- .8t-0.04F0.347 c)E
-008 \Fn E
Equation 3.8
The maximum tensile radial stress in the coating and at the coating-substrate interface can be calculated by
0.808 0.394
Orzmax = 0. 204tO.424FO.192 (EL E)
e Es
+ 0. 034tO7 4 9F"0 8 4
(
0.916-0.264
n e) (s
Equation 3.9
3.2
Kinematic Coupling Design
The resulting design of the 3 ball and 3 vee-groove kinematic coupling is shown in Figure 3.3, Figure 3.4, and Figure 3.5. The distance between the balls in the kinematic coupling are 4.45 cm apart along the equilateral triangle. The balls are truncated balls from Precision Balls and are 0.476 cm in diameter. Instead of direct contact to the machined vee-grooves, steel inserts are glued on with epoxy to the grooves that are machined. This allows for the use of aluminum instead of steel when machining these parts. The steel inserts are Mitutoyo gauge blocks, 0.254 cm in thickness.
Figure 3.3: Assembled view of the CAD of the kinematic coupling.
The vee-grooves are 1.195 cm across the top of the grooves. This dimension is larger than a groove would need to be. This was designed to accommodate the thickness the steel
inserts would add to the groove. There are also through holes for mounting to the experimental setup.
Figure 3.4: Groove side of the kinematic coupling.
The ball side of the kinematic coupling has pockets where the truncated balls are glued on with epoxy. There are also pockets designed to align with the vee-grooves to ensure that the steel inserts do not interfere with the ball side of the kinematic coupling.
Figure 3.5: Ball side of the kinematic coupling.
3.3 Diamond-Like Carbon Coatings
Diamond-like carbon (DLC) coatings have been in the works since the 1950s, however the research for DLC coatings did not boom until the 1980s. This material is an attractive choice
hardness, chemical inertness, excellent thermal conductivity, low thermal expansion, low friction, and wear resistance. DLC is different from natural diamond because there is no dominant crystalline lattice structure. Instead, they are amorphous and have a mixture of sp3 and sp2 carbon structures compared to diamond and graphite which only have sp3 and sp2 carbon structures respectively [4].
3.3.1 Comparison of DLC Coatings
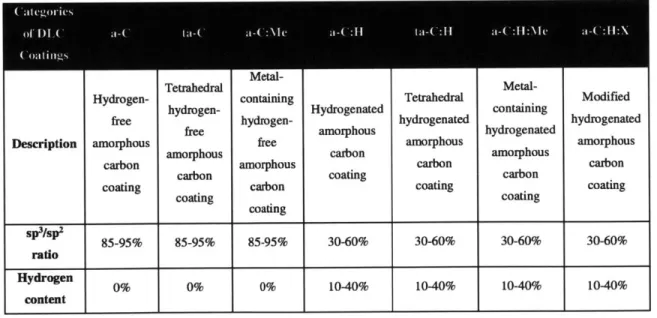
There are 7 main categories of DLC coatings summarized in Table 3.1. These coatings can first be separated into two categories, hydrogen-free and hydrogenated. Hydrogen-free coatings generally have more sp3 bonds, about 85-95%, in the carbon structure resulting in characteristics similar to diamond. Hydrogenated coatings have less sp3 bonds, about 30-60% in hard coatings and 50-80% in softer coatings. Softer coatings have a hardness below 5 GPa and hard coatings have a hardness ranging from 10-40 GPa. It is important to note as hydrogen content increases, the microhardness of the coating decreases. Figure 3.6 is a ternary phase diagram for DLC coatings. This figure compares the different coatings based on their sp3 to sp2 ratio as well as their hydrogen content [4].
Table 3.1: Summary of the main categories of DLC coatings and their properties.
Description Hydrogen-free amorphous carbon coating Tetrahedral hydrogen-free amorphous carbon coating containing hydrogen-free amorphous carbon coating Hydrogenated amorphous carbon coating Tetrahedral hydrogenated amorphous carbon coating Metal-containing hydrogenated amorphous carbon coating Modified hydrogenated amorphous carbon coating Spp2 85-95% 85-95% 85-95% 30-60% 30-60% 30-60% 30-60% ratio Hydrogen 0% 0% 0% 10-40% 10-40% 10-40% 10-40% content
s
d UNC
Np
2
Figure 3.6: Ternary phase diagram for DLC coatings compared to graphite and diamond. This shows the sp3
to sp2 ratio as well as the hydrogen content of the coating [4].
