Synthèse et caractérisation d’une résine polyester insaturé orthophtalique
Texte intégral
Figure
![Fig. I.1 : Localisation de l’ENAP sur le territoire national [1].](https://thumb-eu.123doks.com/thumbv2/123doknet/13910749.448902/19.892.142.793.524.1120/fig-localisation-l-enap-territoire-national.webp)
![Fig. I.2 : Entreprise Nationale Algérienne des Peintures, le siège et l’Unité de Production de LAKHDARIA, ENAP/UPL [1]](https://thumb-eu.123doks.com/thumbv2/123doknet/13910749.448902/20.892.123.780.118.478/entreprise-nationale-algérienne-peintures-siège-unité-production-lakhdaria.webp)
![Fig. I.3 : Plan de l’ENAP/ Unité UPL, Bouira [1].](https://thumb-eu.123doks.com/thumbv2/123doknet/13910749.448902/21.892.83.842.69.1147/fig-plan-l-enap-unité-upl-bouira.webp)
![Fig. I.4 : Organigramme de l’unité de production de Lakhdaria (ENAP/UPL) [1].](https://thumb-eu.123doks.com/thumbv2/123doknet/13910749.448902/22.892.91.846.109.667/fig-organigramme-l-unité-production-lakhdaria-enap-upl.webp)
![Fig. I.5 : Production par gamme en volume (tonnes) en 2018 par l’ENAP/UPL [1]](https://thumb-eu.123doks.com/thumbv2/123doknet/13910749.448902/23.892.157.736.104.459/fig-production-gamme-volume-tonnes-l-enap-upl.webp)


Outline
Documents relatifs
Laver soigneusement et abondamment les zones affectées avec de l'eau froide ou tiède savonneuse ou avec un autre produit approprié pour le nettoyage de la peau.. En cas
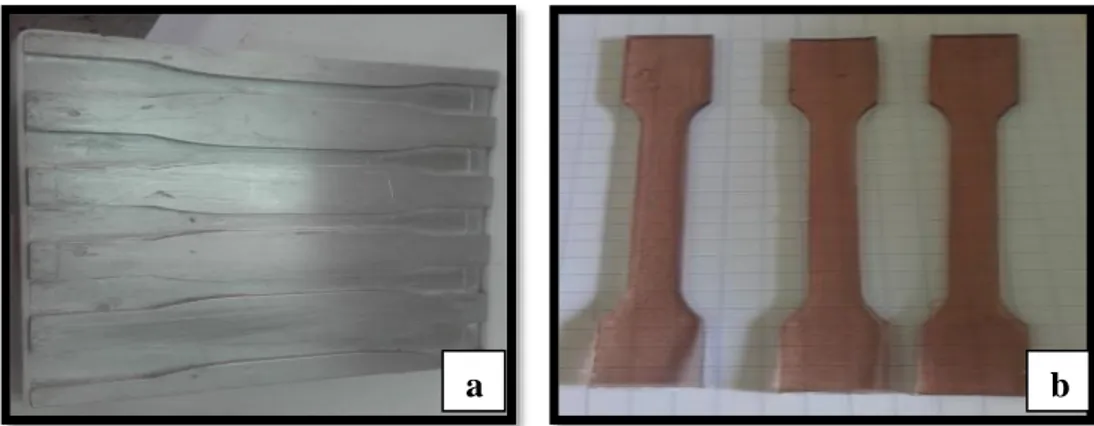
Dans le but d’étudier l’influence de la prise en eau sur les propriétés mécaniques du polymère massif et du composite, des essais de traction uniaxe ont été
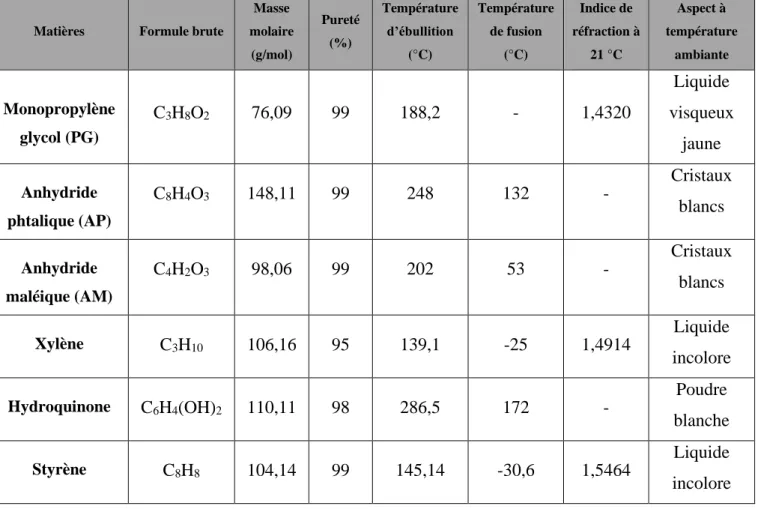
Avant de préparer la résine, l’analyse des matières premières est nécessaire, alors on a commencé par analyser toutes les matières premières qui entrent dans la fabrication de la
Les différentes notations utilisées pour différencier les copolymères à blocs, les résines polyester (variation du taux de styrène), les mélanges organiques, les
Toutes ces polymérisations ont présenté un gros travail de mise au point de la part du chercheur mais aussi des professeurs concernés qui sont venus suivre
– Polyester insaturé obtenu à partir d’un diol saturé et d’un diacide insaturé comme l’acide butènedioïque : les macromolécules sont linéaires mais possèdent des
Pour ce type de matériau l’endommagement par fatigue est souvent quantifié par les propriétés résiduelles (tels que la résistance et la rigidité) en raison de la dégradation
Pour ce type de matériau l’endommagement par fatigue est souvent quantifié par les propriétés résiduelles (tels que la résistance et la rigidité) en raison de