3.3.2 DLC Coating Selection
Ideally the DLC coating of choice would be an amorphous, tetrahedral carbon coating,
ta-C, or ultrananocrystalline diamond, UNCD. After evaluating the commercial availability, cost,
and lead time, a different coating was chosen. This coating is a hydrogenated amorphous carbon coating by Sulzer Metco. This coating has a microhardness of 25 GPa, a Rockwell C hardness of
85, a coefficient of friction against steel to be 0.1, and a coating thickness of 1-4 pm. The method of coating is Plasma-Assisted Chemical Vapour Deposition, PACVD [10].
CHAPTER
4
FABRICATION AND ASSEMBLY
4.1 Fabrication of Kinematic Coupling
The kinematic coupling was fabricated using a CNC mill. The material chosen for both sides of the kinematic coupling was 6061 aluminum for ease of machining. As mentioned previously, 0.254 cm steel gauge blocks from Mitutoyo were glued on with epoxy to the machined vee-grooves and 0.476 cm stainless steel truncated balls were glued on with epoxy. This maintained steel to steel contacts for the kinematic coupling.
The first step in fabricating the groove side of the kinematic coupling was to drill the through holes with an F drill. After this was completed, a 0.3175 cm end mill was used to face the part to size and rough out the features. Lastly, a 450 tapered end mill was used to finish the surface of the vee-grooves. Vee-grooves were machined on both sides of the stock such that multiple experiments could be conducted. All of this was completed on a CNC mill.
Figure 4.2: Fabricated vee-groove side of the kinematic coupling.
The first step in fabricating the ball side of the kinematic coupling was to use a 0.3175 cm end mill to clear out the material for the features using the pocket feature in HSM Works. This milled the pockets to avoid interference with the steel inserts as well as the seats for the truncated end balls. After this was completed, the part was flipped over and three holes were drilled on the surface. These holes are used for the experimental setup to attach the metrology block as well as the applied load to the kinematic coupling.
Figure 4.4: Fabricated ball side of the kinematic coupling.
4.2 Assembly
The ball side of the kinematic coupling had pockets milled into the surface as seats for the truncated balls to sit in. This can be seen in Figure 4.5.
Figure 4.5: Ball side of the kinematic coupling. The bottom two balls are glued on with epoxy. The top pocket does not have a ball in it.
blocks that are glued onto the vee-grooves can be seen in Figure 4.6b. The three through holes on the kinematic coupling side are used to mount this side of the kinematic coupling to the base plate seen in Figure 5.2. This side of the kinematic coupling is mounted while the ball side of
the kinematic coupling is moved up and down to load and unload the kinematic coupling.
(a) (b)
Figure 4.6: Vee-groove side of the kinematic coupling was fly cut before the steel gauge blocks coated with
CHAPTER
5
MEASUREMENT AND TESTING
5.1 Instrumentation and Setup
Two kinematic couplings were assembled for testing. One was assembled for steel to steel contact testing and the other assembled for DLC to DLC testing. The two sides of the DLC to DLC contact kinematic coupling is shown in Figure 5.1.
(a) (b)
Figure 5.1: (a) Vee-groove side of kinematic coupling with DLC coated gauge blocks glued on with epoxy to
the machined vee-grooves. (b) Ball side of kinematic coupling with DLC coating stainless steel balls glued on with epoxy.
Capacitance probes were used to measure the position of the kinematic coupling. Six capacitance probes were used to measure six degrees of freedom. Figure 5.2 shows the experimental setup. The kinematic coupling was loaded with an aluminum block with two steel blocks attached to either side with super glue shown in Figure 5.3. The load was 2.568 kg. The
load also provided the surfaces for the capacitance probes to measure off of. All of the capacitance probes were secured with %"-20 nylon soft-tip set screws.
The vee-groove side of the kinematic coupling was mounted to a 1.905 cm thick plate and the two mounts were also mounted to the base plate. The top mount, held 3 of the capacitance probes, was mounted to the two mounts, one holding 1 capacitance probe and the second holding 2 capacitance probes. The base plate was mounted to an optical table to reduce vibration. The capacitance probes were connected to a DAQ Device which was connected to a laptop to collect the data from the capacitance probes.
Figure 5.3: The aluminum block with steel blocks glued on either sides is mounted to the top of the kinematic coupling, the side with the balls, to load the kinematic coupling.
5.2
Experiments
Two experiments were conducted. The first experiment was steel-steel contacts in the kinematic coupling and the second experiment was DLC-DLC coated contacts. In each experiment, the kinematic coupling was uncoupled by lifting the block up and then coupled by bringing the block down. In order to prevent thermal energy from entering the experimental setup, gloves were used while lifting the block. For each experiment the coupling was disengaged then reengaged. Before data was acquired, the coupling had a 20 second settling time. The data recorded was the average displacement of 100 capacitance probe readings over 1 second. For each experiment, the kinematic coupling was coupled and uncoupled 100 times. The measured noise for the capacitance probes was 20 nanometers.
CHAPTER
6
RESULTS
The repeatability of the kinematic coupling was calculated from the data collected. For each cycle, coupling and decoupling, 100 data points were collected in 1 second and averaged. This was repeated for 100 cycles for each experiment. Figure 6.1 shows the capacitance probe arrangement. The position of the kinematic coupling in the x-axis was obtained from the reading from capacitance probe 4. The position in the y-axis was calculated as the average from the readings from capacitance probes 5 and 6. The position in the z-axis was calculated as the average from the readings from capacitance probes 1, 2, and 3. The position in the 0. direction was calculated from the readings from capacitance probe 2 divided by the distance between capacitance probe 1 and 2. The position in the Oy direction was calculated from the readings from the difference between capacitance probes 1 and 3 divided by the distance between capacitance probes 1 and 3. The position in the 0, direction was calculated from the readings from the difference between capacitance probes 5 and 6 divided by the distance between capacitance probes 5 and 6.
Figure 6.1: Capacitance probe arrangement on experimental set up.
6.1 Steel-Steel Results
For each experiment, 100 data points were collected for each cycle and averaged. The coupling was engaged and disengaged 100 times in this experiment. The results for each degree of freedom was plotted and summarized in Figure 6.2.
X Repeatability
80- 60- 40-C,, C o 20-o -20- -40- -60--80' r r r r r r r r r r 0 10 20 30 40 50 60 70 80 90 100Cycles
Y Repeatability
80- 60-40 L.. C. 0 20 1 Cy-20le w-40- -60--80 r r r r r r r r r r r 0 10 20 m0 4Q w w 7m 80 90 100Cycles
Z Repeatability
K
80 60 40 C: o 20 E0 o -20 -40 -60 -80 6 U) 4 C: 0E
-0 -4 -6 10 20 30 40 50 60 70 80 90 100Cycles
OX
Repeatability
7. - r r r r r r r r r r r 0 10 20 30 40 50 60 70 80 90 100Cycles
---OY
Repeatability
6 U) 2 '0 2L-E0
-2 0-4
-6 0 6 U)4 C V0 2 0 E 0 -- 4 -6 10 20 30 40 50 60 70 80 90 100Cycles
OZ
Repeatability
H r i* i* r r* r r _______ r r -0 10 20 30 40 50 60 70 80 90 100Cycles
Figure 6.2: Summary of results for steel to steel contacts.
The translational repeatability of the kinematic coupling was calculated by taking the square root of the quantity of the sum of the x displacement squared, y displacement squared, and z displacement squared. The results are summarized in Figure 6.3.
F r r r r r r F r r
r r r r r r r r
Translational Repeatability
80 60 40 Co
20-o -20 -40< -60 -80 r r r r r r F r r 0 10 20 30 40 50 60 70 80 90 100Cycles
Figure 6.3: Translational repeatability of kinematic coupling with steel to steel contacts.
The repeatability for one standard deviation and three standard deviation from the mean for each degree of freedom is summarized in Table 6.1.
Table 6.1: la and 3a for the repeatability measurements for steel-steel.
X (pm) Y (pm) Z (pm) Ox (prad) Oy (prad) Oz (prad) Translational (pm)
la 30.79 17.48 5.75 0.54 0.06 1.46 40.50
3a 92.38 52.46 17.24 1.61 0.19 4.37 121.50
6.2 DLC-DLC Results
The same experiment was repeated for DLC to DLC contacts. The results for each degree of freedom was plotted and summarized in Figure 6.4.
X Repeatability
10r 8 6 4 2 0 -2 -4 -6 -8 -'l 0 10 20 30 40 50Cycles
60 70 80 90 100Y Repeatability
ir r r r r r F ! r 0E
0 L.. In 10 8 6 C/ 0E
0 4 2 0 -4 -6 -8 A 0 10 20 30 40 50 60 70 80 90 100Cycles
10 8 6 4 2 0 -2 -4 -6 -8 -10 0 10 20 30 40 50 60
Cycles
70 80 90 100 oxRepeatability
1-0.8 0.6 -0.4f - 0.2- 020.4 0.6 1 -' r r r r r F r r r r 0 10 20 30 40 50 60Cycles
70 80 90 100 0E
0Z Repeatability
(U CU -0 C-0 0.. EOY
Repeatability
1 0.8 UJ) C 0.6 co "0.2 0 ~-0 -0.2 -0.4 0 -0.6 W -0.8 -1 C -0 COE
0w
P r r r r r r r T r r 0 10 20 30 40 50 60 70 80 90 100Cycles
OZ
Repeatability
1 0.8- 0.6-0.4 - 0.2-0 0.20.4 0.6 0.8 1 -0 10 20 30 40 50 60 70 80 90 100Cycles
Figure 6.4: Summary of results for DLC to DLC contacts.
The translational repeatability for the kinematic coupling was calculated for the DLC to
Translational Repeatability
10- 8- 6-Cn 4- 2-0 L- -2-0 -4 -8-0 10 20 30 40 50 60 70 80 90 100Cycles
Figure 6.5: Repeatability of kinematic coupling with DLC to DLC contacts.
Table 6.2: la and 3a for the repeatability measurements for DLC-DLC.
X (pm) Y (pm) Z (pm) Ox (prad) Oy (prad) Oz (prad) Translational (Pm)
l6 0.55 1.78 0.39 0.04 0.02 0.18 1.87
3a 1.64 5.33 1.17 0.11 0.05 0.55 5.60
The test results conclude that the repeatability of the kinematic coupling with steel-steel contacts and with DLC-DLC contacts are on the order of tens-of-microns. Based on the results shown in Figure 2.1, the expected performance for steel-steel contacts are on the order of hundreds-of-nanometers and tens-of-nanometers for DLC-DLC contacts. The experimental results are three orders of magnitude larger than the model. The repeatability of the steel-steel contact kinematic coupling is on the order of tens-of-microns, about 80 microns. The repeatability of the DLC-DLC contact kinematic coupling is on the order of microns. The repeatability of the DLC-DLC contacts are at least 1oX better than that of the steel-steel contacts. It is important to note that the standard deviation for DLC-DLC is one order of magnitude less than steel-steel. In addition to the repeatability of DLC contacts being 1OX better than the steel contacts, the deviation from the average value of the repeatability is at least one magnitude less
CHAPTER
7
CONCLUSION AND FUTURE WORK
The purpose of this research was to understand the effect of DLC coatings on the repeatability of kinematic couplings. This coating has the potential to increase the repeatability
of kinematic couplings to the tens-of-nanometers at a low-cost and without the use of lubricants. This research has created a kinematic coupling repeatable to microns utilizing DLC coatings. Next steps to further this research is to conduct additional repeatability tests on an optimized kinematic coupling design and experimental setup. The coupling and decoupling process should also be automated to allow for more cycles which could verify repeatability as a function of time and show the wear factor of DLC is magnitudes less than the wear factor of steel.
Future work could incorporate the use of liquid as well as solid lubricants to assess the performance of kinematic couplings. The performance of DLC coatings vary depending on the environment thus it is important to understand the affects in that environment before application [4]. Should this kinematic coupling be utilized in different environments, wet or dry conditions, additional testing will need to be conducted to understand the performance in these environments.
A kinematic coupling that is repeatable to microns without the use of lubricants will
allow for more applications of kinematic couplings. Utilizing DLC to attain this achievement not only achieves this repeatability, but also increases the number of cycles the kinematic coupling will maintain this repeatability. This results in a longer life of the kinematic coupling
REFERENCES
[1] Culpepper, Martin L, "Design and Application of Compliant Quasi-Kinematic
Couplings," 2000.
[2] MIT Precision Engineering Research Group. "Kinematic Couplings Website." <<http://kinematiccouplings.org/>>, February 2014.
[3] L. C. Hale, A. H. Slocum, "Optimal design techniques for kinematic couplings,"
Precision Engineering, vol. 35, pp. 114-127, 2001.
[4] K. Holmberg, A. Matthews, "Coatings Tribology: Properties, Mechanisms, Techniques and Applications in Surface Engineering," 2" ed., Oxford, UK: Elsevier, 2009.
[5] Slocum, Alexander. "Design of three-groove kinematic couplings." 1992.
[6] Slocum, Alexander. "Kinematic Couplings: A Review of Design Principles and
Applications." Internal Journal of Machine Tools and Manufacture 50.4 (2010): 310-327.
[7] K.L. Johnson, "Contact Mechanics," I' ed., Great Britain: University Press, Cambridge, 1992.
[8] Slocum, A.H. "Kinematic Coupling Design Spreadsheet." Kinematic Couplings Website:
General Kinematic Coupling Design Tools.
<http://pergatory.mit.edu/kinematiccouplings/index.htm>, February 2014.
[9] Kartik, Culpepper. "Design of Hard Coated Hertzian Contacts for Precision Equipment." [10] Diamond-Like Coatings from Sulzer
APPENDIX
A
DESIGN
A.1 CAD
of Kinematic Coupling
The following is a CAD of the kinematic coupling fabricated. There are two sides to the kinematic coupling. One side consists of the vee-grooves and the other side consists of the balls.
A.2 Drawings
The following are the dimensions of the kinematic couplings.
3.00 2.38 - - 1.74 --- 1.50 --- 1.50 -- 1.26 .63k-0.257 THROUGH L.J 0.38 TI O.27 3X
Y
R.25 12O0.0' 3*-.99 2.09 3. 2.64 2.51$1
4E---4s -./V.
.49 1.50 2.192.01 1.96 54 -~__--I
3.00 2.38 1.85 ~-1.65 1.50 1.50 1.35 .63 R.25 THROUGH -Fj
-R.06 4X THROUGH - 0.1883XA.3 Process Plans
The fabrication process for each side of the kinematic coupling is summarized in the process plans.
1 Mill slots for steel insert clearance
2 Mill pockets for balls
3 Flip piece over
4 Drill hole in center
5 Drill 3 holes for threads
6 Drill side cutouts for fishing line guide 7 Tap holes (3) 3/16" end mill 3/16" end mill 0.5" drill #7 drill 1/8" drill 1/4-20 tap 2. 7 3.1
Fly cut surface
Drill hole in center Drill 3 clearance holes
Counterbore
Mill vee-grooves
Flip over part such that steps can be repeated symmetrically
Fly cut surface
Counterbore Mill vee-grooves
Fly cut surface
Flip over part
Fly cut surface
fly cutter
0.5" drill F drill
Counterbore tapered end mill
fly cutter
Counterbore
tapered end mill
fly cutter fly cutter 1 2 3 4 5 6 7 8 9 10 11 12
APPENDIX
B
KINEMATIC COUPLING DESIGN
SPREADSHEET
This spreadsheet can be accessed at http://pergatory.mit.edu/kinematiccouplings/html/tools.html [2]. Based on the dimensions of the kinematic coupling, the material selection, and the load applied, the design can be optimized using this spreadsheet.
-T - - --T A U' - _--in. 1 13F'T 15 I. I I r- I O A
imm micdued at 4 a dwwi
-L ~72 m. inssmmayamm j~smw. a erf 19 2I 67--__-a ,
I*
I
UE'#2~
3I ~
NCa #2..a c7 E7 em __fl
."1
isI A_I
__
_
.3 L11z LU LU. 471 A.d.w.. 2 33 1I - rmin 52 5-, cph .nhl. U"' L L35A$WP I-ThI~ MAR I 1 Ag Aw Lv, 'Jig hmDala~ie
GMRahI-L,77 "#"7~Y _ W As ~Iu~ I -~-.4 I 'x CW""__ __ __ __Jm I
7MW-j__
G.a 2.1 V _________Bowl fwpbm ,2 frLm, 3 fcab.id4 fru md@emmL 3
rLt~1 1734 _ 7 .70: 7& s571A-S
I_ __
NE~
d LN i Msr+ft AIM "W mkw dw _177--j 1-771, -- W T - . - ii - - -em a na a .en uss+u L7.#"? Az
iv~
I
I
-. 1LFH=
tHikiilihhili
i
I!
10I
.4 I*1
I
"9Iii"r'F
II-I'll111
Hill
lit
FlatIV
i
. . . . . . . . . . . . . . . . ... 7 6-4 I --1(I-m
u
FI
I
'N l i II1111
I,
I.
r-r-m-~~~~~~~~ ~ ~ ~ ~ ~ ~ ~ I I I I I I 1 1 1 1 @Mii- -c m I 0w2zamRvv64. NJ~j
2
II
It5:M
I- uPAM NulIN Gfid:4r
01
NSIi
0Ij
p14.1
I
'editld
I
I
n
IIIIi
4.!w
WN1
1i
kAz13.1
U
I
I"
II
II
IIs
2lCli
|lIselt
51
s
'II
-4[I
I I
[I
j U ~i~cI 1 ~ jr~I
*1
I
__a --4I
VP
0
APPENDIX
C
MATLAB CODE
The following consists of the MATLAB code used to analyze the data collected from the capacitance probes. Utilizing the capacitance probes, the repeatability in the six degrees of freedom was calculated and plotted.
close all clear all clC
ImportDLCDLCDataFirstRun
% a is the triangle side length of the 1-2-3 probes
% a = 0.65 inches
a = 0.01651e6; % microns
% 1 is the half-distance between the 5-6 probes
% 1 = 0.5 inches
1 = 0.0127e6; % micronos
% multiply by 12.5 to change from voltage
DDlCapl = DDFirstCapl*12.500; %microns
DDlCap2 = DDFirstCap2*12.500; %microns
DDlCap3 = DDFirstCap3*12.500; %microns
DDlCap4 = DDFirstCap4*12.500; %microns
DDlCap5 = DDFirstCap5*12.500; %microns
DDlCap6 = DDFirstCap6*12.500; %microns
to microns
% angle calculation
ThX = (DDlCap2/a)*10^3; %microradians
ThZ = (1/(l)*(-DD1Cap5+DDlCap6))*10^3; %microradians
ThY = (1/a * (-DDlCap1+DD1Cap3))*l0^3; %microradians
XAbbe= (1. 75*25400) *sin (ThY*10^-6) ; %microns
YAbbe=(1.75*25400)*sin(ThX*10^-6); %microns X = DDlCap4 - XAbbe; %microns
Y = (DD1Cap5+DDlCap6)/2 - YAbbe; %microns
XDifference = X(l,1)-X(l:end-1); YDifference = Y(l,l)-Y(l:end-1); ZDifference = Z(1,1)-Z(l:end-1); ThXDifference = ThX(l,l)-ThX(l:end-1); ThYDifference = ThY(l,l)-ThY(l:end-1); ThZDifference = ThZ(1,1)-ThZ(1:end-1); %error bar e = 10^-3*ones(size(XDifference)); %microns % X Plots figure(1) hold on plot(XDifference,'ro','markers',8) errorbar(XDifference,e) title('X Repeatability','FontSize',24) xlabel('Cycles','FontSize',18) ylabel('Error (microns)','FontSize',18) axis([0 100 -10 10]) hold off
%calculating standard deviation for X
Xsigma = std(XDifference) X3sigma = 3*std(XDifference) % Y Plots figure(2) hold on plot(YDifference,'ro','markers',8) errorbar(YDifference,e) title('Y Repeatability','FontSize',24) xlabel('Cycles','FontSize',18) ylabel('Error (microns)','FontSize',18) axis([0 100 -10 10]) hold off
%calculating standard deviation for Y
Ysigma = std(YDifference) Y3sigma = 3*std(YDifference) % Z Plots figure(3) hold on plot(ZDifference,'ro','markers',8) errorbar(ZDifference,e) title('Z Repeatability','FontSize',24) xlabel('Cycles','FontSize',18) ylabel('Error (microns)','FontSize',18) axis([0 100 -10 10]) hold off
%calculating standard deviation for Z
%error bars for theta
etheta = 10*1e-3*ones(size(ThXDifference));
% Theta X Plots
figure(4)
hold on
plot (ThXDifference, 'ro', 'markers',8)
errorbar(ThXDifference,etheta)
title('\thetaX Repeatability','FontSize',24) xlabel('Cycles','FontSize',18)
ylabel('Error (microradians) ','FontSize',18)
axis([0 100 -1.2 1.2]) hold off
%calculating standard deviation for Theta X ThXsigma = std(ThXDifference) ThX3sigma = 3*std(ThXDifference) % Theta Y Plots figure(5) hold on plot(ThYDifference,'ro','markers',8) errorbar(ThYDifference,etheta) title('\thetaY Repeatability','FontSize',24) xlabel('Cycles','FontSize',18)
ylabel ('Error (microradians) ','FontSize' ,18)
axis([0 100 -1.2 1.2])
hold off
%calculating standard deviation for Theta Y
ThYsigma = std(ThYDifference)
ThY3sigma = 3*std(ThYDifference)
0 Z Plots
figure(6) hold on
plot (ThZDifference, 'ro', 'markers',8)
errorbar(ThZDifference,etheta)
title('\theta Z Repeatability','FontSize',24) xlabel('Cycles','FontSize',18)
ylabel ('Error (microradians) ','FontSize',18)
axis([0 100 -1.2 1.2]) hold off
%calculating standard deviation for Theta X ThZsigma = std(ThZDifference) ThZ3sigma = 3*std(ThZDifference) % Translational Repeatability ThreeDRep = sign(XDifference.*YDifference.*ZDifference).*abs(XDifference.^2+YDifference.^ 2+ZDifference.^2).^(1/2); figure(7) hold on
plot(ThreeDRep,'ro','markersize',8) errorbar(ThreeDRep,e) title('Translational Repeatability','FontSize',24) xlabel('Cycles','FontSize',18) ylabel('Error (microns)','FontSize',18) axis([O 100 -10 10]) hold off
%calculating standard deviation for translational ThreeDsigma = std(ThreeDRep)
APPENDIX
D
BILL OF MATERIALS
The following is the bill of materials for fabricating and assembling the kinematic coupling and the experimental setup.
Company Part Number Unk to Plan McMaster 9140T271 hat:jAlww mnmasterwcoMglW4Ot271rihkd7
McMaster 119751K78 h=D*lWW-mser~omLV8975k7B/-rihnid
McMaster 91251AS42 htin:/www.memastr.oomM1251e542, -rikwfe
Aluminum acingla l Mastar 9751449
Aluminum recingle Mcastr
Sae" block McMaster
|Auminu square . Mastr
ScS.p a tcraws Mlaer Ke-couplin.
Aluminum square McMaster Aluminum square M~assatr
S5150 gauge blocks McMaster
0975K78
897158177
18431463
9t21A637
hYAn Wmcn-alr.coM,1 75BTk7flanni
han:lww~measte~coM8915k7rkh
905745 h2D:/WWwcMssW.omNIK57k24 ftkJ3I
16437463 hUniWVwwMef*S1r~CWm1643%63 18
19575A31 htng/www.memaslar.comm19575a313erklanz
Precision Balls 187-TB DLC coang - bals Sular
Sulzer
lnftoce on se2
invoice on 511.862
McMaster 94421313fra
McMaster 7 825A18 h Vww mcmastercom7625a160=r klyx
Description Purpose Per Quenity Total 21a2"x2 aluminum actuatrmount
cuba
alumium 2 actualor L piece 14-20 Ilong scre mount pieces "a
0.765"tk"1A 3 probe lp mount square.
aluminum base plate
0.7l, 2"Jic 1 probe mount and 2 probe
aluminum mount
1 2.s3 metrology block
1.2Sthlick. r3' meoigyblock 1'a/4-20 1r i hold re, probes cm 3p softip aetscei
0 5"ick, 3Wx3" KC Bell Side
1 26"thick. 3" KC gtiow side
11181 .354. steel ines
.O.l87l"1aml inemic coupling bails (5
-tuncated balls for DLC. 3 for atal-dsal
oatO.312 kinemaic coupling truncated bails
cot oall mnusmi kinemaic coupling Inierts Clear nylon AWng s atsr 0 Itsgnfd
lne work load 30 Ba Wo coupling
superglue glue s1.0To alurrinum
$11.14 2 $22.28 58.71 2 17A2 $7.56 1 $7.58 $19.31 $71 32.93 129.15 $7.20 $58.10 $29.15 524.86 $8.70 $15.10 $18.60 $11.M 4.66 $38.62 $17.42 S65 12915 57.20 2 2 2 1 $58.10 2 $58.30 16 5447A8 9 $78.30 6 590.80 12 $223.20 1 $11.56 1 $4.65 Total $1.17802 Pat Nace Acstuao Mon Aluminum blocks Aluminum racMngl)s 5crews Truncated bails DLC coatng - Ins a Expwrftdoln Fishing line Superglue
This page left intentionally blank.
APPENDIX
E
DLC
COATING
-
SULZER METCO
QUOTE
This is the quote from Sulzer Metco for coating 12 steel gauge blocks and 6 truncated stainless steel balls with DLC.
SULZER
ftvtNn& LIV MM
asm.en mmssne rn-Z ZM Faa F-R sLV
Sales Quotaiona Number: M)M031814-1 Jue WUat ft 10141"1 4R 20i
4DLC A 0.W6 Sa -Wd iUw IN 901 1A4.3NI 0
"7 stWommummn s C"Me 70
Yft we oim to qwt you te ila"n:
L. ADLW 1=l. A) lmS B.3L2M her buwmen amoner tM111cam bell euln (p1 - 9 19.40
10 -19 $43
20 -49 smai0 50 -9__ tI23D
2- A.MTV% Sbwm Inswru 1 -9 $is"0
WDLC A) 0.06? x 0.22' x 1.3 10- 19 11840
20-49 117A0
Pin nata oar IrmUIat ofmar is 1300.W).
We wiN be haW to vAnly any fiher Wmmamo you may no mnd mraM tiLat you N w. 0d ON
your aircie. wich wo ,r.dvm our prufipeefe cagafa
~On-M&e McCabe -Sa Marbit Manew VAR
omm Ia1 W"I "M 9 4111014 *ot w mas pagewmu1L plame W mad or Fam p0% to
11n"rame aAn 7at 2-20Fame dore any Sis such
as eWaflg ma) ewic deasy in Stapuanm as welN.
LAMN 1rns Slndid laimmis 7 buma fts as dify ur inus iawat ppewegt 'Me
si lh3un e en~~mamfs miN. t0E We me aie ha 3es TWAWls WT 1n am ax WnAMhWKi MY U1:01,301MANR iaibid.
iomin:u
+ ,igU m"as amr amaspe 30 0auetma Me a
![Table 1.1: Comparison of coupling mechanisms [2].](https://thumb-eu.123doks.com/thumbv2/123doknet/14677996.558493/14.918.137.799.474.651/table-comparison-coupling-mechanisms.webp)